Цементация легких что такое
Факультетская хирургическая клиника им. Н.Н. Бурденко Московской медицинской академии им. И.М. Сеченова
Факультетская хирургическая клиника им. Н.Н. Бурденко Московской медицинской академии им. И.М. Сеченова
Впервые выявленные очаговые образования легких малого размера (до 2 см в диаметре). Динамическое наблюдение или операция?
Журнал: Хирургия. Журнал им. Н.И. Пирогова. 2016;(10): 57-60
Павлов Ю. В., Рыбин В. К. Впервые выявленные очаговые образования легких малого размера (до 2 см в диаметре). Динамическое наблюдение или операция?. Хирургия. Журнал им. Н.И. Пирогова. 2016;(10):57-60.
Pavlov Iu V, Rybin V K. First time revealed small formations of lungs (under 2 cm in diameter). Dynamic follow-up or surgery?. Khirurgiya. 2016;(10):57-60.
https://doi.org/10.17116/hirurgia20161057-60
Факультетская хирургическая клиника им. Н.Н. Бурденко Московской медицинской академии им. И.М. Сеченова

Факультетская хирургическая клиника им. Н.Н. Бурденко Московской медицинской академии им. И.М. Сеченова
Факультетская хирургическая клиника им. Н.Н. Бурденко Московской медицинской академии им. И.М. Сеченова
Одиночный очаг в легких (ООЛ) определяют как локальный участок уплотнения легочной ткани округлой или близкой к ней формы диаметром до 3 см [15]. Это международное определение отличается от традиционного отечественного представления о легочных очагах, источником которого является фтизиатрическая практика (в классификации туберкулеза легких размер очагов не превышает 1 см, а уплотнения большего размера определяются как инфильтраты, туберкуломы и другие виды изменений) [14, 15].
Патологические образования легких малого размера (до 2 см) в большинстве случаев выявляются при проведении компьютерной томографии грудной клетки, выполняемой по различным причинам [10, 11, 14, 16-18].
Между тем по результатам одного КТ-исследования часто трудно провести дифференциальную диагностику, требуются повторные исследования в динамике. При воспалительном процессе очаги исчезают через 1-2 мес. В случае атипичной железистой гиперплазии очаги не изменяются в течение нескольких лет. При аденокарциноме можно заметить увеличение размера и/или усиление плотности, а также сосудистую конвергенцию [11, 12].
Обнаруженные при таком обследовании очаговые образования в легочной ткани нередко остаются без внимания специалистов, что порой влечет за собой неутешительные результаты лечения этой категории больных.
По мнению С.В. Миллер и соавт. [8], диагностическая торакотомия является завершающим методом комплексного обследования больных с округлыми образованиями легких небольшого размера и обеспечивает действительно раннюю диагностику и своевременное хирургическое лечение. Следовательно, радикальное хирургическое вмешательство, предпринятое при округлом образовании в легком, генез которого неясен, является методом, позволяющим провести морфологическую верификацию ранней стадии злокачественной опухоли и выполнить органосохраняющую операцию.
Другие авторы считают, что в настоящее время не существует единого подхода к определению характера очаговых образований легких. Очевидно, что при высоком риске злокачественной опухоли оптимальный подход заключается в возможно более ранней морфологической верификации диагноза. В случае низкого риска злокачественного процесса более рационально проводить динамическое наблюдение [11].
Результатом этих действий может быть выделение группы пациентов с очевидно доброкачественным процессом, о чем свидетельствуют отсутствие динамики роста очага на протяжении 2 и более лет, наличие «доброкачественных» обызвествлений, включений жира (гамартома) или жидкости (киста) в очаге по данным КТ. В такой ситуации необходимо только наблюдение. Сюда же относятся случаи артериовенозных мальформаций и других сосудистых изменений, а также воспалительные процессы в легких (округлый туберкулезный инфильтрат, туберкулома, мицетома и др.), требующие специфического лечения [5, 9, 13].
Ежегодно в России раком легкого заболевают свыше 63 тыс. человек, в том числе свыше 53 тыс. мужчин. У более 20 тыс. пациентов (34,2%) рак легкого выявляется в IV стадии, поэтому задача обнаружения злокачественных опухолей легких на ранних стадиях их развития чрезвычайно актуальна [2, 7, 8].
Угрожающим фактором при диагностике опухолей легких малого диаметра является их бессимптомность. Отсутствие жалоб, скудная клиническая картина заболевания, сложности с профилактикой и первичным выявлением очагов делают проблему образований легких до 2 см в диаметре актуальной для научных изысканий и практически значимой для сохранения здоровья и нередко жизни пациентов.
Материал и методы
У всех больных при рентгенологическом исследовании, включая компьютерную томографию, были впервые выявлены очаговые образования в легких размером от 0,5 до 2 см. Всем пациентам были выполнены операции удаления участков легочной ткани с опухолью из различных доступов: 44 видеоторакоскопические резекции легкого, 43 миниторакотомии с видеосопровождением, 23 миниторакотомии. Окончательный диагноз формулировали после планового гистологического исследования удаленного патологического образования легкого. Летальных исходов не было.
 Рис. 1. Компьютерная томограмма груди пациента 1-й группы
Рис. 1. Компьютерная томограмма груди пациента 1-й группы
 Рис. 2. Компьютерная томограмма груди пациента 2-й группы.
Рис. 2. Компьютерная томограмма груди пациента 2-й группы.
 Рис. 3. Компьютерная томограмма груди пациента 3-й группы.
Рис. 3. Компьютерная томограмма груди пациента 3-й группы.
Результаты и обсуждение
 Данные гистологического исследования удаленных патологических образований
Данные гистологического исследования удаленных патологических образований
Во 2-й группе у 13 пациентов был выявлен рак легкого. Доброкачественные опухоли (гамартомы) легкого имелись у 18 больных, у 7 пациентов была диагностирована туберкулома. Таким образом, в этой группе частота злокачественных и доброкачественных опухолей вместе с туберкуломами составила 88,4%.
Таким образом, диагностический алгоритм исследований у больных с впервые выявленными периферическими образованиями легких определяют данные мультиспиральной компьютерной томографии. При малом размере образований (от 0,5 до 2 см) показано их удаление без морфологического подтверждения диагноза до операции. Оптимальный оперативный доступ для хирургического лечения пациентов с опухолями легких малого размера следует выбирать в зависимости от диаметра и количества патологических образований. При единичной опухоли легкого размером менее 0,5 см, впервые выявленной при компьютерной томографии, наиболее целесообразной тактикой будет динамическое наблюдение больного и проведение контрольной компьютерной томографии через 3, 6, 12 мес.
Газовая цементация

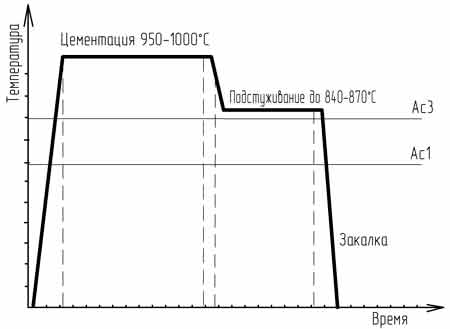
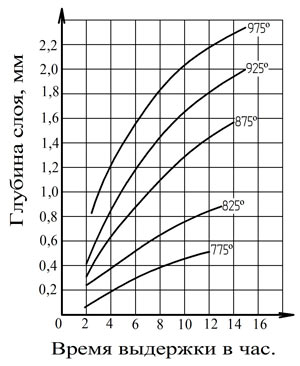
При газовой цементации в качестве карбюризаторов применяют различные газы и газовые смеси. Детали нагреваются в специальных герметически закрытых печах, в которые непрерывным потоком подает цементирующий углеродсодержащий газ. Такими газами являются естественные (природные) газы, а также искусственные газы. Для газовой цементации используется и жидкий карбюризатор метанол (бензол, пиробензол, керосин, синтин и др.), который подается непосредственно в рабочее пространство печи. При высокой температуре происходит разложение жидкого карбюризатора, в результате чего образуется цементирующий газ. Газовая цементация деталей производится при температуре 900—950° С. Время выдержки при газовой цементации меньше, чем при цементации в твёрдом карбюризаторе, так как твёрдый карбюризатор обладает малой теплопроводностью. Обычно перед закалкой, детали охлаждают до более низкой температуры (820—840° С), т. е. подстуживают и после этого закаливают. Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150-180°С. В результате в поверхностном слое получается структура мартенсита отпуска, частично снимаются напряжения. При непосредственной закалке с подстуживанием уменьшается коробление деталей, уменьшается количество остаточного аустенита и значительно сокращается технологический процесс. При газовой цементации удобно и легко регулировать количество и состав подаваемого газа. Процесс газовой цементации можно полностью механизировать и автоматизировать. Газовая цементация может проводиться в печах со встроенной закалочной ванной (проходные).
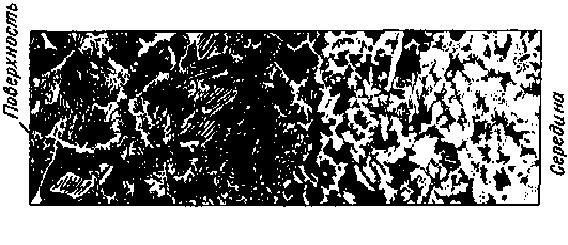
В результате цементации и последующей термообработки(закалка+отпуск), на поверхности изделия образуется слой заэвтектоидной стали, состоящий из перлита и цементита. По мере удаления от поверхности, содержание углерода снижается, и следующая зона состоит только из перлита. Затем появляются зерна феррита, их количество, по мере удаления от поверхности увеличивается. И, наконец, структура становится отвечающей исходному составу.

Зависимость толщины цементованного слоя от времени и температуры обработки.

Распределение микротвердости стали 18 ХГТ по толщине слоя после цементации и термообработки
ТЕХНОЛОГИЯ ГАЗОВОЙ ЦЕМЕНТАЦИИ
Цель статьи. Данная статья позволит потенциальным Заказчикам ознакомиться с вариантами существующих технологий цементации и выбором оптимального оборудования.
Технология, оборудование, методы контроля и регулирования атмосферы.
Общая информация. Цементация сталей и сплавов является самым распространённым видом химико-термической обработки стали в машиностроении. Цементацией называют адсорбцию атомов углерода поверхностью материала и их дальнейшее диффузионное продвижение в глубину металла с целью обогащения поверхностного слоя углеродом. Требуемое упрочнение поверхностного слоя изделия достигается образованием карбидов при резком охлажении. 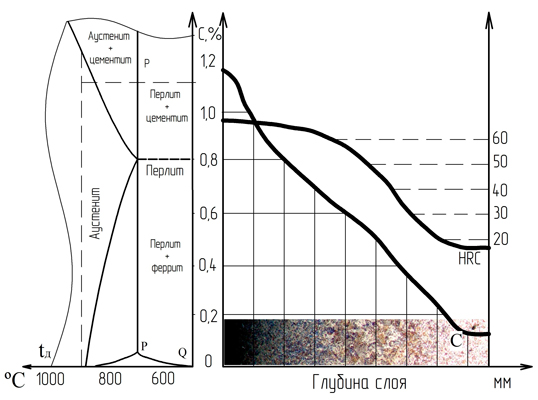
Закалка должна не только упрочить поверхностный слой, но и исправить структуру перегрева, возникающую из-за многочасовой выдержки заготовок при высокой температуре. Цементацию проводят, когда необходимо предать поверхностным слоям деталей повышенную твердость, износостойкость и прочность, при относительно пластичной сердцевине. Заключительной операцией термической обработки цементированных изделий во всех случаях является низкий отпуск при 160–180 ºС, переводящий мартенсит закалки в поверхностном слое в отпущенный мартенсит, с более низкими напряженими.
Основные особенности и преимущества процесса цементации сталей.
Наилучших результатов можно достичь, если цементировать легированные стали с низким содержанием углерода. Таким образом, закаленная деталь остается пластичной и может одновременно работать на контактный износ, сопротивляться ударным нагрузкам и иметь достаточную вязкость и прочность на изгиб, чего невозможно достичь при объемной закалке высоко углеродистых сталей из за недостаточной ударной вязкости.  Например: зубья шестерен, кулачки работают одновременно на контактный износ и на изгиб. Максимальную твердость наружной поверхности и соответственно высокую износостойкость детали приобретают когда концентрация углерода на поверхности достигает диапазона 0,8-1,2% углерода. Этой величины и пытаются добиться при проведении цементации. Глубина урочненного слоя задается от толщины заготовки и её конструктивного назначения.
Например: зубья шестерен, кулачки работают одновременно на контактный износ и на изгиб. Максимальную твердость наружной поверхности и соответственно высокую износостойкость детали приобретают когда концентрация углерода на поверхности достигает диапазона 0,8-1,2% углерода. Этой величины и пытаются добиться при проведении цементации. Глубина урочненного слоя задается от толщины заготовки и её конструктивного назначения.
Нельзя допускать сквозную цементацию заготовки. Мягкая сердцевина должна остаться что бы воспринимать напряжения при изгибе или кручении. Для прогнозирования необходимых толщин цементированных слоев на готовых деталях необходимо учитывать припуск под механическую обработку, если деталь будет работать в сопряжении с другими деталями. Окончательно твёрдую поверхность деталь получает после закалки, по типу закалки высокоуглеродистых сталей. Бывают ситуации когда твердая поверхность необходима не на всех поверхностях. В таком случае после цементации проводят медленное охлаждение с последующей механической обработкой поверхностей где твёрдая поверхность быть недолжна. После снятия высокоуглеродистого слоя проводят повторный нарев под закалку, с последующим низким отпуском.
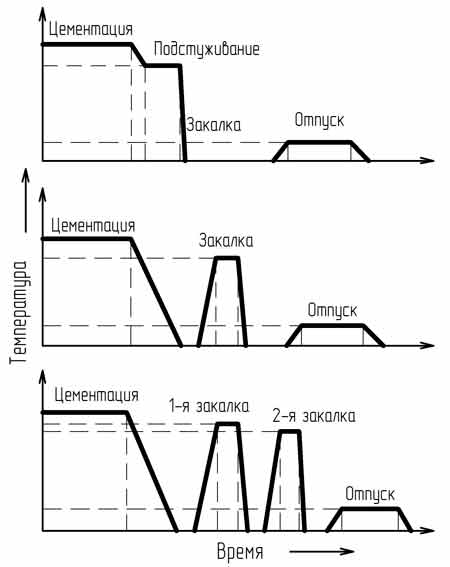
Повторную закалку проводят с нагревом до 850–900 °С (выше точки А3), чтобы произошла полная перекристаллизация стали. В углеродистой стали, из-за малой глубины прокаливаемости, сердцевина изделия после закалки состоит из феррита и перлита. Вместо первой закалки к углеродистой стали можно применять нормализацию. В прокаливающейся насквозь легированной стали сердцевина изделия состоит из низкоуглеродистого мартенсита. Такая структура обеспечивает повышенную прочность и достаточную вязкость сердцевины. Скорость диффузии углерода в глубину металла зависит о от температуры стадии насыщения. Чем выше температура, тем быстрее продвгаются атомы углерода в глубину, при равном углеродном потенциале.
| Твердая цементация: это когда адсорбция углерода на детали произходит из порошкообразных углеродсодержащих компонентов, в основном угля. Науглераживание происходит в закрываемой герметичной емкости, типа короба. Повторяемость результатов такого метода невысокая, имеются и другие недостатки. Данный метод, со временем, был вытеснен более передовыми технологиями газовой цементации и уже редко применяется. |  |
| Жидкая цементация: это вид науглераживания производится адсорбцией углерода из расплавов солей, содержащих углерод. Данный метод ограничено применяется из-за необходимости постоянно держать раствор горячим, невозможности применения крупногабаритных тиглей с растворами солей, сложностью поддержания заданного углеродного потенциала и ряда других нетехнологичных моментов при проведении процесса. |  |
| газовая цементация, это когда адсорбция углерода происходит из газообразных, углеродсодержащих компонентов. Данный метод широко применяется из за доступности жидких или газообразных углеводородных соединений. Относительной простоты необходимого оборудования. Углевододные вещества легко дозируются, разбавляются, анализируются. |  |
Примечание. В настоящей статье рассмотрены вопросы только газовой цементации.
Типы карбюризаторов для газовой цементации
Примечание: применение жидких карбюризаторов относится к газовому типу цементации так как при температуре цементации жидкие углеводороды возгоняются в газообразные составляющие, а адсорбция углерода происходит из газовой фазы.
Углеродный потенциал.
График. Определение углеродного потенциала по кислородному датчику.
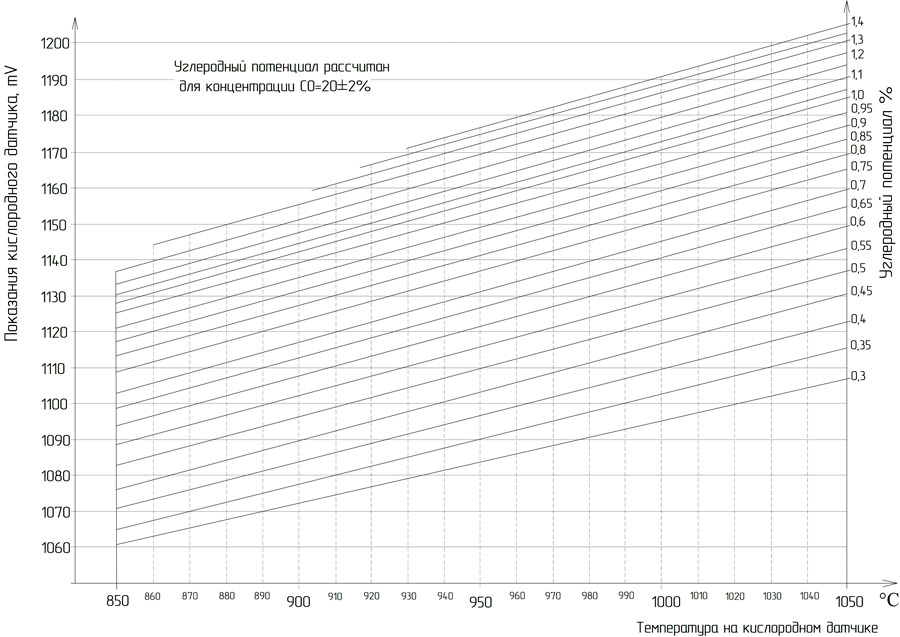
Поддерживать нужный углеродный потенциал, подавая один лишь карбюризатор невозможно. Даже регулируемая подача карбюризатора будет выводить углеродный потенциал выше необходимого уровня, потому что в исходном карбюризаторе нет кислорода для прохождения реакции образования 2СО ↔СО2+С. Процесс подачи только карбюризатора называется пиролиз, который выводит углеродный потенциал на уровень концентраций с образованием на поверхности детали чугуна, с образованием цементитной сетки на деталях. Для регулирования углеродного потенциала к карбюризатору необходимо подавать окислитель. Окислителем может являться вода или кислород в составе воздуха. Расходы карбюризатора и окислителя выбираются пропорционально объему рабочего пространства и площади цементируемой поверхности. На практике расход карбюризатора задается технологическими рекомендациями, с учетом конкретного карбюризатора, а объем окислителя подается автоматикой системы регулирования до заданного углеродного потенциала.
Для регулирования углеродного потенциала в зависимости от желаемого типа карбюризатора к цементационным печам предлагаются различные системы (установки) подачи и регулирования углеродного потенциала. Система контроля концентрации одного или двух газовых составляющих насыщающей атмосферы однотипная и не зависит от типа карбюризатора и установки. Система может укомплектовываться различной элементной базой, но принципы измерения при этом не меняются.
Установка контроля и регулирования углеродного потенциала с применением жидкого карбюризатора. Описание установки «ПКПА-Ж»
Установка ПКПА-Ж обеспечивает регулирование углеродного потенциала печной атмосферы в цементационных печах путем нормированных подач жидкого карбюризатора: (керосин, триэтаноламин и т.п.) и окислителя: (вода + воздух), в соответствии с необходимой концентрацией газа СО2 или О2 в атмосфере печи.
Принцип действия установки. В отдельные герметичные емкости установки ПКПА-Ж заливаются карбюризатор (керосин) и окислитель(вода). Жидкости подаются в печь специальными насосами, через индикаторы расхода. В печи жидкий карбюризатор, окислитель распадается на газообразные составляющие. Первоначально в печь подается карбюризатор. Концентрация углеродного потенциала начинает расти. По истечении 60 минут включается анализ печной атмосферы и когда в печи концентрация окисляющей составляющей углерода снизится до заданной концентрации СО2 или О2 автоматически включается подача окислителя: вода и воздух до момента превышения заданной концентрации по газу СО2 или О2. При превышении заданной концентрации окисляющего газа выключается подача только воздуха, и концентрация СО2 или О2 начинает медленно снижаться, при этом подача воды не отключится. Величина гистерезиса составляет 0,01% по газу СО2 или 10mV по кислородному анализатору. После достижения порогового значения снова включается подача воздуха. Плавность поддержания необходимого углеродного потенциала настраивается величиной расходов жидкостей и газов одноразово при наладке. В логический контроллер системы зашиты режимы автоматической работы, необходимые блокировки аварийных и недопустимых ситуаций.
В качестве жидкого карбюризатора рекомендуется использовать керосин марок РТ, ТС-1 по ГОСТ 102227-86. При нитроцементации триэтаноламин. В качестве окислителя применяется дистиллированная вода и атмосферный воздух. Расход керосина, для средней печи, составляет примерно 80-120 капель/минуту. Средний расход окислителя: воды примерно 60-80капель/минуту. Воздух применяется в качестве тонкого регулирования углеродного потенциала и настраивается в пределах 20-30л/мин. Расходы жидкостей и газов контролируются по индикаторам расхода и визуально через капельницу.
Установка контроля и регулирования углеродного потенциала с применением газообразного карбюризатора. Описание установки «ПКПА-Г»
Установка ПКПА-Г обеспечивает регулирование углеродного потенциала печной атмосферы путем нормированных подач газообразного карбюризатора: (природный газ или пропан-бутан) и окислителя: воздух, в соответствии с необходимой концентрацией газа СО2 или О2 в атмосфере печи. Система с газовым карбюризатором позволяет точнее регулировать расходы подаваемых газов, а состав получаемых в печи сред несколько ближе к оптимальным, (меньшее сажеобразование, посторонних примесей) чем с применением жидкого карбюризатора. Вследствие чего, установки ПКПА-Г пользуется несколько большим спросом, чем установки с жидким карбюризатором.

Принцип действия установки. К установке подводят углеводородный газ. Кислород поступает в печь от встроенного в установку компрессора. Газы подаются в печь дозированно, через индикаторы расхода. В установке одна магистраль под углеводородный газ и две под окислитель. Линия окислителя делится на основную магистраль и добавочную (регулировочную).
При достижении технологической температуры в 760°С в печь начинает подаваться карбюризатор. Углеродный потенциал начинает повышаться. По истечении 40 минут включается анализ печной атмосферы и начнет контролировать печную атмосферу. Концентрация окисляющей составляющей углерода снижается и дойдя до заданной концентрации СО2 или О2 включается подача воздуха в качестве окислителя. В реакторе воздух сразу окисляет водород и углерод, тем понижает углеродный потенциал до достижения заданной концентрации СО2 или О2. При повышении достижении заданной концентрации анализируемого газа автоматически перекрывается подача дополнительной магистрали подачи воздуха и концентрация СО2 или О2 начинает медленно снижаться до нижней уставки. После достижения порогового значения снова включается подача дополнительной магистрали воздуха. Плавность поддержания углеродного потенциала настраивается величиной расходов газов одноразово, при наладке. В логический контроллер системы зашиты режимы автоматической работы, необходимые блокировки аварийных и недопустимых ситуаций.
В качестве карбюризатора рекомендуется использовать природный газ по ГОСТ 5542-87. В качестве окислителя применяется воздух. Расход природного газа в среднем составит 2-3 рабочего объема муфеля, расход воздуха примерно 3-4 объема муфеля.
Система контроля и регулирования углеродного потенциала эндогенератора
Система обеспечивает регулирование углеродного потенциала печной атмосферы путем нормированных подач в печь эндогаза и природного газа в качестве дополнительного карбюризатора. В систему ЭН-10 входит эндогенератор система подачи карбюризатора. В качестве исполнения система может включить оборудование для организации пламенной завесы и продувки печи азотом: исполнение ЭН-10И1. Данная система обеспечивает наилучшие результаты цементации и нагрева под термообработку в защитных атмосферах, рекомендуется для применения в относительно больших, проходных или садочных закалочно-цементационных агрегатах. Система регулирования углеродного потенциала комплектуется исходя из задач и конструкции печи.
Примечание: устройство и принцип действия эндогенератора в данной статье не рассматривается.
Принцип действия системы ЭН-10. К установке подводят углеводородный газ, эндогаз, для исполнения И1, дополнительно азот. Эндогаз от эндогенератора поступает с углеродным потенциалом 0,4-0,5%С. Природный газ в данном случае необходим для повышения углеродного потенциала. Магистраль природного газа имеет две ветки основную и регулировочную. При достижении технологической температуры в печи эндогаз и природный газ подаются в печь. По истечении 30 минут включается анализ печной атмосферы. Реакции идут в сторону уменьшения концентрации СО2 или О2. При достижении концентрации анализируемого газа ниже уставки отключится магистраль регулировочной ветки природного газа и концентрация газов СО2 или О2.начинает повышаться. Цикл включения, отключения регулирующей ветки магистрали поддерживает углеродный потенциал на необходимом уровне. Плавность поддержания углеродного потенциала настраивается величиной расходов газов одноразово, при наладке. В логику системы зашиты блокировки аварийных и недопустимых ситуаций. В качестве карбюризатора рекомендуется использовать природный газ по ГОСТ 5542-87. В качестве окислителя применяется газ с меньше й науглераживающей способностью, чем необходимо для цементации. Расход эндогаза в среднем составляет 4-5 рабочего объема печи или муфеля. Количество природного газа до повышения углеродного потенциала до уровня
1%С составит 12-15% от объема эндогаза.

Независимо от типов установок производится контроль давления газов до подачи в печь, производится тонкое регулирование. Подача и регулирование производится в автоматическом режиме с помощью электромагнитных клапанов. Газы после анализа попадают обратно в печь или направляются на свечу. Система подачи азота или пламенной завесы печь является дополнительной газовой системой, обеспечивающей безопасную работу печи.
Варианты интенсификации процессов цементации.
В настоящее время наиболее распространенным и практически проверенным средством интенсификации цементации является повышение температуры прохождения процесса диффузии. При повышении температуры скорость ионов углерода в кристаллической решетке железа возрастает и увеличивается глубина цементации при одной и той же продолжительности процесса. Известно что при совместном насыщении стали азотом и углеродом происходит ускорение процесса, поэтому добавляя к цементирующему газу аммиак можно ускорить диффузию углерода. Для проведения процесса цементации необходимы специальные электропечи, позволяющие выполнить требуемую химико-термическую обработку. Эти печи комплектуются оборудованием для ведения нагрева, создания и перемешивания печной атмосферы, а также приборами контроля состояния газовой среды. Оснащение электропечей таким оборудованием позволяет сделать процесс цементации управляемым и дает возможность получать требуемые физико-механические свойства цементируемого слоя.
Для проведения процесса азотирования необходимы специальные электропечи, позволяющие выполнить требуемую химико-термическую обработку. Эти печи комплектуются оборудованием для ведения нагрева, создания и перемешивания печной атмосферы, а также приборами контроля состояния газовой среды. Оснащение электропечей таким оборудованием позволяет сделать процесс азотирования управляемым и дает возможность получать требуемые физико-механические свойства азотированного слоя.



