Инструкция по текущему содержанию железнодорожного пути

Рис.3.4. Переходной стык Р65/Р50
3.1.6. Гайки стыковых болтов должны затягиваться с усилием, соответствующим следующему крутящему моменту:
Минимально допустимые (в среднем на стыке) значения затяжки гаек болтов, при которых еще не требуется их дозатяжка, составляют:
3.1.7. При деревянных шпалах с костыльным скреплением для уменьшения износа древесины между шпалой и металлической подкладкой при капитальном ремонте укладываются прокладки из резины или других утвержденных МПС материалов.
В кривых радиусом 1200 м и менее рекомендуется укладывать удлиненные подкладки под обеими нитями.
При раздельном скреплении на железобетонных шпалах под подошву рельса, а также между подкладкой и шпалой укладываются прокладки, выполняющие роль амортизаторов и изоляторов; при раздельном скреплении на деревянных шпалах нашпальные прокладки служат защитой от механического повреждения древесины (износа, истирания и т.д.).
3.1.8. Способы прикрепления рельсов к шпалам зависят от вида и конструкции шпал, классности пути, плана линии (табл.3.2).
Таблица 3.2. Способы прикрепления рельсов к шпалам
Способы и схемы прикрепления рельсов к шпалам
Звеньевой путь на деревянных шпалах
Пути 1-го и 2-го классов и пути 2-й категории, а также все кривые радиусом 1200 м и менее; все мосты, тоннели и подходы к ним на длине 50 м
Подкладки и рельс прикрепляются к шпале пятью костылями
Пути 3-го и 4-го классов
Бесстыковой и звеньевой путь на железобетонных шпалах
Все пути 1-5-го классов независимо от типа рельсов и плана линии
Примечание. Допускается применение других, утвержденных МПС, способов прикрепления рельсов к шпалам.
Номинальная (нормальная) величина стыковых зазоров для рельсов длиной 25 и 12,5 м определяется в зависимости от годовой (наибольшей из многолетних) амплитуды изменения температуры рельса по климатическим регионам (табл.3.3).
Таблица 3.3. Номинальные значения зазоров в стыках по климатическим регионам (при диаметре отверстий в рельсах 36 мм)
Температура рельсов, °С, для климатических регионов с годовой амплитудой температуры рельсов *
 °С
°С
 °С
°С
 °С
°С
Стыковой ЖД болт: затяжка, вес, производство, размеры и диаметр
Уделим внимание одному из традиционно популярных элементов рельсовых скреплений. Всесторонне рассмотрим болт стыковой: Р-50, 65 и другие его ходовые типоразмеры. Определим, из каких материалов он изготавливается, что за нормам должен соответствовать, как маркируется и так далее. Проанализируем все ключевые моменты, чтобы вы понимали, когда его использовать.
Сразу отметим, что это высокопрочный крепеж, который в последнее время применяется все чаще и уже стал стандартом в сфере профессионального строительства. Почему? Из-за более высокой разрушительной нагрузки, сниженного расхода металлов на стыках, упрощения процесса конструирования функциональных узлов и других преимуществ, которые мы отдельно проанализируем ниже.
Назначение стыковых болтов на ЖД
Вместе с двухголовыми накладками они используются для надежного соединения железнодорожных рельсов всех ходовых типоразмеров (Р-38, 43, 50, 65, 75). На каждый из них навинчиваются гайки, соответствующие межгосударственному стандарту 11532-93.
Материалы исполнения
Согласно нормам 11530-93, это сталь, а конкретная ее марка выбирается в зависимости от того класса прочности, который нужно обеспечить:
сли 8,8, то подходит 65;
сли 10,9, то предпочтение отдается уже 40Х.
По желанию потребителя, механические свойства выпущенных элементов могут быть установлены и подтверждены в ходе испытаний. В частности, проводится проверка на временное сопротивление разрыву – по ГОСТу 1759.4-87, причем 5 стыковых болтов из всей предъявленной партии тестируются методом разрушающего контроля, а 8 – способом неразрушающего. Также выясняется ударная вязкость изделий – по межгосударственным стандартам 9454-78 и 1759.4-87.
Пригодными к дальнейшей эксплуатации считаются те метизы, которые получили повреждения по резьбе или поверхности, но не в зоне соединения головки.
Особенности конструкции
Данный элемент крепежа состоит из следующих частей:
Форма (2) совпадает с отверстиями двухголовых накладок: это решение реализовано, чтобы не допустить проворачивания при закручивании гайки. Установка соединителей осуществляется таким образом, чтобы (1) двух соседних элементов оказывались расположены на различных боковинах путевых рельсов.
У (3) есть гладкая часть и резьба, нанесенная со стороны конца в соответствии с межгосударственным стандартом 24705-81, и поле ее допуска равняется 8G, хотя в отдельных случаях возможно изготовление и с отклонением до 8H. Погрешности поверхностей не будут считаться браком до тех пор, пока они находятся в рамках норм ГОСТа 1759.1-82, а дефекты – 1759.2-82.
За счет такой конструкции болты стыковые Р-50 (65, 75) являются высокопрочными, а значит:
Выдерживают разрушительную нагрузку до 2-2,7 раз больше по сравнению с крепежом 4,8-го класса прочности.
Требуют меньше металла на исполнение мест контакта, за счет чего снижают общую массу верхнего строения пути.
Так как собранный участок колеи достаточно легкий, его проще демонтировать и транспортировать.
Позволяют успешно использовать соединительные элементы малого двойного радиуса при строительстве функциональных узлов.
Отличаются компактностью и не вызывают особенных сложностей при установке, даже у неопытных или начинающих мастеров.
Также в списке сталей для их изготовления находятся легированные и низкоуглеродистые марки – 20Г2Р, 30ХЗМФ и ряд других. Исполняются на автоматических станках горяче- и холодновысадочного типа. После схода с линии термически обрабатываются – в специальной среде, защищающей основной материал от потери доли углерода.
Сфера применения
Болт стыковой, по ГОСТ 11530-2014 (актуальная версия стандарта) обладает конкретным целевым предназначением – он используется на железных дорогах для соединения двух последовательно уложенных рельсов одинакового профиля (от Р-38 до Р-75).
В качестве примера организации ЖД-линии возьмем две металлоконструкции с 3 технологическими отверстиями в зоне торцов:
сверху и снизу они комплектуются двухголовыми накладками – с тем расчетом, чтобы посадочные места полностью совпадали;
вставляются крепежные элементы – так, чтобы две соседние головки выходили с разных сторон; напоминаем, что из-за овальной формы подголовков удается успешно избежать прокручивания;
производится затяжка стыковых болтов – с помощью накручивания шайб с гайками (по ГОСТу 11532-93).

Эксплуатация высокопрочного крепежа
На железнодорожных линиях наиболее распространены элементы трех классов прочности – 8,8, 10,9, 12,9. Тогда как в случаях с различными машинами, комплексными агрегатами, механизмами предпочтение отдается другим комплектующим, таким как М3-М16, М3-М36, М2-М52, М6-М30.
Чаще всего используются в следующих сферах и ситуациях:
химические производственные процессы протекают в агрессивных средах;
температура стабильно низкая или даже сверхнизкая;
соединения постоянно или часто испытывают серьезные динамические и/или статистические нагрузки, а также воспринимают значительные усилия на разрыв;
наблюдаются повышения или резкие скачки терморежима;
запорная арматура и фланцы трубопроводов нуждаются в качественном соединении.
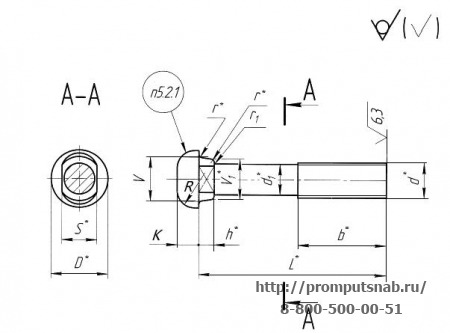
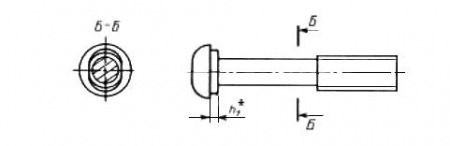
Какими параметрами обладает болт стыковой: размеры
Геометрические характеристики наиболее распространенных вариантов этого крепежа сведены в следующую таблицу:
b (с предельным отклонением до 6)
вариант исполнения 1
вариант исполнения 2
допуск симметричности по отношению головки к оси стержня (выражается диаметрально, максимум)
Большинство этих размеров (маркированные * на схемах) подлежат контролю, позволяющему подтвердить соответствие хотя бы минимальным нормам безопасности.
Тот же диаметр стыкового болта наглядно виден на условном обозначении. Например, метиз 1 исполнения с С-классом точности, крупным резьбовым шагом, d = 24 мм, длиной в 150 мм и допуском в 8G, выполненный из 35й марки стали с прочностью 8,8, будет записан так:
Технические требования
Дефекты поверхности допустимы, но только в том случае, если они укладываются в рамки ISO 6157-1.
Возможно закругление кромок головок, но тогда его радиус обязан быть до 1,5 мм (чтобы он не выходил за предельные погрешности), облой и заусенцы должны быть не больше 1,5 и располагаться перпендикулярно оси метиза и идти его периметру.
При классе прочности 8,8 изготовление осуществляется в соответствии с ISO 898-1, материалом по умолчанию является 35я сталь, при 10,9 – по тому же стандарту, но уже из марки 40Х.
Отклонения расположения и формы поверхностей устанавливаются по ISO 4759-1.
Резьба наносится по 24705, с полем в 8G (по нормам ГОСТа 16093). По желанию заказчика (или с его согласия) возможен и вариант в 8H.

Маркировка
Каждый болт стыковой, Р65 и любой другой, содержит на своей головке товарный знак и условный код завода-изготовителя. Параметры наносимых букв и цифр четко регламентируются: высота – минимум 8 мм, толщина – от 1 мм, вогнутость – хотя бы 0,5 мм. Это делается, чтобы артикул был хорошо виден и различим без использования лупы или других оптических увеличителей, при любом качестве исполнения поверхности.
Если класс прочности 10,9, артикул содержит в себе литеру «П».
Упаковка
Готовые изделия комплектуются по правилам межгосударственного стандарта 18160, в соответствии с ним же осуществляется и маркировка тары.
название (логотип) предприятия-производителя, а также его юридический адрес;
марка использованного материала (стали), реализованный класс прочности;
размер метизов, их количество (как общее, так и в отдельно взятой партии) в штуках;
вариант защиты от коррозии и сроки ее действия;
Также можно вносить дополнительную информацию, если она не противоречит остальным требованиям. Этот документ необходимо заверить подписью уполномоченного представителя ОТК.
Методы контроля
Чтобы убедиться, что стыковое соединение болтов будет достаточно надежным на практике и сможет обеспечивать качественную фиксацию стыка в течение длительного времени, их всесторонне проверяют. Соответствие габаритам, нормам внешнего вида и взаимного расположения плоскостей определяют с помощью предельных калибров, штангенциркуля и угломера типа 2, то есть без использования увеличительных приборов.
Возможные дефекты поверхностей находятся по правилам ISO 6157-1. Испытания на разрыв (временное сопротивление) проводятся согласно ГОСТам 1497 и 898-1. Считается, что метиз удовлетворяет всем требованиям, если:
повреждения есть, но они затрагивают только резьбу, но никак не точку соединения стержня с головкой.
Показатели ударной вязкости находят в строгом соответствии с межгосударственным стандартом 1497 и ISO 898-1. Правильность нанесенной маркировки оценивается визуально, увеличительные приборы для этого не нужны.
Образцы из партии для обязательного подтверждения качества выбирают вслепую, по всем нормам 18321-73 и ISO 3269 (если класс точности – С). При методах разрушающего контроля для тестов на временное сопротивление разрыву соединители берут в количестве двух штук, в других случаях – в числе четырех.

Болтовой крепеж проходит как типовые, так и приемо-сдаточные испытания. Их уполномоченные сотрудники службы ОТК завода-изготовителя, в соответствии с ГОСТом 15.309. Признанные годными изделия предъявляются для тестов заказчику по первому его требованию. Результаты проверки хранятся в архиве предприятия-производителя как минимум 3 года.
Осматривают изделия партиями, собранными из метизов, выпущенных по идентичной технологии, одинакового исполнения, из металла (стали) одной плавки, хотя последнее условие может не соблюдаться, но только при предварительной договоренности с покупателем.
Возьмем в качестве примера стыковой болт Р-65. При проведении приемо-сдаточных испытаний контролю подвергаются следующие его характеристики:
качество исполнения поверхности;
правильность нанесения маркировки.
Типовые тесты осуществляются в тех ситуациях, когда изменяется технология изготовления и/или для выпуска берутся другие материалы. Порядок их проведения должен соответствовать международному стандарту 15.309-98, как и оценка результатов. Итоги тестов заносятся в сопроводительную документацию, которая создается минимум в двух экземплярах.
Таблица массы
Узнать теоретический вес стыкового болта не составляет труда – для этого достаточно взглянуть ниже и найти подходящий вариант.
С каким усилием затягивать гайки стыковых болтов с пружинными одновитковыми шайбами ответ сдо
Стыкование рельсов между собой производится с помощью шести- или четырехдырных накладок и болтов с пружинными шайбами или тарельчатыми пружинами.

Рисунок 1.1 Стыковое и промежуточное костыльное скрепление в пути
Рисунок 1.1 Стыковое и промежуточное костыльное скрепление в пути
Видеоролик 1.1 Стыковое скрепление с четырехдырными накладками
Видеоролик 1.1 Стыковое скрепление с четырехдырными накладками
Шестидырные накладки применяются:

Рисунок 1.2 Чертеж: Стыковое и промежуточное костыльное скрепление при рельсах Р65, Р75 (мм)
Рисунок 1.2 Чертеж: Стыковое и промежуточное костыльное скрепление при рельсах Р65, Р75 (мм)

Рисунок 1.3 Стыковое скрепление КБ на железобетонных шпалах
Рисунок 1.3 Стыковое скрепление КБ на железобетонных шпалах

Рисунок 1.4 Чертеж: Стыковое скрепление КБ65 на железобетонных шпалах с рельсами Р65 и Р75 (мм)
Рисунок 1.4 Чертеж: Стыковое скрепление КБ65 на железобетонных шпалах с рельсами Р65 и Р75 (мм)
Запрещается использование нетиповых, посторонних предметов в конструкцию стыкового скрепления и в стыковой зазор (в том числе в хвост крестовины).
Переход от рельсов одного типа к рельсам другого типа осуществляют с использованием переходных рельсов или переходных накладок.

Рисунок 1.5 Переходный рельс
Рисунок 1.5 Переходный рельс

Рисунок 1.6 Переходные стыковые рельсовые накладки Р65/Р50 (мм)


Рисунок 1.6 Чертеж переходного стыка Р65/Р50 (мм)
Рисунок 1.6 Переходные стыковые рельсовые накладки Р65/Р50 (мм) и чертеж переходного стыка Р65/Р50 (мм)
Таблица 1.1 Усилия затяжки гаек стыковых болтов
| Гайки стыковых болтов должны затягиваться с усилием, соответствующим следующему крутящему моменту: | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| с пружинными одновитковыми шайбами при рельсах: | |||||||||||
| типа Р65 и Р75 | 600 Н·м (60 кгс·м) | ||||||||||
| при рельсах типа Р50 | 450 Н·м (45 кгс·м) | ||||||||||
| при рельсах типа Р65 и Р75 и высокопрочных стыковых болтах (устанавливаются в стыках уравнительных пролетов бесстыкового пути) | 1100 Н·м (110 кгс·м) | ||||||||||
| с тарельчатыми пружинами при рельсах типа Р65 и Р75 | 350 Н·м (35 кгс·м) | ||||||||||
| В стыках уравнительных рельсов на болты устанавливают по две тарельчатых пружины (одна в одну) и затягивают гайки с крутящим моментом | 600 Н·м (60 кгс·м) | ||||||||||
| Минимально допустимые (в среднем на стыке) значения затяжки гаек болтов, при которых еще не требуется их дозатяжка, составляют: | |||||||||||
| для рельсов типа Р65 (в т.ч. уравнительных) | 300 Н·м (30 кгс·м) | ||||||||||
| для рельсов типа Р65 при высокопрочных болтах | 550 Н·м (55 кгс·м) | ||||||||||
| для рельсов типа Р50 | 225 Н·м (22,5 кгс·м) | ||||||||||
| для рельсов длиной 25 м с тарельчатыми пружинами | 175 Н·м (17,5 кгс·м) | ||||||||||
Критерии годности элементов старогодных стыковых рельсовых скреплений
В процессе эксплуатации стыковых рельсовых скреплений, по мере наработки пропущенного тоннажа, под воздействием осевых нагрузок и климатических факторов, в элементах стыковых рельсовых скреплений развиваются различные дефекты.
Критерии годности элементов старогодных стыковых рельсовых скреплений и их граничные величины приведены в таблице 1.2.
Таблица 1.2 Критерии годности элементов старогодных стыковых рельсовых скреплений для повторного применения
| Элементы скрепления | Вид дефекта, наименование параметров | Критерии годности | Способ определения критериев годности | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Годные для повторного применения | Негодные для повторного применения | ||||||||||
| Накладки двухголовые для рельсов типов Р65 и Р75 | Наличие трещин и надрывов | Не допускаются | Имеются | Визуально | |||||||
| Отклонение от прямолинейности в горизонтальной и вертикальной плоскостях, мм | До 2 | Больше или равно 2 | Линейкой, щупами | ||||||||
| Смятие в стыковой зоне и образование вертикальной ступеньки, мм | До 2 | Больше или равно 2 | Линейкой, щупами | ||||||||
| Износ на опорных частях, мм | До 1 | Больше или равен 1 | Линейкой, щупами | ||||||||
| Болты и гайки для рельсовых стыков | Диаметр болта в цилиндрической части в месте наибольшего износа и коррозии, мм | Больше 25 | Меньше или равен 25 | Штангенциркулем | |||||||
| Смятие одного и более витков на заходе резьбы | Не допускается | Имеется | Визуально | ||||||||
| Смятие трех витков резьбы и более в месте затяжки гайки | Не допускается | Имеется | Визуально | ||||||||
| Расстояние между противоположными ребрами гайки, мм | Больше 44 | Меньше или равно 44 | Штангенциркулем | ||||||||
| Пружины тарельчатые | Высота шайбы, мм | Больше 7 | Меньше или равна 7 | Штангенциркулем | |||||||
| Накладки композитные | Износ материала на опорных гранях, мм | До 3 | Больше или равен 3 | Штангенциркулем | |||||||
| Износ накладок в зоне контакта с торцевой изоляцией, мм | До 5 | Больше или равен 5 | Штангенциркулем | ||||||||
| Смятие в болтовых отверстиях, мм | До 4 | Больше или равно 4 | Штангенциркулем | ||||||||
| Отщепление, скалывание материала на верхней опорной грани и внутренней поверхности накладки | Не допускаются | Имеется | Визуально | ||||||||
| Поперечные трещины в верхней и нижней части накладок | Не допускаются | Имеются | Визуально | ||||||||
| Продольное расслоение накладок | Не допускается | Имеется | Визуально | ||||||||
| Накладки металлополимерные | Вмятины и износ на верхних опорных поверхностях, мм | До 4 | Больше или равны 4 | Штангенциркулем | |||||||
| Снижение сопротивления, кОм | До 1 | Более или равно 1 | Омметром | ||||||||
| Отщепление поверхностного слоя изоляции до оголения металла сердечника глубиной, мм | До 3 | Больше или равно 3 | Штангенциркулем | ||||||||
| Изоляция сборных изолирующих стыков | Наличие надрывов, трещин, нарушение целостности изолирующих элементов | Не допускается | Имеется | Визуально | |||||||
Оценка технического состояния и сортировка элементов старогодных стыковых рельсовых скреплений
Оценка технического состояния и сортировка элементов старогодных стыковых рельсовых скреплений на годные и негодные для повторного использования осуществляется визуально и с использованием измерительных инструментов: штангенциркуля, линейки на базах ПМС и ПЧ.

Рисунок 1.7 Измерение величин искривлений двухголовых накладок
Рисунок 1.7 Измерение величин искривлений двухголовых накладок

Факты отщепления, скалывания поверхностного слоя изоляционного материала, наличие поперечных трещин определяют при осмотре.
Величина износа накладок на опорных гранях определяется с помощью линейки и штангенциркуля. Величина смятия болтовых отверстий определяется как разность фактического диаметра отверстия и номиниального.
Сферы применения элементов старогодных стыковых рельсовых скреплений и порядок хранения
Элементы старогодных стыковых рельсовых скреплений могут быть повторно использованы.



