Выбор пластика для 3D ручки
Если вы уже стали счастливым обладателем 3D ручки, то уже обнаружили небольшое количество пластика, поставляемого в комплекте с ручкой. Как правило, это несколько маленьких мотков ABS или PLA пластика разного цвета, общая длина которых не превышает 10 метров.
Этого ознакомительного набора хватит на несколько 2D фигур или на одну-две 3D фигурки, а это значит, что пора задуматься о покупке «рабочих» наборов пластика для вашей 3D ручки.
В этой статье мы рассмотрим типы пластиков, с которыми работают 3D ручки и виды наборов пластика.
1.Типы пластика для 3Д ручек
Современные 3Д ручки работают с несколькими типами пластика, которые различаются по свойствам и имеют разное назначение.
Не все ручки поддерживают работу со несколькими типами пластика, так как температура плавления пластиков отличается. Какие типы пластика поддерживает ваша ручка можно узнать, прочитав инструкцию по использованию 3Д ручки.
Внимание! Использование неподходящего типа пластика или выбора неверного температурного режима может привести к поломке 3Д ручки и не гарантийному ремонту в сервисном центре.
Большинство современных 3Д-ручек второго поколения и выше могут работать с двумя типами пластика – ABS и PLA, для этого в конструкции ручки присутствует специальный переключатель температурного режима. Конструктивно, переключатель может выполняться в виде дисплея с кнопками, двухпозиционного тумблера или регулировочного винта, при этом регулировка производится с помощью маленькой отвертки, поставляемой в комплекте с ручкой.
Самый распространенный тип пластика – это ABS(АБС) пластик.
Фигуры и 3D модели, изготовленные при использовании 3Д ручки с ABS пластиком, получаются прочными и долговечными. Они абсолютно нетоксичны в бытовом применении – с ними ребенок может играть, купаться, использовать в песочнице – пластик выдержит грязь, мыльную воду и другие испытания.
Важно! Температура нагрева ABS пластика в 3Д ручке – от 200 до 240 градусов. При этой температуре ABS пластик выделяет пары акрилонитрила, поэтому продолжительная работа с ABS пластиком должна производиться в проветриваемых помещениях или рядом с вытяжкой/открытым окном.
АБС пластик нельзя использовать в контакте с горячей пищей. В лучшем случае можно использовать в контакте с холодными продуктами. Недопустим контакт с алкоголем – вещества алкоголя и ABS пластика вступают во взаимодействие и выделяют вредное вещество – стирол.
ПЛА (полилактид) — биоразлагаемый, биосовместимый, термопластичный, полиэфир. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник.
Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
PLA пластик разлагается за несколько лет, поэтому долгоиграющие поделки делать из него не рекомендуется. Игрушки и детали лучше использовать в закрытых помещениях, вдали от прямых солнечных лучей.
Игрушки из PLA пластика боятся воды, повышенной влажности, температуры выше 60 °С – все эти факторы уменьшают срок службы изделия.
При разложении PLA пластик абсолютно безопасен для детей и не наносит никакого вреда окружающей среде, так как не выделяет вредных веществ.
Кроме того, температура сопла и пластика на выходе из ручки – не более 50 градусов, что делает ручку безопасной в работе даже для самых маленьких детей. Ребенок не получит ожога, даже если будет трогать сопло руками или расплавлять пластик прямо на кожу.
Еще одним интересным свойством этого пластика является то, что он становится мягким в горячей воде. Это значит, что фигурку из этого пластика можно легко изменить, нагрев в воде до температуры 60-70 градусов и придав ему новую форму голыми руками!
PCL пластик является материалом, безопасным для человека и окружающей среды, имеет широкую цветовую палитру.
Все эти факторы позволяют рекомендовать PСL для использования детьми.
Внимание! Перед покупкой PCL пластика убедитесь, что ваша ручка поддерживает печать данным материалом.
2. Выбор набора пластика
Многообразие представленных на рынке наборов пластика для 3D ручки может поставить в тупик покупателя или усложнить ему выбор необходимого набора. На первый взгляд все наборы отличаются только цветами и метражом. Но не все так просто, некоторые мелочи могут испортить впечатление при работе с 3Д ручкой. Давайте познакомимся с представленными на рынке наборами пластиков для 3D ручки.
Как правило, все представленные на рынке наборы можно охарактеризовать по следующим свойствам:
— пластиковый хомут. Наиболее частый способ скрепить моток пластика. Для разрезания потребуются острые ножницы или кусачки. Повторно использовать нельзя. После использования оставшийся моток нужно скреплять или положить в пакет к остальным, смирившись с тем, что они запутаются.
— вакуумная упаковка. Одноразовая упаковка, для извлечения мотка могут потребоваться ножницы.
— клейкая лента. Наиболее удобный способ скрепления мотка. Позволяет после использования скрепить моток обратно в кольцо и зафиксировать клейкой лентой повторно.
Наборы пластика производителя «Орфей», представленные в нашем магазине, обладают оптимальным для работы диаметром мотков, пластик не скручивается и не запутывается.
Использование специальной клейкой ленты в мотках «Орфей», которая не оставляет следов на пластике, позволяет размотать необходимое количество пластика без применения дополнительных предметов (ножниц или кусачек) и скрепить оставшийся в мотке пластик повторно. Это повышает удобство и оставляет приятное впечатление от работы с 3Д ручкой.
Температура плавления и размягчения пластиков, температура эксплуатации пластмасс
 В последнее время пластмассы и пластики находят широкое применение в промышленности и быту. Поэтому часто возникает проблема выбора конкретного пластика под заданные температурные условия его эксплуатации. При выборе пластика необходимо учитывать диапазон его рабочей температуры или температуру начала размягчения и плавления пластика. Приведенная ниже таблица содержит все необходимые для этого данные.
В последнее время пластмассы и пластики находят широкое применение в промышленности и быту. Поэтому часто возникает проблема выбора конкретного пластика под заданные температурные условия его эксплуатации. При выборе пластика необходимо учитывать диапазон его рабочей температуры или температуру начала размягчения и плавления пластика. Приведенная ниже таблица содержит все необходимые для этого данные.
В таблице представлены значения плотности ρ, температуры плавления пластика t пл , температуры размягчения по Вика t разм , температуры хрупкости t хр , а также интервал рабочей температуры t раб при которой допускается эксплуатация пластмасс.
Значения в таблице даны для более 270 наименований пластика. Для каждого пластика указана как минимум одна температура, позволяющая оценить допустимые температурные условия его эксплуатации. Рассмотрены следующие типы пластика и пластмасс: полиолефины, полистиролы, фторопласты, ПВХ, полиакрилаты, фенопласты, пенопласты, АБС-пластики, полиуретаны, смолы и компаунды, антифрикционные самосмазывающиеся пластики, стеклопластики и др.
К пластикам с высокой температурой плавления можно отнести фторопласты и полиамиды, а также термостойкий пластик ниплон. Например, температура плавления фторопласта составляет 327°С (для фторопласта-4 и 4Д). Полиамиды (капролон, капролит) имеют температуру размягчения 190-200°С, а температура плавления такой пластмассы составляет величину 215-220°С. Стекло- и углепластик ниплон имеет температуру плавления выше 300°С.
Из всего многообразия полимеров для эксплуатации при высоких температурах подойдут пластики на основе кремнийорганических смол. Максимальная температура эксплуатации такого пластика может достигать 700°С.
Примечание: * — морозостойкость, ** — теплостойкость на воздухе, температура размягчения пластиков дана в воздушной среде.
ABS пластик для 3D принтера
ABS (акрилонитрил-бутадиен-стирол) был получен в сороковых годах прошлого века, но всемирную известность получил в пятидесятых. Основой для производства этого пластика является нефть. Химическая формула (C8H8) x · (C4H6) y · (C3H3N) z).
Полимеризуя стирол и акрилонитрил в присутствии полибутадиена, химические «цепи» притягивают друг друга и связываются друг с другом, что обеспечивает превосходные характеристики твердости, блеска, ударной вязкости и стойкости по сравнению с чистым полистиролом. Сегодня это один из самых популярных конструкционных полимеров.
Свойства ABS пластика
ABS представляет собой термопласт. Это означает, что его можно многократно нагревать до температуры плавления (230°С), превратив в жидкость, и снова охлаждать до возвращения в твердое состояние без разрушения и изменения свойств.
Напротив, термореактивный пластик (такой, как эпоксидная смола или меламин) может быть нагрет и отлит только один раз, но полученный продукт больше не может быть повторно нагрет, поскольку он просто сгорит.
Пластик широко применяется во многих отраслях промышленности, так как имеет низкую себестоимость и легко поддается механическим способам обработки (пилению, сверлению, фрезерованию, высечке и резке).
Пластик довольно прочный и долговечный, обладает высокой устойчивостью к жаре и химическим веществам.
Неокрашенный, он имеет желтоватый оттенок, и обычно поставляется в небольших гранулах для промышленного использования.
Пластик легко окрашивается акриловыми красителями.

Цвета ABS пластика
Нити из ABS пластика для 3d принтеров имеют богатую палитру цветов, включая люминесцентные. Цвета насыщенные и яркие.
Палитра имеет все основные цвета и оттенки, начиная с белого и заканчивая черным.
Характеристики ABS пластика:
Применение ABS пластика
ABS является одним из наиболее широко используемых пластиков, и его можно встретить в предметах повседневного обихода, таких как компьютерные клавиатуры, кухонные приборы, игрушки LEGO, пластиковые защитные кожухи на настенных розетках и в защитных футлярах электроинструментов.
Небольшой вес и способность ABS к литью под давлением сделали его полезным для создания изделий, требующих сложных и точных форм, таких как музыкальные инструменты, автомобильные компоненты, медицинские приборы, защитные головные уборы, головки клюшек для гольфа и каноэ.
Как печатать ABS пластиком
ABS пластик достаточно капризен и деталь при печати может оторваться. Есть различные методы для увеличения адгезии детали к поверхности стола. Это и различные скотчи, и клеи.
Хороший результат дает нанесение на поверхность стола клея, состоящего из раствора кусочков ABS пластика в ацетоне. Хорошо, если принтер имеет закрытый корпус.
Печатать лучше в проветриваемом помещении, так как пластик при нагреве выделяет пары неприятного запаха.
Настройки принтера для ABS пластика
Перед печатью необходимо проверить расстояние от сопла до поверхности стола в четырех крайних точках. Между столом и соплом должен проходить стандартный лист бумаги. Для закрепления первого слоя, можно использовать малярный скотч, синий скотч, различные клеи.
Далее, в слайсере необходимо выставить настройки, соответствующие применяемому принтеру и пластику, такие как скорость печати, коэффициент подачи пластика, температуру экструдера, толщину слоя, диаметр сопла и прочие.
Температура печати ABS пластиком
Рекомендуемая температура экструдера составляет от 230 до 260 ° C, в зависимости от марки нити и 3D-принтера. Температура стола колеблется от 80 до 110°С.

PLA и ABS пластик — отличия
Основные материалы, применяемые при 3D печати, это ABS (акрилонитрил-бутадиен-стирол) и PLA (полимолочная кислота). Рассмотрим основные отличия этих пластиков.

Обработка ABS пластика
Готово изделие, напечатанное на FDM 3D принтере, имеет слоистую структуру. Это издержки метода, при котором расплавленный пластик наносится слой за слоем, создавая необходимую форму. Убрать эту слоистость, а также мелкие дефекты можно как химическими, так и механическими методами.
При помощи наждачки, надфиля, бормашинки убирают небольшие сколы, выступы. Химическими методами добиваются ровной, полированной поверхности.
Для этого чаще всего используют ацетон. Наносят его на поверхность изделия или кисточкой из натурального волокна или используют так называемую ацетоновую баню. Это обработка изделия парами ацетона в герметично закрытой емкости. Конструкции такой бани можно найти в интернете.
Изделия из ABS пластика можно окрашивать разнообразными акриловыми красками. Для того, чтобы краска прочно держалась, необходимо загрунтовать окрашиваемую поверхность любой акриловой грунтовкой. Для придания блеска, окрашенное изделие можно покрыть лаком.
Клей для ABS пластика
Склеить различные части изделия из ABS пластика можно при помощи дихлорэтана и любых цианакрилатных клеев мгновенного действия. В дихлорэтане лучше растворить немного пластика в соотношении 10 к 1 и этим раствором смазать одну из поверхностей детали, и затем плотно прижать склеиваемые части.
Дихлорэтан ядовит, поэтому работать с ним необходимо в хорошо проветриваемом помещении.
Растворитель для ABS пластика
Растворителем для ABS являются эфиры, кетоны и ацетон. Хорошо работают этилацетат и хлористый метилен (дихлорметан).
АБС-пластик (акрилонитрил бутадиен стирол)
АБС-пластик (акрилонитрил бутадиен стирол)
АБС-пластик (акрилонитрил бутадиен стирол) – ударопрочная техническая термопластическая смола на основе сополимера акрилонитрила с бутадиеном и стиролом (название пластика образовано из начальных букв наименований мономеров). Обозначения: ABS; сополимер акрилонитрила, стирола и бутадиена; АБС сополимер. Его химическая формула (C8H8)x·(C4H6)y·(C3H3N)z, а пропорции могут варьироваться в пределах 15 – 35% акрилонитрила, 5 – 30% бутадиена и 40 – 60% стирола. Ниже приведены химические формулы мономеров, из которых производится рассматриваемый пластик:

Гранулы АБС-пластика выглядят следующим образом:

Росту популярности и все более широкому распространению АБС-пластик обязан тому набору технических характеристик, которыми он обладает. Основными свойствами, влияющими на востребованность материала на рынке, являются:
Высокие показатели износостойкости и прочности в сочетании с эластичностью
Долговечность при условии эксплуатации без воздействия ультрафиолетовых лучей
Высокая сопротивляемость воздействию моющих средств и щелочных составов
Устойчивость к воздействию влаги, кислот, масел
В нормальных условиях материал не токсичен
В чистом виде имеет матовую поверхность желтоватого оттенка, но при помощи пигментных добавок может окрашиваться в любые цвета и становиться прозрачным
Легкость обработки различными методами (ручное шлифование, механическая полировка, химическое сглаживание и другое)
Высокая механическая прочность
С другой стороны, против такого количества значимых показателей выступает некоторое количество минусов материала:
Резкий, сильный запах плавящегося пластика
Сложность в использовании (для плавления необходима температура около 230°C)
Деформация по мере охлаждения (сжимание)
Расслаивание при неравномерном остывании изделия
Что касается химических свойств, то отмечается, что рассматриваемый материал растворяется в исключительном числе жидкостей: ацетон, бензол, анилин, эфир и анизол.
Далее рассмотрим основные химические происходящие в производственном цикле получения АБС-сополимера суспензионным методом.
Итак, полимеризация бутадиена-1,3 происходит с образованием латекса, в присутствии инициатора персульфата калия и эмульгатора (солей жирных кислот ряда С₁₀-С₁₆.)

Сополимеризация стирола и акрилонитрила протекает в суспензии в процесе прививанитя к полибутадиену в присутствии персульфата калия.

Далее осуществляется прививка сополимера стирола и акрилонитрила к полибутадиену. Готовый привитый сополимер акрилонитрилбутадиенстирола, химическая формула продукта реакции нарисована условно с упрощениями, для наглядности.

Процессы сополимеризации и полимеризации происходят в присутствии индикаторов: персульфатов и окислительно-восстановительных систем, в количестве от 0.1% до 0,5%. Эмульгаторов: солей жирных кислот и сульфокислот, от 1% до 3% при температуре 40-50ºС. В реакционную смесь добавляют регуляторы pH, регуляторы поверхностного натяжения, пеногасители (одноатомные спирты), регуляторы молекулярного веса (меркаптаны). Количество регуляторов зависит от заданных свойств полимера, условий полимеризации и колеблется от 0,1% до 0,5%.
Технологический процесс производства АБС сополимера эмульсионным методом состоит из трех этапов.
Первый этап включает в себя подготовку исходного сырья, полимеризацию бутадиена, отделение непрореагировавшего бутадиена. Во второй этап входит лишь процесс сополимеризации. В третий – высаживание сополимера из латекса, отжим и промывка сополимера, сушка сополимера.
Обратимся к схеме производства АБС-пластика:

1 – реактор полимеризации;
4 – отпарная колонна;
5 – промежуточная емкость;
6 – реактор полимеризации;
12 – сушилка с кипящим слоем.
В реактор полимеризации 1, представляющем собой автоклав, снабженный рубашкой, мешалкой и обратным холодильником 3, дозируется деминерализованная вода и при перемешивании добавляется эмульгатор, добавляется водный раствор инициатора и жидкий бутадиен. Производят нагрев реакционной смеси до 50ºС и выдерживают ее в течение 5-6 часов до 75%-го превращения.
В соответствии со второй стадией проводится сополимеризация акрилонитрила и прививание к полибутадиену, получение АБС-сополимера в виде суспензии:
Далее происходит осаждение суспензии сополимера, промывка и сушка.
Образовавшуюся тонкодисперсную суспензию сополимера подают в высадитель 9, в котором под действием коагулянтов (алюмокалиевых квасцов) при нагревании острым паром до температур 95ºС происходит разрушение латекса и выделение полимера, затем масса поступает на отжим в центрифугу 10, в которой одновременно производится промывка сополимера водой. Влажный сополимер высушивается потоком азота при 120ºС в сушилке 12 кипящим слоем до остаточной влажности не более 0,4%.
Также известен способ получения АБС-сополимеров, согласно которому стирол и акрилонитрил полимеризуют в присутствии предварительно полученного латекса каучука на основе полибутадиена с образованием привитого сополимера. Процесс прививки протекает в водно-эмульсионной среде в присутствии инициатора-персульфата калия и регулятора молекулярной массы трет-додецилмеркаптана (ТДДМ) при 50 ºС в атмосфере азота до 100%-ной конверсии. К концу процесса вводят антиоксидант фенольного типа для предотвращения окислительной деструкции при сушке. Латекс полученного привитого АБС-сополимера коагулируют добавлением водного раствора хлорида кальция (коагулянт), выделившийся привитой сополимер промывают водой и сушат.
Недостатками данного способа являются длительность процесса, связанная с проведением полимеризации при низких температурах (50 ºС) и доведением конверсии мономеров до 100% (известно, что именно при высокой конверсии, особенно выше 95%, процесс полимеризации стирола и акрилонитрила резко замедляется); неприятный запах полученного привитого АБС-сополимера при температурах переработки (> 180 ºС) или при повышенных температурах эксплуатации изготовленных из него изделий, что связано с использованием при полимеризации в качестве регулятора ММ ТДДМ. Остаточный ТДДМ, являющийся достаточно высокомолекулярным соединением, и его низкомолекулярные продукты присоединения после промывки и сушки остаются в полученном АБС-сополимере.
Известен также способ получения АБС-сополимеров сополимеризацией стирола и акрилонитрила в водно-эмульсионной среде в присутствии предварительно полученного латекса полибутадиенового каучука (полибутадиен или сополимер бутадиена со стиролом) под действием инициатора радикального типа в присутствии поверхностно-активных веществ и регулятора ММ-третичного бутилмеркаптана. Процесс сополимеризации проводят при 0-100 ºС, предпочтительно при 60 ºС, в отсутствии кислорода в течение 6,5 ч. Выход сополимера 80,3%. Полученный латекс привитого сополимера коагулируют разбавленным раствором Al2(SO4)3 при 92 o C, промывают водой при комнатной температуре и сушат.
Использование в процессе в качестве регулятора молекулярной массы третичного бутилмеркаптана, который достаточно летуч (температура кипения 64,2 o C), позволяет сравнительно легко удалить его из латекса при вакуумной обработке. Поэтому полученный АБС-сополимер имеет слабый запах (4,6 балла по десятибалльной шкале).
Недостатком процесса является низкий выход сополимера (80,3%), что обусловлено необходимостью проведения процесса при достаточно низкой температуре ввиду применения низкокипящего регулятора молекулярной массы.
Естественно, в зависимости от способов производства и назначения АБС-пластиков существует большое количество их маркировок. Так, компанией ПАО «СИБУР холдинг» представлены следующие маркировки рассматриваемого материала:
Что такое АБС пластик
Пластик АБС (ABS) – это продукт сополимеризации трех мономенов: акрилонитрила, бутадиена и стирола. Как и любой полимер, он состоит из макромолекул с чередующимися звеньями указанных мономеров. Химическую формулу АБС-пластика можно схематично представить в виде, представленном на рисунке 1.
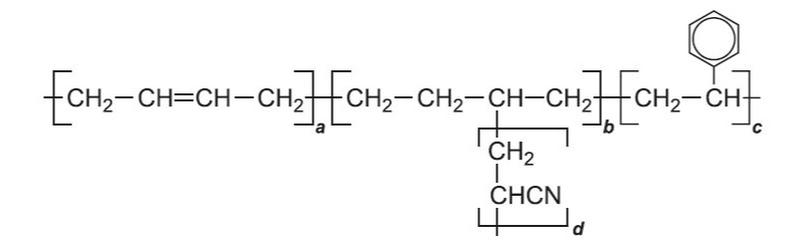
Рис.1. Химическая структура АБС
С точки зрения химии, АБС пластик – это продукт сополимеризации указанных выше мономеров, обычно проходящей по привитой схеме в эмульсии. При этом полимерной матрицей является статсополимер стирола и акрилонитрила, а блоки бутадиена до 1 микрометра величиной распределены в матрице. Такая система предполагает возможность варьирования процентного соотношения мономерных звеньев в сополимере с возможностью таким образом изменять свойства последнего. Обычно в составе, материала, который в общем виде мы называем «АБС» количество акрилонитрила может быть от 15 до 35 процентов, бутадиена от 5 до 30, а стирола от 40 до 60 процентов.
Бутадиен, являющийся мономером для многих типов синтетических каучуков, придает АБС полимеру повышенную ударную прочность. При этом у него сохраняются высокие базовые физико-механические и тепловые характеристики, присущие стирольным пластикам. Это обуславливает очень высокую востребованность АБС.
Недостатком является то, что большинство марок рассматриваемого сополимера непрозрачны (существует прозрачная модификация — MABS). Производится АБС пластик обычно в гранулах, но встречается и порошкообразный материал. Наиболее известные торговые марки АБС полимера от разных производителей: Styrolux, Polylac, Starex, Terluran, Novodur.
Мировое производство пластика АБС оценивается примерно в 10 миллионов тонн полимера в год и постоянно растет. Средний ежегодный прирост его выпуска составляет 5-6 процентов. В 20 веке основным производителем АБС в мире были США, однако в последние годы вектор производства сменился в сторону Азии. Мировые лидеры по выпуску этого пластика – Тайвань, Япония и Южная Корея, которые производят около трех четвертей всего мирового АБС. В России его выпускают ОАО «Нижнекамскнефтехим» и ОАО «Пластик» (Узловая)
Характеристики ABS
Основными технологическими и химическими свойствами АБС-сополимера являются.
— Область температур переработки – от 200 до 260 градусов С.
— Влагопоглощение – от 0,2 до 0,4%.
— Плотность – около 1040 кг/куб. м.
— Технологическая усадка – от 0,4 до 0,7%.
— Хорошая химическая стойкость к сильным основаниям (щелочам), маслам и смазкам, солям и кислотам в растворах.
Главные физико-механические свойства АБС.
— Высокая твердость и ударная вязкость пластика.
— Хорошая термостойкость и устойчивость к низким и высоким (зависит от марки пластика) температурам.
— Очень высокая устойчивость к атмосферным и погодным явлениям.
— Невысокие электроизоляционные характеристики (хуже чем у полистирола).
— Низкая стойкость к ультрафиолету.
Важнейшие эксплуатационные свойства АБС сополимера.
— Стандартные марки АБС выдерживает кратковременно температуру до 100 градусов и длительно до 80 градусов С, теплостойкие марки – 130 (длительно – 100) градусов С.
— Изделия из АБС обладают глянцевой поверхностью.
— Вариативность механических характеристик а зависимости от мономерного состава АБС.
— Марки пластика подходят для нанесения покрытий гальваникой, металлизации под вакуумом.
— Хорошая способность к сварке.
Применение АБС пластика
ABS является одним из немногих материалов, которые неприхотливы в переработке. Изделия из этого пластика можно получать подавляющим большинством методов, принимая во внимание свойства каждой конкретной марки, главным образом текучесть (ПТР).
Литьем под давлением из ABS-пластика получают всевозможные изделия, в том числе из-за низкой усадки и хорошей размерной стабильности он хорошо подходит для точного литья. Типичные литьевые продукты, для получения которых применяется данный пластик:
— Автомобильная индустрия: интерьерные и экстерьерные компоненты из пластика, в том числе панели приборов, радиаторные решетки, колесные колпаки и т.д.
— Детали электроники и бытовой техники: корпуса телевизоров и прочих домашних приборов, телефонов, компьютеров и оргтехники, мониторов, металлизированные компоненты разнообразных устройств.
— Электротехнические изделия: корпуса электроинструмента, розетки и выключатели, конструкционные детали.
— Тара и упаковка: чемоданы, контейнеры, посуда, сосуды для жидкостей.
— Товары санитарно-технические: вентили, лейки, мойки, фитинги.
— Спортивный и прочий инвентарь.
С точки зрения экструзии пластмасс АБС главным образом перерабатывается в листы для их последующего применения в различных областях. Экструдированный листовой пластик применяют в дизайне, строительных материалах, рекламных конструкциях и т.п. Чаще всего полученные листы либо обрабатываются затем механически вручную или на различных станках (в том числе с последующей сваркой или склейкой), либо идут на серийную переработку методом пневмо- или вакуумформования (термоформования).

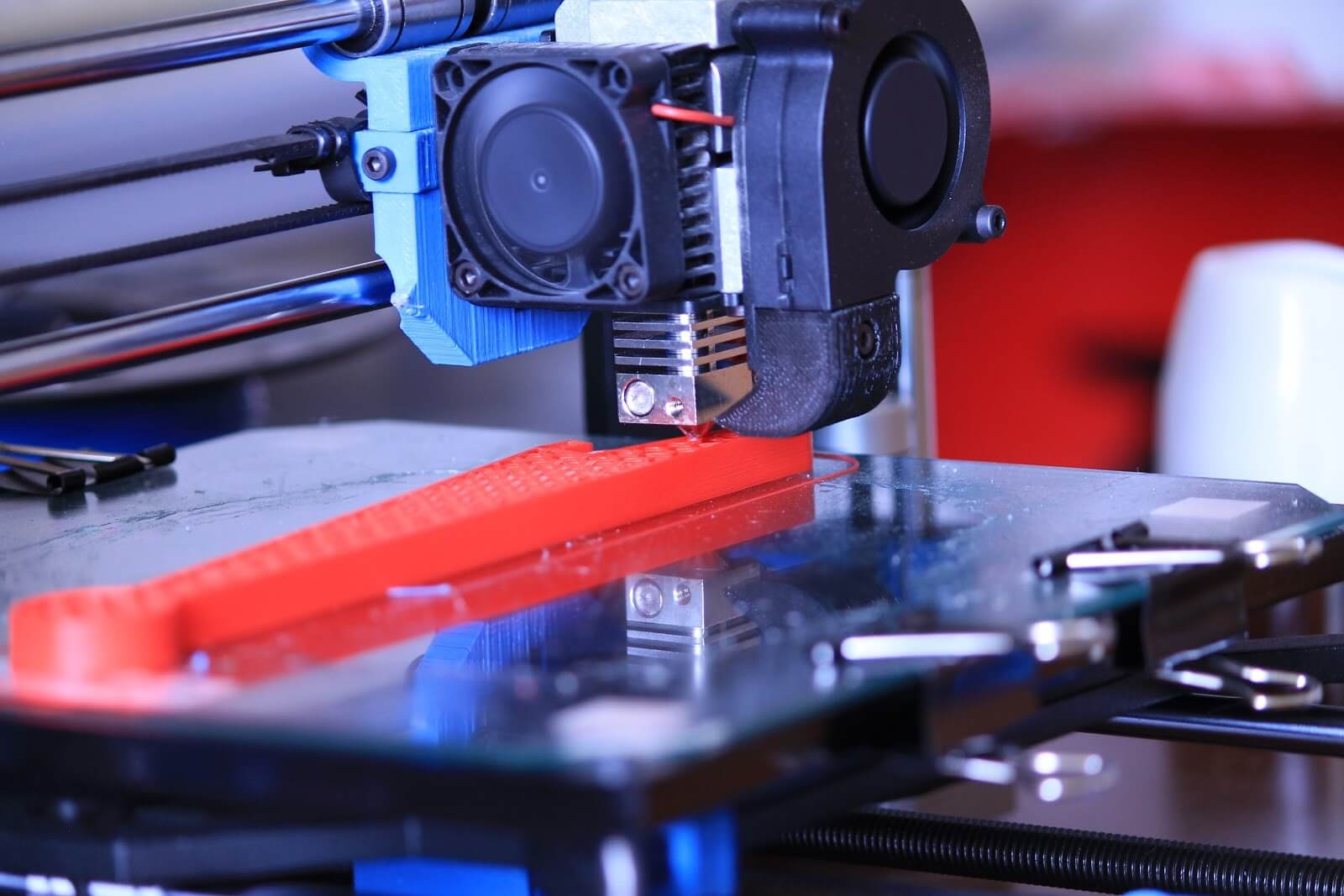
Рис.2. Нить для последующей 3D печати
В последние годы широкое распространение получила новая область применения АБС – 3D печать. Суть технологии заключается в том, что изначально из гранулированного пластика и мастербатча (концентрата красителя) получают калиброванную окрашенную нить в катушках. Затем нить используется для аддитивной трехмерной печати на специальных 3D-принтерах. Наряду с полилактидом (PLA) АБС, благодаря своим удачным свойствам, является одним из двух самых популярных пластиков для 3D печати.
Пластик АБС является хорошим материалом для получения модифицированных полимеров и композитов на его основе. Таким образом можно получить пластмассы с требуемыми свойствами. Например, для улучшения атмосферостойкости в состав АБС вводят насыщенные эластомеры. Прозрачности пластика добиваются при помощи добавления метилметакрилата. Альфаметилстирол в качестве аддитива расширяет рабочий диапазон вплоть до 130 градусов С. Известны композиции ABS с поливинилхлоридом (ПВХ), полибутилентерефталатом (ПБТ), полиамидами (ПА) и другими полимерными материалами. Однако чаще всего в технике и особенно в автопроме используют сплав АБС и поликарбоната (ПК-АБС), который имеет повышенную ударную прочность и стойкость к высокой температуре и химическим воздействиям.
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий



