Тест устройство токарного станка
Ищем педагогов в команду «Инфоурок»
Вариант №1
Задание №1.
Назовите, как называются отмеченные на рисунке детали станка.
1 .___________________________
.___________________________
З адание №3
адание №3
Назовите, как называются отмеченные на рисунке детали станка
Подвижные части устройств изображают на:
в) кинематической схеме;
г) техническом рисунке.
К какому виду машин относятся автомобили:
Диаметр ведущего звена 210 мм, а ведомого 70 мм., скорость будет:
Устройство, состоящее из механизмов, которое преобразует одну энергию в другую:
Какое движение в станке называют главным:
В токарном станке применяется передача движений:
Сосчитать с какой скоростью будет работать станок, если двигатель работает со скоростью 1200 оборотов в минуту, ведущее звено диаметром 60мм, а ведомое – 180 мм.
Вариант №2
Задание №1.
2.____________________________
Назовите, как называются отмеченные на рисунке детали станка
Исполнительной частью у токарного станка является:
К какому виду машин относится токарный станок
Какое движение в станке называют главным:
Устройство, состоящее из подвижно соединенных между собой деталей:
К шпинделю токарного станка не крепится:
Сколько частей в любой машине:
Сосчитать с какой скоростью будет работать, если двигатель работает со скоростью 1000 оборотов в минуту, ведущее звено диаметром 120 мм, а ведомое – 60 мм.
4ограждение ременной передачи, 6светильник,
А) Крепит левый край детали, придает детали вращательное движение; (вращение детали)
Б) Для опоры инструмента;
В) Для крепления коротких деталей
А) Крепит правый край детали;
Б) Для крепления всех частей и деталей станка;
В) Передвигает центр задней бабки. (закрепляет, прижимает правый край детали)
6центр задней бабки;

Курс повышения квалификации
Дистанционное обучение как современный формат преподавания
Курс профессиональной переподготовки
Технология: теория и методика преподавания в образовательной организации
Курс повышения квалификации
Актуальные вопросы преподавания технологии в условиях реализации ФГОС

Номер материала: ДБ-987866
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


Минобрнауки утвердило перечень вступительных экзаменов в вузы
Время чтения: 1 минута
Стартовал сбор заявок на студенческую олимпиаду «Я — профессионал»
Время чтения: 2 минуты
Прослушивание музыки снижает усталость мозга
Время чтения: 1 минута
«Спутник» объявили словом года в России
Время чтения: 2 минуты
В школе в Пермском крае произошла стрельба
Время чтения: 1 минута
В Минобрнауки разрешили вузам продолжить удаленную работу после 7 ноября
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Тест на знания токарного станка
Какой компонент не обязателен в токарном станке?
Привод
Лампа
Бабка
Шпиндель
2. Что вращается при работе на токарном станке?
Заготовка
Станина
Блок ЧПУ
Резец
3. Какого вида сформированной стружки не может быть?
Слитая
Элементарная
Переломная
Ступенчатая
4. Какой элемент передает вращательное движение от силовой установки к детали?
Вращатель
Поддержка
Суппорт
Саппорт
5. Каких Токарных станков не существует?
ФГЧ
По дереву
ЧПУ
По металлу
6. Как называют неравномерное вращение заготовки по оси?
Неравномерка
Люфт
Болтание
Биение
7. Чем формируются риски и сетки на заготовках?
Накаткой
Наводкой
Метчиком
Резчиком
8. Какого вида резцов не бывает?
Отрезной
Подрезной
Расточной
Наездной
9. Какая из этих моделей является токарным станком?
6Р11
16К20
СДМ-2500
JKM-300
10. Где в станке располагаются основные механизмы?
Под станиной
В задней бабке
В передней бабке
В ШВП
Вспомнилось, когда то я работал токарем, лет 20 назад.
1-Лампа
2-Заготовка
3-ХЗ
4-Суппорт
5-ФГЧ
6-Биение
7-Накаткой
8-Наездной
9-16К20
10-В передней бабке
Может в чем то и ошибся 😉
Веселые у вас составители тестов!
2. Что вращается при работе на токарном станке?
Станина
Блок ЧПУ
4. Какой элемент передает вращательное движение от силовой установки к детали?
Саппорт
6. Как называют неравномерное вращение заготовки по оси?
Неравномерка
7. Чем формируются риски и сетки на заготовках?
Наводкой
8 Какого вида резцов не бывает?
Наездной
Токарное дело
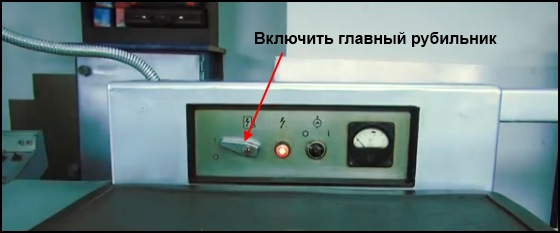
Шаг 1. Проверка токарного станка перед пуском
На производстве устранением неисправностей токарного станка занимается ремонтная служба. Станочник должен только информировать их об возникновении неисправности.


Выполнив допусковой контроль : включаем главный рубильник токарного станка, дополнительные включатели, если такие имеются. Далее проводится смазка токарного станка.
Шаг 2. Управление шпинделем.
Перед запуском шпинделя или главного двигателя, обязательно убеждаемся, что у вращающихся элементов на нем, в частности патрона, не будет препятствий вращению со стороны неподвижных частей станка. Особую опасность при запуске шпинделя на высоких оборотах представляют собой выступающие за его пределы тонкие прутковые заготовки.
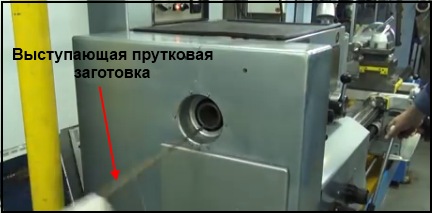
Также это касается деталей больших диаметров со значительным вылетом из патрона и не поджатым с другого конца центром задней бабки.

Как уже говорилось в первом уроке «Устройство токарного станка», настройки частот оборотов шпинделя производят установкой переключателей и рычагов на его узлах в определенное положение согласно таблице, расположенной на станке.

Правила переключение можно обобщить так – «Нельзя переключать или доводить до конца переключения, если таковые вызывают характерный звук не входящих в зацепление зубьев шестерен. В таком случае нужные переключения следует делать при полной остановке.
На всех токарных станках прямые обороты включаются подачей рукоятки включения на себя, а обратные от себя. У рукоятки с вертикальным ходом (на себя это вверх), а у рукоятки с горизонтальным перемещением (на себя это соответственно вправо).

Прямые обороты на всех токарных станках соответствуют вращению шпинделя по часовой стрелке, если смотреть с задней стороны шпинделя. Торможение шпинделя на высоких оборотах за счет реверсирования фрикционов или обратной тяги главного двигателяэто недопустимо, так как ведет к перегрузке и перегреву механизма. Торможение должно выполняться тормозом. А если эффективности тормоза недостаточно, то ее следует восстановить регулировкой или ремонтом.
Для крепления в трехкулачковом патроне деталей обычно используется одно гнездо «0» для введения в него ключа, что требует установки этого гнезда в верхнее положение зажима и отжима. В станках с механическим фрикционом это действие (при некоторых навыках) можно выполнять рукояткой управления фрикционов.

При обработке резцом нельзя останавливать шпиндель при включенной подаче и не отведенном от детали резце (это приводит к поломке резца).
Шаг 3. Управление подачей токарного станка

Ручное управление подачей станка подразумевает подачу инструмента на небольшие длины (при обработках, настройках, подводках).
Ручное управление подачей позволяет быстро вести, прерывать и возобновлять подачу, а также мгновенно изменять ее скорость (в зависимости от изменения условий и ситуаций обработки). Ручная подача в продольном направлении приводится маховиком с горизонтальной ручкой или без нее. Вращение маховика против часовой стрелки приводит движение суппорта влево, а по часовой стрелке вправо.

Продольное перемещение суппорта на токарном станке осуществляется за счет шестеренно реечной передачи. У таких передач есть люфты или зазоры в контактах деталей и ее механизмах.


Подача верхними салазками
На верхних салазках вращение рукоятки по часовой стрелке двигает салазки вперед, а вращение против часовой стрелки назад. Быстрое холостое перемещение таких рукояток можно делать за одну из ручек. При этом салазки должны быть отрегулированы на легкое перемещение. Более подробно о регулировке механизмов, салазок, токарного станка мы рассмотрим в следующем уроке по токарному делу.


Шаг 4. Управление механическими подачами
Механические подачи работают от привода через ходовой вал, а управление ими делается ручкой 4-х позиционного переключателя. Направление перемещение рукоятки переключателя соответствует направлению движения инструмента на суппорте.
Перед включением механической подачи в любом направлении нужно визуально убедиться в отсутствии у всех точек суппорта препятствий со стороны других узлов станка особенно вращающихся. Частой оплошностью начинающих токарей является попытка приблизить суппорт к патрону при сдвинутых вправо салазок, что приводит к сталкиванию. Поэтому следует проверять беспрепятственное перемещение суппорта заранее.
Нужно отработать техники ручной подачи так, чтобы не происходила остановка резца или остановка была минимальной.
Шаг №5. Ускоренная подача токарного станка
Бывают совмещенные подачи токарных станков (по виду привода, по направлениям). Такие токарные станки применяются для обработки неответственных конусов (неответственных фасок) и фасонных поверхностей.
Резьбовые подачи
Для нарезания резьб подача суппорта проводится за счетсмыкания маточной гайки с ходовым винтом. Включение и выключения маточной гайки делается отдельным рычагом. Шпиндель и ходовой винт вне зависимости от настроенного шага резьбы вращаются синхронно. Изменения направления вращения шпинделя приводит к изменению направления движения суппорта. Также изменение частоты вращения шпинделя приводит к изменению скорости перемещения суппорта. Попадание резца в ранее нарезанную канавку обеспечивается синхронизацией вращения шпинделя и ходового винта и соответственно хода суппорта.

Можно нарезать, как правую, так и левую резьбу с помощью переключателя на передней бабке, который изменяет направление движения винта относительно шпинделя. При нарезании резьб, не рекомендуется увлекаться высокими оборотами шпинделя, так как его вращение напрямую связано с перемещением суппорта.
Управление задней бабкой токарного станка
Фиксация задней бабкой токарного станка выполняется рычагом, по мере рабочего хода которого, нарастает усилие прижима. При обработках с большими нагрузками, требующей лучшей фиксации задней бабкой воздействие на рычаг должно быть энергичным. Важно не спутать сопротивление рычага при зажиме с его жестким упором в конце рабочего хода. Когда задняя бабка используется с минимальными нагрузками, ее максимальная фиксация со станиной не нужна. Зажим задней бабки рационально соизмерять с предстоящей нагрузкой.

Пиноль задней бабки приводится ручной подачей путем вращения маховика. Закрепление инструмента и приспособлений в конусе пиноли производится в следующем порядке :
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Неисправности токарного станка
В процессе работы любому токарю рано или поздно придется столкнутся с непредвиденными ситуациями при работе на токарном станке.
Неисправности токарного станка могут быть выражены в посторонних шумах, запахом горящей электропроводки и т.д.
Отлучатся от токарного станка запрещено (нельзя оставлять токарный станок без внимания).
Для экстренной остановки обработки детали следует быстро отвести резец от детали, отключить подачу, остановить шпиндель и выключить главный двигатель. При остановке шпинделе главное не включить обратные обороты, а включить именно нейтральное положение. О неисправностях токарного станка следует сразу же доложить руководству.
Устройство токарного станка по металлу – конструкция, схема, основные узлы

Подробно рассмотрим принцип действия токарно-винторезного станка по металлу, какие бывают станки их виды и для чего они, вообще надо, что на них такого полезного можно делать.
Не забудем и про описание основных узлов токарного станка, из чего он состоит, его строение, приведем, как образец, схемы электрические и кинетические станков.

Конструкция и принцип работы
Большинство токарных станков имеют схожую конструкцию и имеют одни и те же элементы. Отличаются они только габаритами и расположением некоторых деталей.

На токарных станках производится в результате вращения обработка деталей режущим инструментом. При поступательном движении резца с поверхности заготовки снимается слой металла, ей придается нужный вид и форма. Современные станки обладают высокой точностью, резьба может быть нарезана любого профиля.
Принцип работы токарного станка состоит в следующем:
Типы токарных станков
Классификация довольно сложная, так как она производится по нескольким параметрам (виду работ, степени автоматизации, весу и тому подобное). Поэтому лишь общий обзор наиболее известных разновидностей.

Многорезцовые

Карусельные

Затыловочные

Маркировка токарных станков
Она буквенно-цифровая. Расшифровка позиций (слева направо) в обозначении изделий следующая.

Основные характеристики
У каждого токарного станка – свои возможности. На что в первую очередь обратить внимание?
Модификаций токарных станков довольно много, но если вникнуть в их конструкцию, то принципиальных отличий нет. Основная разница – в компоновке станков, местоположении некоторых узлов и их исполнении (форма, размеры и тому подобное). К каждому изделию производитель обязательно прилагает комплект документации, по которой, имея общее понятие об устройстве токарного станка, с нюансами разобраться труда не составит.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:

Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
Например, 16К20Т обозначает:
Техника безопасности
Приступая к работе нужно:

После окончания работ нужно обязательно обесточить станок и дополнительное оборудование.
Правила выполнения схем
Выполнение графических изображений кинематических схем производиться с использованием следующих правил:
Правила выполнения кинематических схем заключаются в описании следующих конструктивных единиц:
Разработчик вправе выбирать масштаб по своему усмотрению.Это разрешено утверждёнными стандартами. На чертеже допускается не соблюдение реального расположения конструктивных составляющих в корпусе агрегата.

Отдельной составляющей схемы считается блок (устройство, агрегат). Он предназначен для выполнения определённых функций. Его особенностью является не возможность деления на более мелкие детали без потери функционального назначения. Такими элементами являются: набор шестерён, один или несколько валов, установленные подшипники, используемый электродвигатель.
Линией связи между деталями обозначаются отрезком заданной длины и толщины. Он указывает на присутствие механизма связи между отдельными изделиями или устройствами. Если эта связь выполнена достаточно жёстко, конструкция объединяется в звено. Объединённые детали и звенья в единое целое называется установкой.
Для более подробного описания взаимодействующих элементов или звеньев, передачи направления движения допускается их объединение в так называемые кинематические пары. Особенности и порядок выполнения графических изображений зависит от их назначения.
На функциональных схемах отображают отдельные детали конструкции, которые задействованы в основном процессе передачи движения. Для удобства (по возможности) несколько деталей объединяют в отдельные функциональные группы. На чертеже обязательно отображают их функциональные связи. Каждый из них имеет собственный графический символ. Он установлен существующими стандартами и правилами оформления чертежей. Для лучшего понимания проходящего технологического процесса рекомендуется наносить технические характеристики использованных комплектующих. Кроме пояснительных надписей допускается размещение на свободном месте листа таблиц или диаграммы.

На принципиальных схемах отображают детали или их группы. Это могут быть, валы, передаточные механизмы или готовый двигатель. Они дают представление и понимание используемых принципов работы всего агрегата. Каждая деталь или узел изображается в отключённом состоянии (без указания порядка взаимодействия с другими деталями). Их составляются для проведения регулировок и отладки собранного агрегата. С этой целью изображаются все основные кинематические связи: механические и не механические. Эти связи наносятся между отдельными элементами, кинематическими парами или группами элементов. Графически они располагаются в границах контура, обозначающего корпус агрегата. Чертёж каждого механизма, состоящего из нескольких комплектующих, может исполняться отдельным документом. На основном листе делается соответствующая ссылка. Если в составе отдельного агрегата или целого устройства применяют несколько одинаковых деталей, допускается выполнение одного чертежа. Остальные изображаются с допустимыми упрощениями. Положение комплектующих изделий может быть выбрано на основании наиболее оптимального процесса взаимодействия. Если этого недостаточно разрешается изобразить пунктирными линиями конечное положение детали.
Для лучшего понимания разрешается переносить элементы по поверхности листа. Обязательным условием является сохранение кинематических и функциональных связей. При нехватке места на поле чертежа в рамках границ корпуса агрегата, допускается отдельную деталь вынести за границы. В этом случае обязательно должны быть выполнены пояснения для ссылок. Они должны обеспечивать сохранение кинематических связей.
На принципиальной схеме обязательно указывают:
Схема,разработанная для пояснения протекающих динамических процессов, включает размеры каждого изделия с указанием допустимых значений механических нагрузок. На ней подробно наносят характеристики валов, места расположения, применяемых опор. При пересечении различных деталей необходимо сохранять неразрывность начерченных линий. При наложении изображений различных конструкций дальнюю изображают как невидимую. Все линии и фигуры исполняются по правилам чертежной графики.
На кинематических схемах отображают:
Кинематическим группам присваивают наименования. Оно поясняет тип и функциональное назначение. Могут быть указаны особенности привода подачи или специфику червячной передачи. Все эти пояснения делаются как вынесенные надписи на специально изображённой полке. Все эти надписи могут быть объединены в отдельный перечень. В нём делаются специальные пометки, указывающие на характеристики известные из справочников и стандартов, полученные расчётным путём и характеристики, получаемые в процессе отладки и регулировки всего механизма. В этом случае такие параметры помечаются специальной надписью, которая указывает, что они подбираются при регулировании.
Регламентирующие документы
Порядок и правила обозначения всех деталей, из которых состоит механизм,на всех типах схем установлены принятыми государственными стандартами. Эти правила, регламентируют порядок оформления графических элементов (фигур, надписей, обозначений)на кинематических схемах. Они являются обязательными для выполнения чертежей для любых механизмов и агрегатов.

В этот перечень входят:
Они определяют место расположения и правила графического изображения (выбор толщины линий, формы значков, изображение сносок).
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.

Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.



