Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.

Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.

Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:

Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.

Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:

При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.

Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.

Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.

Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
Обработка отверстий: методы, и их применение
Вряд ли изготовление и сборка любого механизма возможна без сверления и последующей обработки отверстий в нем, ведь сверление и слесарное дело стали просто неразделимыми понятиями. Точно так же невозможно обойтись без сверления в большинстве других сфер деятельности. А после того, как проделаешь отверстие в чем-угодно (неважно, с помощью сверления или других), нужно произвести его обработку, чтобы подогнать размеры и снизить шероховатость стенок.
Обработку отверстий делают при помощи нескольких способов, это зависит от требований к заготовке. В частности, различают 3 основных способа (сверление, зенкерование и развертывание), а также разновидности этих способов (рассверливание, зенкование, цекование). Рассмотрим все эти процессы более подробно.
Сверление

Как несложно догадаться, перед обработкой отверстия его нужно чем-то сделать. Так вот, самый распространенный и часто встречающийся метод проделывания отверстий — сверление.
Сверление — это разновидность механической обработки с целью образования отверстий, выполняемый сверлом. Данный процесс бывает «ручным» (как несложно догадаться, его делают ручными инструментами), а также «машинным» (выполняется на специальных станках).
Обычно, чтобы проделать менее, чем двенадцати миллиметровое отверстие в не особо твердых материалах (таких, как стали конструкционного типа, цветмет и сплавы из него, а также полимерные сплавы), используют ручные сверлильные приспособления.
А чтобы проделать отверстия крупнее 12 миллиметров или улучшить производительность в случае массового производства, процесс сверления происходит на сверлильном стационарном или настольном оборудовании (станках). Первые бывают вертикальными или радиально-сверлильными.
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Совет: крайне не рекомендовано пытаться рассверливать отверстия, образованные не в ходе сверления, а другими методами, например штампованием. Причиной является то, что подобные отверстия отличаются разной твердостью материала внутренних стенок.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Зенкерование

Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
Зенкование

Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
Цековка (цекование)

Цекованием называется зачистка торцов детали. Применяется это во время обработки под крепеж. Процесс производят с помощью специнструмента — «цековки».
Развертывание
Развертывание делают с помощью резания. Этот вид обработки гарантирует повышенную точность (вплоть до VI квалитета) и минимальную Ra — 0,63 и меньше.В ходе процесса инструмент, называющийся развертка, снимает микроскопическую стружку со стенок отверстия. Развертывание делают или вручную или на станках (чаще всего это стационарные станки).
У развертывания также есть свои правила:
1. Нужно точно придерживаться величины припуска, согласно специальных таблиц.
2. Если развертывание делается вручную, его нужно проводить в 2 этапа: сначала черновое, а потом чистовое.
3. Во время развертывания отверстия в заготовке из стали поверхность, которая обрабатывается, нужно подвергать смазке эмульсией (подходит также минеральное масло). Если заготовка из чугуна, смазки не требуется.
4. Если развертывание делается вручную, его нужно делать исключительно по ходу часовой стрелки. Иначе стенки могут быть повреждены стружкой. Кстати, отверстие нужно время от времени очищать от нее.
5. Сверление и развертывание отверстий нужно производить в ходе одного «подхода», не вынимая детали из креплений и производя обработку детали двумя инструментами по очереди.
11 Инструменты для обработки отверстий
10. Инструменты для обработки отверстий
Для обработки отверстий используются различные виды инструментов: сверла, зенкеры, развёртки, расточные головки, борштанги и другие.
Наиболее распространёнными являются свёрла, зенкеры и развёртки. Свёрла применяются для обработки отверстий в сплошном материале или для увеличения диаметра имеющегося отверстия. Зенкеры и развертки служат для последующей обработки отверстий с целью получения более высокой точности и чистоты.
10.1. Основные типы сверл
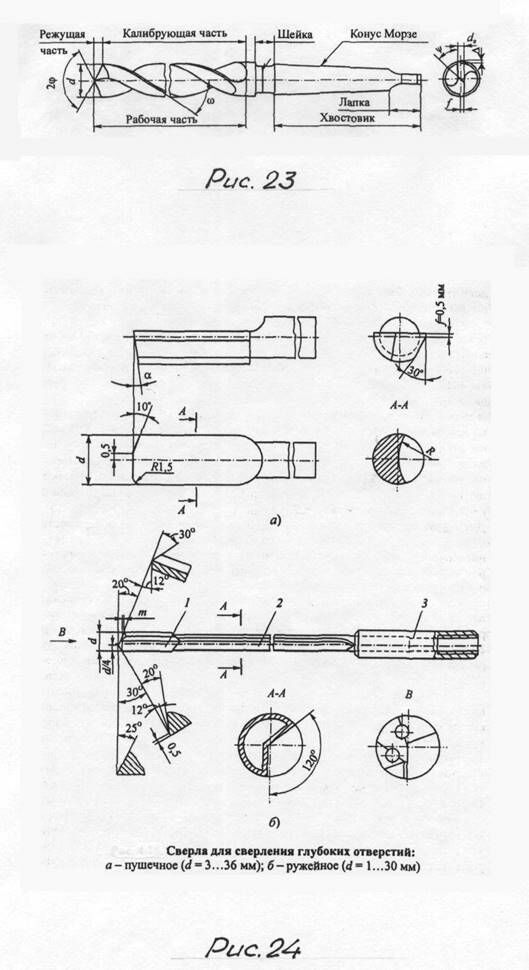
Наиболее распространённой конструкцией является спиральное сверло (рис.23), состоящее из следующих частей:
— рабочая часть, включающая в себя режущую и направляющую;
— шейка для выхода инструмента при шлифовании сверла и нанесения маркировки;
— хвостовик, который может быть коническим или цилиндрическим (для диаметров до 10 мм).
Передняя поверхность сверла – винтовая, по ней отводится стружка, задняя может быть конической, винтовой или плоской. У сверла два зуба, поэтому – две передних и две задних поверхности, пересечение которых образуют две главные режущие кромки.
Рекомендуемые файлы
На цилиндрической поверхности рабочей части сверла – узкая полоска шириной f – ленточка, направляющая сверла при сверлении. Пересечение ленточки и передней поверхности образует вспомогательную режущую кромку.
Поперечная кромка должна быть расположена строго по оси.
Геометрические параметры сверла включают:
— угол при вершине 2φ, зависящий от прочности обрабатываемого материала (для чугуна и стали 2φ = 116°–118°);
— угол наклона винтовой стружечной канавки ω для стандартных сверл 18°÷30°;
— передний угол g по длине главной режущей кромки переменный: максимальный – на периферии, минимальный – у оси;
— задний угол a тоже переменный: на периферии
— угол наклона поперечной кромки ψ= 50÷55°.
При работе сверла возникают погрешности обработки, возможно появление овальности отверстия, конусности, искривления оси. Величина их зависит от размеров отверстия (диаметр и длина), от свойств обрабатываемого материала и режимов обработки. Точность сверления находится в пределах 12-14 квалитетов.
Обычно спиральные сверла изготавливаются из быстрорежущей стали. Наряду с быстрорежущими используются твердосплавные сверла, оснащённые пластинами твёрдого сплава или цельные. Используются они в основном для сверления чугуна или неметаллических материалов (бетон, гранит, пластмассы и др.).
Для обработки нетвёрдых материалов (напр. древесина) или для разовых работ можно использовать перовое (лопаточное) сверло. Центровочные свёрла применяют для получения центровочных отверстий. Это двухсторонние свёрла, которые могут быть без предохранительного конуса, с предохранительным конусом или с радиусной образующей.
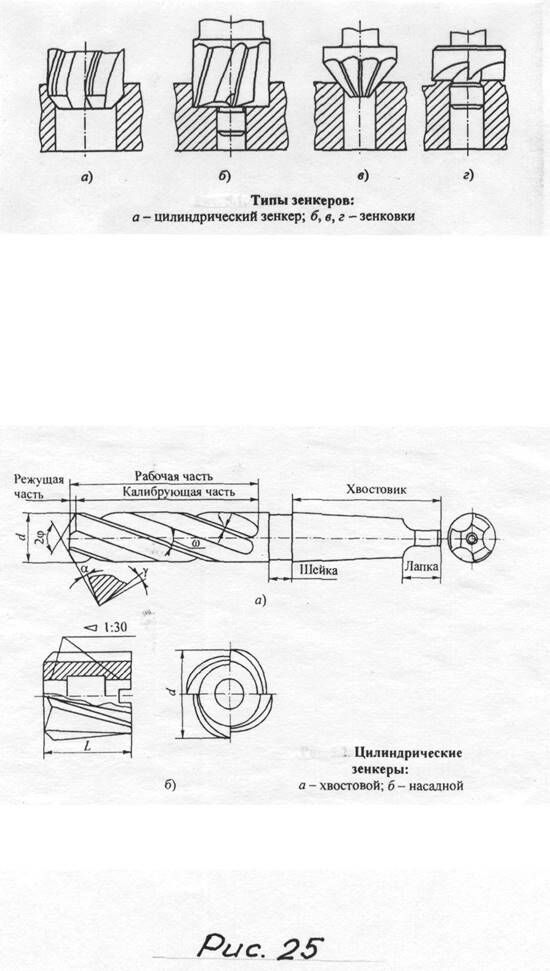
10.2. Сверла для глубоких отверстий
Этими сверлами обрабатываются отверстия, длина которых в 10 и более раз больше диаметра. Особенностью сверления является вращение детали, сверло имеет только осевое движение подачи, обработка ведется на специализированных станках.
Основное назначение этих инструментов следует из их названия (рис.24).
Пушечное сверло имеет главную режущую кромку, расположенную перпендикулярно оси сверла и задний угол a = 10°÷15°. При сверлении инструмент надо периодически выводить из отверстия для удаления стружки.
Ружейное сверло представляет собой усовершенствованную конструкцию пушечного сверла, в теле которого имеется отверстие, сквозь него в зону резания под давлением подаётся СОЖ и удаляет стружку, поэтому процесс сверления не прерывается. Это сверло может снабжаться твердосплавным наконечником.
Эжекторное сверло – современная конструкция для обработки отверстий диаметром 20÷60 мм. Корпус его снабжён режущими и направляющими твердосплавными пластинами. На цилиндрической части корпуса имеются радиальные отверстия. Через зазор между обрабатываемым отверстием и трубой оправки под давлением подаётся СОЖ, часть которой поступает в зону резания а часть через отверстия в корпусе – внутрь оправки, создавая эффект эжекции. В результате стружка из зоны резания «вытягивается», происходит её энергичное удаление.
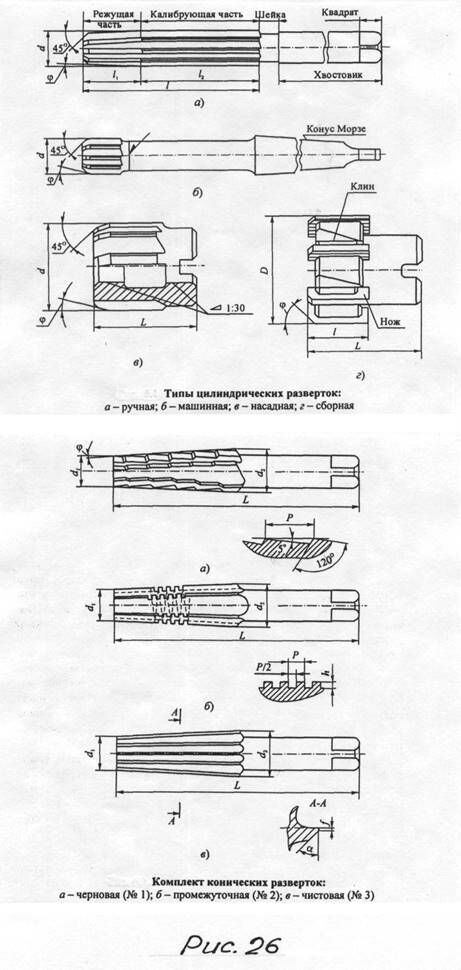
10.3. Назначение и основные типы зенкеров
Зенкеры применяются для получения отверстий более высокого класса (9-10 квалитет) точности и меньшей шероховатости, чем при сверлении. Зенкером можно обрабатывать сквозные и глухие предварительно обработанные отверстия для получения большего диаметра, а также цилиндрические углубления под головки болтов и винтов, конусные фаски на краях отверстий и торцевые поверхности бобышек и ступиц (рис.25).
Расточные зенкеры могут быть хвостовыми и насадными. Конструкция хвостового зенкера имеет те же элементы; что и сверло.
Насадной зенкер для крепления на станке с помощью оправки имеет коническое отверстие с конусностью 1:30, крутящий момент передаётся посредством шпоночных пазов на торце зенкера (рис.25).
Рабочая часть зенкера, удаляющая припуск 1-4 мм, состоит из зубьев (z = 3-6) с режущей и направляющей частью, которые обычно выполняются винтовыми под углом ω= 10-25°.
Сердцевина зенкера больше, чем у сверла, поэтому зенкер за счёт своей жесткости позволяет устранить погрешности сверления.
Геометрические параметры зенкеров: передний угол g = 0÷10°; Задний угол измеряется в нормальном сечении главной режущей кромки или в осевом и составляет 6-15°. На калибрующей (направляющей) части задний угол a = 0, так как имеется цилиндрическая ленточка. Эта часть также имеет обратную конусность.
Зенкеры могут быть цельными и сборными, оснащенными пластинами твёрдого сплава, диаметры обрабатываемых отверстий от 3 до 80 мм.
10.4. Назначение и особенности разверток
Развёртки применяют для окончательной обработки отверстий после сверления, зенкерования, растачивания для получения высокой точности (6-8 квалитеты) и шероховатости (Ra = 1,25 – 0,16 мкм) поверхности отверстия. Припуск на развертывание составляет 0,15÷0,5 мм для черновых развёрток и 0,05÷0,25 мм для чистовых. Количество зубьев у развертки 6-12 обычно четное.
Развёртка может быть хвостовой и насадной, хвостовая состоит из рабочей части, шейки и хвостовика (рис.26). Рабочая часть выключает режущую и калибрующую, может иметь направляющий конус. Калибрующая заканчивается обратной конусностью, предохраняющей развертку от заклинивания и повреждения отверстия при выводе развёртки.
Ручная развёртка имеет цилиндрический хвостовик и квадрат под вороток для передачи крутящего момента.
Передний угол g у чистовых развёрток равен нулю, у черновых g = 0÷15°.
Задний угол a на режущей части у развёрток составляет 6÷15°, на калибрующей части он равен нулю, так как имеется цилиндрическая ленточка.
Главный угол в плане w, при обработке сквозных отверстий 1-2° (для ручных развёрток); φ= 5÷15° для машинных развёрток.
Вспомогательный угол в плане w1 у разверток оформлен в виде обратной конусности, что есть уменьшение диаметра к хвостовику, которое не должно превышать допуска на изготовление развёртки.
Зубья развёртки могут быть прямыми или винтовыми, в этом случае угол наклона ω= 10÷25°.
Для обработки конических отверстий применяются конические развёртки, набор которых состоит из трёх штук. Рабочая часть этих развёрток является одновременно и режущей и калибрующей (рис.26).
Чистовая обработка отверстий
На данный момент сложно себе представить какие-либо сложные детали, габаритные узлы, выпускаемый продукт без применения в нем различных отверстий. Мировая промышленность стремится к оптимизации процессов производства, в связи с чем заготовки становятся все более близкими к конечной форме (без лишнего перевода материала в стружку). Применение аддитивных технологий (3D печать и т. п.) за последние 5 лет выросло в 30 раз (продажи промышленных 3D принтеров выросли с 219 168 в 2015 г. до 6 700 000 шт за первый квартал 2020 г).
Следует оставаться объективным и отметить, что на данный момент точность, достижимая при моделировании на 3D принтерах, недостаточна для формирования функциональных поверхностей. В связи с этим перечислим принципиальные возможности увеличить диаметр имеющегося отверстия : рассверливание, растачивание невращающимся инструментом (обычным резцом/державкой), растачивание вращающимся инструментом, зенкером, разверткой, фрезерованием по винтовой интерполяции и др. Не все эти способы позволяют получить требуемое отверстие с нужными техническими характеристиками (допуск, эллипсность, шероховатость и т. д.).
Ниже опишем стандартные методы именно чистовой обработки отверстий и присущие им характеристики.

Сверление, как правило, относят к предварительной операции обработки.
3. Развертывание отверстий.
Преимущества: высокое качество отверстия при большой минутной подаче, возможность применения в массовом производстве.
Целесообразность применения: крупная серия деталей, мелкий диаметр, производительность.
4. Растачивание вращающимся инструментом:
Процесс растачивания выполняется на обрабатывающих центрах и горизонтально-расточных станках, вращающийся инструмент работает с осевой подачей.
Целесообразность применения: универсальность (одна расточная система «перекрывает» большую номенклатуру деталей), жесткий допуск, большой диапазон диаметров (приблизительно 6мм — 1000мм), возможность обработки отверстий с эллипсностью (до определенного момента), низкая стоимость расходника (самого режущего элемента), так же системы выдерживают ошибки позиционирования (неточность до 0,01мм),
Выводы: при выборе метода чистовой обработки отверстия следует учесть, в первую очередь, предъявляемые к нему требования (допуск, квалитет, шероховатость, соосность и т. д.), конструктивные особенности детали, специфику производства (серийность или универсальность), возможности оборудования.
1) Фельдштейн Е.Ф. «Обработка материалов и инструмент»
2) Рыжкин А.А. «Обработка материалов резанием»
3) Технические справочники компаний-производителей инструмента
Инструменты для обработки отверстий
Для сверления отверстий на токарных станках применяются спиральные сверла.
Спиральное сверло (рис. 2.8) состоит из рабочей части и хвостовика конической или цилиндрической формы. На рабочей части различаются режущая и направляющая части. Режущая часть состоит из двух режущих кромок, соединенных поперечной кромкой. Каждая режущая кромка образована пересечением передней и задней поверхностей.

Рис. 2.8. Спиральное сверло
Передние поверхности образуются участками поверхностей спиральных канавок, служащих для отвода стружки, а задние — участками конических поверхностей, создаваемых на режущей части при заточке. На направляющей части имеются две узкие ленточки (фаски), расположенные на цилиндрической поверхности. Эти ленточки обеспечивают правильное направление сверла в отверстии. Основными параметрами спирального сверла являются: диаметр сверла D (мм), угол при вершине 2ф, угол наклона винтовой канавки к оси со.
Для определенной работы используют сверла специальной конструкции.
Центровочные сверла (рис. 2.9, а) предназначены для формирования с торца валов отверстий, с помощью которых заготовка устанавливается в центрах станка.

Рис. 2.9. Спиральные сверла: а — центровочное; б — шнековое; в — ружейное; г — кольцевого сверления
Отверстия протяженностью более 3—5 диаметров являются глубокими, поэтому для них используются специальные сверла: шнековые (рис. 2.9, б), специальные ружейные одно- и двустороннего резания (рис. 2.9, в) и кольцевого сверления (рис 2.9, г).
Зенкеры применяются обычно для первоначальной обработки отверстий большего диаметра, чем в литых и штампованных заготовках, и для более точной обработки отверстий после сверления. Зенкер (рис. 2.10) по сравнению со сверлом обладает большей жесткостью и лучше направляется в отверстии, так как имеет 3—4 режущих зуба с направляющими фасками.

Рис. 2.10. Зенкеры:
а — цельный; б — насадной твердосплавный
По виду обрабатываемых поверхностей зенкеры бывают цилиндрические (2.11, а и б), конические (зенковка) (2.11, в) и торцевые (2.11, г). По конструкции различают зенкеры цельные, насадные с твердосплавными пластинами (см. рис. 2.10). Зенкеры обеспечивают более высокую точность и производительность, чем сверла.
Развертки применяются для чистовой и получистовой обработки отверстий диаметром меньше 100 мм после зенкерования или расточки.
Развертки имеют от 4 до 12 зубьев и хорошо направляются в отверстии. На токарных станках применяются машинные развертки (рис. 2.12), чаще с коническим хвостовиком и более короткой, чем у ручных разверток, режущей частью.

Рис. 2.11. Зенкеры:
а — цельный; б — циковка; в — зенковка; г — торцевые

Рис. 2.12. Машинные развертки: а — хвостовая регулируемая со вставными ножами; б — хвостовая твердосплавная; в — насадная твердосплавная
По виду обрабатываемых поверхностей развертки бывают конические и цилиндрические, по конструкции — цельные, насадные со вставными ножами. Развертывание проводится после расточки или зенкерования с целью получения высокой точности и качества поверхности.



