Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Сегодня, друзья, мы будем говорить о самом простом и понятном для всех, лаконичном и удобном слайсере для создания g-code. Вся эта информация для новичков и быстрого старта. Сорри за ошибки.
В своей практике я пробовал несколько слайсеров из-за различных моделей принтеров, но по ряду важных причин работаю (покупка Ultimaker 2) в CURA. Так же он подходит для многих других принтеров.
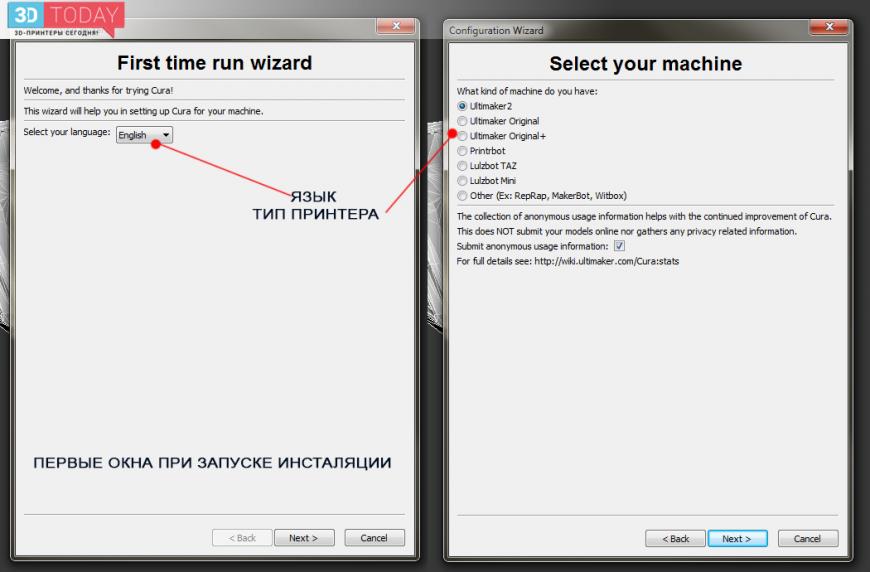
Первая настройка установка и выбор принтера
quick print для новичков и детей 🙂
По умолчанию при установке вы работаете в режиме quickprint. Тут вы видеть сможете всего 3 пункта на выбор
High quality print- печать в высоком качестве, долго сурово и круто. Все настройки автоматически создаются программой
Normal quality print— печать в нормальном качестве, с меньшими затратами на время
Fast quality print— быстрый режим печати, низкое качество пойдет для чернового макетирования.
Наконец-то вы повзрослели и готовы играть по крупному и серьезно
Чувствуете, что готовы стать тру-реал-ниндзя-3дпечати, то вам сюда.
Тут у нас 3 окна настроек плюс режим эксперт ( ctrl+e). Все проще, чем в Repetier-Host, где от настроек подробных у вас вырвется, от нервного тика, глаз.
Но это не значит, что в CURA все менее эффективно (сравнивал на своем опыте)
Итак что нам стоит знать!
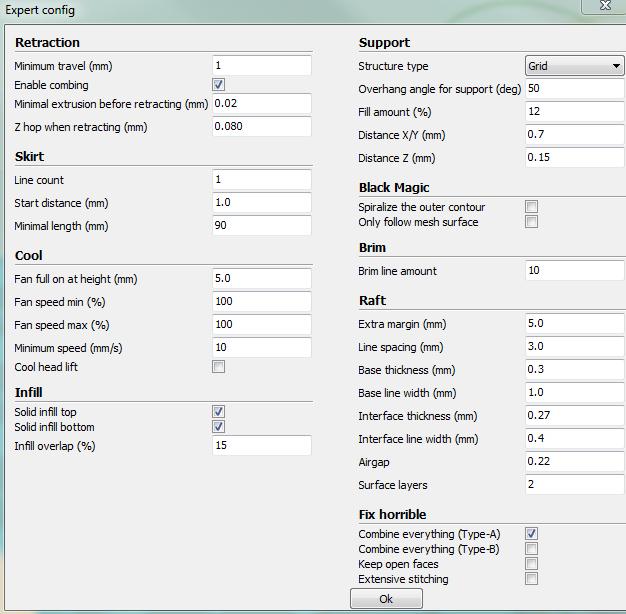
Retraction — параметры ретракции втягивания пластика вне зоны печати.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
(подписывайтесь на новые видеообзоры 3D техники)
Приветствуем вас, уважаемые читатели 3DToday!
Уже более года прошло с выхода второй версии популярного слайсера Cura. Хотя новая версия обладает большим количеством настроек и отличной функциональностью, она пока так и не приблизилась к популярности первой версии.
Причин этому несколько. Это и то, что изначально Cura 2 была выпущена только с поддержкой своих принтеров Ultimaker. И то, что многим людям достаточно сложно в ней разобраться из-за отсутствия версии с русским языком. Мы знаем, что энтузиастами выпущен перевод, но в официальной поставке он отсутствует.
Поэтому мы решили рассказать об этом замечательном слайсере.
Сегодня мы рассмотрим базовые настройки, которые помогут вам начать пользоваться этой программой. В дальнейшем мы расскажем уже о более тонких настройках Cura 2.
Далее речь будет идти о версии 2.3.1
Вот так выглядит рабочее поле программы.

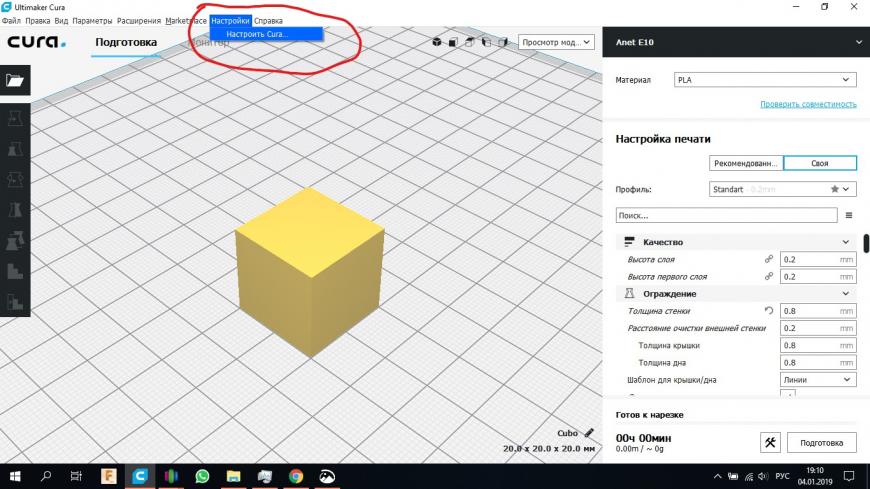
После установки нам потребуется выбрать или настроить (если его нет в списке) 3D-принтер, которым вы будете печатать.
Выбирается принтер в выпадающем списке, который указан стрелкой.

Можно установить несколько принтеров и выбирать нужный. Но в начале надо его добавить с помощью пункта меню «Add Printer».
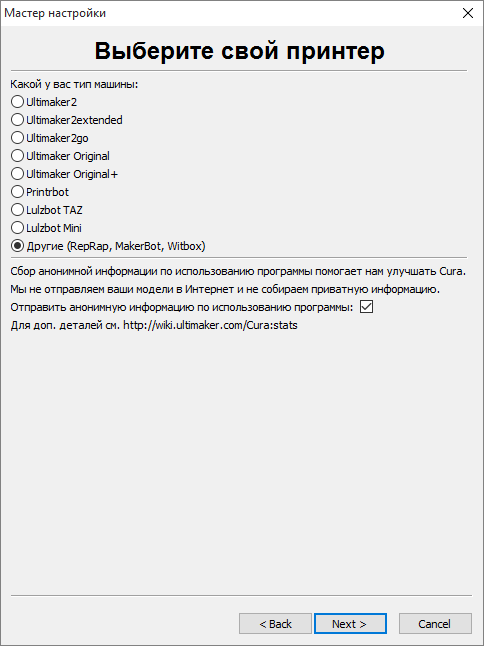
У нас откроется следующее окно.

Первыми в списке идут принтеры семейства Ultimaker, что понятно. Потому, как создатель программы Cura компания Ultimaker.
Если вы являетесь счастливым обладателем такой техники, то выбираете нужный вам принтер.
Если у вас другой принтер, то пробуем найти свой принтер в разделе Other.

Тут широко представлены принтеры компании BQ и еще несколько европейских и китайских принтеров.
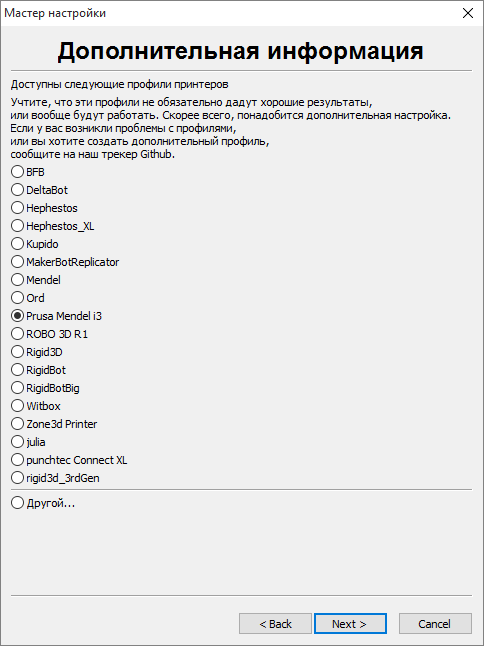
Если и тут вы не можете найти свое, то ваш путь лежит в раздел Custom.
После нажатия на этот пункт вы увидите вот такое меню настроек:

Настройки максимально просты
Printer Settings – настройки принтера.
Размеры рабочей области:
Y( Depth) – Глубина (длина).
Heated Bed – наличие подогреваемого стола.
Machine Center is Zero – при установленной галочке нулевой точкой отсчета является центр. Используется в некоторых принтерах.
GCode Flavor – тип используемого в вашем принтере GCode. Доступные типы:
Раздел Printhead Settings – настройки печатной головки (экструдера).
Можно настроить «отступ» от края стола. Чтобы экструдер дальше этих значений не заходил.
Тут, в принципе все понятно.
Gantry Height – пункт, по которому возникает много вопросов. В Cura есть возможность при печати нескольких моделей на рабочем столе задать режим последовательной печати, каждого изделия отдельно. То есть у нас не послойно печатаются сразу все модели, а сначала полностью печатается первая, вторая и так далее. С нашей точки зрения режим достаточно спорный в большинстве случаев и не нужный. Тут возникает много сложностей. Одна из них, разместить модели так, чтобы не зацепить готовую модель экструдером или направляющими, при печати второй и последующих. Так вот, этот параметр обозначает высоту, ниже которой двигаться над напечатанной моделью нельзя – будет столкновение. По умолчанию указан параметр 99999999999, что в принципе значит – «проход закрыт». Можно настроить другие величины, если вам действительно нужен этот режим и вы знаете нужные цифры.
Следующий параметр стандартный Nozzle Size – диаметр сопла вашего принтера. По умолчанию – 0,4мм.
Ниже находятся стандартные блоки GCode:
Start GCode – начальный GCode.
End GCode – конечный GCode.
Если есть специальный код для вашего принтера, то размещаем здесь.
С базовыми настройками принтера закончили.
Переходим, собственно к подготовке модели и последующей печати.
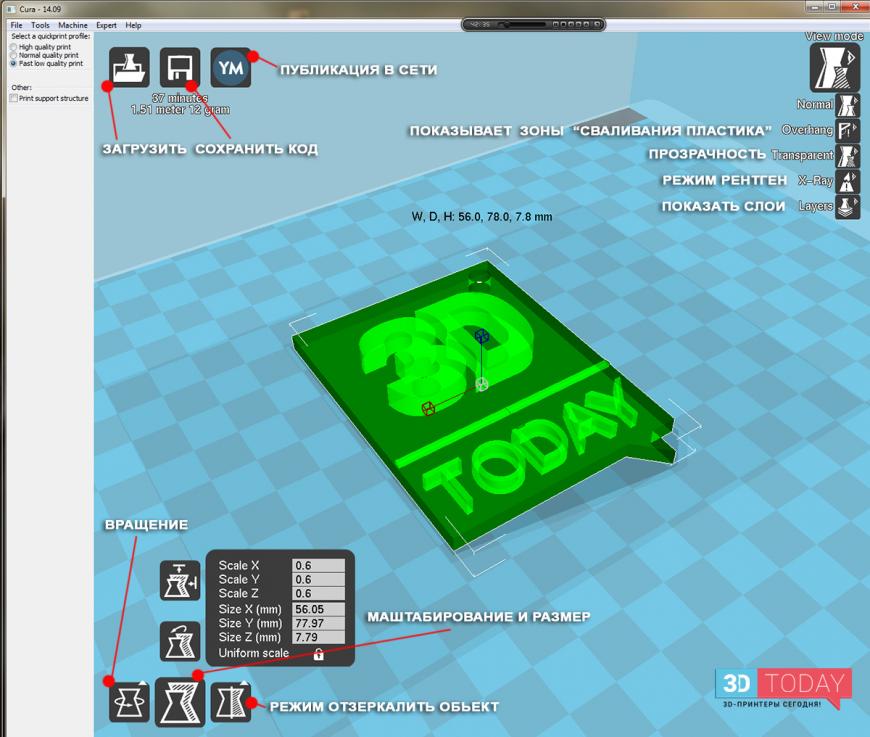
Чтобы загрузить модель выбираем меню помеченное стрелкой.





Ниже меню есть ползунок, двигая который мы выбираем слой для просмотра. Помечен стрелкой.
Цифры указывают номер слоя.
Далее переходим к другим меню просмотра слева. Чтобы их активировать, надо нажать левую кнопку на модели (выбрать ее).
Самый первый режим – перемещение модели по рабочему столу.

Модель можно двигать по столу, как зажав ее левой кнопкой мыши, так и выбрав нужное расстояние – вводом нужного значения по оси.
Ниже находится пункт, где мы можем масштабировать модель.

Верхняя иконка – увеличить модель до максимально доступных размеров печатной области принтера.
Справа можно цифрами задавать размеры по нужным осям. Или в миллиметрах или в процентах от первоначального значения.
Можно изменять размеры «дергая» за квадратик на концах по нужным осям.
Snap Scalling – при установленной галочке размеры изменяются сразу по 10% от изначальных.
Uniform Scaling – при установленной галочке размеры изменяются пропорционально по всем осям. Если убрать, то можно «вытягивать» или «сплющивать» по одной из осей.
Следующий пункт ниже – вращение модели.

Вращать можно «зацепившись» левой кнопкой мыши за нужную окружность.
Первая иконка – «СБРОС» в начальное положение.
Вторая – «уронить» модель на какую-либо «плоскость» если модель «стоит на углу».
Snap Rotation – поворот сразу на 15 градусов.
Ниже пункт, отвечающий за переворот по осям. Или как еще говорят – «зеркалить».
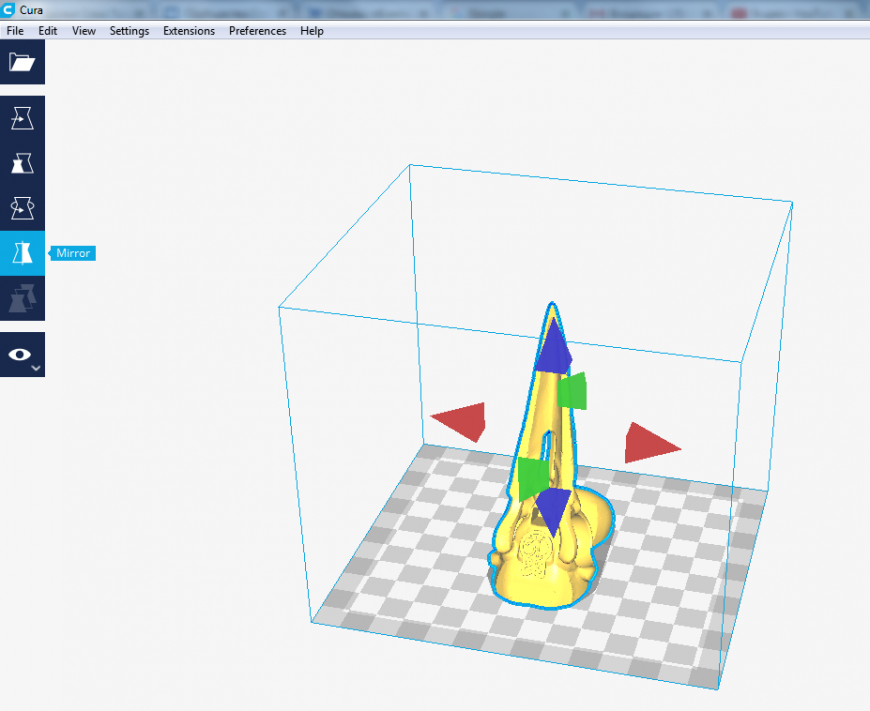
Нажимаем на соответствующую стрелочку и модель переворачивается.
Далее можно нажать правой кнопкой на модели и выскакивает вот такое меню.

Center Model on Platform – переместить модель на центр стола.
Delete Model – удалить модель.
Duplicate Model – «размножить» модель.
Select All Models – выделить все модели на столе. C trl+ A – горячие клавиши, вызывающие эту функцию.
Clear Build Plate – очистить стол от всех моделей. C trl+ D – горячие клавиши, вызывающие эту функцию.
Reload All Models – загрузить все модели снова.
Reset All Model Positions – сбросить все изменения местоположения загруженных моделей.
Reset All Model Transformasions – сбросить все изменения моделей (изменения размера, повороты и тд) к начальным параметрам.
При выделении нескольких моделей, становятся доступны следующие пункты меню:
Переходим уже к печати. Это меню у нас находится справа.

По порядку рассмотрим настройки.
Первый пункт – Printer – выбирается принтер, под который мы производим подготовку модели. Мы его рассмотрели в самом начале статьи.
Material – выбираем материал, которым мы будем печатать.

Тут есть уже готовый список с предустановленными материалами. Можно изначально пользоваться им. Но лучше, конечно настроить под тот пластик, которым вы печатаете. Для этого служит пункт меню Manage Material. Мы его рассмотрим позднее, в следующих статьях.
U ltimaker – если у вам принтер Ultimaker и вы пользуетесь фирменными материалами.
Ниже у нас меню Profile – там мы выбираем нужный нам профиль печати:

Low Quality – низкое качество.
Normal Quality – среднее качество печати.
High Quality – высокое качество печати.
Тут все понятно. Выбираем и печатаем. Следующие настройки мы сейчас только перечислим. А подробней о них будем рассказывать в следующих статьях.
Create profile from current settings – создать новый профиль печати по актуальным настройкам.
Update profile with current settings – обновить существующий профиль по актуальным настройкам.
Discard current settings – сбросить измененные настройки.
Manage Profiles – управление профилями.
Ниже выбора настроек профиля находятся иконки выбора процента заполнения модели:

Hollow – пустотелая модель. Заполнение – 0%
Light – Заполнение – 20%.
Dense – Заполнение – 50%.
Solid – сплошная. Заполнение – 100%.
Ниже пункты Helper Parts:


Print Support Structure – включить печать поддержек. На рисунке все видно.
На этом сегодня мы остановимся. Уже после знания этих параметров уже можно начинать печатать. Но есть еще много важных настроек, которые стоит изучить. О них мы расскажем в следующих статьях.
И подписываемся на наши группы в соц.сетях:
Путь к совершенству. Cura
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Всем привет. Данная статья ориентирована в первую очередь на новичков и освещает некоторые нюансы при подготовке модели к печати в слайсере Cura. С одной стороны будут рассмотрены достаточно примитивные вещи, но с другой я уверен, что для кого-то она окажется полезной. Если будут пожелания для подробного разбора каких-либо еще нюансов при работе с данной программой, пишите в комментариях.
И последнее, все рассуждения в данной статье не претендуют на статус абсолютной истины, а основаны на собственном опыте и направлены больше на то, чтобы показать логику рассуждений.
При написании статьи использовалась следующая версия программы: Cura 15.04.03
И самым распространенным ответом является:
Давайте попробуем разобраться от каких же ситуаций это все зависит.
Допустим нам нужно распечатать вот такую деталь:
В итоге мы должны найти идеальное сочетания качества, времени печати и расхода пластика. Попробуем это сделать.
Геометрия этой детали максимально простая для печати. Мы имеем просто вытянутый контур. При печати соплом 0.4мм разница качества боковых стенок между напечатанными деталями слоями 0.06мм, 0.1мм и 0.15мм будет минимальна. А вот, сколько это займет времени соответственно если все остальные параметры будут неизменны:
Видим, что разница между 2-м и 3-м вариантом составляет всего 13 минут. Если не учитывать другие параметры и напечатать нам нужно всего одну деталь, то логично будет выбрать вариант №2. Но давайте двигаться дальше.
2. Какой процент заливки выбрать.
По умолчанию процент заливки стоит 20%. В большинстве случаев это оптимальный размер внутренней сетки, но давайте посмотрим как наша деталь выглядит в режиме слоев:
Разница стала более ощутима, а выбор очевиден:)
Здесь я напишу все пару строк. Если данная деталь будет печататься из PLA (а в данном случае он более предпочтителен, так как не такой хрупкий как ABS, а деталь явно будет одеваться на валы), то брим не нужен. Если деталь печатается из ABS, то brim нужен (в данном примере значение brim line amount стоит 10, в большинстве случаев это оптимальное значение).
4.Параллельная печать или поочередная?
А теперь давайте представим, что вам необходимо напечатать 2 такие детали. Они прекрасно влезают на один стол, и здесь возникает вопрос печатать данные детали параллельно или по очереди?
Если есть возможность печатать детали поочередно, используй ее
Логика рассуждений для этой детали остается практически такой. Ступени на боковых гранях пирамиды все равно будут. При любой толщине слоя.
2. Какой процент заливки выбрать?
А вот здесь мы имеем достаточно интересный момент. В принципе данная деталь может напечататься с нулевой внутренней заливкой (надеюсь не нужно объяснять почему). Геометрия при этом не пострадает, а вот с прочностью будет беда. Зато мы выиграем в расходе материала почти в 2 раза. (а именно 17грамм)
Есть 2 варианта как можно повысить прочность данной детали.
1) Это увеличить параметр bottom/top thickness
2) Найти золотую середину в значении fill density от 0 до 20.
В данном примере параметр bottom/top thickness будет увеличивать толщину боковых стенок пирамиды за счет того, что этот параметр отвечает за минимальную толщину детали по оси z в каждой точке (не знаю как объяснить по другому). Вы можете спросить, а почему нельзя просто увеличить параметр shell thickness? Можно, но мне не очень нравится данный вариант, так как толщина стенки будет увеличиваться параллельными слоями, а в случае увеличения параметра bottom/top thickness остается внешний и внутренний контур+полноценная заливка. Надеюсь скриншоты прояснят мой полет мысли.
Значение параметра bottom/top thickness=2, значение параметра shell thickness=0.8(26грамм) :
Но как мы видим, в данной ситуации у нас в пирамиде есть одно вертикальное ребро, на которое параметр bottom/top thickness не влияет. Поэтому лучше увеличить оба параметра.
Деталь явно получится прочнее, но в любом случае наличие внутренних ребер добавит жесткости значительно больше чем просто увеличение толщины стенки.
Fill density 5% (20грамм):
Мне кажется очевидно какой вариант оказался более выгодным во всех отношениях:)
Учитывая достаточно большой размер детали и простую форму нижнего слоя, я бы ставил brim не зависимо от типа пластика.
4.Параллельная печать или поочередная?
А здесь это вопрос риторический. Если высота вашей детали выше вот этого параметра (см. скриншот ниже), то поочередная печать невозможна.
Логика здесь проста. Этот параметр отвечает за минимальную высоту между осями (реальсами) и столом.
Ну и пара слов о brim’e и расположении детали на столе если их нужно напечатать больше одной за раз. При достаточно большом заполнении печатного стола и параллельной печати располагать детали нужно таким образом, чтобы brim’ы соседних пересекались. В общем должен получиться в итоге один brim на все детали:
На этих простых деталях я постарался показать правильный подход к подбору правильных настроек печати. Кто дочитал до конца, тот молодец.
Как говорится, подписывайтесь, оценивайте, ставьте лайки 😀
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Почти все настройки, необходимые для нормальной печати Cura 3.6. Часть 1. Вкладки Качество и ограждение.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Решил собрать здесь список настроек, необходимые для решения почти любой задачи. Не претендую на мастера/гуру 3D печати, но всё же новичку это может помочь.
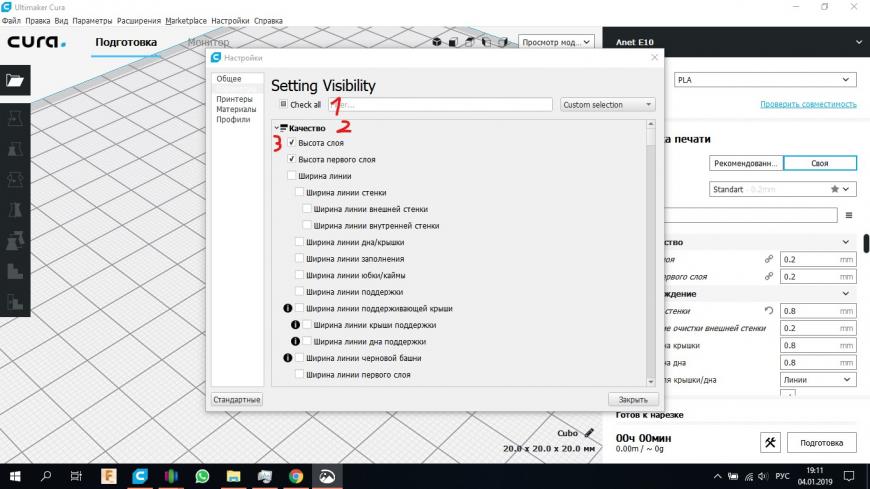
Как включать или выключать настройки?
Здесь можно заметить поле поиска (1), пункты, которые можно свернуть(2), и подпункты (3) с чекбоксами. Некоторые подпункты уже выбраны и они отображаются у вас в настройках печати. Не пугайтесь количеству настроек, так как в реальности будут необходимы 10-20%.
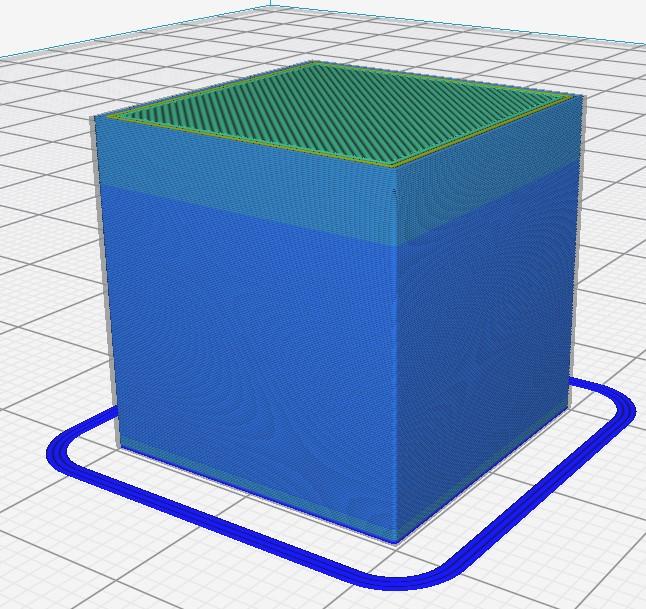
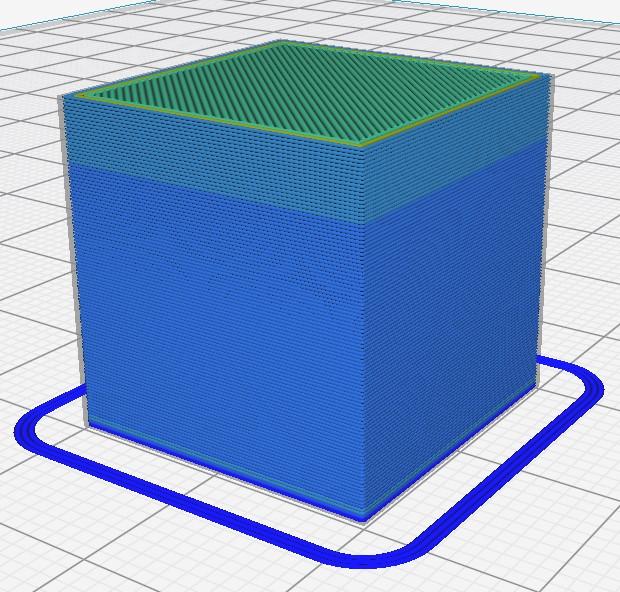
1) Высота слоя. (Указывается в миллиметрах)
Этот параметр влияет на высоту слоя да ладно. именно такая высота будет использоваться на протяжении всей модели, если никак не изменять другие параметры). Пример разницы высоты слоя. На первой картинке высота слоя 0.1, на второй 0.2.
2) Высота первого слоя. (Так же в миллиметрах)
Влияет только на высоту первого слоя. Я использую её при печати всей модели очень маленьким слоем ( Своими руками: Сушилка на 6 катушек филамента, с программным управлением.
Обзор основных настроек слайсера Cura
Программа Cura предназначена для перевода 3D модели в G-код и печати на 3D принтере.
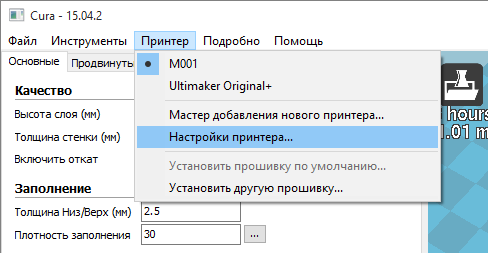
После того, как Вы установили программу Cura приступаем к настройке программы.
Выбираем из списка свой 3D принтер
Устанавливаем габариты области печати
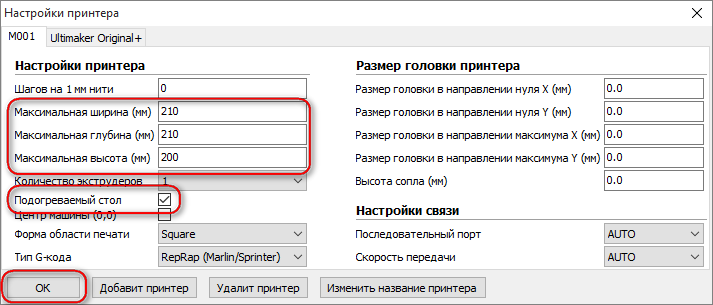
Настройка параметров печати
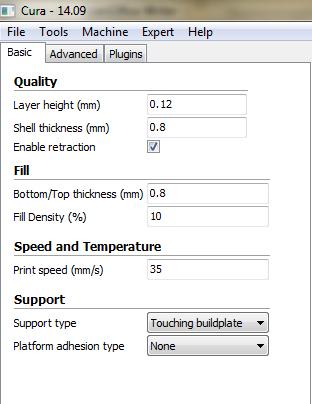
Вкладка «Основные» настройки
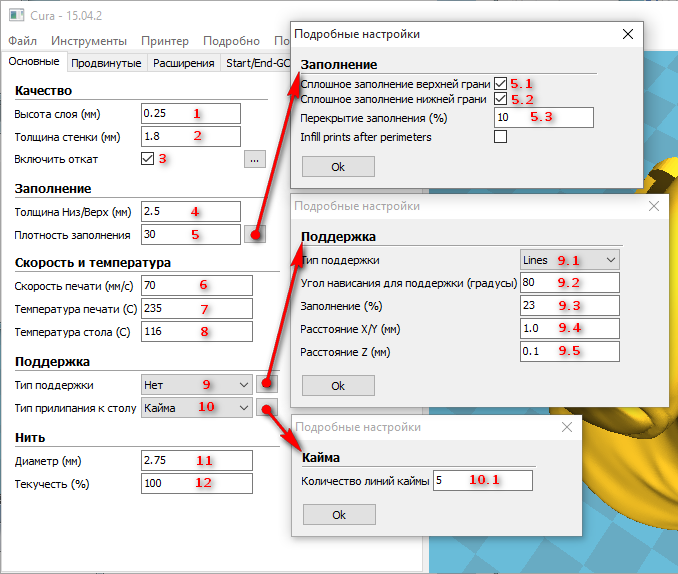
Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115 0 C. Для PLA 70 0 C на каптоновом скотче и 0 0 С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
10 – Тип усиления адгезии (прилипания) к столу:
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
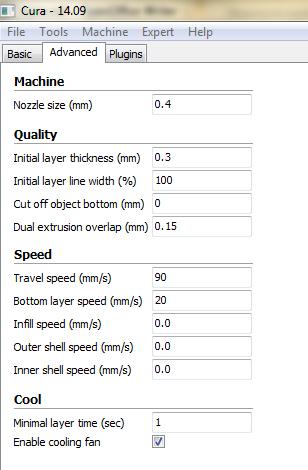
Вкладка «Продвинутые» настройки
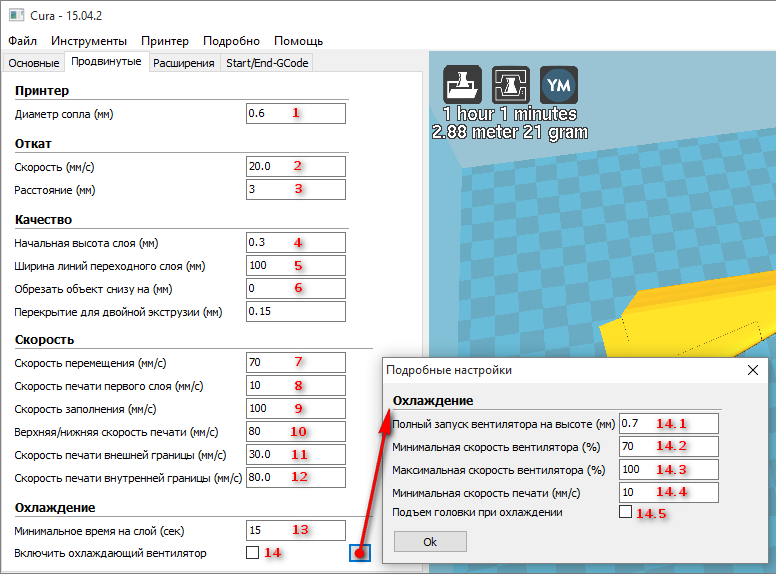
Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек
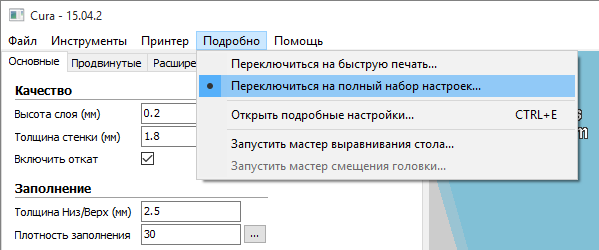
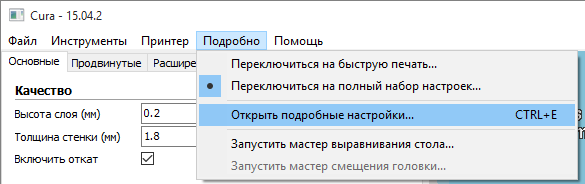
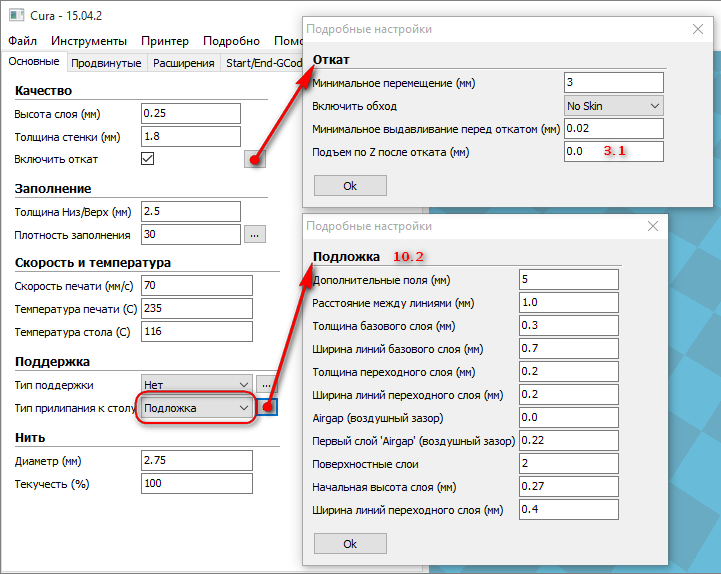
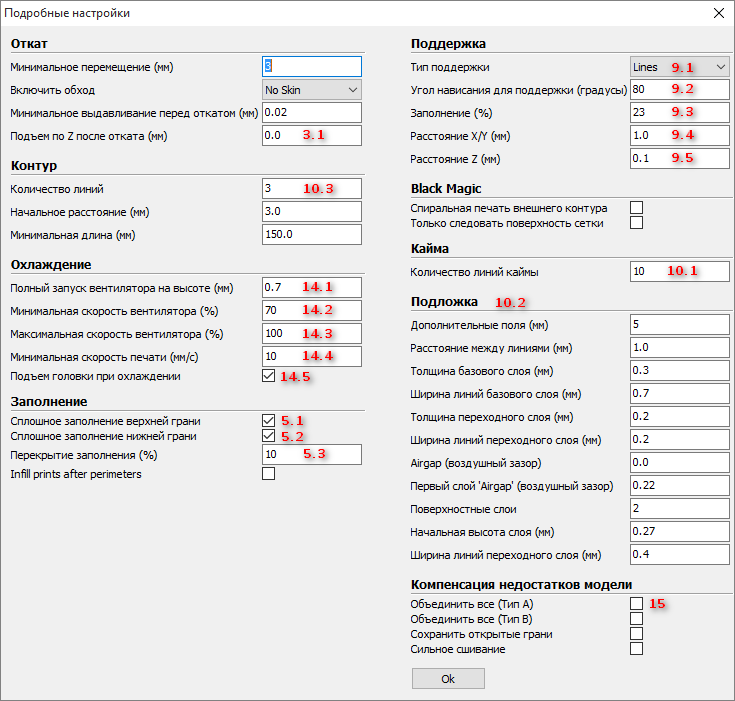
Подробные настройки
Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
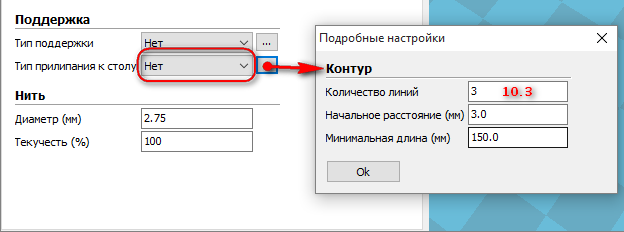
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
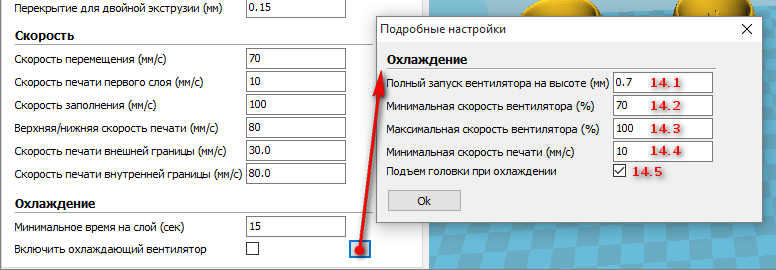
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройкиОхлаждениеМинимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка, Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели
Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки
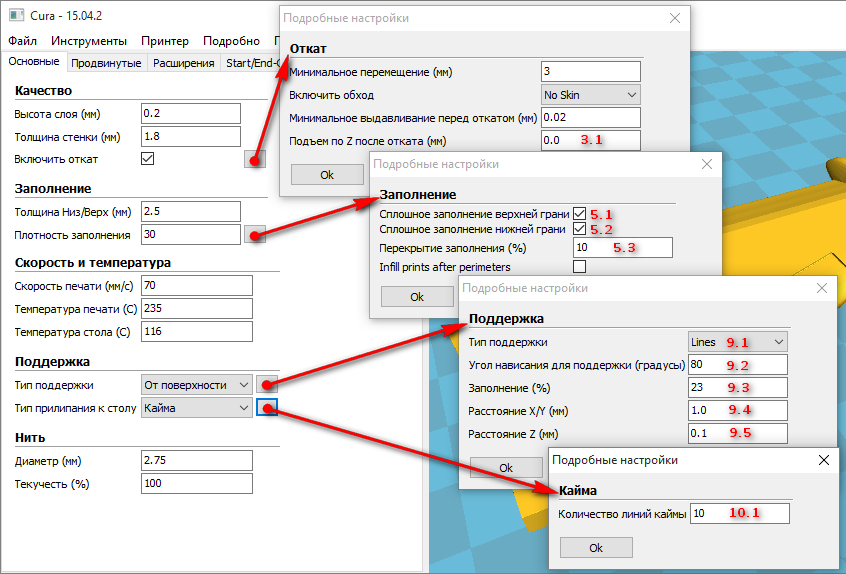
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»
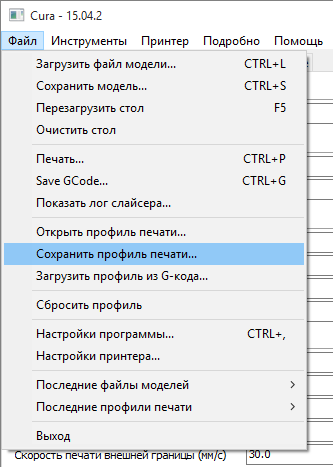
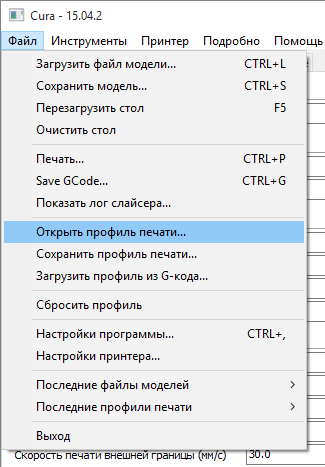
Сохранение настроек в файл и восстановление
Манипуляции на рабочем столе
Окно рабочего стола
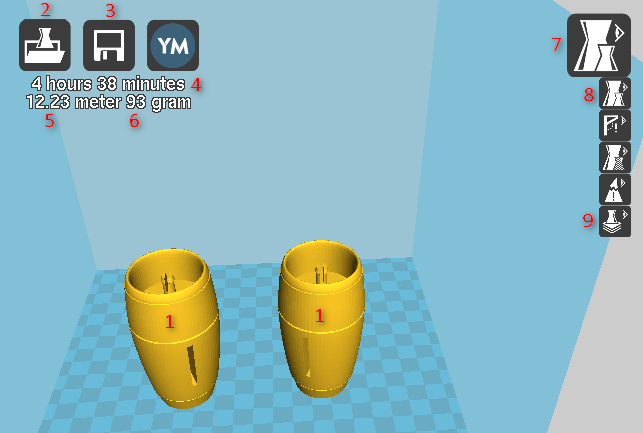
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.
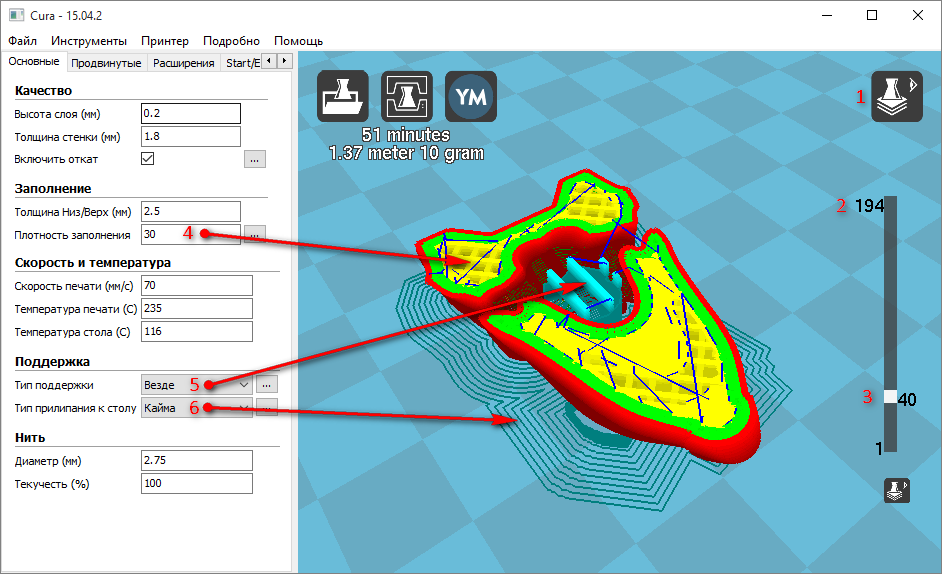
1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям
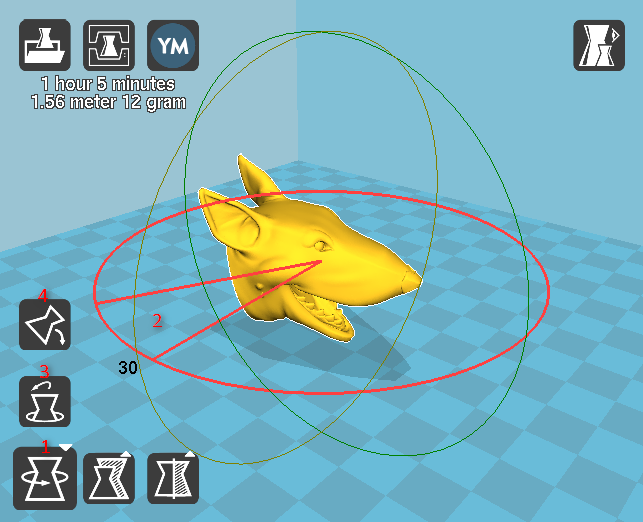
При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали
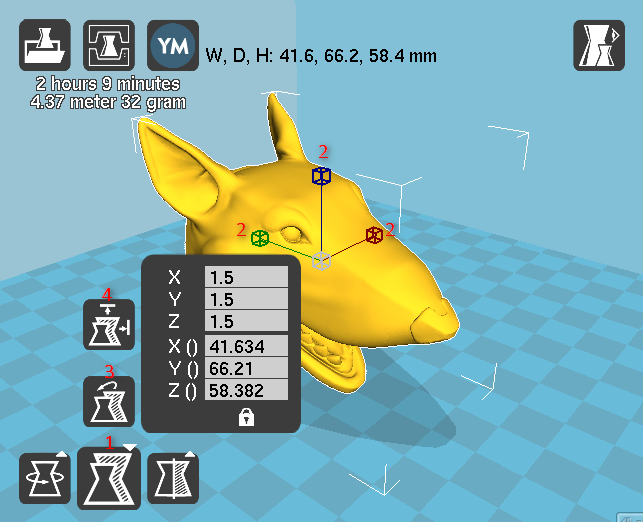
1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

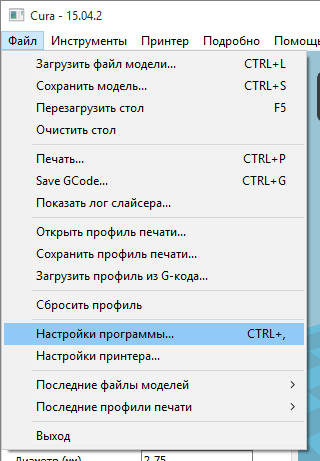
Перед печатью
Входим в настройки
Изменяем вид интерфейса
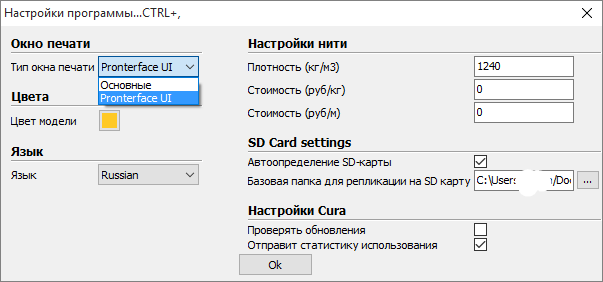
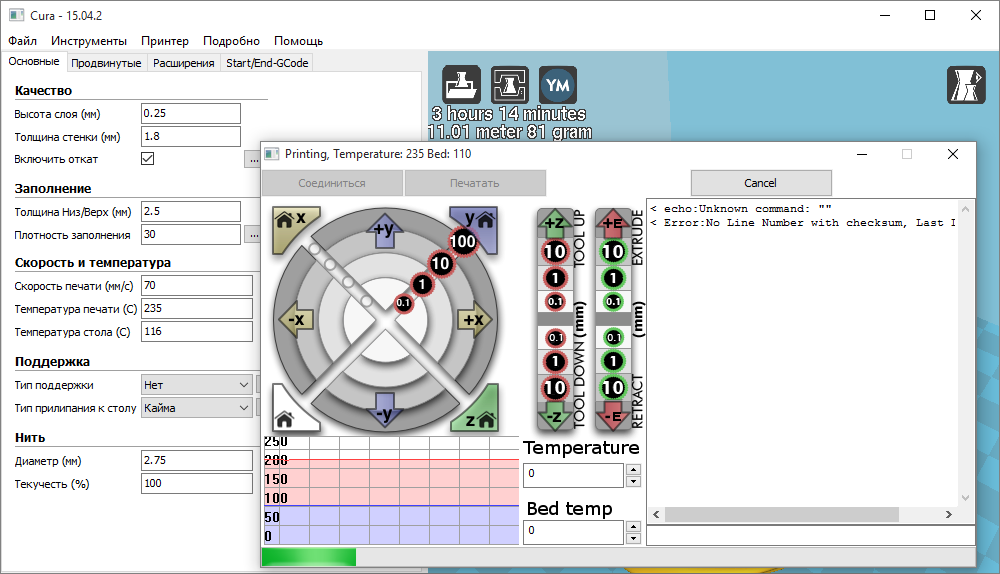
Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код
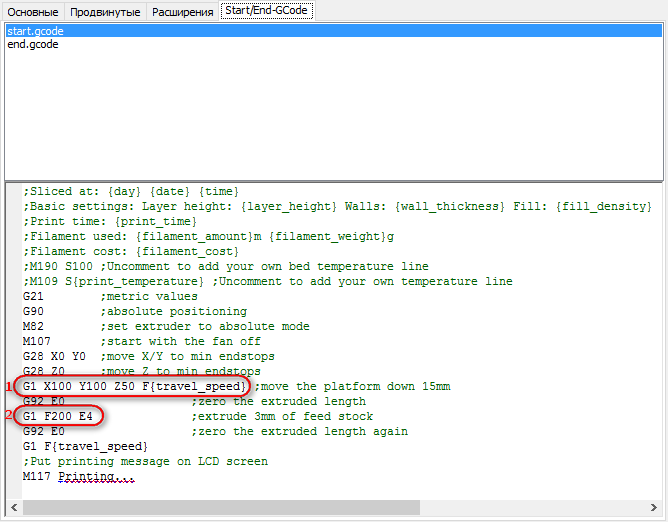
1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.



