Фрикционные соединения на высокопрочных болтах
Высокопрочные болты используются для возведения сооружений, стальных автомобильных и железнодорожных мостов. Замена таких соединений вместо сварных при монтаже промышленных зданий и других повышает их надежность на весь срок эксплуатации. Подобные соединения получили широчайшее распространение в мостостроении, которые выгодно отличаются от сварных целым рядом преимуществ: возможностью разборки, использованием при критически низких температурах, легкость при сборке.
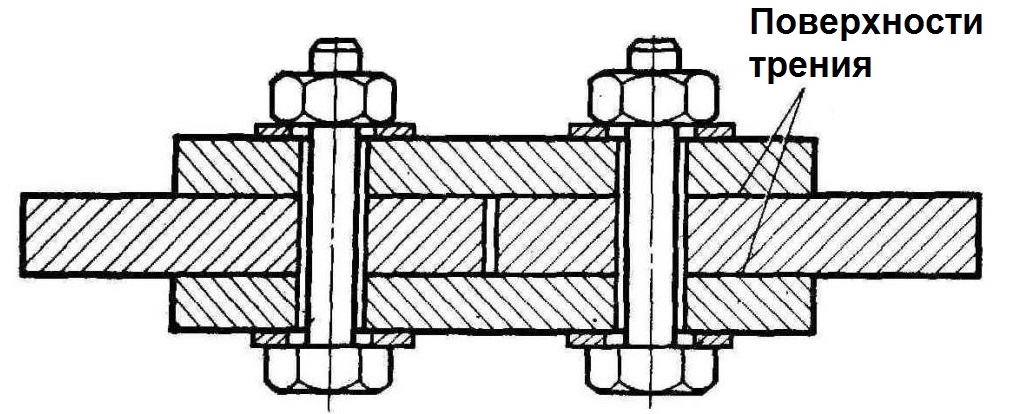
Соединения, в которых работа направлена на сопротивление сил трения, поэтому называются фрикционными или сдвигоустойчивыми соединения.
Для того, чтобы изготовить крепеж необходимо осуществить подготовку контактирующих поверхностей. Поверхности обезжиривают специальными растворами, затем проводят очистку, затем для соединений применяют эпоксидный клей.
Натяжение болта при сборке должно быть максимально большим, что обеспечивает усиление стали, из которой они изготовляются. При чем, трудоемкость сборки соединений снижена почти в три раза и имеют высокую несущую способность. Однако, следует отметить, подобные соединения является высоко затратными и более трудоемкими, чем обычные болты. Эти факторы снижают масштабы применения фрикционных соединений.
Использование подобных болтов рекомендуется в условиях, при которых высокая надежность при специфических нагрузок. Таким образом, в современном строительстве существует поиск новых технологических решений выполнения соединений. Несмотря на широкое применение фрикционных соединений, научные исследования показали работу болта на смятие, когда болт работает на срез по контактам в отверстиях. Во многих инженерных расчётах принимают систему в предельном положении, непосредственно перед разрушением при утрачивании силы трения по контактным поверхностям. Инженерные задачи могут быть решены только при расчете распределения усилий внутри самих болтовых систем. К таким задачам относятся сложные пространственные соединения, состоящие из нескольких элементов, в комплекте фасонками и накладками контактными поверхностями.
Массовое применение в строительстве металлических конструкций нуждается проведения научных исследованиях по увеличение эффективности соединений, разработке проектировании выбора соединений, снижение их стоимости, исследование предельного состояния комбинированных соединений на сварке и высокопрочных болтах.
Процесс сборке соединений должен контролироваться и выполняться строго по технологии. Правила выполнения фрикционного соединения заключаются в соблюдении следующих технических требований:
— поверхности деталей должны быть очищенными;
— устанавливают болты с шайбами, проводят затягивание их гайками примерно на 50-90 % от полного усилия;
— проверяют плотность соединения;
Контроль за качеством исполнения сборки осуществляется на всех этапах, результаты всех проверок вносятся в специальный журнал.
Согласно требований СТП 006-97 для выполнения монтажа фрикционных соединений служат рабочие чертежи КМ, КМД, ППР, Технологические карты должны разрабатываться специализированными организациями, имеющими соответствующие лицензии.
Любые отступления от утвержденной проектной документации возможны по согласованию с заказчиком и внесением соответствующих изменений в проектную документацию в чертежи КМ, КМД и ППР.
Выполнению монтажных работ должны осуществлять специалисты, имеющие специальное образование и практический опыт практической деятельности по монтажу металлоконструкций. На всех стадиях технологического процесса технические службы строительной организации должны организовать службу контроля качества выполнения соединений.
Автомобильный справочник
для настоящих любителей техники
Фрикционные соединения

Фрикционные соединения, это соединение на высокопрочных болтах, создающих необходимую силу трения между сопрягаемыми металлическими элементами за счет их обжатия. Вот о том, какими бывают фрикционные соединения, мы и поговорим в этой статье.

 |  |
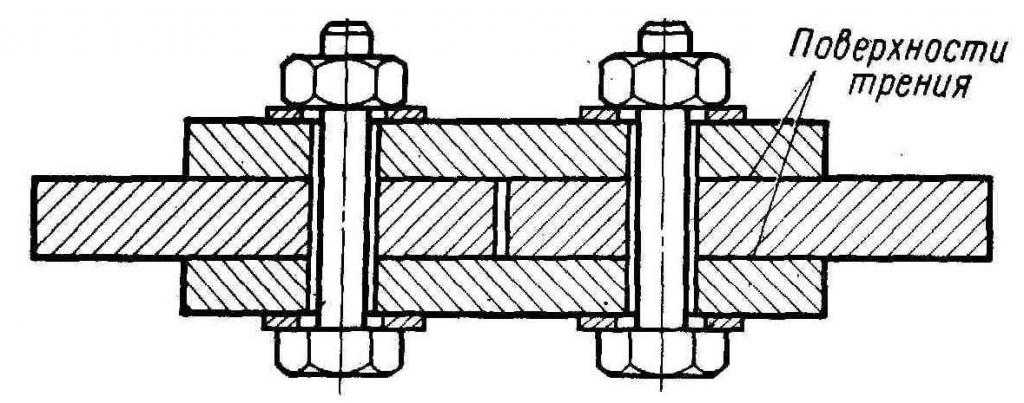
Принцип действия фрикционных соединений
Прессовая посадка
Применение прессовых насадок
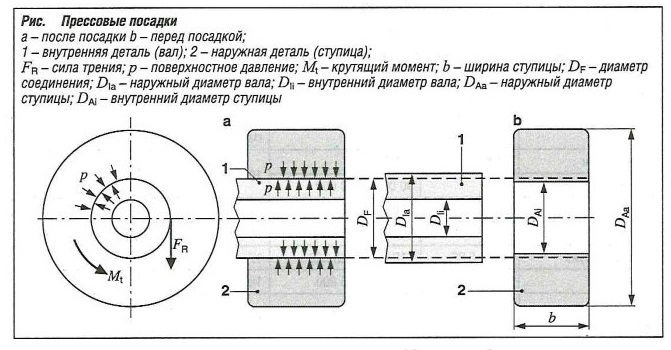
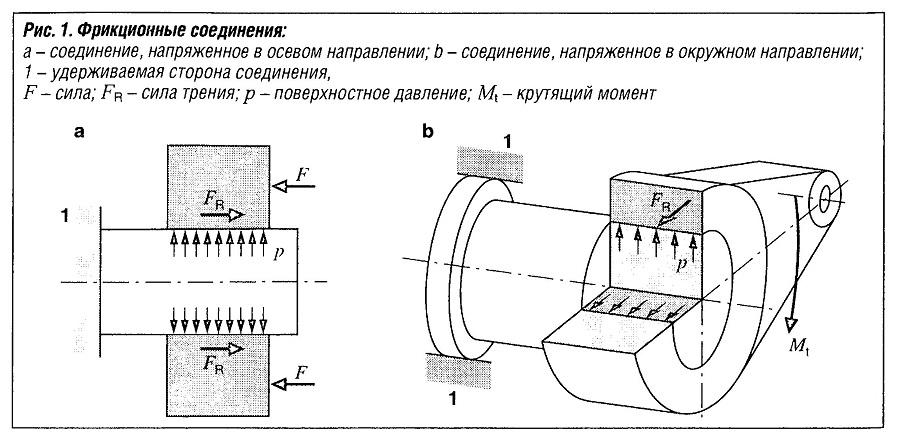
Для прессовой посадки (посадки гладких цилиндрических соединений с натягом) требуемое поверхностное давление создается за счет упругой деформации вала и ступицы. «Посадка с натягом» представляет собой спаривание сопрягающихся цилиндрических деталей, имеющих натяг перед сборкой (см. рис. «Прессовые посадки» ).
Поскольку прессовые посадки легко выполняются и могут передавать даже прерывистые или переменные крутящие моменты, они подходят для соединений цилиндрических поверхностей, которые не должны отсоединяться в дальнейшем (например, посадка шестерни на вал, колеса на ось или втулки в корпус).
Упругая конструкция посадок с натягом цилиндрических деталей
Прессовая посадка должна быть рассчитана таким образом, чтобы обеспечить наличие минимального поверхностного давления pmim, необходимого для передачи максимальных возникающих напряжений, но в то же время была исключена возможность превышения максимального поверхностного давления рmaх во избежание избыточного напряжения компонентов.
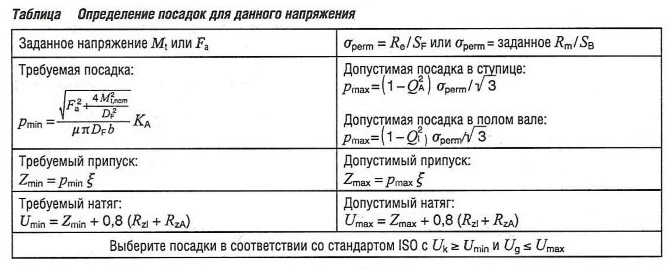
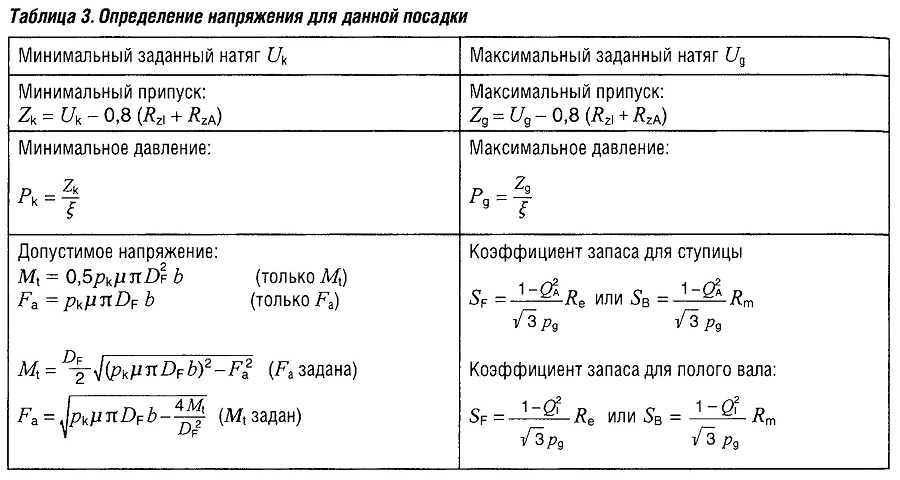
В принципе возможны две цели вычислений: определение требуемой посадки при данном напряжении (см. табл. «Определение посадок для данного напряжения» ), или определение допустимого напряжения при данной посадке (см. табл. «Определение напряжения для данной посадки» ).
Q A = D F /D Aa и Q I = D Ii /D F
и удельный припуск могут быть использованы для расчета посадок в соответствии с их функциями и требуемой безопасностью компонентов.
В формулу вычисления диаметра соединения DF входит номинальный диаметр. При соединении деталей с натягом происходит пластичное выравнивание шероховатостей на поверхности деталей. В соответствии со стандартом DIN 7190 при расчете учитывается сглаживание двух поверхностей со средней высотой неровностей профиля 40% Rzi (вала) и RzA (отверстия).
Максимальные напряжения возникают в областях внутренних диаметров полого вала и ступицы. Сплошные валы некритичны и обычно не требуют расчета.
Сборка фрикционных соединений
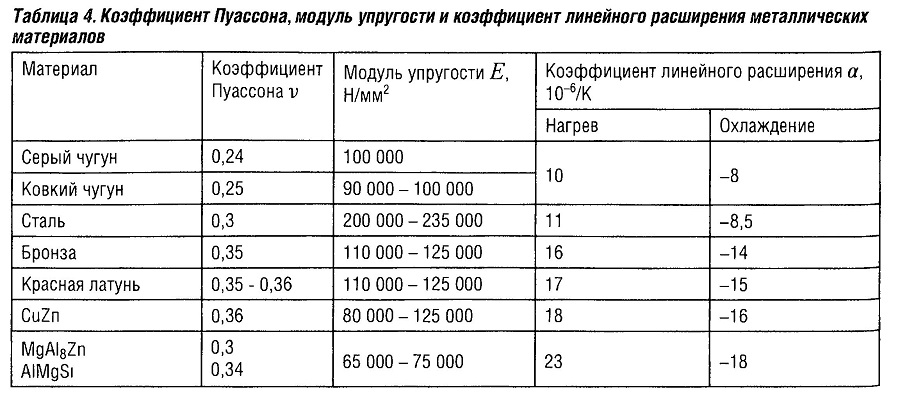
Перед выполнением поперечной прессовой посадки наружная деталь расширяется посредством нагрева, или диаметр внутренней детали уменьшается посредством ее переохлаждения, что позволяет собрать детали без напряжений. Если нагревается наружная деталь,то при охлаждении она обжимает внутреннюю деталь (горячая посадка). Если охлаждается внутренняя деталь, при нагреве до комнатной температуры она расширяется (посадка с охлаждением охватываемой детали). Чтобы сборка без напряжений была возможна, необходимо обеспечить зазор в соединении равный ΔD = 0,001 • DF (см. табл. «Коэффициент Пуассона, модуль упругости и коэффициент линейного расширения металлических материалов» ).
Температура, требуемая для горячей посадки:
Температура, требуемая для посадки с охлаждением охватываемой детали:
Конусное соединение
Применение конусного соединения
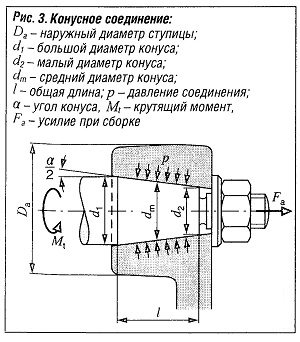 Конусное соединение (конусная посадка с натягом) пригодно для передачи динамических усилий и моментов. Эти соединения в основном используются для крепления деталей на концах валов (например шкива генератора). Они имеют следующие преимущества: могут быть подтянуты, легко разнимаются, не ослабляют вал и дают очень хорошую центровку (т.е. отсутствует дисбаланс).
Конусное соединение (конусная посадка с натягом) пригодно для передачи динамических усилий и моментов. Эти соединения в основном используются для крепления деталей на концах валов (например шкива генератора). Они имеют следующие преимущества: могут быть подтянуты, легко разнимаются, не ослабляют вал и дают очень хорошую центровку (т.е. отсутствует дисбаланс).
Недостатками являются высокие производственные затраты и отсутствие возможности регулировки положения в осевом направлении. При этом применимы следующие выражения (см. рис. «Конусное соединение» ):
конусность: C = (d1 — d2) / l
угол конуса: tan a/2 = (d1 — d2) / 2l
В качестве руководящих указаний приведены следующие значения (DIN 254, DIN 406):
С = 1 : 5 — соединение разнимается легко;
С = 1 : 10 — соединение разнимается с трудом;
С= 1 : 20 — для держателя спирального сверла (конус Морзе).
Эффективная область конусного соединения имеет форму усеченного конуса. Требуемое поверхностное давление р обычно создается осевым усилием со стороны болта крепления Fa. Соотношение между осевым усилием Fa и передаваемым моментом Мt выражается следующим уравнением:
Это выражение учитывает возможное различие коэффициентов трения μu в окружном направлении и μA в осевом направлении. Если для разъема соединения требуется сила выталкивания (Fa становится отрицательной), имеет место самостопорение. Это означает, что после посадки крутящий момент может передаваться даже при снятом болте крепления. В отличие от этого, при соединении без самостопорения давление между эффективными областями после снятия осевого усилия исчезает. Условие самостопорения заключается в следующем:
a/2 ⩽ arctan μA
Безопасность компонентов
SF = (1- Q 2 ) / √(3 ⋅ (sin a/2 + μA ·cos a/2) πdml /Fa max)
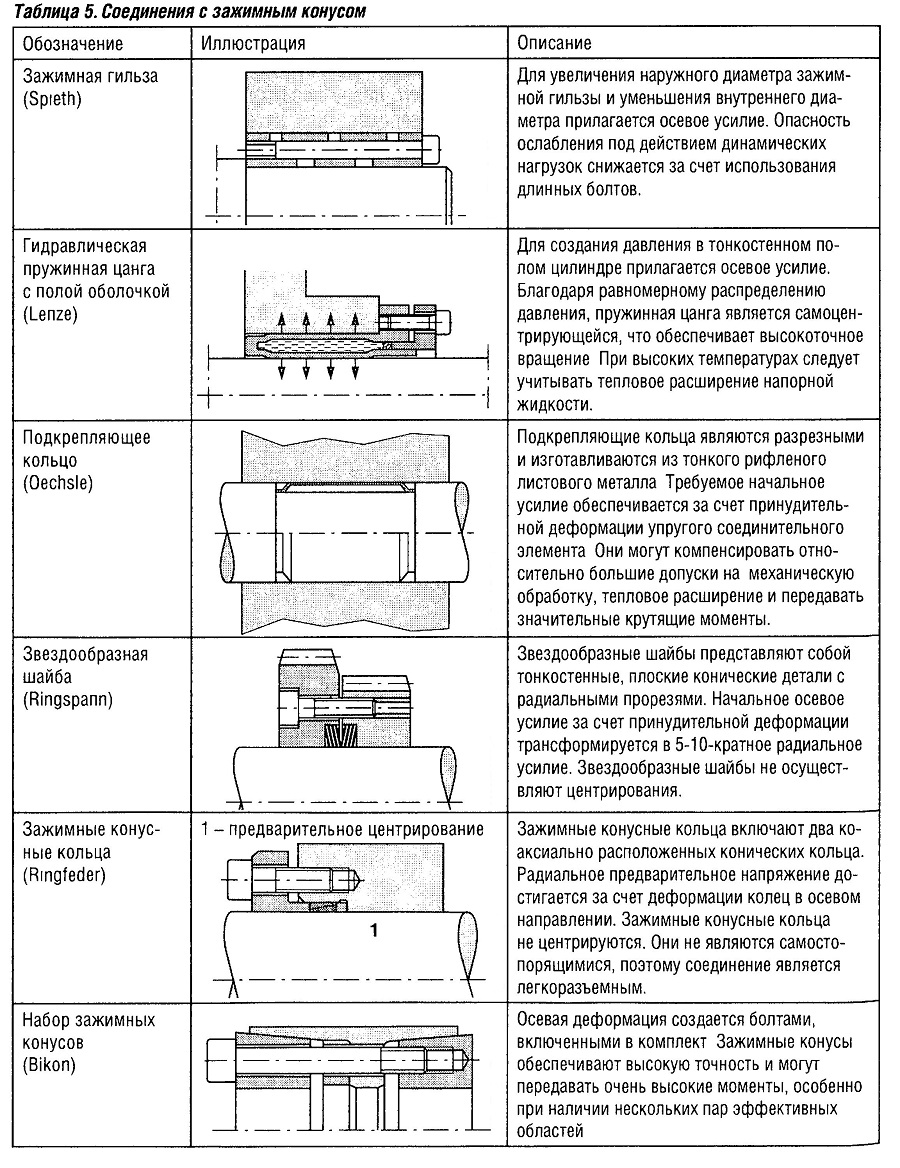
Соединения с зажимным конусом
Требуемое поверхностное давление в эффективных областях может быть также приложено при помощи упругих распоров (см. табл. «Соединения с зажимным конусом» ). Большое преимущество таких соединений заключается в том, что они могут использоваться для надежного крепления ступиц, зубчатых колес, соединительных муфт и т.д. на гладких цилиндрических валах. В отличие от цилиндрических посадок с натягом, эти соединения позволяют свободно регулировать положение деталей в осевом и окружном направлениях и кроме того легко разнимаются. Поэтому они особенно хорошо подходят для ступиц (например, шкивов ремней), которые требуют регулировки положения и/или периодической замены. Их недостатками являются большое требуемое пространство и высокая стоимость. Обычно они рассчитываются в соответствии с указаниями изготовителя (см. каталоги изготовителей и «Соединения с зажимным конусом» ).
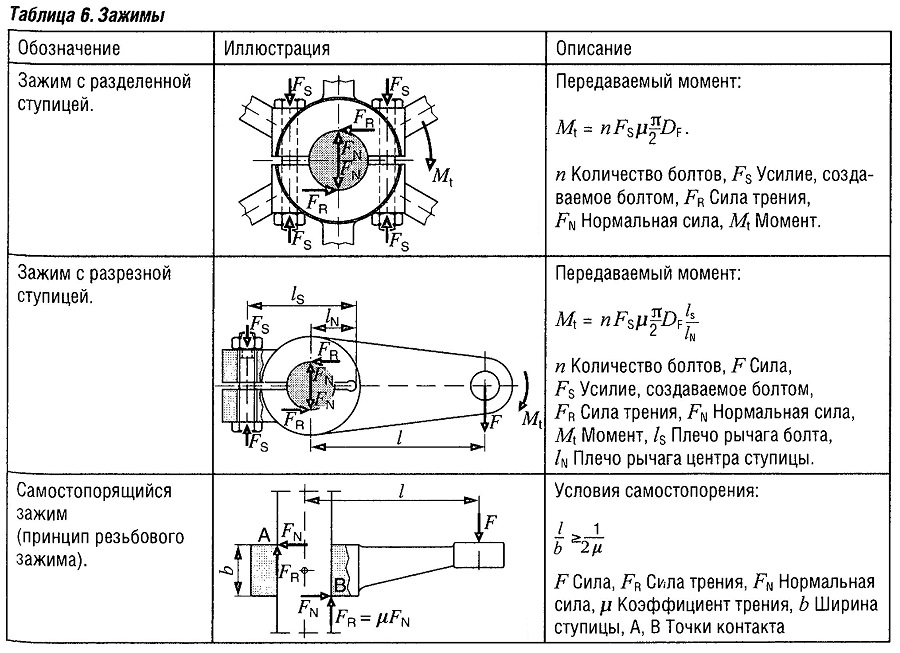
Зажимы
В случае использования зажимов внешние усилия, необходимые для создания требуемого поверхностного давления, прилагаются в основном при помощи болтов. Соединения с секционными или разрезными ступицами в основном используются в случаях низких и относительно стабильных крутящих моментов. Их преимущество заключается в том, что положение ступицы легко регулируется как в осевом, так и в окружном направлениях. Они представляют собой очень легкий способ крепления колес или рычагов на гладких валах. Существуют также самостопорящиеся зажимы. Здесь наклонная сила FK создает краевые давления в областях А и В (см. табл. «Зажимы» ), предотвращающие осевое смещение.
Шпоночные соединения
Продольные шпоночные соединения
 Односторонняя радиальная деформация достигается посредством забивания стандартизованной шпонки (угол шпонки = 0,57° ) между валом и ступицей. Однако, вследствие неточной сборки («молотковая» сборка) может возникнуть эксцентриситет, поэтому применение таких соединений ограничено.
Односторонняя радиальная деформация достигается посредством забивания стандартизованной шпонки (угол шпонки = 0,57° ) между валом и ступицей. Однако, вследствие неточной сборки («молотковая» сборка) может возникнуть эксцентриситет, поэтому применение таких соединений ограничено.
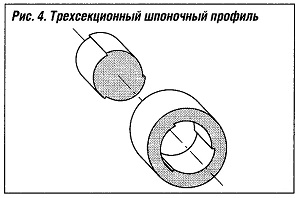
Круговые шпоночные соединения
Шпоночное соединение нового типа имеет трехсекционный профиль (см. рис. «Трехсекионный шпоночный профиль» ). Три круговых шпонки располагаются по окружности на цилиндрической поверхности вала (внутренняя часть). Ступица (наружная часть) содержит такое же количество соответствующих шпонок в цилиндрическом отверстии. В результате кручения возникает радиальная деформация, позволяющая передавать высокие осевые и радиальные усилия в любом направлении.
В отличие от прессовых посадок, круговые шпоночные соединения являются разъемными. Они используются, например, для соединения валов со ступицами на распределительных валах и в иных шарнирах автомобиля.
Фрикционные соединения на высокопрочных болтах
Фрикционные соединения имеют высокую несущую способность и отличаются меньшими трудозатратами при изготовлении, чем сварные. Благодаря этому они находят широкое применение в производстве строительных металлоконструкций. Получение необходимых усилий трения в соединении достигается различными способами – абразивоструйной и газопламенной обработкой, а также с помощью клеевых композиций.
Описание и применение
В машиностроении выделяют 2 типа болтовых соединений по характеру передачи усилия в них:
 Вам будет интересно: Рыбный цех: организация работы, оборудование
Вам будет интересно: Рыбный цех: организация работы, оборудование
Последний тип делится на 2 подкатегории: фрикционные и фрикционно-срезные соединения, в которых одна часть усилий передается через трение, а другая – через смятие.
Недостатком данных соединений является высокая стоимость крепежа. С другой стороны, использование фрикционных соединений на высокопрочных болтах позволяет повысить надежность и снизить количество монтажных сварных швов. Соответственно уменьшается и трудоемкость сборки почти в 3 раза. Этот тип соединений применяется при постройке промышленных зданий, при сооружении мостов, кранов, других решетчатых конструкций, которые испытывают вибрацию или динамические нагрузки.
 Вам будет интересно: Радиопоглощающий материал: описание, характеристики, применение
Вам будет интересно: Радиопоглощающий материал: описание, характеристики, применение
Перспективными направлениями в развитии данного конструктивного решения является использование съемных консервационных покрытий и применение технологии «блочного» изготовления, когда на заводе производится сборка и покраска укрупненных узлов, а на строительной площадке делают лишь окончательный монтаж.
Коэффициент шероховатости
Необходимая шероховатость поверхности, обеспечивающая расчетную силу трения, достигается путем абразивной, газопламенной обработки сопрягаемых поверхностей или применением специальных покрытий. Коэффициент трения для расчетов принимают по таблице, указанной ниже.
Пламенем газового резака
Дробе- или пескоструйная
 Вам будет интересно: Факельные системы: устройство, описание, функции, фото
Вам будет интересно: Факельные системы: устройство, описание, функции, фото
Дробеметная, чистка обеих деталей, газопламенный нагрев до 300°С вокруг отверстий под болты. Площадь термической обработки – не менее размера шайбы
С последующей консервацией
Первая деталь – песко- или дробеструйная очистка, консервация клеем. Вторая сопрягаемая деталь – крацевание, без дальнейшей консервации
Вид обработки должен быть указан на чертежах. Сопрягаемые поверхности перед сборкой болтами полностью очищают ото льда, снега, масла, окалины, ржавчины и других загрязнений.
Пескоструйная обработка

К очистке металлоконструкций с фрикционными соединениями при помощи пескоструйной технологии предъявляют следующие требования:
После пескоструйной обработки с поверхностей должны быть удалены остатки пыли путем продувки воздухом или протиркой чистой ветошью.
Газопламенная обработка
При очистке деталей газовым резаком используется кислородно-ацетиленовое пламя. Продукты сгорания (окислы) в последующем удаляют с помощью проволочных щеток. При этом нельзя доводить металл до блеска. Газопламенная очистка может применяться только для деталей, толщина которых не менее 5 мм, во избежание их температурного коробления. Обработка производится на следующих режимах:
При проведении данной технологической операции используются специальные горелки с широким факелом пламени.
Очистка дробью и щетками

Перед обработкой металлическими щетками (крацеванием) с поверхностей удаляют краску растворителями или газопламенным способом. До металлического блеска зачищать детали нельзя, так как это препятствует формированию должного коэффициента трения. Работу проводят с помощью механизированного пневматического или электрического инструмента. Оставшуюся пыль удаляют продувкой воздухом или волосяной щеткой.
Для дробеструйной обработки применяют стальную или чугунную колотую (рубленую) дробь фракции 0,8-1,2 мм. В дробеметных установках используется чугунная литая дробь.
Покрытия
Для увеличения сил трения во фланцевых и фрикционных соединениях применяют также адгезивные вещества – клеи. В качестве фрикционного покрытия используют составы, основным компонентом которых является эпоксидная смола, а дополнительными – отвердитель, растворитель, ускоритель или изопропанол.
Сборочные работы производят в следующем порядке:
Качество метизов

Крепежные детали для фрикционных соединений обязательно должны сопровождаться сертификатом качества. Болты, шайбы и гайки подготавливают следующим образом:
Расчет фрикционного соединения

Наиболее важными параметрами соединений данного типа являются:
Расчетную величину крутящего момента находят по формуле:
где K – коэффициент закручивания, определяемый по ГОСТ 22356-77;
N – усилие натяжения болта, кН;
dном – его номинальный диаметр, мм.
Значение N определяют по формуле:
где σр – предел прочности на растяжение для материала болта, Н/мм2;
Sн – площадь поперечного сечения болта, нетто, мм2;
k – коэффициент условий работы (для стальных металлоконструкций и автодорожных мостов он равен 1).
Усилие, создаваемое в одном болтоконтакте, находят по формуле:
где ɣ – коэффициент, надежности, выбираемый в зависимости от количества болтов в соединении.
Минимально необходимое количество высокопрочных болтов определяют следующим образом:
где P – действующая продольная нагрузка, кН;
s – число контактов в соединении.
Сборка

Правила выполнения фрикционного соединения заключаются в соблюдении следующих технических требований:
Проверка качества

Контроль качества проводится на всех этапах подготовки и сборки. Результаты межоперационных проверок заносятся в журнал изготовления монтажных соединений.
Комплекс таких работ включает в себя следующие операции:
СП 53-102-2004 Общие правила проектирования стальных конструкций
15.3 ФРИКЦИОННЫЕ СОЕДИНЕНИЯ (НА БОЛТАХ С КОНТРОЛИРУЕМЫМ НАТЯЖЕНИЕМ)
15.3.1 Фрикционные соединения, в которых усилия передаются через трение, возникающее по соприкасающимся поверхностям соединяемых элементов вследствие натяжения высокопрочных болтов, применяют:
в конструкциях, непосредственно воспринимающих подвижные, вибрационные и другие динамические нагрузки;
в многоболтовых соединениях, к которым предъявляются повышенные требования в отношении ограничения деформативности.
15.3.2 Во фрикционных соединениях применяют болты, гайки и шайбы согласно требованиям 6.8.
Болты размещают согласно требованиям таблицы 37.
15.3.3 Расчетное усилие, которое может быть воспринято каждой плоскостью трения элементов, стянутых одним высокопрочным болтом, определяют по формуле
 , (170)
, (170)
— площадь сечения болта по резьбе, принимаемая согласно таблице Г.9 приложения Г;
— коэффициент трения, принимаемый по таблице 39;
— коэффициент надежности, принимаемый по таблице 39.
Способ обработки (очистки) соединяемых поверхностей
динамической =3-6;
статической =5-6
динамической =1; статческой =1-4
Дробеметный или дробеструйный двух поверхностей без консервации
Газопламенный двух поверхностей без консервации
Стальными щетками двух поверхностей без консервации
 , (171)
, (171)
— количество плоскостей трения соединяемых элементов;
— коэффициент условий работы, принимаемый по таблице 1;
— коэффициент условий работы фрикционного соединения, зависящий от количества болтов, необходимых для восприятия расчетного усилия, и принимаемый равным:
0,9 при  ;
;
1,0 при  .
.
15.3.5 При действии на фрикционное соединение момента или силы и момента, вызывающих сдвиг соединяемых элементов, распределение усилий между болтами принимают согласно указаниям 15.2.11 и 15.2.12.
15.3.7 Диаметр болта во фрикционном соединении принимают не менее толщины наиболее толстого из соединяемых элементов.
Узел: фланцевый или фрикционный или.
Балка на балку, кирпич на кирпич.

| Во фланцевом соединении внешняя растягивающая сила приложенная к узлу не суммируется с усилием предварительного натяжения болта, хотя внутренние усилия в них и увеличиваются (незначительно) |
Не нашел соответствующей темы, поэтому напишу сюда. Сначала можно немного поржать.
После посещения объекта X, ничего не имеющему к контролю за ходом строительства, случайным образом увидел смонтированные фермы пролетом 36м. Немного прищурив левый глаз, мне показалось, что фрикционные соединения в данной ферме имеют точно такой же удивительный цвет, как и сама ферма, то есть ярко-оранжевый))
Тогда я прищурил уже правый глаз, на всякий случай, не показалось ли мне. Но правый глаз показал тоже самое, что и левый. В голове мелькнули не хорошие мысли.
Подошел к прорабу, спросил:
— Вы фрикционные соединения красили?
Прораб молчит.
Тогда задаю следующий наводящий вопрос:
— это те что по серидинке фермы, по нижнему поясу, болтами закручиваются?
Вижу человек напрягся и я уже просто спрашиваю:
— Зачем?
В ответ получаю следующее:
— Это нас технадзор заставил!
В общем историю можно было бы продолжить, но перед этим хотелось бы уточнить, кто нибудь сталкивался с таким явлением? Может быть где нибудь проводились испытания по фрикционным соединениям с различными типами поверхностей? Литература какая?
Или по сути это уже можно считать как обычное болтовое соединение?
Буду завтра, спасибо за ответы.
Специальный Институт Строительных Конструкций Изделий



