ГОСТ 32694-2014 Подкладки костыльного скрепления железнодорожного пути
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДКЛАДКИ КОСТЫЛЬНОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Plates for spike fastening of railway. Specifications
Дата введения 2015-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом «Научно-исследовательский институт железнодорожного транспорта» (ОАО «ВНИИЖТ»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45-2014)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 августа 2014 г. N 930-ст межгосударственный стандарт ГОСТ 32694-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 марта 2015 г.
5 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технического регламента «О безопасности инфраструктуры железнодорожного транспорта»
1 Область применения
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.601-2013 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020-80 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.3.028-82 Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 6631-74 Эмали марок НЦ-132.Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 подкладка костыльного скрепления: Стальное изделие, являющееся деталью промежуточного рельсового скрепления и предназначенное для закрепления рельса на опоре.
3.2 подошва рельса: Элемент рельса, расположенный ниже его шейки и в процессе работы опирающийся на рельсовые опоры.
3.3 владелец инфраструктуры: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру на праве собственности или на ином праве и оказывающие услуги по ее использованию на основании соответствующих лицензии и договора.
3.4 минимально допустимые требования безопасности: Совокупность геометрических показателей подкладки, имеющих количественную оценку и обеспечивающих беспрепятственный монтаж узла скрепления.
4 Классификация подкладок по типам и основные параметры
4.1 Буквы и цифры в наименовании типа подкладки указывают на область ее применения:
Подкладки типа Д и ДН6 применяют в рельсовых скреплениях на деревянных шпалах и брусьях и обеспечивают наклон рельсовых нитей внутрь колеи. Подкладки типа СД применяют в конструкциях железнодорожного пути, где не предусмотрен наклон рельсовых нитей. Подкладки типа ДН применяют на кривых участках железнодорожного пути.
4.2 Подкладки с индексом «65», например Д65, применяют для рельсов Р65 и Р75. Подкладки с индексом «50», например Д50, СД50 применяют для рельсов Р50.
4.3 Конструкция и основные размеры подкладок Д65, ДН6-65, СД65, Д50 и СД50 представлены на рисунках 1-5, соответственно.
Площадь поперечного сечения и масса подкладок указаны в таблице А.1 (приложение А).
Размеры, на которые не установлены предельные отклонения в готовых подкладках, не контролируются, но должны обеспечиваться технологией. В случае их проверки предельные отклонения не должны превышать ±1 мм.
5 Технические требования
5.1 Основные показатели
5.1.1 Основные конструктивные показатели подкладок костыльного скрепления представлены в таблице 1.
Наименование основного показателя
Значение основного показателя подкладки типа
ДН6-65
СД65
СД50
1 Геометрические размеры:
1.3 Размер подрельсовой площадки*
2 Размер отверстий*:
2.1 второе отверстие:
2.2 третье отверстие:
2.3 четвертое отверстие:
3 Расстояние до центра отверстия под рельсовый костыль от торца подкладки:
3.1 первого отверстия
3.2 второго отверстия
3.3 третьего отверстия
4 Предельные отклонения по толщине подкладки
5 Предельные отклонения между осями отверстий
* Размеры, необходимые для обеспечения минимально допустимых требований безопасности.
5.1.2 Допустимые отклонения от геометрических размеров подкладок указаны в таблице 2.
Степень точности подкладки
Продольная и поперечная выпуклость поверхности прилегания к подошве рельса, не более
Продольная и поперечная выпуклость и вогнутость прилегания подкладок к шпале, не более
Вогнутость поверхности прилегания подкладок к подошве рельса
Отклонение от перпендикулярности торцов подкладок
в вертикальной плоскости, не более
в горизонтальной плоскости, не более
5.1.3 Допустимые дефекты внешнего вида подкладок в зависимости от степени точности указаны в таблице 3.
5.1.4 Подкладки не должны иметь следов заварки или заделки дефектов (исправление дефектов заваркой или заделкой не допускается).
5.1.5 На поверхностях торцов подкладок и крепежных отверстий не должно быть расслоений.
5.1.6 Подкладки должны выдерживать испытание на изгиб под углом 45° без излома, трещин и надрывов.
Степень точности подкладок
Раскатанные загрязнения, пузыри, закаты, риски, ряби, рванины, отпечатки и плены
на поверхности прилегания подкладки к подошве рельса и шпале, на участке между ребордами, не более
на боковых кромках, не более
на остальных поверхностях, не более
Заусенцы по периметру крепежных отверстий и на торцах со стороны прилегания подкладки к шпале, не более
Местный изгиб концов на участке от дополнительных квадратных отверстий до краев подкладки на расстоянии не менее 20 мм от торцов подкладки, не более
5.2 Требования к материалам
5.2.2 Допускается изготавливать подкладки из полос, прокатанных из стали марок Ст3пс, Ст3кп, Ст3сп, Ст5 с массовой долей углерода не менее 0,18% (при этом суммарное количество 3/4 углерода и 1/4 марганца должно составлять не менее 0,28%).
5.2.3 Доля химических элементов в составе стали не должна превышать, %:
5.3 Требования безопасности и надежности
* В Российской Федерации применяют ГОСТ Р 53001-2008 (ЕН 13236:2001) «Инструмент алмазный и из кубического нитрида бора (Эльбора). Требования безопасности» и ГОСТ Р 52588-2011 «Инструмент абразивный. Требования безопасности».
5.3.3 Назначенный срок службы, по истечении которого подкладки считаются непригодными для использования по назначению и подлежат замене, составляет 15 лет.
5.4.1 На каждой подкладочной полосе, на наружной стороне одной из полок, должен быть выкатан выпуклыми буквами или цифрами товарный знак или условное обозначение предприятия-изготовителя полосы.
5.4.3 На две подкладки каждой принятой партии навешивают металлические ярлыки, на которых выштамповывают:
На ярлыке допускается нанесение приемочного клейма представителя владельца инфраструктуры, если это предусмотрено договором.
Ярлыки должны быть привязаны проволокой к двум подкладкам каждой принятой партии.
Подкладки отгружают заказчику партиями без упаковки.
6 Правила приемки
6.1 Для проверки соответствия подкладок требованиям настоящего стандарта проводят приемо-сдаточные испытания.
Подкладки, принятые ОТК предприятия-изготовителя, предъявляют для приемочного контроля представителю заказчика по требованию. Приемку проводят по результатам приемо-сдаточных испытаний. Результаты приемки подкладок хранят на предприятии-изготовителе не менее трех лет с момента их изготовления или с момента проведения приемки.
6.2 При приемо-сдаточных испытаниях проверяют:
— основные размеры и дефекты внешнего вида [см. 5.1.1 (таблица 1)] и 5.1.3 (таблица 3) соответственно;
— вогнутость и выпуклость поверхности прилегания подкладок к подошве рельса и шпале [см. 5.1.2 (таблица 2)];
— наличие или отсутствие следов исправления дефектов заваркой или заделкой (см. 5.1.4);
— отсутствие расслоений на поверхностях торцов подкладок и крепежных отверстий (см. 5.1.5);
— отклонение от перпендикулярности торцов подкладок (см. 5.1.2, таблица 2);
— химический состав и марку стали (см. 5.2.1-5.2.3);
— маркировку (см. 5.4.1-5.4.3).
6.3 Удельный выход из строя подкладок в эксплуатации (см. 5.3.2) определяют по результатам эксплуатационных испытаний при постановке на производство.
6.4 Подкладки, соответствующие требованиям 5.1.1-5.1.6, относят к первому сорту.
6.5 Ко второму сорту относят подкладки хотя бы с одним из следующих отклонений от требований настоящего стандарта:
— по размерам с предельными отклонениями, превышающими не более чем вдвое (за исключением расстояния между ребордами) предельные отклонения, указанные в 5.1.1;
— по расстояниям между внутренними гранями реборд [см. 5.1.3 (таблица 3)], превышающим не более чем на 0,2 мм максимально допустимые значения для подкладок данного типа.
6.6 Подкладки предъявляют к приемке партиями. Партия должна состоять из подкладок одного типа, одной плавки в количестве от 500 до 3000 шт., при этом остаток менее 500 шт. следует присоединять к одной из партий данной плавки.
6.8 При обнаружении в выборке хотя бы одной подкладки с вогнутостью поверхности прилегания к подошве рельса или дефектами, превышающими установленные в таблицах 2 и 3 нормы, или отклонениями по размерам не менее чем в двух подкладках, или при отрицательных результатах испытаний на изгиб проводят повторные испытания удвоенного числа подкладок.
Если при повторной проверке будут обнаружены отклонения в размерах или отрицательные результаты испытания на изгиб на одной подкладке, все подкладки такой партии не принимают.
Допускается такую партию подвергнуть пересортировке и предъявить ее к приемке вновь.
Если отклонения, обнаруженные в партии подкладок, превышают нормы, установленные для второго сорта, такую партию подкладок бракуют (заливают известью для идентификации бракованных подкладок).
— наименование предприятия-изготовителя и его адрес;
— тип, сорт подкладок и степень точности;
— обозначение стандарта, по которому изготовлены и приняты подкладки;
— номера партии, вагона и дата отгрузки;
— число подкладок в штуках или масса подкладок в тоннах;
— номер заказа, адрес и наименование получателя.
6.10 Отбор подкладок для испытаний в целях подтверждения соответствия требованиям технических регламентов по 5.1.1-5.1.6 осуществляют методом «вслепую» (методом наибольшей объективности) по ГОСТ 18321 (пункт 3.4) из партии, прошедшей приемо-сдаточные испытания в количестве, указанном в 6.7.
6.11 Отбор подкладок для испытаний по 5.3.2 осуществляют методом «вслепую» (методом наибольшей объективности) по ГОСТ 18321 (пункт 3.4) из партии, прошедшей приемо-сдаточные испытания в количестве 100 шт.
6.12 Химический состав стали по 5.2.3 контролируют по результатам анализа ковшовой пробы, приведенной в паспорте плавки.
6.13 Подкладки считают выдержавшими испытания, если по всем показателям получены положительные результаты испытаний.
7 Методы контроля
Визуальный контроль внешнего вида подкладки (см. 5.1.4, 5.1.5) проводят без применения увеличительных приборов.
7.2 Контроль межцентровых расстояний костыльных отверстий по 5.1.1 (таблица 1) проводят специальными шаблонами, изготовленными и аттестованными предприятием-изготовителем, с соответствующим каждому типу подкладок расположением отверстий.
При испытании на изгиб подкладку кладут нижней поверхностью на приспособление V-образной формы или на роликовые опоры и изгибают на угол 45° (внешний) с помощью оправки радиусом 10 мм. Угол между наклонными плоскостями приспособления должен быть 135°.
Допускается перед испытанием абразивная обработка кромок подкладок.
7.4 Отклонение от перпендикулярности торцов подкладок [см. 5.1.2 (таблица 2)] проверяют поверочным угольником УП 160×100, класс точности 1-2 (по ГОСТ 3749 ).
7.5 Маркировку подкладок (см. 5.4.1-5.4.3) проверяют визуальным осмотром.
7.6 Марку стали и химический состав стали (см. 5.2.1-5.2.3) контролируют по результатам анализа ковшовой пробы, приведенной в паспорте плавки.
7.7 Определение удельного выхода из строя подкладок по 5.3.2 проводят на испытательном полигоне. На опытном участке протяженностью 25 м укладывают 100 шт. подкладок, которые испытывают в условиях, близких к условиям эксплуатации, до наработки не менее 100 млн т брутто. Результаты испытаний считают положительными, если удельный выход из строя подкладок составил не более 2,5%.
8 Транспортирование и хранение
8.1 Транспортирование подкладок может быть произведено всеми видами транспорта при соблюдении правил перевозки грузов, применяемых на соответствующих видах транспорта.
8.2 Подкладки следует хранить на открытом воздухе в отведенных для хранения местах. Место хранения должно быть защищено от попадания агрессивных жидкостей.
9 Указания по эксплуатации
9.1 Подкладки первого сорта предназначены для использования на железнодорожных путях общего пользования.
9.2 Подкладки второго сорта допускается использовать только на железнодорожных путях необщего пользования.
10 Гарантии изготовителя
10.1 Предприятие-изготовитель гарантирует соответствие подкладок требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
10.2 Гарантийный срок службы подкладок с момента укладки в путь при условии соблюдения установленных правил транспортирования, выгрузки, хранения, сборки, укладки, эксплуатации и текущего содержания пути составляет пять лет, или 100 млн т брутто пропущенного тоннажа.
Приложение А
(справочное)
Справочные сведения для определения массы партии подкладок
Рельсовое скрепление

Рельсовое скрепление — конструкция, соединяющая рельсы между собой или прикрепляющая их к подрельсовому основанию.
Рельсовые скрепления подразделяются на стыковые, служащие для соединения рельсов между собой вдоль пути, и промежуточные — для прикрепления рельсов к опорам (шпалам, рамам, плитам и т. д.).
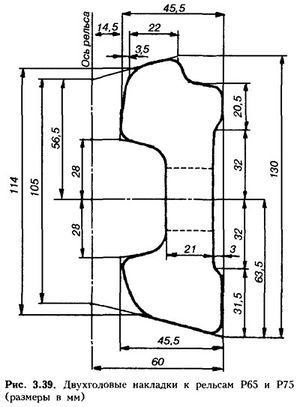
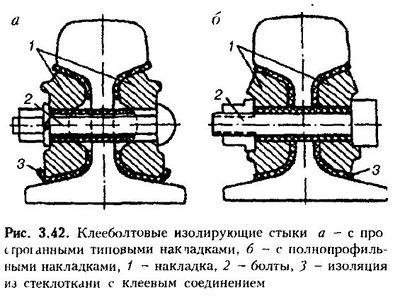
Стыковые скрепления выполняются в виде плоских накладок, соединяющих рельсы при помощи болтов. В начале XX века от ранее применявшихся четырёхдырных плоских накладок перешли к шестидырным фартучным накладкам, у которых подошва рельса перекрывается горизонтальной полкой, переходящей в вертикальный «фартук». В месте прикрепления рельсов к стыковым шпалам для размещения подкладок и костылей (против второго и пятого болтовых отверстий) в полке и фартуке сделаны вырезы. При увеличении нагрузок и скоростей в этом ослабленном сечении возникали косые изломы. С 1947 года на отечественных железных дорогах осуществлялся переход на двухголовые накладки с четырьмя болтовыми отверстиями (рис. 1) для рельсов Р75 и Р65 и шестью для рельсов Р50. Масса четырёхдырных накладок для рельсов Р50 — 18,77 кг, для рельсов Р65 и Р75 — 23,48 кг, а шестидырных для рельсов Р50 — 18,77 кг, для рельсов Р65 и Р75 — 29,5 кг. В уравнительных пролётах бесстыкового пути применяются накладки с шестью отверстиями. Отверстия в накладках сделаны поочерёдно овальной и круглой формы. Верхние и нижние головки накладок имеют скос, выполненный под тем же углом, как нижняя грань головки и верхняя грань подошвы рельса. Поэтому при затягивании стыковых болтов обеспечивается устойчивость рельсового стыка. Стыковые болты диаметром 27 мм для рельсов Р65 и Р75 и 24 мм для рельсов Р50 имеют круглую голову и овальный подголовок. Такой подголовок входит в овальное отверстие накладки, благодаря чему болт при завинчивании гайки не проворачивается. Разрезные шайбы, надеваемые на болт под гайку, обеспечивают упругое восприятие сил до 12 кН. Для изолирующих стыков на линиях, оборудованных автоматической блокировкой, применялись первоначально деревянные накладки, позже лигнофолиевые, а с 1950-х годов — металлические. Между металлической накладкой и рельсом помещается полиэтиленовая прокладка, на болты надеваются полиэтиленовые втулки. Торцы рельсов также разделены изолирующей прокладкой. В конструкции изолирующего стыка могут применяться и объемлющие накладки, охватывающие рельсы со стороны нижней плоскости подошвы. С 1969 года широко применяют клееболтовые электроизолирующие стыки, в которых двухголовые накладки уменьшены по высоте с обеих сторон на 3 мм. Образующийся между накладкой и рельсом люфт заполнятеся стеклотканью, пропитанной эпоксидным клеем с добавлением отвердителя. При использовании накладок с шестью болтовыми отверстиями и затяжкой болтов до 150—170 кН такой стык упруго воспринимает продольные силы до 1500 кН, а при применении объемлющих накладок — до 3000 кН.

Промежуточные скрепления могут быть раздельными (тип Д2 и Д4 для деревянных и тип КБ для железобетонных шпал), нераздельными (костыльные с подкладками, имеющими три костыльных отверстия, для деревянных шпал и тип ЖБ для железобетонных шпал) и смешанными (тип ДО — костыльные с подкладками, имеющими пять костыльных отверстий, для деревянных шпал).
Наиболее распространённой конструкцией промежуточного рельсового скрепления на пути с деревянными шпалами является костыльное скрепление (тип ДО). В этой конструкции (рис.2) применяются клинчатые двухребордчатые подкладки с пятью костыльными отверстиями: три для постановки костылей у подошвы рельса (из них два — с внутренней стороны) и два — для обшивочных костылей, для удобства расшивки которых на подкладке предусмотрены бортики. Для предохранения от прорезания древесины шпал подкладки имеют закруглённые по концам нижние грани и укладываются на прокладки из полимерных материалов (гамбелита или резины). Костыли имеют длину 165 мм, поперечное сечение 16×16 мм, овальную головку; пучинные костыли выпускаются длиной 205, 230, 255, 280 мм. Для более стабильного прижатия рельсов к подкладкам и шпалам могут применяться термически обработанные изогнутые костыли, обладающие пружинящими свойствами. В раздельных промежуточных скреплениях (тип Д2 и Д4) подкладка прикрепляется к шпале шурупами, а рельс к шпале клеммами и клеммными болтами (рис. 3). Скрепления этих типов имеют много деталей, большую металлоёмкость, но позволяют укладывать бесстыковой путь на деревянных шпалах и производить выправку пути установкой дополнительных подрельсовых прокладок между подошвой рельса и подкладкой.
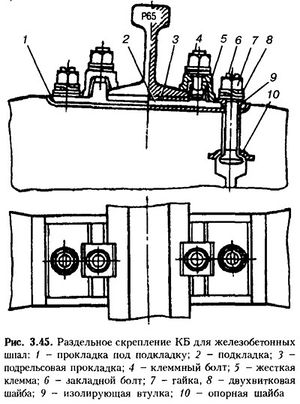
Промежуточные рельсовые скрепления для пути на железобетонных шпалах применяются двух основных типов: подкладочные типа КБ с жёсткой клеммой (рис. 4) и бесподкладочные типа ЖБ с пружинной клеммой (рис. 5). В скреплении КБ подкладка, имеющая две реборды, крепится к шпале двумя закладными болтами, которые вставляются в шпальные отверстия и после поворота на 90° упираются плечиками

в закладную шайбу. Под гайкой и шайбой закладного болта устанавливают текстолитовую втулку, обеспечивающую электрическую изоляцию болта от подкладки. Под подкладку укладывается изоляционная резиновая рифлёная прокладка, позволяющая также снизить жёсткость конструкции. Обычно резиновая прокладка имеет толщину 7 мм, в шпале с углублением для подрельсовой площадки — 14 мм. В отверстия реборд в виде ласточкиного хвоста вставляют клеммные болты, закрепляющие клеммы. Опираясь одной лапкой в подкладку, а другой — в подошву рельса, клеммы фиксируют рельс на подкладке. Для уменьшения жёсткости и большей стабильности прижатия подошвы рельса к шпале под гайку клеммного болта укладывают двухвитковую шайбу, а под подошву рельса — прокладки. Положение рельса можно регулировать по высоте до 14 мм укладкой дополнительных прокладок из полиэтилена. Установка пружинной прутковой клеммы типа «Краб» позволяет дополнительно снизить жёсткость конструкции. Скрепление ЖБ имеет два закладных болта, которые прижимают пружинные клеммы к шпале и подошве рельса. У пластинчатой клеммы нижняя ветвь доходит до кромки подошвы, а верхняя прижимает подошву рельса к шпале. Изоляция закладного болта аналогична изоляции скрепления КБ. Рельс от шпалы изолируется постановкой резиновой прокладки, служащей одновременно амортизатором. Пружинящие свойства клеммы обеспечивают стабильное прижатие подошвы рельса к прокладке и шпале. Скрепление ЖБ не позволяет регулировать рельсы по высоте и имеет недостаточное сопротивление горизонтальным боковым силам в крутых кривых. Основные недостатки скреплений КБ — высокую жёсткость и многодетальность — позволяют устранить скрепления типа БП (рис. 6), в которых закладной болт выполняет функции и клеммного болта, а клеммы — пружинные, пластинчатые или прутковые. При этом сохраняется возможность регулировки положения рельса по высоте. Скрепление БП является универсальным, поскольку при заглублении подрельсовой площадки на 25 мм оно может использоваться и без подкладки, но с упругими прокладками и клеммами. Бесподкладочное скрепление типа ЖБР (рис. 7) отличается повышенной надёжностью по сравнению со скреплением типа ЖБ. Так же, как скрепление БП, имеет заглублённую подрельсовую площадку и пружинную клемму, в которой подошва рельса перекрывается её верхней и нижней ветвями.
Рельсовые скрепления
РЕЛЬСОВЫЕ СКРЕПЛЕНИЯ предназначены для соединения рельсов между собой и прикрепления их к рельсовым опорам. В зависимости от назначения рельсовые скрепления подразделяются на стыковые и промежуточные.
Содержание
Стыковые крепления
Стыковые скрепления выполняются в виде специальных накладок, соединяющих рельсы при помощи болтов. Места соединения рельсов между собой называют стыками. Известны различные способы обработки торцов рельсов для соединения их в стыках: косой резкой (в плане), внахлестку, продольной срезкой части головки и др. Однако такие стыки при проверке их в эксплуатации оказались малоудовлетворительными (из-за выкрашивания металла в ослабленной головке рельса, выпучивания шейки и т.п.) На ж.д. во всем мире приняты наиболее надежные стыки с торцами рельсов, перпендикулярно срезанными относительно продольной оси рельса.
Классификация
В зависимости от конструкции стыки бывают болтовые, клееболтовые и сварные. В болтовых стыках (наиболее распространены) между концами рельсов, перекрытых накладками, оставляют зазоры для возможности изменения длины рельсов при изменении температуры. Вследствие разрыва сплошности и изменения изгибной жесткости рельсовых нитей в болтовых стыках при проходе по ним колес подвижного состава возникают излом упругой линии рельсов и дополнительные ударно-динамические воздействия на путь, поэтому стык является самым напряженным местом ж.-д. пути. Около 35-50% затрат труда по выправке пути связано с наличием стыков. Рельсовые стыки создают и значительное сопротивление движению поездов (около 5—7% основного сопротивления). В клееболтовых стыках накладки приклеиваются к рельсам и стягиваются болтами. В сварных стыках обеспечена непрерывность рельсовых нитей. Однако, если в сварном стыке рельсы примыкают друг к другу под углом или ступенькой в плане и профиле, то ударно-динамические воздействия колес на путь в таком стыке могут быть весьма значительными.
По отношению к опорам различают стыки, расположенные на шпале, на весу и на сдвоенных шпалах (рис. 3.38). Стык на шпале получается жестким, поэтому быстро расстраивается. Стык на весу обеспечивает большую упругость пути, однако в его накладках реализуются более высокие напряжения. Основными недостатками стыка на сдвоенных шпалах являются жесткость, трудность подбивки балласта под шпалы, дополнительный расход металла на стяжные болты.

Всеобщее распространение получили стыки на весу. Изгиб рельсовых концов и накладок от колесной нагрузки при таком стыке больше, чем при стыках на опоре. Для снижения изгибающего момента расстояния между осями стыковых шпал устраивают меньшими, чем между осями промежуточных шпал. На пути с рельсами Р50 стыковой пролет принят равным 440 мм, а при рельсах Р65 и Р75 — 420 мм, в то время как промежуточные пролеты (расстояния между осями промежуточных шпал) приняты равными 550 мм при 1840 шпалах на 1 км и 500 мм при 2000 шпалах на 1 км.
По взаимному расположению стыков на обеих рельсовых нитях различают стыки по наугольнику, вразбежку и расположенные бессистемно. Лучшими показателями обладают стыки по наугольнику, которые на обеих рельсовых нитях находятся на одной нормали к продольной оси колеи. Правильность положения таких стыков проверяется шаблоном-наугольником (отсюда название). Основные преимущества стыков по наугольнику по сравнению со стыками вразбежку: одновременность ударных воздействий колес при проходе стыков, в связи с чем количество ударов на рельс в два раза меньше, чем при стыках вразбежку; центральность ударов, что снижает раскачивание подвижного состава; возможность применения звеньевых путекладочных кранов при смене рельсов со шпалами; возможность усиления стыков сближением стыковых шпал вплоть до их сдваивания.
На ж. д. России для рельсов современных типов применяются простые по форме двухголовые накладки (рис. 3.39). Нормальная работа стыкового скрепления обеспечивается прочностью накладок, плотным прилеганиеми достаточным прижатием их рабочих граней к рельсу. Двухголовые накладки изготовляются распирающими, то есть они входят как клин между наклонными плоскостями головки и подошвы рельса, образуя пазухи. Это позволяет подтягиванием стыковых болтов выбирать зазоры между накладками и рельсами, обеспечивая необходимую плотность, заклинивая накладки в пазухе рельсов. Стыковые накладки должны иметь при этом достаточную длину. При проходе колеса через стык силы, направленные на отрыв головки от шейки рельса, больше при короткой накладке, чем при длинной. Кроме того, при длинных накладках на криволинейных участках легче обеспечить плавность изгиба рельсовых нитей без образования резких углов в стыках. Для рельсов Р75 и Р65 накладки выполняют взаимозаменяемыми длиной 800—1000 мм соответственно с четырьмя и шестью болтовыми отверстиями (четырех- и шестидырные), а к рельсам Р50 — длиной 820 мм (только шестидырные). В накладке чередуются круглые и овальные отверстия. В овальные отверстия стыковые болты входят своими овальными подголовниками, мешающими болтам проворачиваться при завинчивании гаек. Чередование круглых и овальных отверстий предопределяет поочередную постановку болтов гайками — то наружу колеи, то внутрь.
Изготовление
Накладки изготовляют из полностью раскисленной спокойной мартеновской стали с содержанием углерода 0,45-0,62 %, временным сопротивлением на разрыв не менее 860 МПа, пределом текучести не менее 540 МПа, твердостью по Бринеллю в пределах 235—388 НВ. Стыковые болты выпускаются нормальной или повышенной прочности (с временным сопротивлением на разрыв соответственно 735 и 833 МПа). Применение болтов повышенной прочности наиболее целесообразно для увеличения стыковых сопротивлений, уменьшающих длину подвижных участков сварных рельсовых плетей и обеспечивающих необходимый зазор в стыках. Болты нормальной прочности изготовляют из стали марки 35, а повышенной прочности — из легированной стали марки 40Х. Болты подвергаются термической обработке. На участках пути, где стыкуются разнотипные рельсы, а также однотипные рельсы, имеющие различный вертикальный износ, устраивают переходные стыки (рис. 3.40), использующие переходные накладки, форма и размеры которых обеспечивают совпадение торцов рельсов по поверхности катания и боковым рабочим граням.

Промежуточные скрепления
Промежуточные скрепления осуществляют связь между рельсами и подрельсовыми основаниями. Они должны обеспечивать: стабильность ширины колеи; прижатие рельсов к основанию, исключающее отрыв и угон рельсов; наилучшие условия температурной работы рельсов; проведение регулировки положения рельсов по высоте и ширине колеи; замену скреплений без перерывов в движении поездов; механизированную сборку и содержание узлов скреплений; рациональную пространственную упругость и вибростойкость узлов скреплений; электроизоляцию рельсов от основания; экономическую эффективность конструкции верхнего строения пути. В зависимости от конструкции скрепления делятся на подкладочные и бесподкладочные (без металлических подкладок под рельсами). Подкладки обеспечивают большую площадь передачи давления от рельса на опору, подуклонку рельсов без затески деревянных шпал, объединяют все элементы крепления при работе на сдвиг. Подкладочные скрепления в свою очередь могут быть раздельными, в которых рельс с подкладкой и подкладка с опорой соединяются разными элементами, т. н. прикрепителями; нераздельными — для этих соединений используются одни и те же прикрепители; смешанными — рельс через подкладку соединяется с опорой, а подкладка, кроме того, самостоятельно прикрепляется к опоре.
Скрепления для деревянных шпал
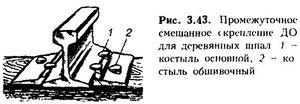
Подкладочное костыльное скрепление смешанного типа ДО (рис. 3.43) одно из самых распространенных конструкций промежуточных скреплений для деревянных шпал на отечественных ж. д. К достоинствам этого скрепления относятся малодетальность, сравнительно небольшой расход металла, простота в изготовлении и эксплуатации. Однако такая конструкция не обеспечивает упругой связи рельса со шпалой и плохо сопротивляется угону пути. Основными элементами скрепления ДО являются клинчатая ребордчатая подкладка и костыли, которые подразделяются на основные и обшивочные. Основные костыли прижимают подошву рельса к подкладке и шпале, удерживают рельс от бокового сдвига и опрокидывания, а обшивочные — прижимают подкладку к шпале, уменьшая ее вибрацию, и воспринимают сдвигающие усилия. При установке скреплений на прямых участках и в кривых радиусом более 1200 м рельсы пришивают на каждом конце промежуточной шпалы четырьмя костылями, а на стыковой шпале — пятью. В кривых радиусом 1200 м и менее, а также на мостах, в тоннелях и на участках со скоростями движения св. 120 км/ч рельсы на всех шпалах пришивают пятью костылями. Для уменьшения интенсивности износа шпал между подкладкой и шпалой укладывают прокладки из резины, резинокорда, гомбелита (прессованные кордные нити, пропитанные смолой) толщиной от 6 до 10 мм. Нормальные (обычные) костыли имеют овальную головку, а удлиненные (пучинные) — призматическую. Длина нормальных костылей 165 мм, масса 0,378 кг; длина пучинных — 205, 240 и 280 мм. Сопротивление выдергиванию нормального костыля из новой сосновой шпалы составляет ок. 20 кН. Костыль, забиваемый в шпалу без предварительного просверливания отверстия, перерубает волокна и, погружаясь в шпалу, надламывает их, вследствие чего его сопротивление выдергиванию уменьшается примерно на 30 %, а сопротивление отжатию — на 16 % по сравнению с сопротивлением при забивке в предварительно просверленные отверстия. Чтобы уменьшить разрушающее действие костылей, в шпалах предварительно сверлят и антисептируют отверстия глубиной 130 мм и диаметром 12,7 мм.
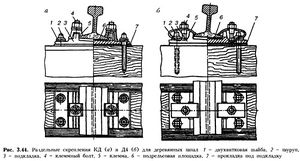
Раздельное скрепление КД (рис. 3.44) является вторым по применяемости на отечественных дорогах. Рельс прижат к подкладке двумя клеммами. Клеммы прижимаются натяжением болтов, устанавливаемых сбоку в вырезы подкладок. Между гайкой болта и клеммой ставят двухвитковую шайбу. Подкладка к шпале крепится четырьмя шурупами, под головку которых также устанавливаются двухвитковые шайбы. Под подошву рельса укладывают упругую прокладку. Это скрепление (в отличие от ДО) обеспечивает постоянное прижатие рельса к подкладке и не требует установки противоугонов. Кроме того, скрепление КД позволяет осуществлять регулировку положения рельсов по высоте до 10-14 мм за счет применения прокладок различной толщины. Достоинствами раздельных скреплений являются: сведение к минимуму вибраций подкладок; возможность регулировки положения рельсов по высоте; смена рельсов без вывинчивания шурупов; сильное прижатие рельсов к подкладкам, что обеспечивает достаточное сопротивление угону и температурным деформациям рельсов. Недостатки — многодетальность, создающая сложности при комплектовании узлов скреплений, и быстрое ослабление натяжения клеммных болтов, что обусловливает необходимость их постоянного подтягивания для предотвращения угона пути. Сопротивление выдергиванию шурупов, применяемых в качестве прикрепителей, благодаря винтовой нарезке в 1,5-2 раза выше, чем костылей, однако их сопротивление отжатию меньше и составляет 50-60 % от сопротивления костылей.
Значительно рациональнее использовать раздельные скрепления не с жесткими, а с упругими клеммами, примером которых является скрепление Д4. В этом скреплении клеммный болт заводится в фигурный вырез в подкладке (рис. 3.44,6). Для фиксирования положения клемм в высоких ребордах подкладки предусмотрены вырезы. Скрепление Д4 позволяет производить регулировку положения рельсов по высоте до 14 мм за счет изменения толщины подрельсовых прокладок. Во избежание смятия древесины шпал под подкладки укладывают резиновые или резинокордовые прокладки.
В нераздельном скреплении рельсы, уложенные на подкладки, прикрепляют к шпалам вместе с подкладками одними и теми же крепителями — костылями или шурупами; они обеспечивают устойчивость рельса против опрокидывания и препятствуют сдвигу рельсовой нити поперек пути. Костыльное нераздельное скрепление просто по устройству и требует небольшого расхода металла. Его недостаток в том, что подкладки неплотно прижимаются к шпалам, отчего возникает вибрация подкладок, вызывающая повышенный механический износ шпал, слабое сопротивление угону.
Скрепления для железобетонных шпал
Скрепления для железобетонных шпал. В отличие от дерева железобетон обладает повышенной прочностью на сжатие, что позволяет широко применять бесподкладочные промежуточные скрепления, осуществлять подуклонку рельса за счет наклона подрельсовой площадки, передавать на бетон значительные боковые усилия. В то же время высокая жесткость и электропроводность железобетона вызывают необходимость применения в узлах скрепления электро и виброизолирующих деталей. Типовым промежуточным скреплением для железобетонных шпал является раздельное клеммно-болтовое скрепление КБ (рис. 3.45), в котором рельс к подкладке прижимается жесткими клеммами, надеваемыми на клеммные болты; фигурные головки болтов заводятся в пазы подкладочных реборд. Под гайки клеммных болтов ставятся упругие шайбы. Металлические подкладки укладывают на наклонную (для обеспечения подуклонки рельсов) подрельсовую площадку, заглубленную в тело шпалы на 15-25 мм. Для электро и виброизоляции на бетон под подкладку кладут резиновую прокладку толщиной 6-8 мм. Подкладка крепится к шпале закладными болтами; при этом головки болтов опираются на замоноличенную в бетон металлическую шайбу, которая при затяжке монтажных гаек равномерно распределяет нагрузку на бетон. Электроизоляция подкладок от шпал осуществляется нашпальной прокладкой и втулкой из текстолита, надеваемой на стержень закладного болта. Недостатками конструкции типа КБ являются многодетальность (21 деталь в каждом узле скреплений), материалоемкость (общая масса металлических и полимерных деталей на 1 км пути составляет соответственно 41,6 и 2,1 т) и наличие около 16 тыс. болтов на 1 км пути, содержание которых (очистка от грязи, смазка, подтягивание гаек) требует больших затрат.
Одной из основных тенденций в совершенствовании скреплений для железобетонных шпал является создание безболтовых анкерных конструкций с упругими клеммами. Для российских ж. д. разработано (МИИТ, Л. П. Алексеева) анкерное рельсовое скрепление (АРС), предназначенное для магистральных линий без ограничений по грузонапряженности и скоростям движения поездов. АРС характеризуется высокой надежностью и стабильностью рельсовой колеи, малодетальностью (отсутствием резьбовых соединений), простотой сборки и эксплуатации и, как следствие, высокой экономической эффективностью. Предназначенный к серийному сравнению внедрению узел скрепления АРС-4 (рис.3.46) обеспечивает снижение материалоемкости по сравнению с КБ-65 на 30 %, что позволяет сэкономить на каждом километре пути не менее 15 т металла.



