С каким допуском выполняются отверстия в контруголках для стыковых болтов круглые диаметром 25мм сдо
ОТВЕРСТИЯ СКВОЗНЫЕ ПОД КРЕПЕЖНЫЕ ДЕТАЛИ
Through holes for fasteners.
Dimensions
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 3134 дата введения установлена 01.01.77
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1981 г. (ИУС 2-82)
1. Настоящий стандарт устанавливает размеры сквозных отверстий под болты, винты, шпильки и заклепки с диаметрами стержней от 1,0 до 160 мм, применяемых для соединения деталей с зазорами.
2. Размеры сквозных отверстий должны соответствовать указанным на чертеже и в таблице.

Диаметры стержня крепежных деталей
Диаметр сквозного отверстия
1. 3-й ряд отверстий не допускается применять для заклепочных соединений.
2. Рекомендации по выбору рядов сквозных отверстий приведены в приложении.
3. Размеры в скобках применять не рекомендуется.
3. Предельные отклонения диаметров отверстий:
1-3. (Измененная редакция, Изм. N 1).
4. При необходимости следует устранить контакт кромки отверстия с радиусом под головкой крепежной детали; отверстие рекомендуется раззенковывать.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕКОМЕНДАЦИИ ПО ВЫБОРУ РЯДОВ СКВОЗНЫХ ОТВЕРСТИЙ
1. При независимой обработке отверстий каждой детали соединения с расстоянием между осями наиболее удаленных отверстий менее 500 мм, для соединений, к которым предъявляются лишь требования собираемости, ряды сквозных отверстий рекомендуется выбирать по приводимой ниже таблице.

Количество и расположение отверстий
Способ образования отверстий
Рекомендуемый ряд сквозных отверстий
Любое количество отверстий и любое их расположение
Обработка отверстий по кондукторам
— отверстия расположены в один ряд и координированы относительно оси отверстия или базовой плоскости

Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности

Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
— отверстия расположены в два и более ряда и координированы относительно осей отверстий или базовых плоскостей

Пробивка отверстий штампами повышенной точности, литье под давлением и литье по выплавляемым моделям повышенной точности

Обработка отверстий по разметке, пробивка штампами обычной точности, литье нормальной точности
2. Для соединений, к которым предъявляются требования собираемости и дополнительные требования обеспечения определенной степени относительного перемещения деталей, а также для соединений, к которым предъявляются лишь требования собираемости, но с расстояниями между осями наиболее удаленных отверстий в деталях 500 мм и более, допускается принимать более грубые (по сравнению с рекомендуемыми в таблице) ряды сквозных отверстий.
3. При совместной обработке отверстий в деталях соединения (для заклепочных и неразбираемых болтовых соединений) номинальный диаметр сквозного отверстия рекомендуется принимать равным наибольшему предельному размеру диаметра стержня крепежной детали. При этом отверстия должны быть раззенкованы на размер, соответствующий переходному радиусу между головкой и стержнем.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
С каким допуском выполняются отверстия в контруголках для стыковых болтов круглые диаметром 25мм сдо
Rail joint bolts. Specifications
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования «Петербургский государственный университет путей сообщения Императора Александра I» (ФГБОУ ВПО «ПГУПС»)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 «Железнодорожный транспорт»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 декабря 2014 г. N 46)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 февраля 2015 г. N 84-ст межгосударственный стандарт ГОСТ 11530-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 года.
6 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие приказом Росстандарта от 09.07.2020 N 356-ст c 01.09.2020
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 9, 2020
1 Область применения
(Измененная редакция, Изм. N 1, данное изменение учтено в тексте переиздания 2019 года).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ ISO 4759-1 Изделия крепежные. Допуски. Часть 1. Болты, винты, шпильки и гайки. Классы точности А, В и С
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 18160 Изделия крепежные. Упаковка. Маркировка. Транспортирование и хранение
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24997 (ИСО 1502:1996) Калибры для метрической резьбы. Допуски
ГОСТ ISO 898-1-2014 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы
ГОСТ ISO 3269-2015 Изделия крепежные. Приемочный контроль
ГОСТ ISO 6157-1-2015 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 владелец инфраструктуры железнодорожного транспорта: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта общего пользования на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора.
заказчик: Предприятие (организация, объединение или другой субъект хозяйственной деятельности), по заявке или контракту с которым производится создание и (или) поставка продукции (в том числе научно-технической).
Раздел 3. (Измененная редакция, Изм. N 1).
4 Конструкция и размеры
4.1 Конструкция и размеры болтов должны соответствовать указанным на рисунке 1.


* Размеры, в том числе подлежащие контролю при подтверждении минимально необходимых требований безопасности.
** Размеры, указанные для изготовления оснастки и инструмента, на готовых изделиях не контролируют.
Рисунок 1. (Измененная редакция, Изм. N 1).
СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (с Изменениями N 1, 3, 4)
4.5 Монтажные соединения на болтах без контролируемого натяжения
4.5.1 При сборке как расчетных, так и нерасчетных срезных соединений, а также соединений, в которых болты установлены конструктивно, отверстия в деталях конструкций должны быть совмещены, а детали зафиксированы от смещения сборочными пробками (оправками) и плотно стянуты болтами. В соединениях с двумя отверстиями сборочную пробку устанавливают в одно из них. В расчетных соединениях разность номинальных диаметров отверстий и болтов не должна превышать 3 мм.
В собранном пакете болты заданного в чертежах марок КМ или КМД диаметра должны пройти в 100% отверстий. Допускается прочистка 20% отверстий сверлом, диаметр которого равен диаметру отверстия, указанного в чертежах КМД.
В соединениях с работой болтов на растяжение, а также в нерасчетных соединениях, чернота не должна превышать разности номинальных диаметров отверстия и болта.
4.5.3 Запрещается применение болтов и гаек, не имеющих клейма предприятия-изготовителя и маркировки, обозначающей класс прочности.
Каждая партия болтов, гаек и шайб должна быть снабжена сертификатом качества с указанием результатов механических приемо-сдаточных испытаний.
При выполнении соединений на болтах без контролируемого натяжения болты, гайки и шайбы устанавливают в соединения без удаления заводской консервирующей смазки, а при ее отсутствии резьбу болтов и гаек смазывают минеральным маслом по ГОСТ 20799.
4.5.4 Под гайки следует устанавливать не более двух круглых шайб (ГОСТ 11371).
Допускается установка одной такой же шайбы под головки болтов. В необходимых случаях следует устанавливать косые шайбы (ГОСТ 10906).
Резьба болтов, в том числе сбег резьбы, не должны входить вглубь отверстия более чем наполовину толщины крайнего элемента пакета со стороны гайки.
Применение пружинных шайб не допускается при овальных отверстиях, при разности номинальных диаметров отверстия и болта более 3 мм, при совместной установке с круглой шайбой (ГОСТ 11371), а также в соединениях на болтах, работающих на растяжение. Запрещается стопорение гаек путем забивки резьбы болта или приварки гаек к стержню болта.
В конструкциях, воспринимающих статические нагрузки, гайки болтов, затянутых на усилие свыше 50% расчетного предела прочности стали болта, допускается дополнительно не закреплять. Фундаментные болты должны комплектоваться в соответствии с ГОСТ 24379.0.
4.5.7 Гайки и головки болтов, в том числе фундаментных, после затяжки должны плотно (без зазоров) соприкасаться с плоскостями шайб или элементов конструкций, а резьба болтов выступать из гаек не менее чем на один виток с полным профилем.
4.5.8 Контактные поверхности соединяемых элементов должны быть очищены от загрязнения, заусенцев, льда и других неровностей, препятствующих плотному их прилеганию. Плотность стяжки собранного пакета надлежит контролировать щупом толщиной 0,3 мм, который не должен проникать между собранными деталями в зону, ограниченную шайбой.
4.5.9 Качество затяжки постоянных болтов в расчетных соединениях следует проверять монтажными ключами длиной и с усилием, указанными в 4.5.6.
Качество затяжки болтов в нерасчетных соединениях, а также сборочных болтов сварных соединений следует проверять остукиванием молотком массой 0,4 кг, при этом болты не должны смещаться.
СНиП III-18-75 Металлические конструкции Часть 2
1.66. Номинальные диаметры отверстий для болтов повышенной точности принимаются равными номинальным диаметрам стержней болтов.
Отклонения величин диаметров отверстий для болтов повышенной точности не должны превышать приведенных в табл. 5 настоящей главы.
Номинальный диаметр отверстий, мм
Допускаемое отклонение, мм
Свыше 12 до 18 (включительно)
1.67. Сверление или рассверливание монтажных отверстий должно производиться после окончания клепки или сварки элементов.
Допускается сверление монтажных отверстий в сборочных деталях и ветвях при условии сборки элементов в кондукторах.
Рассверливание отверстий при общей сборке следует производить после окончания сборки и проверки всех размеров, включая ординаты строительного подъема.
1.68. Качество и отклонения в размерах отверстий для заклепок и болтов грубой и нормальной точности, а также высокопрочных должны удовлетворять требованиям, указанным в табл. 6 настоящей главы.
1.69. Заводские отверстия, выполненные на проектный диаметр для заклепок и болтов грубой и нормальной точности, а также высокопрочных, должны удовлетворять в собранной конструкции следующим требованиям:
калибр диаметром на 1,5 мм меньше номинального диаметра отверстия до прочистки отверстий должен пройти не менее чем в 75% отверстий каждой группы, в противном случае производится повторная сборка и проверка отверстий калибром;
если при повторной сборке количество отверстий, в которые пройдет калибр, будет менее 75% числа отверстий в группе, допускается производить рассверливание отверстий на следующий больший диаметр с проверкой прочности соединений расчетом.
а) проверкой, после контрольной сборки с выверкой строительного подъема, всех монтажных отверстий калибром диаметром на 1 мм меньше проектного диаметра отверстия. При этом калибр должен пройти не менее чем в 85% отверстий каждой группы.
В случае если калибр проходит менее чем в 85% отверстий каждой группы, а также в случае несоблюдения требований табл. 6 производится повторная контрольная сборка из других элементов данной конструкции. Если при повторной контрольной сборке качество отверстий не будет удовлетворять поставленным выше требованиям, кондукторы, по которым обрабатывались эти монтажные отверстия, подлежат исправлению, а все конструкции, изготовленные с применением этих кондукторов, подвергаются общей сборке для исправления дефектных отверстий способами, предусмотренными для заводских отверстий. Конструкции, в которых монтажные отверстия исправлены, должны иметь индивидуальную маркировку отправочных элементов;
б) проверкой сборочными кондукторами, приспособлениями (фиксаторами) или специальными контрольными шаблонами, позволяющими контролировать взаимное положение отверстий одновременно в нескольких монтажных узлах.
Допускаемое количество отклонений в каждой группе отверстий
Стыковые болты ж/д ГОСТ 11530–93
Под рельсовым стыком понимается место, в котором концы рельсов соединяются и образуют таким образом рельсовую нить. Формируется сегодня такое сопряжение двумя способами: с применением болтов совместно со стыковыми накладками, либо путем сварки. В последнем случае трактовка понятия «стык» носит достаточно условный характер. Ведь при сварочном соединении стыковой зазор как таковой отсутствует. Но на отечественных Ж/Д магистралях сегодня превалируют рельсовые сопряжения механические накладочно-болтового типа.
Конструкция болта
Конструктивное исполнение данного крепежного изделия включает следующие компоненты: стержень в виде цилиндра, подголовок с овальными очертаниями и круглую головку.
Конфигурация подголовка болта совпадает с формой находящихся в двухголовых накладках отверстий. Такое решение препятствует прокручиванию крепежного изделия, когда на нем плотно затягивается гайка. Следует знать особенность установки болтов в вышеуказанные двухголовые накладки. Делается это так, чтобы головки находящихся по соседству двух подобных крепежных деталей в итоге оказались на противоположных боковых плоскостях рельсов.
Исполнение и технические характеристики
ГОСТ 11530-93 устанавливает две формы исполнения стыковых болтов. Ниже представлен первый вариант.
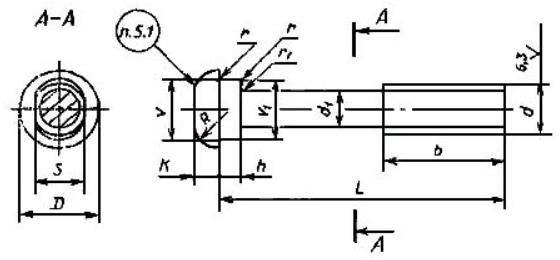
Радиус усеченной сферы головки болта R равен ее высоте ( параметр K )
Исполнение №2 стыкового болта выглядит следующим образом:
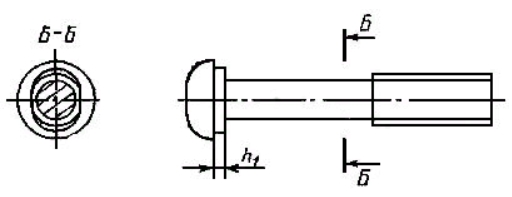
Значения параметров, отображенных на рисунках, представлено в таблице
L варианта исполнения
b (длина резьбовой части)
Предельно допустимое отклонение – 1,8
S (Пред. доп. откл. – 2,1)
Допуск на симметричность головки по отношению к оси стержня с резьбой (диаметральное выражение)
K – высота головки (пред. доп. откл. ±0,9)
Технические требования
Отечественный нормативный документ ГОСТ 11530 от 1993 года устанавливает ряд технических требований к конечному изделию в виде стыкового болта. Назовем их.
Минимальное значение разрушающей нагрузки кгс (Н) для болтового крепежа с соответствующим классом прочности
Затягивание гаек на болтах
Надежная работа рельсового стыка является величиной производной от совокупности следующих факторов:
Но особо важное значение в данном аспекте занимает усилие затягивания гаек на стыковых болтах. В частности, величина крутящего момента, когда со стыковыми болтами и гайками совместно используются шайбы одновитковые пружинные при соединении рельсов типа P 75, P 65 составляет 600 Нм, а P 50 – на четверть меньше – 450 Нм.
Также необходимо учитывать возможность среза стыковых болтов либо их изгиба при низких температурах на поверхности грунта. Чтобы не допустить этих явлений зазоры в стыках:
Заключение
Срок службы болтового соединения имеет непосредственную связь с продолжительностью срока службы соединяемых рельсов. Когда осуществляется их полная замена все скрепления подвергаются проверке с последующей сортировкой. Возможно повторное использование соединительных элементов, даже после их ремонта. В отношении стыковых болтов статистика приводит обнадеживающие данные. Повторно можно использовать до 70-80 процентов от бывших в эксплуатации таких крепежных деталей.



