Сварочный рукав для полуавтомата
Для того, чтобы подвести газ и проволоку к горелке, нужен сварочный рукав для полуавтомата.
Он представляет собой гибкий шланг с каркасом, обтянутым внутри нитями. Чтобы сварка, проводимая в домашних условиях, была максимально безопасной, необходимо с особой ответственностью отнестись к выбору данного изделия, обратив внимание некоторые параметры.

ГОСТ, который классифицирует изделия такого рода – 9356-75.
Как правило, шланги, которые используются для изготовления сварочных рукавов, могут эксплуатироваться не только с бытовыми и промышленными полуавтоматами, но и газовыми горелками, для транспортировки жидких топливных смесей.
Выбирая сварочный рукав для полуавтомата, его необходимо внимательно рассмотреть и убедиться, что данное изделие подходи для той или иной модели оборудования. Как правило, его комплектация включает:
Последний элемент рукава для полуавтомата необходимо рассмотреть особенно. Большинство моделей выпускаются с евро разъемом, который подходит к любому современному сварочному полуавтомату.
Тем не менее, у некоторых отечественных и китайских моделей наблюдаются отличия. Переделывать разъем своими усилиями не рекомендуется.
Рукав для сварочного аппарата имеет сложную многослойную конструкцию. Его наружный и внутренний слои выполнены из резины.
Промежуточный слой, который располагается между ними, является армирующим. В его основе лежит хлопчатобумажное или синтетическое волокно.
Слои резины изготавливаются из синтетического или природного каучука. В него добавляются модификаторы, улучшающие некоторые химические и физические свойства.
Наружный слой должен иметь состав, который будет противостоять истиранию, не изменять своей структуры под действием теплового и ультрафиолетового излучения.
Какой выбрать?
Самый оптимальный вариант – купить сварочный рукав для полуавтомата той модели, к которой он предназначен. Это позволит избежать немало проблем.
Если такой возможности не имеется, можно собрать рукав самостоятельно, докупив все самое необходимое.
Рукав для полуавтомата основывается на кислородном шланге, который может быть одного из трех классов.
Оптимальный вариант – шланг первого класса, предназначенный для транспортировки кислорода и смесей различных газов.
Рукава, которые предназначаются для работы в холодном климате, должны маркироваться согласно ГОСТу 15162-69, в теплом климате – ГОСТу 14892-69.
Маркировка должна наноситься на протяжении всей длины и содержать:
Наноситься маркировка может и на прикрепленной бирке.
Приобретая сварочный рукав для полуавтомата целиком, особое внимание следует также уделить горелке. Сегодня рынок богат на их разнообразие.
Покупателям предлагаются модели, которые могут различаться по ряду критериев:
Подбирать горелку необходимо только после того, как будет решен вопрос, с какими поверхностями предстоит работать чаще всего.
Никого не удивишь разнообразием моделей на рынке. Вместе с ним наблюдается широкий диапазон стоимости на изделия. В зависимости от характеристик, страны производителя, цена сварочного рукава для полуавтомата начинает от 50 дол. и достает нескольких сотен.
Если полуавтомат эксплуатируется редко и исключительно в быту, стоит выбирать из предложенных моделей низкого ценового диапазона (50-100 долларов).
В свою очередь для постоянной ежедневной работы нужно выбирать из рукавов, стоимость которых выше 150 у. е., так как дешевые китайские модели характеризуются малой продолжительностью жизни.
Как выбрать сварочный рукав для полуавтомата?
Чтобы во время сварки подать к горелке технический или защитный газ, требуется особая деталь — сварочный рукав. Она представляет собой шланг со сложным внутренним устройством, который снаружи защищен резиновой оболочкой. Но, чтобы быть полезным, такой шланг для сварки должен быть гибким, а это делает его уязвимым к различным деформациям. Подробнее о том, что такое рукав для полуавтомата и можно ли его заменить — далее в материале.

Технические особенности
Для правильной сварки полуавтоматом устройству потребуется три комплектующих:
При использовании горелки шланг чаще остальных деталей выходит из строя, так как он истирается проволокой изнутри, подвержен влиянию внешней среды и механическим деформациям. Все дело в его конструкции, так как это своеобразный многослойный шланг, у которого есть внутренний слой, непосредственно контактирующий с газом, а также внешний — защитный, резиновый. Слоев может быть сколько угодно, в зависимости от технологии производства, разделяются они специальным нитяным каркасом, который придает прочности всему шлангу для сварки. Каркас может быть сделан проволочной нитью или стекловолокном.
Классификация
Сделать выбор рукава для газовой сварки будет проще, если заранее узнать, какие их типы существуют. Есть всего три вида, каждому соответствует свой класс:
Чтобы шланги было легко отличить друг от друга, они окрашены в разные цвета. Первый класс всегда красный, второй — желтый, а третий — синий. Есть также четвертый, универсальный вид, его обозначают черным или любым другим, отличным от трех базовых, цветом.

Температурные возможности шлангов для сварки могут отличаться из-за их производителя.
Маркировка
Чтобы точно не прогадать с выбором, помимо цвета нужно обратить внимание и на маркировку, что наносится на каждый шланг для газосварки. Обычно она выглядит так: III-9-2-ХЛ ГОСТ 9356-75. Здесь:
Также отмечают ГОСТ 9356-75 — это указание, что газосварочный рукав соответствует параметрам, описанным в стандарте «Рукава резиновые для газовой сварки и резки металлов».

Как выбрать при покупке?
С цветами и маркерами разобрались, осталось понять, каковы основные правила выбора сварочного рукава для полуавтомата. В первую очередь, нужно постараться купить шланг, подходящий под модель устройства. Но если это невозможно, подбирается наиболее близкий и качественный аналог.
Сначала обращают внимание на цвет рукава для сварки, который сигнализирует о его классе. Далее обращают внимание на длину. Здесь советуют не брать шланг больше 2-2,5 метров, так как с ним будет сложнее управляться и он склонен перекручиваться.
Также при выборе нужно знать диаметр проволоки в рукаве для сварки. Чаще всего размер стандартный — 0,6-1,6 мм, но иногда встречаются другие параметры, к примеру, 0,2-0,6 мм.
Условия сварки тоже важны. На маркировке всегда есть отметка, подходит ли шланг для использования при очень низких температурах.
И последнее, на что всегда обращается внимание — внешние дефекты. Никаких повреждений или трещин быть не должно, рукав для сварки должен легко гнуться и возвращаться в исходное состояние.
Выбор комплектного рукава для горелки или пистолета потребует учета таких критериев, как:
Горелка выбирается в первую очередь, специально под материалы, с которыми предстоит работать чаще всего. Рукав подбирается под устройство.
Советы по эксплуатации и хранению
Чтобы рукав для сварки служил дольше, желательно не позволять скручиваться и пачкаться. Например, можно купить защитный чехол, чтобы капли расплавленного металла, масло, искры или агрессивные вещества не повредили внешний резиновый слой.
После использования рукава для сварки, нужно почистить шланги, аккуратно свернуть и оставить в сухом месте подальше от источников тепла (особенно открытых). Не стоит оставлять его рядом с радиоприборами, под прямыми солнечными лучами, вблизи нагревательных приборов, а также не сложенным, иначе на нем образуются заломы или перегибы — все это приведет к уменьшению срока службы и потере качества.
Чтобы не пропустить момент, когда горелка или рукав для сварки испортятся и начнут портить и результат всей работы, стоит регулярно проверять их целостность и правильно хранить. Тогда замены, пусть и неизбежно потребуются, будут происходить реже. А когда потребуется сменить сварочный рукав, наш материал поможет сделать выбор.
Как выбрать горелку для полуавтомата сварочного?
Советы, как выбрать сварочный рукав и горелку для полуавтоматической сварки. Популярные модели и основные различия горелок.

Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
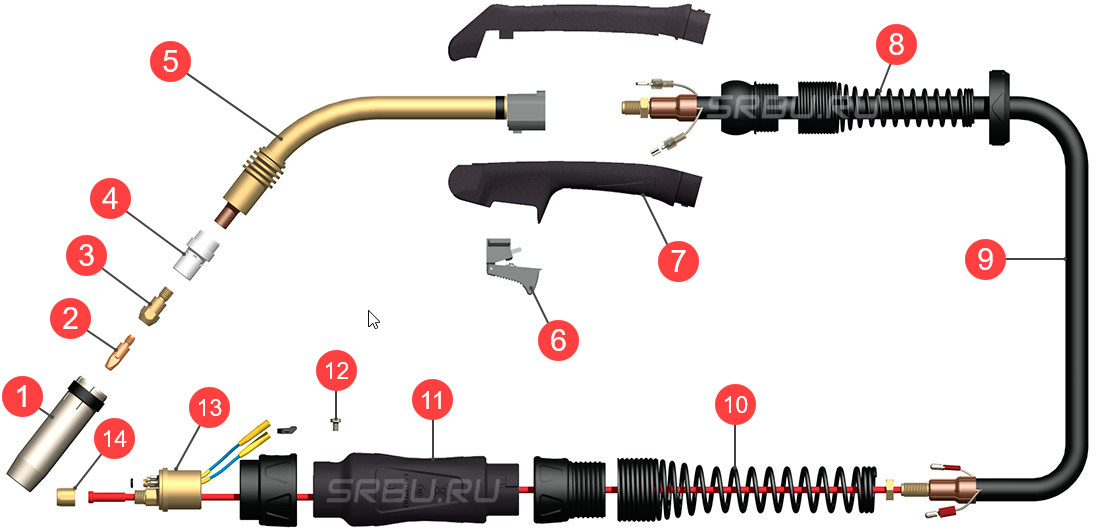
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:

| № | Описание |
|---|---|
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Канал, по которому движется сварочная проволока, выполнен в виде жесткой плотной спирали. Он может быть рассчитан на диаметр от 0.6 до 2.0 мм. Когда часто приходится работать с металлами разной толщины, большой диаметр канала будет плюсом. Вы сможете чередовать установку катушек с тонкой и толстой проволокой, минимально теряя время. Но если требуется сваривать полуавтоматом только тонкий металл (1.0-2.0 мм), ищите рукав с каналом 0.8-1.0 мм. В нем проволока будет меньше болтаться и подача заметно ровнее.
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом «У», подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом «УХЛ». При сварке на нефтяных морских платформах используют горелки с маркировкой «М», устойчивые к холоду, влаге и солям в воздухе.
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
| Толщина пластины,мм | Сила тока,А | Диаметр проволоки,мм |
|---|---|---|
| 1.0-1.5 | 60-115 | 0.8-1.0 |
| 2.0-3.0 | 130-170 | 1.2 |
| 4.0-5.0 | 200-300 | 1.2-1.4 |
| 6.0 и выше | 300-400 | 1.6 |
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Горелка для полуавтомата: виды, как выбрать, лучшие модели

Сварка MIG/MAG отличается повышенной производительностью и беспрерывными соединениями. Качество шва зависит от характеристик аппарата и навыков сварщика, но горелка сварочного полуавтомата тоже влияет на удобство выполнения процесса, поэтому должна быть правильно подобрана. Обсудим устройство и разновидности горелок для сварочных полуавтоматов, а также сделаем обзор наиболее удачных моделей.
Подборка товаров осуществлена на основе отзывов, мнений и оценок пользователей, размещенных на различных ресурсах в сети интернет. Вся информация взята из открытых источников. Мы не сотрудничаем с производителями и торговыми марками и не призываем к покупке тех или иных изделий. Статья носит информационный характер.
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.
1. Сопло коническое.
2. Токовый наконечник.
3. Держатель наконечника.
4. Распределитель газа.
5. Мундштук.
6. Кнопка.
7. Рукоятка.
8. Соединительная пружина.
9. Коаксиальный кабель.
10. Соединительная пружина.
11. Коробка для охлаждения воздуха.
12. Винт.
13. Центральный коллектор.
14. Гайка.
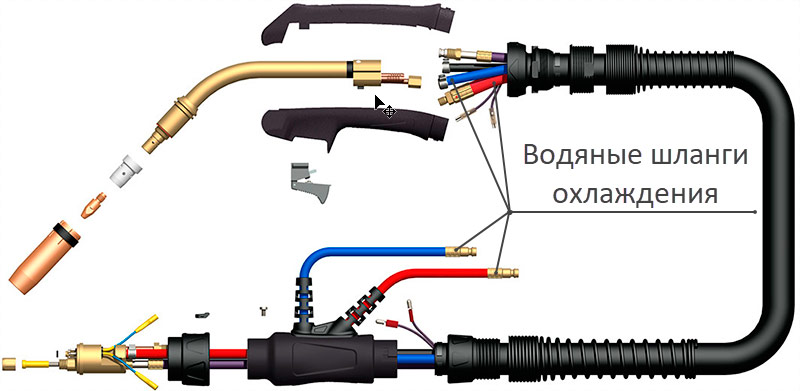
Устройство горелки с водяным охлаждением.
Разновидности газовых горелок
Горелки для полуавтомата отличаются прежде всего по разрешенной максимальной силе тока. От этого зависит какую толщину металла получится ими сваривать (в сочетании с мощностью полуавтомата). Есть бытовые горелки и полупрофессиональные с показателем 150-180 А. Далее идут аксессуары на 200-250 А. На серьезных производствах применяют горелки, выдерживающие сварку на токе 300-400 А.
Еще бывают горелки для работы за сварочным столом (сварочный рукав для полуавтомата короткий — 2-3 м), и горелки для сборки объемных конструкций в цеху (длина шланг-пакета 4-5 м).

Последнее различие составляет вид охлаждения, который бывает воздушным и жидкостным. В первом случае тепло уходит в воздух, а изнутри дополнительно выполняется продувка газом. Во втором случае в горелке предусмотрен канал подачи и обратки для циркуляции жидкости, которая осуществляется от помпы.
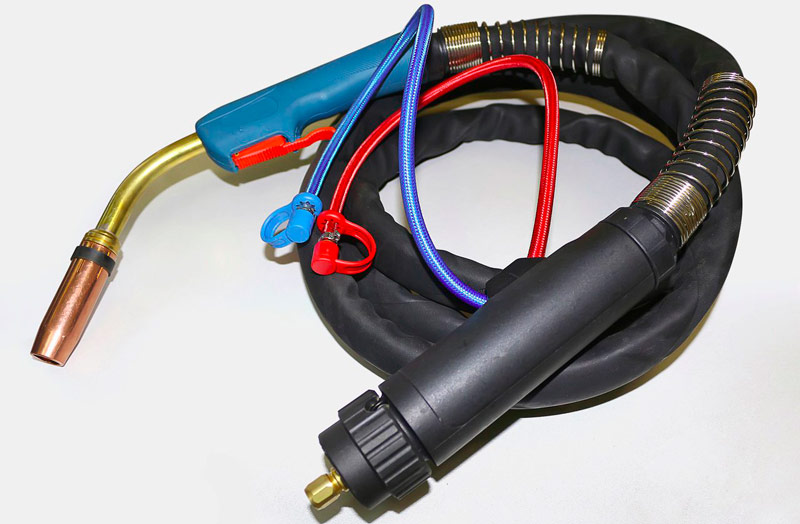
Горелка с водяным охлаждением.
Тип охлаждения влияет на продолжительность работы и стоимость товара.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
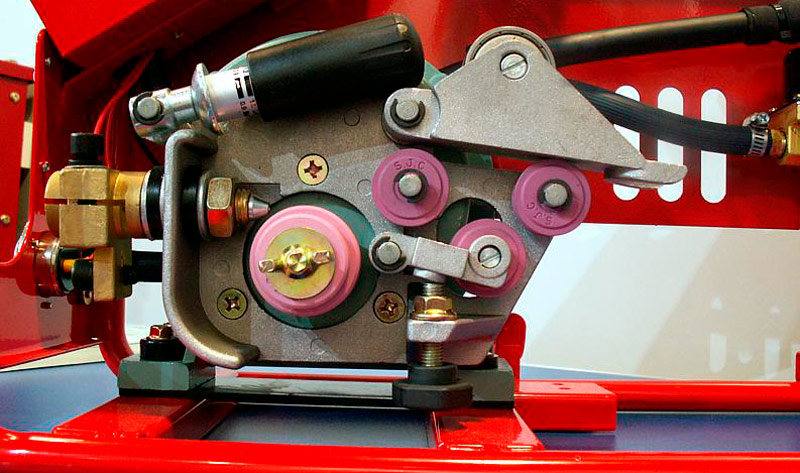
Четырёхроликовый механизм подачи проволоки полуавтомата.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м. В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы. При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.

Евро разъем для подключения горелки к полуавтомату.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.

Разъем PDG 309.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.

Эргономичная рукоятка сварочной горелки для полуавтомата.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Лучшие горелки для сварочных полуавтоматов
Если у Вас полуавтомат не с цельным присоединением кабель-канала к корпусу, то такую горелку можно заменить на более удобную. Для покупки ищите товар с обозначением штекера EURO. Он универсален и подходит к любым аппаратам с таким же разъемом. Покупать оборудование такого же бренда, что и Ваш полуавтомат, не обязательно.
Горелки на 150-180 А
Если сварочный полуавтомат используется для соединения металла толщиной 0.8-7.0 мм, то достаточно горелки, рассчитанной на силу тока 150-180 ампер.
MIG-150 BRIMA
Горелка для полуавтомата от немецкого производителя. Снабжена эргономичной ручкой с несколькими вырезами, которые хорошо ложатся в ладонь сварщика. Кабель-канал может принимать проволоку от 0.6 до 1.0 мм. Длина рукава составляет 3 м, чего достаточно для стационарного сварочного поста в мастерской. Если варить на токе 150 А, то продолжительность включения составит 60%. Евро разъем оснащен выступающей рельефностью, которая облегчает подсоединение к сварочному аппарату. Аксессуар охлаждается воздухом снаружи и газом изнутри.
Горелка примечательна удлиненным соплом, которое подходит для сварки на прямой и обратной полярности (меньше греется). Еще угол наклона гусака минимальный, что позволяет заводить ее в трубы и вести сварку в труднодоступных местах.

Foxweld 6068 MIG-15
Это горелка от итальянского производителя. Она подходит для сварки полуавтоматом как в среде защитного, так и активного газа. Реализовано воздушное охлаждение. Максимальный ток допустим 180 А. При этом ПВ будет 40%. Аксессуар совместим с проволокой 0.6-1.0 мм в диаметре. Но весит горелка с кабель-каналом 2.4 кг, поэтому на высоте придется придерживать ее второй рукой, чтобы не оттягивала.
Модель примечательна длиной рукава 5 м. Это выгодно при работе с крупными конструкциями — Вам потребуется реже передвигать сам аппарат. Повышенная мобильность сварщика позволяет быстро переходить от одного изделия к другому и даже трудиться попеременно на двух сварочных столах.

AURORA 12017 PRO MIG 15 AIR COOL
В данной горелке есть широкая резиновая накладка сверху, предотвращающая выскальзывание из рук. Место расположения курка отделено, чтобы другие пальцы не съезжали туда. Шланг-пакет тоньше, чем у других производителей и легче. Длина канала составляет 3 м, а максимальный ток допустим до 180 А.
Судя по отзывам сварщиков, эта модель довольно комфортна для удержания и работы по 6-8 часов каждый день. Еще она наиболее доступна по цене. Если у Вас сварочный полуавтомат от именитого бренда, у которого нужно заменить горелку, то здесь получится сэкономить, не потеряв в качестве.

FUBAG 38440 FB 150
Это горелка премиального качества от немецкого бренда. Она имеет длину рукава 3 м и пропускает в себе проволоку с диаметром 0.6, 0.8 и 1.0 мм. Варить ей можно с максимальным током не выше 180 А, иначе перегреется и расплавится. На сопле предусмотрены два рельефных кольца для удобного снятия наконечника.
Горелка дорогая, но очень удобная. Ее ценят сварщики за эргономинчость. Если Вам требуется варить каждый день по 6 часов, то с ней меньше устанет рука. Кнопка нажимается очень легко одним пальцем. Резиновая накладка сверху не дает скользить в руках.

VIKING 95588016 MIG 15AK-4м
В конце рейтинга мы поместили горелку от австрийского бренда. У нее оптимальный рабочий ток 150 А, при котором продолжительность включения разрешена 60%. Если нужно, то кратковременно можно провести сварку на 180 А, но с более длительными перерывами на остывание. Длина рукава 4 м повышает мобильность сварщика. Весит горелка с каналом 2 кг. Она отличается от большинства других моделей расположением резиновой вставки снизу, что не дает скользить пальцам.
Такой товар подойдет там, где часто приходится менять положение и варить вертикальные, потолочные и угловые швы. Чтобы кабель-канал не загибался, предусмотрены длинные пружинные вставки на входе в горелку и перед Евро-разъемом.

Лучшие горелки на 200-250 А
Когда требуется сваривать детали с толщиной 10-20 мм, то необходимо повышать силу тока на полуавтомате. Соответственно и горелка нужна с большим показателем тока. Вот рейтинг лучших моделей этого уровня.
MS 24 Сварог ICT2698
Горелка МИГ для сварки в среде углекислоты и смеси аргона. С газом MIX допустим ток 220 А, с углекислотой можно 250 А. В обоих случаях ПВ составляет 60%. Шланговый пакет, судя по отзывам, довольно гибкий. Его длина — 3 м. Горелка рассчитана на воздушное охлаждение. Можно заправлять проволоку от 0.8 до 1.2 мм. Общий вес товара 2.7 кг. Наконечник массивный и прочный. Но длинный токовод мешает контролировать сварочную ванну.
Эта модель интересна наличием антискользящих накладок сверху и снизу на рукоятке. Такое исполнение особенно актуально для работы на высоких конструкциях (чтобы не выронить) или в жарких условиях (на улице летом). Еще горелка примечательна гусаком, покрытым медью, что снижает количество прилипающих брызг от сварки.

BRIMA MIG-250
Далее горелка от немецкого бренда. Согласно отзывам товар нравится покупателям доступной ценой. У рукоятки нет резиновых накладок, зато есть выступы под пальцы. Анатомическая форма снимает напряжение с руки. Длина кабеля здесь 3 м. Диаметр проволоки разрешен 0.8, 1.0 и 1.2 мм. Максимальная сила тока не более 250 А. С таким показателем можно варить непрерывно по 6 минут, а затем давать ей остывать 4 минуты.
Обратите внимание на мощную пружину у основания разъема и ручки. Она не допускает залома канала при сильном изгибе. Проволока будет подаваться непрерывно. Провода, ведущие к кнопкам (шлейф), останутся целыми, несмотря на частые перегибы рукава.

AURORA 12027 25 AIR COOL
Надежная горелка для полуавтомата с проверенным качеством. Позволяет работать с проволокой до 1.2 мм в диаметре. Имеет хорошую теплоотдачу и поддерживает сварку полуавтоматом с силой тока 230 А. Сверху на ручке накладка антискольжения. Гусак напылен хромом для снижения прилипания брызг. Евро-разъемом с высокими гранями легко вставлять в гнездо на полуавтомате.
Модель примечательна длиной кабель-канала 5 м. Благодаря этому сварщик может обходить вокруг крупного изделия, не перевозя за собой аппарат с баллоном. С таким рукавом практично вести сварку металлоконструкций нас стройке.

FUBAG 38443 FB 250
Завершает рейтинг мощных горелок для полуавтомата товар от немецкого производителя. Горелка чрезвычайно удобна за счет анатомической формы и двух резиновых вставок. Угол гусака оптимален для минимального изгиба запястья. Серия рассчитана на максимальную силу тока 230 А. Можно установить тонкую проволоку 0.8 мм для сварки кузовов, и толстую 1.2 мм для соединения заготовок с сечением до 20 мм.
У горелки очень чувствительная кнопка пуска. Это помогает, когда полуавтомат используется для сборки ответственных конструкций, где требуются многочисленные прихватки. Нажатие по 1000 раз в день на курок не утомляет. Гибкий стыковочный элемент у основания обеспечивает подвижность горелки при изгибе для сварки в разных пространственных положениях.



