Как настроить сварочный ток начинающему сварщику
Сварочный ток является одним из основных параметров дуговой электросварки. Если данный параметр будет подобран неправильно, то сваривать металл качественно не получится.
Многие ошибки во время сварки происходят именно по вине неправильно подобранных значений тока. Например, прилипает электрод или разбрызгивается металл, сварка прожигает заготовку и т. д. Всё это из-за неправильных параметров сварочного тока.
Начинающему электросварщику трудно определиться и подобрать сварочный ток. Связано это с тем, что ток сварки зависит от многих особенностей, в том числе и от напряжения в сети. Как настроить сварочный ток начинающему сварщику, читайте в этой статье.
Как настроить сварочный ток начинающему сварщику, чтобы варить металл от 1 до 5 мм
Правильные настройки сварочного тока не только улучшат качество сварки, но и заметно облегчат работы по свариванию металла. Однако добиться правильных значений тока начинающим сварщикам сложно, поскольку у них нет соответствующего опыта.
Для этих целей можно воспользоваться уже готовой таблицей со значениями сварочного тока или же прислушаться к нижеприведённым советам.

Ток сварки должен быть подобран с учётом толщины свариваемого металла и диаметра используемых электродов. Если при этом инвертор все равно отказывается варить, то значит проблемы с напряжением в сети, оно низкое, и сварочный ток нужно подкорректировать.
При выборе оптимального тока для сварки рекомендуется ориентироваться на следующие показатели:

Важно знать, что тонкий металл, толщиной до 3 мм, нужно сваривать на обратной полярности, когда держатель электрода подсоединяется к плюсу инвертора, а зажим массы к минусу. В таком случае сварочный шов получается неглубоким и широким, исключаются прожоги металла.
Практическое руководство по подбору сварочного тока
Рассмотрим на конкретном примере, как правильно подобрать значения тока для сварки начинающим сварщикам. Итак, сначала выставляем рекомендуемое значение сварочного тока из таблицы выше. При этом учитываем толщину свариваемого металла и диаметр используемых электродов.

Зажигаем сварочную дугу и пробуем варить, контролируя толщину шва. Если толщина сварочного шва получается гораздо больше толщины электрода, то уменьшаем ток на инверторе, поскольку его слишком много. Пробуем варить дальше.

В идеале, при правильно подобранном сварочном токе, ширина шва должна быть больше, но не более чем в два раза. При этом следует знать, что многое здесь зависит и от положения сварки. Наиболее всего тока необходимо для сварки угловых соединений.
Обзор сварочного инвертора Ресанта САИ-190 (ПРОФ и ПН)
 Сварочный инвертор Ресанта САИ-190 — прибалтийский аппарат китайского производства является незаменимым помощником при проведении сварочных работ.
Сварочный инвертор Ресанта САИ-190 — прибалтийский аппарат китайского производства является незаменимым помощником при проведении сварочных работ.
Основное предназначение данного сварочного аппарата — это электродуговая сварка в ручном режиме постоянным током штучными электродами средней и малой интенсивности.
Инвертор подключается к сети, имеющей одну фазу, с параметрами 220 В и 50 Гц. Регулировка параметра силы сварочного тока устанавливается в зависимости от вида сварочных работ, а также — диаметра электродов, планируемых для использования.
Сварка таким аппаратом должна производиться не более 70% времени, используемого для сварки (примерно 3 минуты перерыва после 7 минут работы). По сравнению с трансформаторами для сварки САИ 190 намного проще в эксплуатации и настройке.
Принцип работы:
Принцип работы сварочного инвертора Ресанта САИ-190 заключается в преобразовании переменного напряжения 50Гц — частоты сети в постоянное, с последующим преобразованием постоянного напряжения в высокочастотное переменное. Для регуляции сварочного тока в аппарате используется широтно — импульсная модуляция.
Функции:
В Ресанта САИ-190 предусмотрена защита от перегрева – при срабатывании защиты (включение на передней панели аппарата лампочки) следует убедиться, что нет замыкания рабочих кабелей, затем остановить работу аппарата, не отключая его, и дать ему остыть.
Все сварочные инверторы РЕСАНТА имеют функции: «HOT START» (быстрый и качественный старт), «ANTI STICK» (антизалипание электрода). Опции данных аппаратов значительно снижают требования к наличию или отсутствию квалификации сварщика, облегчают сварочный процесс, повышают КПД, то есть — экономят электроэнергию и улучшают качество сварки.
 | Удобный контроль тока Регулировка тока сварки 10 — 190 А для ровных сварных швов и наиболее точной работы. |
 | Простота транспортировки Наличие ремня, предназначенного для удобной переноски, упрощает перемещение инвертора по рабочей площадке. |
 | Высокая надежность Долгий срок эксплуатации инвертора Ресанта САИ 190 обусловлено наличием прочного металлического корпуса, который является отличной защитой аппарата от возможных механических воздействий извне. |
Недостатки по отзывам пользователей:
| Характеристика | Значение |
| Напряжение питающей сети | 220 V |
| Максимальный потребляемый ток | 25 A |
| Напряжение холостого хода | 80 V |
| Напряжение дуги | 27 V |
| Диапазон регулирования тока сварки | 10-190 A |
| Продолжительность нагружения | 70% – 190 A |
| Охлаждение | Воздушное |
| Максимальный диаметр электрода | 5 |
| Класс защиты | 21 IP |
| Потребляемая мощность | 5 кВа |
| Вес | 4,7 кг |
Видео — презентация Ресанта САИ 190
Ресанта Саи 190 ПН
 САИ-190ПН — это один из видов сварочных инверторов Ресанта САИ 190. Он имеет тот же принцип работы, функции и комплект поставки, но создан для сварочных работ при пониженных напряжениях.
САИ-190ПН — это один из видов сварочных инверторов Ресанта САИ 190. Он имеет тот же принцип работы, функции и комплект поставки, но создан для сварочных работ при пониженных напряжениях.
| Характеристика Ресанта САИ-190ПН | Значение |
| Диапазон рабочего напряжения | 140-240 V |
| Максимальный потребляемый ток | 25 A |
| Напряжение холостого хода | 80 V |
| Напряжение дуги | 27,6 V |
| Диапазон регулирования тока сварки | 10-190 A |
| Продолжительность нагружения | 70% – 190 A |
| Потребляемая мощность, кВа | 5 кBа |
| Максимальный диаметр электрода | 5 mm |
| Класс защиты | 21 IР |
| Вес | 6,4 кг |
Описание Ресанта Саи 190 ПРОФ
 Основное предназначение Саи 190 ПРОФ — это электродуговая сварка в ручном режиме постоянным током штучными электродами. Обеспечиваемый данным аппаратом сварочный ток позволяет использовать электроды d до 5 мм.
Основное предназначение Саи 190 ПРОФ — это электродуговая сварка в ручном режиме постоянным током штучными электродами. Обеспечиваемый данным аппаратом сварочный ток позволяет использовать электроды d до 5 мм.
Если в крайних функциях изменение силы тока сварки — величина стабильная, которая закладывается в условиях производства, то функция ARC FORCE является регулируемой. Перед началом эксплуатации, в зависимости от вида свариваемых металлов, их толщин, можно выбрать и задать нужное значение от 0-100% от установленного тока сварки. Это позволяет добиться наиболее высокой текучести металла, а также увеличить устойчивость сварочной дуги.
| Технические характеристики САИ-190 ПРОФ | |
| Класс защиты | IP21 |
| Напряжение холостого хода | 65 V |
| Диапазон регулирования сварочного тока | 10-190 A |
| Максимальный потребляемый ток | 33 A |
| Напряжение дуги | 26,4 V |
| Продолжительность нагружения | 70(190A) % |
| Максимальный диаметр электрода | 5 mm |
| Диапазон рабочего напряжения | 100-260 V |
Преимущества Ресанта САИ-190 ПРОФ
САИ-190 ПРОФ выпускается в новом корпусе с лучшей эргономикой. Панель управления данного сварочного аппарата защищена крышкой, выполненной из прозрачного пластика. Все параметры инвертора выводятся на цифровой дисплей. В САИ-190 ПРОФ площадь вентиляционных отверстий несколько увеличена, что способствует более лучшему теплообмену. В результате этого продолжительность нагрузки при работе с наиболее максимальным током составляет около 70%. Модель весит немного меньше пяти килограмм, оснащена ручкой для перемещения.
Сварочный инвертор Ресанта САИ-190 ПРОФ просаживает сеть еще меньше и экономнее потребляет электроэнергию (до 30% экономии). Но данный сварочный аппарат примечателен не только этим.
Благодаря наличию в аппарате корректора коэффициента мощности (характерная особенность аппаратов бренда Ресанта серии ПРОФ), он всегда стабильно работает на сетях, имеющих напряжение от 100В. Общий диапазон входного напряжения составляет 100-260В. Помимо этого, данный инвертор более надежен, осуществляя работу от любых автономных источников питания.
При использовании генераторов, последние можно использовать меньшей мощности для работы Ресанта САИ-190 ПРОФ по сравнению с прочими сварочными аналогами.
Пример: для обеспечения должной работоспособности САИ-190 или САИ-190 ПН необходим генератор с мощностью равной 5.5 кВт, а для стабильной работы Ресанта САИ-190 ПРОФ вполне достаточно генератора мощностью 4.6 кВт.
Где купить сварочный инвертор Ресанта САИ 190?
Мы рекомендуем покупать сварочные инверторы на сайте проверенного поставщика инверторов и сварочного оборудования.
Реальные характеристики сварочных инверторов Ресанта

Сварочные инверторы Ресанта пользуются сегодня большой популярностью у сварщиков и именно поэтому невозможно не уделить внимание этой торговой марке более подробно. Аппараты реализуются по достаточно лояльной и доступной цене, качество же остается приемлемым, если сложить в сумме все плюсы и минусы. Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
К серии относится 4 аппарата САИ 160К; САИ 190К; САИ 220К; САИ 250К. Буква «К» в данном случае означает «компактный». С актуальной стоимостью этих устройств вы всегда можете ознакомиться на официальном сайте, поэтому не будем приводить здесь какие-то цифры.
Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Среди плюсов линейки «К» следует отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности, применение нового поколения IGBT-транзисторов GT50JR22 фирмы «Тошиба». Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGH40N60.
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т.д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
Uхх, В
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.
| Характеристики | САИ 160К | САИ 190К | САИ 220К | САИ 250К |
| Максимальный сварочный | ||||
| Ток короткого замыкания на макс. токе, А | 160 | 164 | 235 | 233 |

Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
(максимальный ток инвертора в термокамере)
(ток длительной нагрузки), А
Работа при низком напряжении в электросети
Все аппараты серии «К» выдерживают просадку до 160В, кроме модели САИ160К ( при сварке рутиловыми электродами ок46.00). Поджиг у САИ 160К становится неудовлетворительным, а сварочная дуга часто рвется.
Доп. Функционал
В инструкции сказано, что все СварАппы оснащены функциями «анти-стик, «хот-старт» и «форсаж дуги».
| Модель | анти-залипание | Хот-старт | Форсаж-дуги | VRD |
| Инверторы серии «К» | Да | Нет | Нет | Нет |
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
Большинство характеристик аппаратов Ресанта серии «К» не соответствует заявленным. Расхождение обещанного и реального функционала касается как максимальных сварочных токов и ПН инвертора, так и отсутствия дополнительных функций форсажа дуги и горячего старта.
Источник: Aurora Online Channel
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Сварочные электроды Ресанта
Содержание:
Популярный производитель «Ресанта» известен изготовлением не только высококачественных сварочных аппаратов, но и расходных элементов. К ним относятся электроды для сварки Ресанта. Этому бренду отдают предпочтение многие сварщики вследствие сочетания хорошего качества и доступной стоимости.

Производитель «Ресанта»
Бренд «Ресанта» является маркой крупнейшего производителя из Латвии. За многие годы своего существования он заслужил доверие своих потребителей, в том числе и на российском рынке. Компания «Ресанта» приобрела славу лидера по производству таких непростых аппаратов для сварки, как инверторы.
Ассортимент выпускаемого оборудования постоянно расширяется, и на данный момент включает такие расходные элементы для сварочного процесса, как Ресанта электроды. Существует большое количество сервисных центров, которые позволяют осуществлять обслуживание приобретенной продукции, как по гарантии, так и после окончания его действия.
Надежность продукции и хорошее качество сборки обеспечивается многоступенчатым контролем. Вся выпускаемая продукция, в том числе сварочные электроды Ресанта, сертифицирована и выпускается согласно требованиям международных стандартов. При поставке в Россию проверяется соответствие товарам имеющим хождение по стране ГОСТам.
Выбор для инверторов
Бренд «Ресанта» выпускает большое количество сварочного оборудования. Одной из самых популярных в нашей стране является модель Ресанта САИ 160. Этот компактный и легкий аппарат предназначен для соединения деталей дуговой сваркой. Однако, хорошие результаты можно получить только при осуществлении сварочного процесса электродами хорошего качества. Поэтому у сварщиков часто возникает вопрос, какие электроды лучше для инвертора Ресанта 160.

Целесообразно выбирать электроды для Ресанта САИ 160 этой же фирмы. Аналогичным является ответ на то, какие электроды лучше для инвертора Ресанта 220. Методом сварки, для которого предназначен этот сварочный инвертор, является ММА.
К преимуществам данного инвертора относятся защита от перегрева при работе, легкий поджиг дуги, небольшой расход электроэнергии, компактность, небольшой вес, возможность осуществления контроля во время сварочного процесса. Для использования этого высокотехнологического аппарата требуются электроды с покрытием. Этим требованиям удовлетворяют электроды для сварки инвертором Ресанта.
Штучные электроды с покрытием также необходимы при использовании инвертора Ресанта САИ 190. Тип сварки, для которого они применяются, относится к ручной дуговой. К преимуществам относится наличие функций антиприлипания и горячего старта. Безопасность обеспечивает защита от перегрузок. Портативный аппарат может работать от бытовой электросети. Имеется возможность с его помощью сваривать цветные металлы.
Используемые электроды для Ресанта 190 могут быть диаметрами до пяти миллиметров включительно. Они должны иметь надежное покрытие. При их применении будет гарантировано получение качественного надежного соединения.
Описание электродов

Преимущества
Особое покрытие стержней обеспечивает большое количество преимуществ использования этого вида электродов.
К небольшому недостатку можно отнести то, что вследствие наличия кремния в обмазке шов получается недостаточно пластичным. Невысокой является и его ударная вязкость.
Указанные достоинства расширяют сферу применения данного вида электродов. Они могут использоваться для соединения обычного вида конструкций. Особого предварительного обучения не требуется, поэтому такие электроды могут применяться начинающими сварщиками.
Хранение электродов
Производитель электродов этой марки делает упор на соблюдении правил их хранения. В число требований входит необходимость их содержания в сухом и отапливаемом помещении. Температура окружающей среды при этом не должна опускаться ниже пятнадцати градусов.
Находящиеся на хранении электроды должны быть защищены от проникновения в упаковки влаги, загрязнений. Также они не должны подвергаться действию ударов и сильных механических воздействий. Перед использованием после длительного хранения необходимо производить их прокаливание для удаления лишней влаги.
Интересное видео
Какие электроды лучше выбрать для инвертора? Рейтинг стержней
Вы стали счастливым обладателем инвертора и заинтересовались вопросом: какие лучше использовать электроды для сварки инвертором.
На рынке электроды для инвертора представлены в большом разнообразии, как выбрать подходящие и будем рассматривать.
Устройство электрода
Это металлический сердечник с особым покрытием (обмазкой). В процессе сварки сердечник плавится, а обмазка защищает шов от воздействия кислорода.
Обмазка имеет 4 типа покрытия:

Получили признание металлические стержни с основным (УОНИ 13/55) и рутиловым (МР-3) покрытием. Приобретение этих моделей для домашнего мастера — лучший вариант.
Сварочные электроды для работы подбираются сухие и без повреждений. Для сушки используются специальные печи. В бытовых условиях применяют духовку кухонной плиты или хранят пачку электродов для сварки инвертором в теплом, сухом месте. При использовании сухих стержней, у вас не появится вопрос: почему прилипает электрод при сварке инвертором.
Состав сердечника, при выборе электрода должен быть схожим со свариваемым металлом.
Виды электродов
Производятся специальные изделия для углеродистых, легированных, высоко-легированных, нержавеющих, жаростойких сталей. И для работ с алюминием и чугуном.
Какие электроды лучше для применения в домашних условиях? Это:
1) УОНИ 13/55 с основным покрытием для соединения углеродистых и низколегированных сталей, ответственных конструкций. Швы получаются пластичными и стойкими к ударным нагрузкам, не боятся низких температур.

УОНИ 13/55 требовательны к чистоте кромок заготовок. При плохой зачистке появляются сварочные поры.
Электроды УОНИ предназначены для сварки постоянным током на обратной полярности.
2) МР-3 с рутиловой обмазкой для работ с углеродистыми и низколегированными сталями.

Процесс возможен на постоянном и переменном токах, стабильная дуга в пространственных положениях и малое разбрызгивание металла — плюсы стержней.
3) ОК 63.34 с рутиловым покрытием выбирают для сварки нержавейки инвертором.

Домашний сварщик получит мелкочешуйчатый шов с плавным переходом к свариваемому металлу. Малый объем шлака, демонстрирует плюсы электрода.
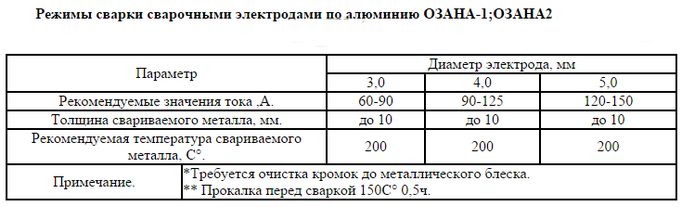
4) ОЗАНА. Популярные стержни 2 видов.

ОЗАНА-1 применяется для наплавки и соединения алюминиевых марок — А0–А3. ОЗАНА-2 сваривает сплавы АЛ4, АЛ9, АЛ11 и другие. Стержни держат стабильную дугу в нижнем и вертикальном положении.
ОЗА-1 с солевым покрытием рекомендуется для сплавов кремния с алюминием и чистого алюминия.
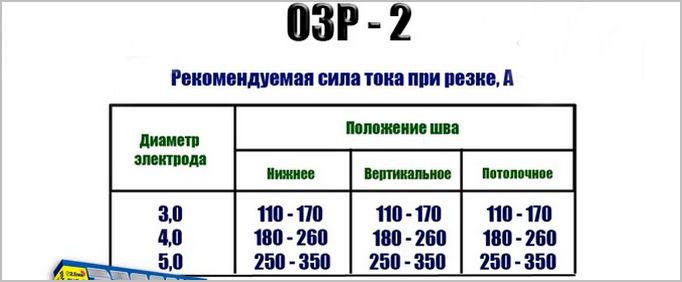
ОЗР, ОЗР-2 спецпокрытие, используются чаще для прошивки отверстий, строжки, резки. Для удаления дефектов сварных швов и разделки кромок и корня шва. Для резки применяется переменный или постоянный ток с обратной и прямой полярностью.
5) Комсомолец-100 с специальным покрытием для сварки и наплавки чистой меди, и для соединения меди со сталью. Перед работой, медные заготовки подогревают до температуры 300-7000С, зависит от толщины изделий.
Видео:
Рейтинг марок по популярности
Сварщики по отзывам составили рейтинг на электроды для инверторной сварки:
Также, профессионалы советуют применять:
Видео:
Каждый второй новичок в электросварке думает — каждая модель инвертного прибора нуждается в специальных стержнях. И спрашивают: какие электроды лучше применять для инвертора Ресанта.
Отвечаю: марки стержней перечисленные выше подходят для Ресанта и других аппаратов.
Главное — не марка аппарата, а соответствие электрода металлу.
Полярность при сварке на постоянном токе
Многие инверторы для ручной дуговой сварки работают с постоянным током. При котором существуют 2 варианта подключения полярности:
Прямая полярность : к быстросъему плюс (+) инвертора подключается масса. Держак крепится к минусу (-).

Обратная полярность : масса подключается к минусу (-), а держатель электрода к плюсу (+).
При сварке на плюсовом контакте выделяется больше тепла, значит:

Выбор диаметра электрода и настройка тока
По марке выбрать сварочные электроды для работы на инверторе — это сделать полдела. У новичков ещё остаются вопросы:
Диаметр подбирается от толщины металла заготовок. Если толщина до 1,5 мм, то лучше использовать полуавтоматы или аргонодуговую сварку. Сделать выбор диаметра электрода можете по таблице ниже:

Какой ток выставлять для конкретного диаметра электрода? Информацию узнайте на упаковке изделия или из таблицы:

На заметку: сварочный ток подбирается из расчета 20-30 А на 1 мм диаметра электрода. Для стержня диаметром 3 мм, ток выставляется 80-110 А в зависимости от пространственного положения, толщины металла и количества проходов.
Точных и одинаковых настроек не существует. Каждый мастер методом проб и ошибок выставляет свои параметры тока. Учтите, при больших токах, сварочная ванна получается более жидкой и менее управляемой.



