продольные трещины какой длины допустимы в надрессорных балках тележек модели 18 100
12.2. При осмотре надрессорной балки определяют целостность верхних, нижних, верти- кальных поясов и колонки при их наличии, опорной части подпятникового места, исправ- ность приливов для колпака скользуна и износ трущихся поверхностей.
12.3. Наличие трещин в надрессорных балках не допускается, помимо следующих трещин, подлежащих устранению в соответствии с «Инструкцией по сварке и наплавке при ремонте грузовых вагонов» ЦВ-201-98.:
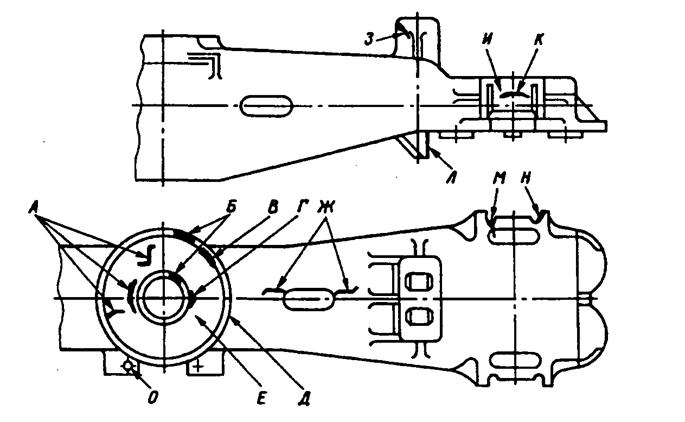
1) заварить трещины А (рис. 12.1.) опорной поверхности подпятникового места, не переходяёщих через наружный бурт на плоскость верхнего пояса и боковой стены, при условии, что суммарная длина их не превышает 250 мм.
Рис. 12.1. Надрессорная балка
2) наплавить отколы Б наружного и внутреннего буртов подпятникового места, если длина отколовшейся части внутреннего бурта более половины периметра или бурт отсутствует, или отверстие под шкворень имеет износ более 2 мм на сторону, бурт восстановить путем вварки точеной втулки высотой над опорной поверхностью подпятника 5 мм;
3) наплавить изношенные места внутренней поверхности В наружного и наружной повер- хности Г внутреннего буртов подпятникового места, если толщина наружного бурта не менее 11мм, внутреннего не менее 7 мм;
4) наплавить поверхности Д наружного бурта;
5) восстановить выработки опорной поверхности Е подпятникового места износостойкой наплавкой, если толщина поверхности в месте износа не менее 18 мм с последующей станочной обработкой до чертежных размеров;
6) заварить продольные трещины Ж верхнего пояса, идущие от технологического отвер- стия, но не переходящие на наружный бурт подпятникового места при суммарной длине их не более 250 мм;
7) заварить трещины 3 боковых опор скользуна длиной до 100 мм. При трещинах длиной более 100 мм или при наличии деформации опоры опору срезать и заменить новой;
8) наплавить наклонные плоскости И надрессорных балок при износе более 2 мм на сторону при деповском ремонте, а при капитальном ремонте при любом отступлении от чертежных размеров, при этом толщина стенки должна быть не менее 7 мм. При этом следует производить износостойкую наплавку обеих плоскостей с обязательной проверкой симметричности балки. Наплавку выполнять в нижнем положении с последующей станочной обработкой до чертежных размеров;
9) заварить продольные трещины К наклонной плоскости, не выходящие на ограничи- тельные бурты;
10) наплавить упорные ребра Л, ограничивающие смещение пружины, при износе до 8 мм;
11) заварить трещины М в углах между ограничительными буртами и наклонной плоскос- тью, выходящие на поверхность овального углубления и не распространяющиеся на верхний пояс балки (при этом заварить все четыре углубления);
12) наплавить ограничительные бурты для фрикционного клина Н при их износе более 3 мм на сторону при деповском ремонте и при любом износе при капитальном ремонте и толщине оставшейся части бурта не менее 10 мм;
13) наплавить разработанные отверстия О кронштейна державки мертвой точки с последу- ющей рассверловкой их.
12.4. Поперечные трещины во внутренней колонке, расположенные ниже 250 мм от зоны внутренней поверхности нижнего пояса балки, независимо от их длины ремонту не подлежат. Внутреннюю поверхность балки осматривают через технологические окна верхнего и нижнего поясов.
Размеры боковых рам и надрессорных балок тележки модели 18-100 ЦНИИ – Х3
Рис. 12.2. Надрессорная балка тележки мод. 18-100
Вагонник.РФ
четверг, 10 мая 2018 г.
Технология осмотра вагонов, оборудованных тележками моделей 18-100, 18-578. Порядок технического обслуживания и выявления неисправностей
Контроль технического состояния тележек модели 18-100
Нормативы предельно допустимых в эксплуатации износов узлов и деталей тележки модели 18-100, превышение которых может привести к сходу с рельсов (введены распоряжением Вице-президента ОАО «РЖД» А.В. Воротилкина № 1145р от 1 июня 2009 г.)
наименование параметра
предельные износы
1
разность диаметров колес на одной оси не более, мм
5*
2
равномерный прокат не более, мм
9
3
толщина гребня не менее, мм
24
4
уширение фрикционных планок к низу, мм
5
суммарный износ рабочих поверхностей фрикционного клина не более, мм
10* или 6* на сторону
6
суммарный износ наклонных поверхностей надрессорной балки, не более мм
6*
7
8
высота пружины не менее, мм
243*
9
разница высот пружин в одном комплекте не более, мм
8*
10
разность размеров н1 и н2 боковой рамы не более, мм
5*
11
разница баз боковых рам тележки не более, мм
4*
12
ширина буксового проема не более, мм
342*
13
суммарный зазор в буксовом проеме вдоль тележки не более,мм
18*
14
суммарный зазор в буксовом проеме поперек тележки не более, мм
18*
15
высота опорной части пятника не менее, мм
39*
16
разность размеров а1 и а2 надрессорной балки не более, мм
7*
17
Осмотр боковых рам тележек
При осмотре буксового узла, как со стороны смотровой крышки, так и со стороны лабиринтного кольца необходимо одновременно осматривать наружную и внутреннюю поверхности боковины тележки в районе буксового проема, сосредотачивая особое внимание в его узлах. Признаки наличия трещин.
Осмотр надрессорной балки
В соответствии с нормативными документами срок службы литых деталей тележек составляет: Изготовленных с 1975 по 1983г включительно – 40 лет, до 1975 и с 1984 г – 30 лет, изготовленным с 2002 года по требованиям ОСТ 32.183-2001 срок службы рам и балок из сталей 20ГФЛ (условное обозначение Б), 20ГЛ (условное обозначение В), 20ГТЛ (условное обозначение Г) не менее 32 лет, для рам и балок из стали 20ХГНФТЛ (условное обозначение Е) – 35 лет. Эксплуатация вагонов, укомплектованных литыми деталями тележек, изгот. Польша (клеймо 6) и Румыния (клейма: 23, F, TO, FAYR, CUG, INTOF, 10B) со сроком службы более 30 лет не допускается. (тел. 3/392 от 10.07.15 ЦВ).
Тележки со сроком службы более нормативного не допускаются к эксплуатации.
Боковые рамы изымать из эксплуатации при обнаружении любых визуально различимых дефектов независимо от происхождения, следов сварочно- наплавочных работ на опорной поверхности буксового проема и в зоне R55 с обеих сторон боковой рамы (как со стороны колеса, так и снаружи).
Подлежат браковке боковые рамы если идентификационный номер с наружной стороны не совпадает с дублирующим номером и имеет следы исправления электросваркой; хотя бы одна цифра идентификационного номера полностью выполнена сварой при условии отсутствующего дублирующего номера; одни и те же цифры идентификационного и дублирующего номера полностью выполнены электросваркой; цифры клейма завода изготовителя полностью выполнены электросваркой; маркировочные знаки (год изготовления, клеймо завода изготовителя, номер детали) отсутствуют или исправлены сваркой (тел. №13262 от 14.08.2013 ЦЗ-1 Морозов, № 139/ЦВЭКС от 11.03.14 г. ЦВ Сакеев А.И )
При техническом обслуживании тележек модели 18-100, прошедших модернизацию по проекту М 1698 с установкой износостойких элементов в буксовом проеме производить осмотр боковых рам в видимой зоне, обращая особое внимание на зону (А) в радиусе перехода к 55 и видимую часть зоны (Б).
За невидимую часть буксового проема в зоне (Б), закрытую прокладкой из износостойкого материала, ответственность несет вагоноремонтное предприятие (ВРЗ, ВЧД, ВСЗ), производившее модернизацию вагона с постановкой износостойких элементов.
Запрещается использование в дальнейшей эксплуатации боковых рам и надрессорных балок изготовления республики Польша (клеймо 6) и Румыния (клейма: 23; F; ТО; FAYR; CUG; INTOF), срок эксплуатации которых 28 и более лет (распоряжение № 1266р ЦЗ Морозова от 10.06.10 г.).
Осмотрщикам-ремонтникам вагонов обращать внимание на наличие на деталях, прошедших продление срока службы установленным порядком, клейма ПСС, с указанием даты (месяц, год) окончания срока службы детали, клейма предприятия, производившего продление. При выполнении технического обслуживания составов особое внимание уделять литым деталям тележки со сроком службы более 20 лет.
С 17.01.2013 года запрещено продление срока службы литых деталей тележек грузовых вагонов. (расп. 140р от 17.01.2013 ЦЗ Морозов). При выявлении под вагонами ранее установленных литых деталей тележки с продленным сроком службы, проводить тщательный осмотр с применением необходимой оснастки (досмотровых штанг, луп, зеркал).
На деталях прошедших продление срока службы до 17.01.2013 года установленным порядком, наносится клеймо ПСС, указывается дата (месяц, год) окончания срока службы детали, клеймо предприятия, производившего продление. Тележкой с продленным сроком службы считается тележка, если при ее формировании была использована, хотя бы одна (любая) литая деталь (надрессорная балка, боковая рама) с продленным сроком службы.
Платформы с литыми деталями тележек модели 18-100, срок службы которых продлен до 37 лет включительно, имеют право курсирования только по железным дорогам ОАО «РЖД» в составе замкнутых маршрутов без права выхода на железные дороги сопредельных железнодорожных администраций.
Грузовая тележка модели 18-578
Текущее обслуживание во время эксплуатации предусматривает проведение технических осмотров, проверку состояния составных частей тележек на соответствие их техническим требованиям с целью выявления неисправностей тележек. Перечень возможных неисправностей тележки и ее составных частей, требующий отцепки в ТОР:
Ремонт надрессотной балки тележки 18-100 с разработкой технологического процесса восстановления подпятника
Силовые факторы, действующие на деталь и вызывающие повреждения. Перечень операций и рекомендуемых средств измерений. Контроль выработки подпятника по диаметру. Мероприятия, направленные на повышение работоспособности узла. Осмотр надрессорной балки.
Технология вагоностроения и ремонта вагонов является наукой, которая изучает сущность, взаимосвязь, развитие многочисленных разнообразных технологических процессов, которые используются при изготовлении и ремонте вагонов.
При ремонте вагонов, отдельных деталей, сборочных единиц широко используются: теория пластических деформаций, резания металлов, сварочного производства и другие теоретические и технические дисциплины.
Основой вагоностроительного и вагоноремонтного производства составляют специализированные предприятия, оснащённые высокопроизводительными станками, автоматическими и механизированными поточными линиями для изготовления и ремонта деталей и узлов вагона.
В вагоноремонтном производстве главная задача состоит в значительном повышении качестве ремонта вагонов, повышении их надёжности и долговечности, увеличении послеремонтного ресурса вагонов всех типов и их отдельных частей.
Для повышения качества ремонта, надёжности и долговечности вагонов большое значение имеет уровень техники, организации и технологии вагоноремонтного производства. Поэтому широко внедряются последние достижения науки и техники, новые технологические процессы для восстановления узлов и деталей вагонов и повышение уровня требований к соблюдению технологической и трудовой дисциплины.
Главное направление развития современного вагоноремонтного производства состоит в его дальнейшей индустриализации, основой которой служит система машин, обеспечивающая комплексную механизацию и автоматизацию технологических процессов ремонта вагонов и производства запасных частей.
Основной путь повышения уровня автоматизации и механизации применение методов и технических средств программного управления. На предприятиях начали использовать металлорежущие станки и сварочное оборудование с числовым программным управлением, создаются промышленные роботы для ремонтно-сварочных и ремонтно-сборочных процессов.
В данном курсовом проекте приведено назначение подпятника, характеристика материала изготовления, проанализирован характер его износа и статистика его отказа.
1. Характеристика конструкции
1.1 Назначение узла
Узел пятник-подпятник предназначен для обеспечения поворота тележки вагона относительно кузова при прохождении кривых. Необходимо, чтобы при повороте тележки, вокруг её центра имелись зазоры между деталями тележки и кузова, достаточные для компенсации других возможных относительных смещений (за счёт забегания боковин тележек с нежёсткой рамой, смещений кузова в центральном подвешивании и в зазорах пятника).
Характеристика материала подпятника.
Чтобы придать стали какие-либо специальные свойства (коррозионной устойчивости, электрические, механические, магнитные, и т.д.), в нее вводят легирующие элементы.
Сталь, из которой изготавливают подпятник, должна быть достаточно износоустойчивой, обладать достаточной твёрдостью и пластичностью.
Подпятник изготавливают из стали марки Ст3 ГОСТ 380-71.
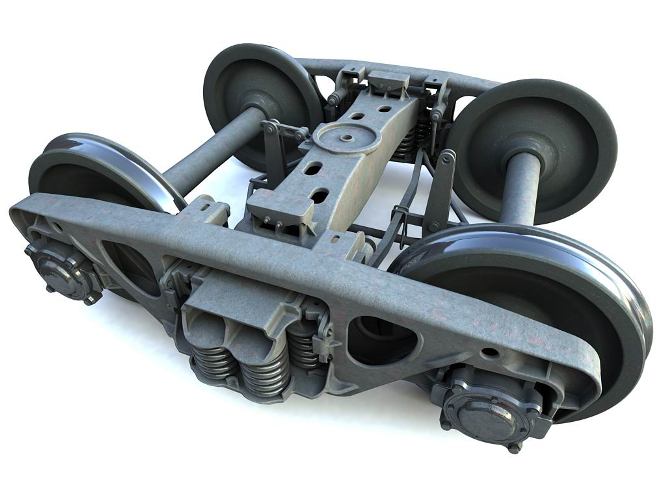
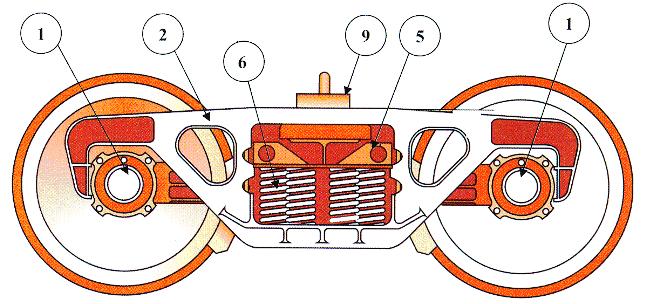
ТЕЛЕЖКА МОДЕЛИ 18-100
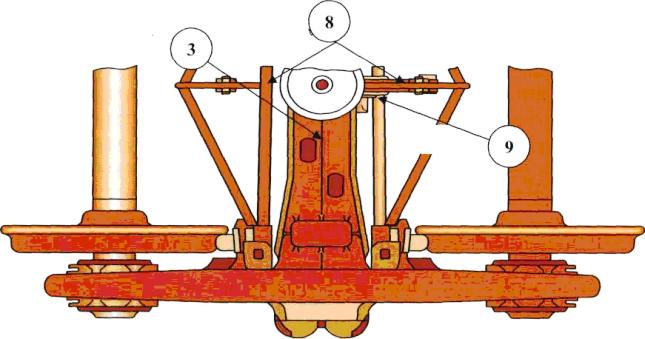
Тележка состоит из двух колесных пар, четырех букс 1, двух литых боковых рам 2, двух комплектов центрального рессорного подвешивания5 и 6, литой надрессорной балки 3 и тормозной рычажной передачи8, 9. Тормоз тележки — колодочный с односторонним нажатием колодок. Связь рамы с буксами — непосредственная челюстная, опора кузова на тележку через подпятник надрессорной балки, а при наклоне кузова — дополнительно через скользуны. Тележка допускает осевую нагрузку до 230 кН (23,5 тс) при скорости движения 120 км/ч и 235 кН (24 тс) при скорости 100 км/ч.
Боковая рама тележки отлита из низколегированной стали 20ГЛ, 20Г1ФЛ или 20ФТЛ.
Общий вид боковой рамы тележки
Данную анимированную картинку мы включили для общего представления о боковой раме, хотя, заметим, она сделана не вполне точно. Не показаны бонки для пружин в нижней части рессорного проема; направляющие для фрикционных клиньев; не очень правильно изображены буксовые проемы рамы
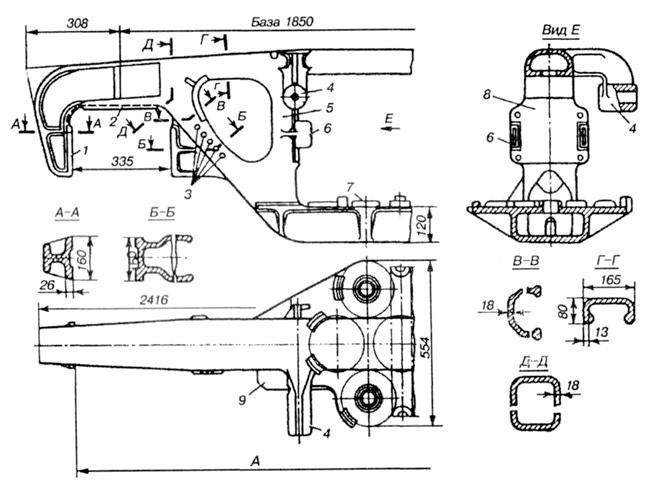
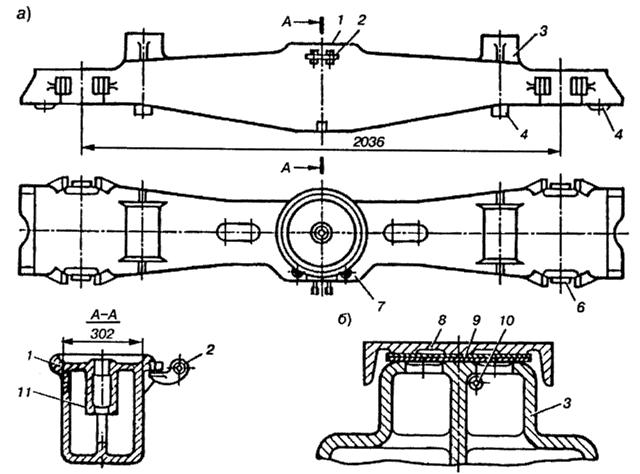
Надрессорная балка (рис. а) отлита из стали 20ГЛ или 20Г1ФЛ в виде бруса равного сопротивления изгибу замкнутого коробчатого сечения. Она имеет подпятник 7, полку 7 для крепления кронштейна 2 мертвой точки рычажной передачи тормоза, опоры 3 для скользунов, выемки (гнезда) 6 для размещения фрикционных клиньев, бурты 5, ограничивающие смещение внутренних пружин рессорного комплекта, и выступы 4, удерживающие наружные пружины от смещения при движении тележки.
Надрессорная балка и скользун тележки модели 18-100: а — надрессорная балка; б — закрытый скользун
На подпятник 7 опирается пятник кузова, через центры которых проходит шкворень. Опорой для шкворня является поддон 11, который располагается под подпятником посередине надрессорной балки. Шкворень служит осью вращения тележки относительно кузова, а также передает тяговые и тормозные силы от тележки кузову и обратно.
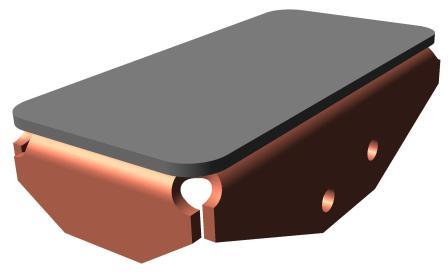
Подпятник, который является опорой для кузова
Боковые перемещения надрессорной балки амортизируются поперечной упругостью пружин, на которые она опирается. Сколъзун тележки (рис.б) — боковая опора кузова — состоит из опоры 3, отлитой заодно с надрессорной балкой, колпака 8, надетого на опору, прокладок 9 для регулировки зазоров между скользунами рамы вагона и тележки, болта 10, предохраняющего колпак от падения. Зазор между скользунами для основных типов четырехосных вагонов должен быть в пределах 6-16 мм.
На рисунке показан колпак скользуна, правда с износостойкой накладкой, которая на тележке 18-100 не применялась
Надрессорная балка. Тоже есть ошибки в изображении
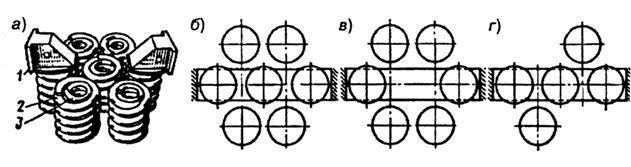
Рессорное подвешивание состоит из двух комплектов, размещенных в рессорных проемах левой и правой боковых рам. В каждый комплект (рис.а) входит пять, шесть или семь двухрядных цилиндрических пружин 2 и 3 и два клиновых 7 фрикционных гасителя колебаний. Каждая двухрядная пружина состоит из наружной и внутренней пружин, имеющих разную навивку — правую и левую соответственно. Количество двухрядных пружин в комплекте зависит от грузоподъемности вагона. Пять пружин ставят в тележки, подкатываемые под кузова вагонов грузоподъемностью до 50 т, шесть — до 60 т и семь — более 60 т. В связи с этим и расположение пружин в комплекте будет разное (рис. 5.6, б, в, г). Крайние боковые пружины комплекта поддерживают клинья гасителей колебаний. Снизу клинья имеют кольцевые выступы, не допускающие смещения их относительно пружин в горизонтальной плоскости, а верхней своей частью входят в направляющие надрессорной балки. Работа клинового фрикционного гасителя колебаний тележки рассмотрена в ранее. Клинья отливают из стали 20Л. Пружины изготавливают из стали 55С2, а фрикционные планки — из стали марок 45, 30ХГСА или 40Х. Статический прогиб рессорного подвешивания от тары — 8 мм, от массы брутто — 46-50 мм. Коэффициент относительного трения гасителя колебаний — 0,08-0,10.
Еще одна анимированная картинка, поясняющая устройство тележки 18-100. Здесь мы заодно имеем возможность повторить устройство буксового узла. Для ее просмотра надо кликнуть правой кнопкой и выбрать «Воспризвести»
Недостатки тележки. К недостаткам рессорного подвешивания относятся большая жесткость пружин для порожнего или малозагруженного режима работы вагона, а также большие силы трения покоя, низкая стабильность и недостаточная горизонтальная демпфирующая способность гасителей колебаний. Большие силы трения покоя клиновых фрикционных гасителей колебаний приводят к тому, что рессорные комплекты практически не работают при скорости движения до 60-70 км/ч. Поэтому почти во всем диапазоне эксплуатационных скоростей грузовых вагонов рессорное подвешивание выключено и вагон представляет собой одну необрессоренную массу. Низкая стабильность работы гасителя приводит либо к завышению, либо к занижению сил трения против расчетной. Недостатком тележки является также то, что боковые рамы нежестко связаны между собой надрессорной балкой и рессорными комплектами. Поэтому в ней возникают продольные забегания рам относительно друг друга, достигающие 15-20 мм. Величина их обусловлена зазорами в буксах и величиной горизонтальной деформации пружин. Такая конструкция рам вызывает также маятниковые колебания их относительно собственных продольных осей. В результате забегания рам возрастает интенсивность виляния тележки, что ухудшает плавность хода вагона. Маятниковые колебания рам приводят к перекосам подшипников, неравномерной передаче нагрузок на его элементы и снижению срока службы буксовых узлов. Маркировка и клеймение деталей тележки. На боковой раме с наружной стороны: отлиты — условный номер завода (в овале), марка стали, год изготовления; выбиты клеймами — номер тележки, приемка после изготовления, маркировка государства-собственника. Клейма приемки после ремонта выбивают на одном из торцов боковой рамы. На верхней поверхности верхнего пояса боковой рамы наносят также белилами первую и три последних цифры номера вагона (обведены рамкой). На надрессорной балке маркировку наносят на верхней поверхности балки на участке между подпятником и скользунами. Отливают номер завода, год изготовления и марку стали. Выбивают клеймами приемку после изготовления, приемку после ремонта, код государства-собственника. При ремонте выбивают также код государства-собственника на конце балки с правой стороны от кронштейна мертвой точки. Марка стали отливается на деталях следующими буквами: НЛ — низколегированная марки 20Л, ГЛ — марганцовистая (с повышенным содержанием марганца), ГФЛ — марганцовисто-ванадиевая, ГТЛ — марганцовисто-титановая, ФЛ — ванадиевая, С — сталь с содержанием углерода более 0,25%. Код государства-собственника выбивают в полосе длиной 300 мм и шириной 15 мм в месте, соответствующем порядковому номеру государства в таблице кодов. Длина места для кода — 20 мм, т.е. на полосе отведено место для кода каждого из 15 государств СНГ. Полоса на деталях изготовляется шлифовкой абразивным кругом. На всех деталях тележки наносится маркировка завода-изготовителя: на фрикционных клиньях — на верхней поверхности; на тормозных башмаках — на боковой поверхности; на триангелях — на узкой стороне распорки ближе к струне; на подвесках башмака — на боковой поверхности проушины боковой ветви; на пружинах — на поверхности оттянутого конца пружины.
Руководящий документ ремонт тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
12 октября 2005 г. N РД 32 ЦВ
РЕМОНТ ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ МОДЕЛИ 18-100
С УСТАНОВКОЙ ИЗНОСОСТОЙКИХ ЭЛЕМЕНТОВ
1.1 Настоящее «Руководство по ремонту тележек грузовых вагонов модели 18-100 с установкой износостойких элементов в узлах трения» (далее Руководство) предназначено для применения при плановых видах ремонта на вагоноремонтных предприятиях в части ремонта и восстановления надрессорных балок, боковых рам, фрикционного узла гасителей колебаний, корпусов букс.
1.2 Руководство определяет нормы и требования, которым должны удовлетворять тележки с увеличенным межремонтным пробегом, с установленными износостойкими элементами по проекту М 1698 ПКБ ЦВ или восстановленные износостойкой наплавкой по технологическим инструкциям, разработанным или согласованным ВНИИЖТ и утвержденным в установленном порядке при выпуске вагонов из капитального и деповского ремонтов.
1.4 Ремонт тележек с установкой износостойких элементов должен производиться одновременно на обеих тележках вагона.
1.5 Ремонт деталей тележек сваркой и наплавкой без требований к износостойкости производить в соответствии с требованиями «Инструкции по сварке и наплавке при ремонте грузовых вагонов» ЦВ 201-98.
Восстановление деталей износостойкой наплавкой с обеспечением твердости 240-300 НВ, в зависимости от состава оборудования на ремонтном предприятии, производить в соответствии с требованиями:
— «Технологической инструкции по автоматической износостойкой наплавке под флюсом надрессорной балки тележки грузового вагона на установке УН-2», ТИ-05-01/2003НБ;
— «Технологической инструкции по восстановлению износостойкой наплавкой надрессорных балок грузовых вагонов с последующей механической обработкой», ТИ/НБ.
Износостойкая наплавка по другой нормативно-технической документации без согласования с ВНИИЖТ не допускается.
1.6 На основании требований настоящего Руководства на всех вагоноремонтных предприятиях, производящих ремонт с установкой износостойких элементов, должен быть разработан местный технологический процесс.
1.7 Осмотр, освидетельствование и ремонт колесных пар производить в полном соответствии с требованиями «Инструкции по осмотру, освидетельствованию, ремонту и формированию вагонных колесных пар» ЦВ/3429.
1.9 Отремонтированное тормозное оборудование должно соответствовать требованиям, изложенным в «Инструкции по ремонту тормозного оборудования вагонов» ЦВ-ЦЛ-945.
2 ОРГАНИЗАЦИЯ РЕМОНТНЫХ РАБОТ
2.1 Настоящее Руководство предусматривает организацию работ, при которой обеспечивается высококачественный ремонт литых деталей и узлов тележки модели 18-100, по проекту М 1698 ПКБ ЦВ.
2.2 Ремонту с установкой износостойких элементов или износостойкой наплавкой подлежат следующие узлы и детали:
— подпятник надрессорной балки;
— наклонные плоскости надрессорной балки;
— опорные и упорные поверхности буксовых проемов боковых рам тележки;
— фрикционный узел гасителя колебаний тележки: фрикционный клин и составная фрикционная планка;
2.3 Надрессорные балки и боковые рамы тележки модели 18-100 после обмывки, очистки от загрязнений, остатков перевозимого груза и разборки тележки подлежат ремонту.
2.4 Ремонт с установкой износостойких элементов литых деталей тележки производится на специально оборудованном участке. Рекомендуемый перечень технологической оснастки и оборудования приведен в приложении А.
Вагоноремонтное предприятие может использовать сварочное и механообрабатывающее оборудование из имеющегося в наличии, обеспечивающее выполнение технологических операций в полном объеме.
2.5 На участке ремонта должны быть выделены рабочие места для выполнения:
— дефектации неразрушающими методами контроля боковых рам и надрессорных балок тележки;
— сварочных и наплавочных работ на надрессорных балках и боковых рамах тележки;
— механической обработки на станочном оборудовании;
— клепальных работ при постановке фрикционных планок;
2.6 На рабочих местах контроль выполненных работ осуществляется исполнителем, мастером, инспектором-приемщиком на вагоноремонтном заводе или приемщиком вагонов в вагонном депо.
2.7 На каждом рабочем месте на участке ремонта тележек модели 18-100 должна быть соответствующая выписка из Технологического процесса выполнения ремонтных работ.
2.8 Перечень нормативной и технической документации, используемой в Руководстве, приведен в приложении Б.
3.1 Организация рабочих мест на участке ремонта тележек, выполнение всех видов работ, а также требования по охране труда исполнителей должны соответствовать «Правилам по охране труда при техническом обслуживании ремонте грузовых вагонов и рефрижераторного подвижного состава ПОТ РО 32 ЦВ 400-96» в вагонных депо.
3.2 Для всех видов работ при ремонте тележки должны быть разработаны местные инструкции по охране труда с учетом ПОТ РО 32 ЦВ-400-96, государственных стандартов, отраслевых стандартов и СНиПов. При ремонте тележек должны выполняться требования ГОСТ 12.3.002.
3.3 Проходы и транспортные проезды должны быть свободными и иметь полосы безопасности.
3.4 Мастера и бригадиры, ответственные за выполнение требований по охране труда, обязаны лично проводить очередной и внеочередной инструктажи работников участка по технике безопасности с показом безопасных приемов работы.
3.5 Запасные части и материалы доставлять на производственный участок в производственной таре, отвечающей требованиям ГОСТ 12.3.010, а перемещать грузы должны в соответствии с требованиями ГОСТ 12.3.020
3.6 Применяемые при ремонте приспособления, инструмент, механизмы должны быть исправны. При выполнении наплавочных и сварочных работ применять средства индивидуальной защиты ГОСТ 12.4.011, ГОСТ 27574 и ГОСТ 27575.
3.7 При выполнении наплавочных и сварочных работ должны соблюдаться требования ГОСТ 12.3.003, ГОСТ 12.1.004.
3.8 Приточно-вытяжная вентиляция, вентиляционные установки участка ремонта тележек должны соответствовать требованиям ГОСТ 12.4.021, а также состояние воздушной среды на производственных участках должно соответствовать требованиям ГОСТ 12.1.005.
3.9 Мероприятия по ограничению шума должны отвечать требованиям ГОСТ 12.1.003.
4 РЕМОНТ НАДРЕССОРНОЙ БАЛКИ
4.1 Ремонт подпятника надрессорной балки.
4.1.1 После определения объема ремонта все дефекты подпятника надрессорной балки должны быть отремонтированы.
При плановых видах ремонта разрешается заваривать трещины в подпятнике надрессорной балки. Суммарная длина трещин в подпятнике допускается не более 250 мм, если трещины кольцевые прерывистые, расположенные в разных секторах, на расстоянии от центра не ближе 80 мм.
Ранее установленные в подпятник износостойкие кольца (полукольца) удалить станочной обработкой.
Диаметр подпятника определять от верхней горизонтальной поверхности наружного бурта на глубине 10 мм с учетом конусности 1:12,5 (4 градуса 36 минут).
У надрессорной балки выпуска до 1986 года и с 1986 года
Контроль диаметра подпятника надрессорной балки производить штангенциркулем ШЦ-Ш-400-0,1 ГОСТ 166-89.
Контроль глубины подпятника надрессорной балки производить штангеном подпятника проект Т914.06 ПКБ ЦВ рисунок 4.1.
4.1.2 У надрессорной балки, изготовленной до 1986 г. с
глубиной подпятника 25 мм изношенные опорная поверхность,
наружный и внутренний бурты подпятника восстанавливают согласно Инструкций ЦВ 201-98, ТИ/НБ и ТИ-05-01/2003НБ износостойкой наплавкой с обеспечением твердости НВ, с последующей станочной обработкой подпятника до чертежных размеров с обеспечением конусности внутренней поверхности наружного бурта
1:12,5 и диаметром 302,5 мм на глубине 10 мм.
4.1.3 У надрессорной балки, изготовленной с 1986 г., с
глубиной подпятника 30 мм с изношенными опорной поверхностью,
наружным и внутренним буртами подпятника, наружный и внутренний бурты наплавляют износостойкой наплавкой согласно Инструкций ЦВ 201-98, ТИ/НБ и ТИ-05-01/2003НБ с обеспечением твердости НВ.
Подпятник растачивается на глубину 36(+-)1 мм с обеспечением конусности внутренней поверхности наружного бурта 1:12,5 и
диаметром 302,5 мм на глубине 10 мм.
На станочно обработанную плоскую опорную поверхность подпятника устанавливается прокладка по чертежу М 1698.01.005
4.1.4 При поступлении надрессорной балки с установленной ранее прокладкой, подпятник с глубиной 36(+-)1 мм, имеющий износы на наружном и внутреннем буртах, выработки наружного бурта от прокладки, наплавляются согласно Инструкций ЦВ 201-98, ТИ/НБ и ТИ-05-01/2003НБ износостойкой наплавкой с обеспечением твердости НВ. с последующей станочной обработкой согласно чертежа М 1698.01.000 СБ и обеспечением конусности внутренней поверхности наружного бурта 1:12,5 с последующей постановкой прокладки по чертежу М 1698.01.005.
4.1.5 Оставшаяся толщина опорной поверхности подпятника не менее 18 мм определяется ультразвуковыми толщиномерами типа УТ-93П, А 1207, А1208, ТУЗ-1,ТУЗ-2.
4.1.7 Прокладка (диск) по чертежу М 1698.01.005 диаметром
298 мм свободно устанавливается фаской вниз на опорную
поверхность подпятника надрессорной балки, изготовленной после 1986 года и расточенной на глубину 36+1 мм. Допускается постановка прокладки с суммарным износом по толщине до 2 мм, но не более 1,5 мм на сторону.
4.1.8 Внутренний бурт подпятника восстанавливается наплавкой до чертежных размеров. Разрешается производить ремонт отверстия подпятника под шкворень с восстановлением внутреннего бурта постановкой втулки с приваркой ее по наружному периметру сплошным швом в соответствии с требованиями ТК-231.
Верхняя кромка внутреннего бурта или втулки должна располагаться от плоской опорной поверхности на высоте:
— 5 мм у подпятника глубиной 25 или 30
— 11 мм у подпятника расточенного на глубину 36(+-)1 мм.
4.1.9 За базовую поверхность надрессорной балки при установке на станок принимать опорные поверхности, которыми надрессорная балка опирается на пружины рессорных комплектов.
4.1.10 При подкатке тележки под вагон в подпятник закладывается смазка весом до 100 г типа КТСМ для опор скольжения железнодорожного подвижного состава ТУ в соответствии с требованиями ВНИИЖТ или смазка графитовая ГОСТ 3333-80, или солидол ГОСТ 1033-79 с добавкой графита смазочного ГОСТ 1033-79.
4.2.1 Планки, ранее приваренные на наклонных плоскостях, удалить на станке. Наклонные плоскости с удаленными планками или изношенные восстанавливают до чертежных размеров износостойкой наплавкой износостойкими электродами, порошковой наплавочной проволокой, с последующей станочной обработкой с обеспечением твердости НВ согласно Инструкции ТИ-05-01/2003 НБ. Износ наклонных плоскостей определяют Шаблоном НП Т914.05ПКБЦВ.
При всех видах ремонта разрешается:
— заварка трещин в углах между ограничительными буртами и наклонной плоскостью;
— наплавка изношенных буртов при оставшейся толщине не менее 10 мм;
— наплавка или приварка упорных ребер;
— заварка продольных трещин наклонной плоскости, не выходящих на ограничительные бурты.
4.2.2 Оставшаяся толщина наклонных поверхностей надрессорной балки не менее 7 мм определяется ультразвуковыми толщиномерами типа УТ-93П, А 1207, А 1208, ТУЗ-1,ТУЗ-2.
4.3 Ремонт скользунов надрессорной балки.
должна быть 315 мм.
5 РЕМОНТ УЗЛА «КЛИН-ФРИКЦИОННАЯ ПЛАНКА»
5.1 Установка составных фрикционных планок.
5.1.1 Фрикционные планки толщиной 16 мм заменяют на составные, состоящие из планки неподвижной толщиной 10 мм чертеж М 1698.02.001 и планки подвижной толщиной 6 мм чертеж М 1698.02.004 или чертеж М 1698.02.003.
5.1.2 При установке и креплении планки неподвижной чертеж М 1698.02.001, отверстия в боковой раме под заклепки должны быть
диаметром 21 мм. Планки крепятся заклепками с потайной
Неподвижные фрикционные планки в вертикальной плоскости должны быть не параллельны, расстояние между планками к низу должно увеличиваться, при чем каждая фрикционная планка должна иметь отклонение к низу в пределах от 2 до 5 мм. Фрикционные планки, приклепанные к площадкам, должны быть плотно притянуты к ним, при этом допускается:
— между сопрягаемыми поверхностями (в промежутках между заклепками) местные не плотности не более 1 мм;
— в зоне головок заклепок местный зазор на 1/3 окружности головки заклепки, при проверке которого щуп 1 мм не должен доходить до стержня заклепки;
Заклепки не должны выступать за рабочую поверхность планки. При наличии выступа его следует зачистить заподлицо с поверхностью планки.
5.1.3 При деповском ремонте допускается установка неподвижных планок с износом 1.5 мм по толщине со стороны ее взаимодействия с подвижной планкой.
Неподвижные фрикционные планки толщиной 10 мм с одной и более ослабленными заклепками переклепываются.
5.1.4 Подвижная планка толщиной 6 мм чертеж М 1698.02.004 или чертеж М 1698.02.003, имеющая механические повреждения, трещины, отколы, суммарный износ по толщине более 2 мм или более 1,5 мм на сторону, заменяется при ремонте на новую планку.
5.1.5 При капитальном ремонте неподвижные и подвижные планки заменяют на новые.
5.2 Фрикционные клинья устанавливают чугунные чертеж М 1698.00.002. При деповском ремонте допускаются суммарные износы наклонной и вертикальной плоскостей клина не более 3 мм или не более 2 мм одной из сторон. При капитальном ремонте клинья заменяют на новые.
6 РЕМОНТ БОКОВОЙ РАМЫ
6.1 Упорные поверхности боковой рамы в буксовом проеме подлежат восстановлению при плановых видах ремонта до чертежных размеров.
6.2 Не допускается ремонт боковой рамы, у которой в буксовом проеме опорная поверхность имеет местный, канавкообразный износ более 2 мм в тело рамы (максимальная ширина канавки 20 мм, максимальная длина канавки равна ширине опорной поверхности).
6.3 Изношенные вертикальные направляющие плоскости в буксовом проеме (упорные поверхности) восстанавливаются износостойкой наплавкой с обеспечением твердости НВ с последующей
станочной обработкой до чертежных размеров (335 мм).
6.4 При комплектации тележек новыми боковыми рамами приливы на опорных плоскостях в буксовых проемах обработать на станке до остаточной высоты не более 3 мм. У ремонтируемых боковых рам приливы в буксовых проемах обработать на станке на максимальную величину износа. При этом остаточная высота приливов должна быть не более 3 мм. Проникновение инструмента в тело боковой рамы не допускается. Прокладки сменные установить в обоих буксовых проемах. На опорные поверхности с высотой приливов не более 3 мм в буксовые проемы боковой рамы черт. 100.00.002-1 или 100.00.002.-2 установить прокладки сменные черт. М 1698.02.100 СБ, а на боковую раму черт. 100.00.002-3 или 100.00.002.-4 установить прокладки сменные черт. М 1698.03.100 СБ.
6.5 При поступлении в ремонт боковых рам, на опорных поверхностях которых в буксовых проемах были установлены прокладки сменные по черт. М 1698.02.100 СБ или М 1698.03.100 СБ, прокладки снимают, боковые рамы дефектоскопируют. При деповском ремонте на исправные боковые рамы устанавливают прокладки сменные, не имеющие трещин, механических повреждений, отколов. Допускается постановка прокладки с износом пластины не более 2 мм. При капитальном ремонте на опорные поверхности устанавливают новые прокладки сменные по черт. М 1698.02.100 СБ или М 1698.03.100 СБ.
6.6 При поступлении в ремонт боковых рам, изготовленных по чертежам УВЗ 100.00.002-3 и 100.00.002-4 с приваренными планками на опорных поверхностях, планки удаляют на станке и после дефектоскопирования боковых рам на их опорные поверхности устанавливают сменные прокладки.
6.7 Неровности в переходе от обработанной поверхности к необработанной по радиусу 55 мм необходимо зачистить.
6.8 Для установки на боковую раму износостойкую прокладку плотно прижимают к опорной поверхности с помощью струбцины или специального приспособления. Более длинные лапки корпуса прокладки располагают против технологических отверстий на стенках боковой рамы. Указанные «лапки» сгибают на цилиндрической оправке (монтировке) и затем заправляют в технологические отверстия ударами молотка. Короткие «лапки» корпуса загибают по полке боковой рамы ударами молотка через оправку. После загиба «лапок» перемещения прокладки вдоль боковой рамы должны быть не более (+-)10 мм, а поперек боковой рамы не более (+-)5 мм.
6.9 При плановых ремонтах грузовых вагонов для инструментального обмера боковых рам тележек прокладки сменные, установленные в буксовых проемах рам, снимаются.
Повторная установка прокладок сменных не допускается при наличии:
— трещин на корпусе прокладки или на износостойкой пластине;
— отколов на износостойкой пластине;
— трещин сварного шва между износостойкой пластиной и корпусом прокладки;
— неравномерного износа опорной поверхности износостойкой пластины относительно неизношенной ее части поверхности более 2 мм;
6.10 Тележки, оборудованные износостойкими прокладками, должны взаимодействовать с корпусами букс, восстановленными до чертежных размеров.
6.11 Перед началом клепальных работ поверхность боковой рамы, прилегающая к поверхности фрикционной планки, допускается зачистить шлифовальной машинкой, для обеспечения плотного прилегания фрикционной планки к привалочной поверхности.
Обработанная поверхность должна соответствовать V Ra 50 и уширение
в нижней части каждой привалочной поверхности от 2 до 5 мм.
Размеры проема в верхней части должны быть 668 мм.
6.12 Комплектация тележек одного вагона, производится боковыми рамами со сменными прокладками во всех буксовых проемах при обработанной высоте прилива не более 3 мм.
6.13 При плановых видах ремонта в узел подвески тормозного башмака установить новые волокнитовые втулки диаметром (45, 46 и 47 мм) в зависимости от внутреннего диаметра кронштейна на боковой раме.
7 РЕМОНТ КОРПУСОВ БУКС
7.1 Изношенные корпуса букс при плановых видах ремонта восстанавливаются согласно ТИ/Б до чертежных размеров.
8 ИЗМЕРЕНИЕ И ОПРЕДЕЛЕНИЕ РАЗМЕРОВ ДЛЯ
ВЫПОЛНЕНИЯ НАПЛАВОЧНЫХ РАБОТ И
8.1 После ремонта тележек грузовых вагонов модели 18-100 с постановкой износостойких элементов производятся дополнительные измерения:
— корпуса буксы после ремонта;
— мест постановки износостойких деталей в подпятнике и на наклонных плоскостях надрессорной балки, и мест их постановки;
— мест постановки фрикционных планок;
— мест постановки прокладок сменных.
8.3 Контроль длины опорных поверхностей призмы надрессорной балки и контроль углов наклона боковых поверхностей призм выполняется шаблоном НП Т 914.05.000 ТУ 32 ЦВ 2021-95.
8.4 Контроль размера между направляющими буртами призмы выполняется шаблоном Т 914.007.ТУ 32 ЦВ 2023-95 или штангенциркулем ШЦ,1 ГОСТ 166-89.
8.6 Контроль размера между фрикционными планками, уширения и износ неподвижных фрикционных планок определяется штангеном ФП Т 914.02.000 ТУ 32 ЦВ2019-95.
8.8 Длина основания фрикционного клина определяется при помощи шаблона Т 914.09.000 ТУ 32 ЦВ 2430-96. Этим же шаблоном определяется величина угла 45 град. наклонной плоскости.
8.9 Измерение высоты прилива и канавкообразный износ боковой рамы в буксовом проеме производится штангенциркулем ШЦ,1 ГОСТ 166-89.
8.10 Измерение наплавленных мест корпуса буксы до и после ремонта производится шаблоном Т 1328 ПКБ ЦВ.
9 ТРЕБОВАНИЯ К ВЫПОЛНЕНИЮ НАПЛАВОЧНЫХ И
9.1 Сварочные и наплавочные работы на надрессорных балках, боковых рамах производят в соответствии с Инструкциями ГУП ВНИИЖТ ЦВ 201-98, ТИ05-01/2003НБ, ТИ/НБ, ТИ/Б, ТИ-ТНБ/2000 на специальных сварочных позициях, оборудованных кантователями, электросварочным и газосварочным оборудованием и другими приспособлениями.
9.2 Наплавке подвергаются поверхности деталей для последующей станочной или механической обработки до чертежных размеров.
9.3.1 Износостойкая автоматическая наплавка под флюсом:
— сварочная проволока Св-08ХГ2СМФ или Св-10ХГ2СМФ ТУ ;
— флюс АН-348А или АН-60 ГОСТ 9087-69;
9.3.2 Механизированная или автоматическая наплавка в защитном газе:
— порошковая проволока марки ПП-АН-180М ТУ ;
— углекислота сварочная 1 сорта ГОСТ 8050-78;
9.3.3 Механизированная или автоматическая наплавка без дополнительной защиты:
9.3.4 Ручная наплавка обмазанными электродами:
— электроды марки АНП-13 ТУ ;
9.3.5 Допускается применение других марок наплавочных материалов обеспечивающих при наплавке твердость НВ, если они предусмотрены нормативно-технической документацией, согласованной ВНИИЖТ и утвержденной в установленном порядке.
9.4 Для ремонта деталей и наплавки без требований к износостойкости используются следующие сварочные материалы:
— электроды типа Э-50 А марки УОНИ-13/5 5 ГОСТ 9467-75;
9.4.2 Механизированная сварка:
— проволока сварочная марки Св-08Г2С ГОСТ 2246-70;
— углекислота сварочная 1 сорта ГОСТ 8050-78.
9.5 Рабочие места производства наплавки и сварки должны быть оснащены кантователями, вращателями, грузоподъемным оборудованием и местной вытяжной вентиляцией.
10 ТРЕБОВАНИЯ К ДЕТАЛЯМ, УСТАНАВЛИВАЕМЫМ ПРИ
РЕМОНТЕ С УСТАНОВКОЙ ИЗНОСОСТОЙКИХ
ЭЛЕМЕНТОВ ТЕЛЕЖКИ МОДЕЛИ 18-100
10.1 При входном контроле проверяются геометрические размеры износостойких деталей (М 1698.01.005, М 1698.02.001, М 1698.02.003, М 1698.00.002, М 1698.02.100 СБ или М 1698.03.100 СБ) материалы, из которых они изготовлены, твердость на рабочих поверхностях и другие параметры на соответствие указанным в проекте М 1698 ПКБ ЦВ и настоящем Руководстве.
Твердость измеряется твердомером типа ТЭМП 3 по ГОСТ 9012-59 или ГОСТ 9013-59.
10.2 Износостойкие контактные пластины, накладки, закрепляемые электросваркой, изготавливаются из листового проката марки 20ХГСА ГОСТ 4543 с термообработкой до твердости НВ.
Износостойкие контактные пластины, накладки, закрепляемые не электросваркой, должны изготавливаться из листового проката марки 30ХГСА ГОСТ 11269 с термообработкой до твердости НВ.
10.3 Износостойкие элементы должны иметь клейма предприятия-изготовителя и даты изготовления. Клейма устанавливают в местах, не повреждаемых в эксплуатации или в местах, указанных в чертежах.
11 КОНТРОЛЬ КАЧЕСТВА РЕМОНТА ТЕЛЕЖЕК
С УСТАНОВКОЙ ИЗНОСОСТОЙКИХ ЭЛЕМЕНТОВ И
ПРИЕМКА ТЕЛЕЖЕК ПОСЛЕ РЕМОНТА
11.2 Периодический контроль за качеством ремонта тележек должны осуществлять руководители вагоноремонтных предприятий, технологи, которые также должны обеспечивать выполнение технологии ремонта тележек с установкой износостойких элементов в полном объеме.
11.3 Отремонтированные узлы и детали тележки должны соответствовать требованиям настоящего Руководства и комплекта документации М 1698.00.000, требованиям «Грузовых вагонов колеи 1520 мм. Руководства по деповскому ремонту» ЦВ/587, «Руководства по капитальному ремонту грузовых вагонов железных дорог колеи 1520 мм» ЦВ/627, «Руководящему документу по неразрушающему контролю деталей вагонов» РДг., «Руководящему документу по феррозондовому методу неразрушающего контроля деталей вагонов» РДг, «Руководящему документу по вихревому методу неразрушающего контроля деталей вагонов» РДг., «Руководящему документу по магнитно-порошковому методу неразрушающего контроля деталей грузовых и пассажирских вагонов» РДг.
Под тележки, обеспечивающие межремонтный пробег не менее 160 тыс. км., подкатываются колесные пары с толщиной обода колеса не менее 35 мм.
11.4 Клейма и знаки маркировки должны быть нанесены на детали тележки после завершения ремонтных работ, приемки их руководителями участков и приемщиком вагонов в депо, работниками ОТК и инспектором приемщиком на заводе.
11.4.1 Клейма наносить на каждую надрессорную балку (с двух сторон) и боковую раму на участке от начала прилива выше приемочных клейм в соответствии с «Методикой постановки клейм принадлежности государству на составные части вагонов» 1995 г.
11.4.2 На тележках, признанных годными после ремонта с установкой износостойких элементов ставятся клейма букв «РМ», высотой 70 мм, которые наносятся белой краской в прямоугольник (100X100 мм) на верхнем поясе консольной части надрессорной балки рядом с клеймами о производстве плановых видов ремонта.
12 ГАРАНТИЯ РЕМОНТНЫХ ПРЕДПРИЯТИЙ НА
РЕМОНТ ТЕЛЕЖКИ МОДЕЛИ 18-100 С
УСТАНОВКОЙ ИЗНОСОСТОЙКИХ ЭЛЕМЕНТОВ
12.1 Вагонные депо, вагоноремонтные заводы несут гарантийную ответственность за качество ремонта тележки модели 18-100 с установкой износостойких элементов в узлах трения, изготовленных по проекту М 1698.00.000, и данного руководства.
12.2 Безремонтная эксплуатация тележек с установленными износостойкими элементами в узлах трения должна обеспечивать пробег вагона по этим узлам и деталям до следующего планового вида ремонта, но не менее 160 тыс. км.
13 ВЫХОДНОЙ КОНТРОЛЬ ТЕЛЕЖЕК,
ОТРЕМОНТИРОВАННЫХ С УСТАНОВКОЙ
13.1 Тележка должна быть укомплектована боковыми рамами, с разницей баз не более 2 мм.
13.2 При деповском ремонте допускается:
— установка неподвижной фрикционной планки с максимальным износом по толщине 1,5 мм;
— установка подвижной фрикционной планки с максимальным суммарным износом по толщине (с двух сторон) до 2 мм, но не более 1,5 мм с одной стороны;
— установка чугунного клина с суммарным износом (наклонная и вертикальная плоскости) до 3 мм, но не более 2 мм одной из сторон;
— установка износостойкой прокладки с механическим креплением к опорной поверхности в буксовом проеме боковой рамы с износостойкой пластиной с максимальным неравномерным износом опорной поверхности относительно неизношенной ее части до 2 мм;
— установка прокладки в подпятник фаской вниз с суммарным износом по толщине (с двух сторон ) до 2 мм, но не более 1,5 мм с одной стороны.
13.3 При капитальном ремонте устанавливаются новые:
— составные фрикционные планки ( подвижные и неподвижные);
13.4 Выходному контролю подвергают все тележки, на которые установлены износостойкие элементы. При этом проверяют:
— положение каждого клина относительно нижней опорной поверхности надрессорной балки. Клин должен плотно прилегать к подвижной планке и наклонной поверхности надрессорной балки. При деповском ремонте завышение клина допускается не более 2 мм, а занижение клина не более 12 мм. При капитальном ремонте клин должен быть занижен на 4 мм.
— прилегание неподвижной фрикционной планки к привалочной поверхности боковой рамы. Местные зазоры допускаются не более 1 мм;
— прилегание планки подвижной к неподвижной. Местные зазоры допускаются не более 1 мм;
— прилегание прокладки сменной на опорную поверхность буксы. Местные зазоры допускаются не более 1 мм;
— суммарный зазор в буксовом проеме вдоль тележки:
— при деповском ремонте мм
— при капитальном ремонте мм;
— суммарный зазор в буксовом проеме поперек тележки: