Влияние СОЖ на стойкость режущего инструмента
Задать вопрос по товару Влияние СОЖ на стойкость режущего инструмента
 Современное металлообрабатывающее оборудование – сложная система, которая включает в себя ряд механизмов, узлов. Крайне важно обеспечить защиту рабочего инструмента в зоне резания. От этого зависит не только долговечность самого агрегата, но и качество обработки.
Современное металлообрабатывающее оборудование – сложная система, которая включает в себя ряд механизмов, узлов. Крайне важно обеспечить защиту рабочего инструмента в зоне резания. От этого зависит не только долговечность самого агрегата, но и качество обработки.
Современные стандарты выдвигают высокие требования к характеристикам заготовок и готовой продукции. Удовлетворить их позволяет использование в технологическом цикле смазочно-охлаждающих жидкостей (СОЖ).
Влияние СОЖ на процесс металлообработки
Смазочные материалы могут иметь разный состав. Однако назначение их практически всегда одинаковое. Они призваны защитить рабочий инструмент и поверхность заготовки от неблагоприятных факторов. Влияние СОЖ на процесс резания переоценить сложно. Они выполняют следующие функции:
Влияние СОЖ на стойкость режущего инструмента к механическому разрушению велико. Например, для станка, который обрабатывает листовой металл, крайне важно, чтобы тепло отводилось из зоны резания быстро. Это значительно снижает нагрузку на режущие элементы оборудования. Это позволяет избежать поломок техники.
Также велико влияние СОЖ на скорость резания. В результате получается изготавливать большее количество деталей, которые отличаются высоким качеством. Их себестоимость будет ниже за счет снижения затрат на обслуживание оборудования.
Высокое качество и снижение цены на готовую продукцию делают её конкурентоспособной. Это положительно отражается на чистой прибыли и прочих финансово-экономических показателях организации. По этой причине практически все металлообрабатывающие производства применяют в технологических циклах СОЖ.
Качественные СОЖ
В некоторых случаях имеет место вредное действие СОЖ на окружающую среду, а также здоровье работников производства. Чтобы этого не произошло, нужно приобретать продукцию высокого качества.
Такие смазочные материалы производит немецкая компания Zeller+Gmelin, там СОЖ изготавливают в соответствии с самыми высокими стандартами и экологическими требованиями. Смазочные материалы германского производства не только в полной мере выполняют возложенные на них функции, но и не ухудшают условия труда работников металлообрабатывающей промышленности. Это современные смазки, эмульсии, которые даже опережают существующие требования европейских и мировых стандартов качества.
Приобрести СОЖ компании Zeller+Gmelin можно у официального дилера в РФ. Это ООО «Дивинойл Рус». Наши опытные менеджеры подберут необходимые для данного производства смазочные материалы, помогут оформить заказ. Заявка обрабатывается в течение 2 дней.
Закажите требуемые для вашего производства СОЖ прямо сейчас. В самом ближайшем будущем вы сможете убедиться в целесообразности их применения при разных операциях металлообработки, в том числе и резания.
Ваш вопрос успешно отправлен. Спасибо!
Влияние СОЖ на стойкость режущего инструмента
Современное металлообрабатывающее оборудование – сложная система, которая включает в себя ряд механизмов, узлов. Крайне важно обеспечить защиту рабочего инструмента в зоне резания. От этого зависит не только долговечность самого агрегата, но и качество обработки.
Современные стандарты выдвигают высокие требования к характеристикам заготовок и готовой продукции. Удовлетворить их позволяет использование в технологическом цикле смазочно-охлаждающих жидкостей (СОЖ).
Влияние СОЖ на процесс металлообработки
Смазочные материалы могут иметь разный состав. Однако назначение их практически всегда одинаковое. Они призваны защитить рабочий инструмент и поверхность заготовки от неблагоприятных факторов. Влияние СОЖ на процесс резания переоценить сложно. Они выполняют следующие функции:
Влияние СОЖ на стойкость режущего инструмента к механическому разрушению велико. Например, для станка, который обрабатывает листовой металл, крайне важно, чтобы тепло отводилось из зоны резания быстро. Это значительно снижает нагрузку на режущие элементы оборудования. Это позволяет избежать поломок техники.
Также велико влияние СОЖ на скорость резания. В результате получается изготавливать большее количество деталей, которые отличаются высоким качеством. Их себестоимость будет ниже за счет снижения затрат на обслуживание оборудования.
Высокое качество и снижение цены на готовую продукцию делают её конкурентоспособной. Это положительно отражается на чистой прибыли и прочих финансово-экономических показателях организации. По этой причине практически все металлообрабатывающие производства применяют в технологических циклах СОЖ.
Качественные СОЖ
В некоторых случаях имеет место вредное действие СОЖ на окружающую среду, а также здоровье работников производства. Чтобы этого не произошло, нужно приобретать продукцию высокого качества.
Такие смазочные материалы производит немецкая компания Zeller+Gmelin, там СОЖ изготавливают в соответствии с самыми высокими стандартами и экологическими требованиями. Смазочные материалы германского производства не только в полной мере выполняют возложенные на них функции, но и не ухудшают условия труда работников металлообрабатывающей промышленности. Это современные смазки, эмульсии, которые даже опережают существующие требования европейских и мировых стандартов качества.
Приобрести СОЖ компании Zeller+Gmelin можно у официального дилера в РФ. Это ООО «Дивинойл Рус». Наши опытные менеджеры подберут необходимые для данного производства смазочные материалы, помогут оформить заказ. Заявка обрабатывается в течение 2 дней.
Закажите требуемые для вашего производства СОЖ прямо сейчас. В самом ближайшем будущем вы сможете убедиться в целесообразности их применения при разных операциях металлообработки, в том числе и резания.
СОЖ при обработке материалов
Напомним, что в процессе металлообработки всегда происходит сильное трение заготовки об инструмент. Особенно это является существенным для токарных станков, где резец сильно нагревается. Интенсивное трение вызывает и преждевременный износ инструмента для холодной пластической деформации, особенно для таких операций, как скоростная многопозиционная высадка или холодное выдавливание. Во всех этих случаях необходимо применение специальных смазочно-охлаждающих жидкостей.
Марки наиболее распространённых составов для мехобработки
Для токарных станков производятся следующие виды:
Эмульсолы, которые представляют собой разбавленные обычные минеральные масла (например, И-12, И-20) Эмульсолы на нефтяной основе производятся по техническим требованиям ГОСТ 6243-75;
Эмульгаторы, у которых присутствуют металлические мыла синтетических жирных кислот. Производятся согласно ГОСТ Р 52128-2003;
Синтетические составы на основе высокоатомных спиртов, талловых масел, триэтаноламина. Производятся по ГОСТ 38.01445-88, и предназначаются для токарных станков, ведущих механическую обработку быстрорежущих, нержавеющих, легированных сталей. Не допускается их использование в отработанном виде;
Сульфофрезолы (ГОСТ 122-94) – смеси высокоочищенного масла и серосодержащих составов. Эффективно снижают трение, не обладают коррозионными свойствами, поскольку не содержат воды, кислот, щелочей.
Общим свойством, которым должна обладать синтетическая СОЖ для токарных станков – пониженная вязкость. Здесь основные компоненты СОЖ легко распределяются по сложной поверхности инструмента, хорошо охлаждают её, не позволяют стружке налипать на резец. В среднем рассматриваемый показатель для процессов механической обработки, не превышает 35 — 40 сСт.
Под смазочным действием понимают способность СОЖ образовывать на контактных поверхностях инструмента, на стружке и на обработанных поверхностях заготовки прочные пленки, полностью или частично предотвращающие соприкосновение передней поверхности со стружкой и задних поверхностей с поверхностью резания. Смазочное действие жидкостей растет с повышением проникающей способности веществ, входящих в ее состав, и активности, с которой эти вещества вступают во взаимодействие со свежеобразованными поверхностями детали, стружки и инструмента.
Охлаждающее действие СОЖ заключается в основном в отборе тепла от нагретых контактных поверхностей инструмента и поверхностей обрабатываемой детали за счет конвективного теплообмена. Теплообмен между нагретыми поверхностями и СОЖ зависит от условий испарения жидкости, теплофизических свойств контактирующих тел, смачивающих способностей СОЖ, скорости ее относительного движения.
Под моющим действием СОЖ понимают способность жидкостей удалять продукты изнашивания с поверхности резания и контактных поверхностей инструмента. Моющая способность СОЖ улучшается со снижением поверхностного натяжения жидкости.
Кроме смазочных, охлаждающих и моющих свойств, смазочноохлаждающие жидкости должны обладать стабильностью, не иметь неприятного запаха, быть мало склонными к пенообразованию, не вызывать коррозии станка, детали и инструмента.
Все применяемые в настоящее время СОЖ можно разделить на имеющие в своей основе воду (водные жидкости) и масло (масляные жидкости). К первой группе относятся водные растворы электролитов и поверхностно-активные вещества, масляные эмульсии и присадки; эти жидкости имеют повышенные охлаждающие и пониженные смазочные свойства. Ко второй группе относятся растительные масла, минеральные масла чистые и с присадками; эти жидкости имеют пониженные охлаждающие и повышенные смазочные свойства [4].
При выборе состава СОЖ для механообработки необходимо учитывать следующее. На контактирующих поверхностях обрабатываемой заготовки и инструмента возникают высокие контактные давления. Контактное давление максимально в непосредственной близости к главной режущей кромке (до 60. 70 ГПа). Такое давление препятствует доступу в активную зону смазочно-охлаждающей жидкости и эффективному охлаждению. Проблему повышения эффективности решают подачей СОЖ оптимальным способом в зону резания и обоснованным выбором рациональной рецептуры СОЖ. Основные пути улучшения охлаждающего действия СОЖ следующие [43]:
использование в составе СОЖ жидкостей с высокой теплопроводностью, теплоемкостью и плотностью;
применение компонентов с малой кинематической вязкостью;
увеличение скорости потока СОЖ относительно охлаждаемых объектов;
уменьшение гидравлического эквивалентного диаметра охлаждаемого объекта.
Первые два пункта в основном зависят от состава СОЖ, который должен удовлетворять еще и другим требованиям: предупреждения коррозии, долговечности, стабильности и т.д.
Перечисленные требования относятся к функциональным и эксплуатационным свойствам СОЖ, однако, для конкретного технологического процесса основные требования: увеличение стойкости инструмента и повышение качества обработанных деталей.
Применение при резании СОЖ уменьшает силу резания, улучшает качество обработанной поверхности и в большинстве случаев повышает стойкость инструмента.
При обработке коррозионно-стойких сталей в большинстве случаев доминирует адгезионно-усталостный износ. Для его подавления применяют СОЖ с высокими смазывающими свойствами. Из-за меньшей реакционной способности коррозионностойких сталей более высокие результаты при их обработке показывают СОЖ с высокой концентрацией противозадирных и противоизносных присадок.
Фрезерование коррозионно-стойких сталей концевыми, дисковыми, цилиндрическими фрезами целесообразно осуществлять с применением эмульсионных и полусинтетических СОЖ. Чем пластичнее сталь, тем большее влияние оказывает СОЖ на процесс фрезерования. И, наоборот, при фрезеровании малопластичных, термически упрочненных сталей (09X16НЧБ, 40X13) состав СОЖ незначительно влияет на стойкость инструмента. При фрезеровании вязких сталей более эффективны СОЖ с высокими смазывающими свойствами (Аквол-6).
При фрезеровании без применения СОЖ наблюдается приваривание стружки к твердосплавным зубьям с последующим отделением крупных частиц твердого сплава инструмента вместе со стружкой. Применение СОЖ препятствует этому процессу, повышая стойкость и работоспособность инструмента.
При обработке деталей из титановых сплавов усадка стружки мала и при определенных условиях происходит не усадка, а удлинение стружки. Это явление названо «отрицательной усадкой стружки», связано с низкой пластичностью материала и приводит к появлению высоких температур и контактных давлений, а, следовательно, к адгезионному износу.
При обработке нержавеющих сталей тип применяемых СОЖ существенно влияет на износ инструмента.
Как выбрать СОЖ для фрезерования?
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
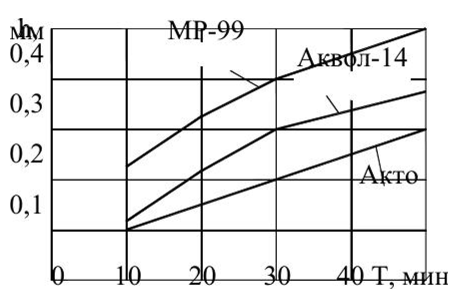
Рис. 2.75. Влияние типов СОЖ на износ инструмента при обработке стали 12X181II ОТ
существенно зависит от типа применяемой СОЖ (рис. 2.75). При обработке этой же стали без применения СОЖ, износ фрезы за 20 мин составил 0,55 мм [43].
Твердые сплавы по сравнению с быстрорежущими сталями обладают более высокой теплостойкостью, поэтому стойкость твердосплавных инструментов при применении
СОЖ возрастает меньше быстрорежущих.
Для повышения стойкости инструмента более эффективными являются СОЖ не на масляной, а
При обработке резанием существуют следующие методы подвода СОЖ; полива (рис. 2.77, а), напорного охлаждения (рис. 2.77, б) и охлаждения туманом (рис. 2.77, в).
Рис. 2.77. Методы подвода СОЖ:
Чистый алюминий весьма критичен к типу применяемой смазочно-охлаждающей жидкости. Термообработанные алюминиевые сплавы в определенном диапазоне скоростей обрабатывают без применения СОЖ.
Для увеличения срока службы СОЖ применяют устройства по ее очистке. Несмотря на значительную стоимость этих устройств, они быстро себя окупают.
Приготовление, хранение и утилизация смазочно-охлаждающих жидкостей
В России выпускается и концентрат СОЖ, и компоненты для его приготовления для условий конкретного предприятия. Перед применением для металлообработки они проходят следующие процедуры:
Перемешивания компонентов при нужных температурах (при 60 — 110 °С, что устанавливается по марке и составу).
Отбор проб для анализа на соответствие (для России действует ГОСТ 2517-80).
Хранение в специализированных емкостях, допускающих периодическое перемешивание, подогрев и пр.
Заправку в устройства и аппараты для непрерывной подачи.
При подготовке к СОЖ могут добавляться присадки. Для этого на участках предприятий России часто предусматривают виброустановки тонкого эмульгирования.
Со временем рассматриваемые составы загрязняются, поэтому предусматриваются различные системы, которыми производится очистка СОЖ от остатков стружки, налипшего металла и т.д. Отработанные продукты, эффективная очистка которых уже невозможна, утилизируются.
Как мы видим выбор СОЖ огромен и к их подбору нужно относится очень серьезно с целью экономии денежных средств.
Влияние смазочно-охлаждающей жидкости на процесс резания
Применение смазочно-охлаждающей жидкости (СОЖ) благоприятно воздействует на процесс резания металлов: значительно уменьшается износ режущего инструмента, повышается качество обработанной поверхности и снижаются затраты энергии на резание. При этом уменьшается наростообразование на режущей кромке инструмента и улучшаются условия для удаления стружки и абразивных частиц из зоны резания. Наименьший эффект дает применение СОЖ при обработке чугуна и других хрупких материалов.
При работе твердосплавным инструментом на высоких скоростях резания рекомендуется обильная и непрерывная подача СОЖ, так как при прерывистом охлаждении в пластинах твердого сплава могут образоваться трещины, приводящие к выходу инструмента из строя. Наиболее эффективно применение СОЖ при обработке вязких и пластичных металлов, при этом с увеличением толщины среза и скорости резания положительное воздействие СОЖ на процесс стружкообразования уменьшается. Выбор СОЖ зависит от обрабатываемого материала и вида обработки.
СОЖ должна обладать высокими охлаждающими, смазывающими, антикоррозийными свойствами и быть безвредной для обслуживающего персонала.
Все СОЖ можно разделить на две основные группы: охлаждающие и смазочные. К первой группе относятся водные растворы и эмульсии, обладающие большой теплоемкостью и теплопроводностью. Широкое распространение получили водные эмульсии, содержащие поверхностно-активные вещества. Они применяются при обдирочных работах, когда к шероховатости обработанной поверхности не предъявляют высоких требований.
Ко второй группе относятся минеральные масла, керосин, а также растворы поверхностно-активных веществ в масле или керосине. Жидкости этой группы применяются при чистовых и отделочных работах.
Также нашли применение осерненные масла (сульфофрезолы), в которых в качестве активированной добавки используется сера.
Для чего нужна СОЖ
Применять ли при фрезеровании смазочно-охлаждающую жидкость (СОЖ)
Этот вопрос имеет принципиальное значение при проектировании технологии обработки. Действительно, что предпочесть для эффективного резания: подвод СОЖ или отказ от него?
Для чего нужна СОЖ
Следует сразу оговориться: как и во многих сферах техники и технологии, достаточно сложно найти однозначный ответ на поставленный вопрос, и обсуждаемая тема требует более подробного рассмотрения. Влияние СОЖ, или жидкие смазочно-охлаждающие технологические средства (далее СОТС), как следует из самого названия, выполняют две функции: смазка и охлаждение. В процессе резания поверхности инструмента и заготовки контактируют друг с другом.
Смазочный эффект СОЖ снижает возникающую силу трения и облегчает снятие материала. Механическая обработка сопровождается интенсивным тепловыделением, и температура в зоне резания высока. Охлаждающий эффект подвода СОЖ позволяет уменьшить термическую нагрузку на инструмент.
Кроме того, СОЖ улучшает удаление стружки и снижает концентрацию металлической пыли вокруг станка. Таким образом, применение СОЖ непосредственно связано с решением следующих задач:
улучшение технологических показателей точности и шероховатости, достигаемых обработкой;
повышение экономической эффективности выполняемой операции (рост производительности, увеличение стойкости инструмента, снижение затрат на инструмент);
охрана окружающей среды.
Фрезерование характеризуется прерывистым резанием, в процессе которого режущее лезвие (зуб) инструмента испытывает циклическую тепловую нагрузку. Зуб фрезы, входя в материал обрабатываемой заготовки и покидая его, находится под действием резкого изменения температуры окружающей среды. Режущая кромка пребывает в состоянии повторяющегося термического шока.
Современные тенденции применения СОЖ
Сегодня основным инструментальным материалом является твёрдый сплав – спекаемый металлокерамический продукт, получаемый технологией порошковой металлургии. Он достаточно чувствителен к существенному перепаду температур, вызывающему разрушение кромки. В данном случае подача СОЖ может усилить отрицательный эффект «шоковой терапии» фрезы, вольно или невольно способствуя её преждевременному износу. Избыточное тепло приводит к пластической деформации кромки, а значительная разница температур – к термическим трещинам.
Дополнительным осложняющим фактором становятся и особенности операции: фрезерование труднообрабатываемых материалов, черновое резание с большим припуском на проход и т. п. – в такой ситуации наблюдается усиленное теплообразование. Следовательно, наряду с бесспорными достоинствами применение СОЖ обладает не менее очевидными недостатками.
В то же время в ряде случаев подвод СОЖ просто необходим, так как без него производительное резание невозможно: например, фрезерование титана или жаропрочных материалов на основе никеля, различных марок нержавеющей стали аустенитной или аустенитно-ферритной (двухфазной) групп, высоколегированного износостойкого чугуна со специальными свойствами.
При обработке глубоких полостей или узких пазов подвод СОЖ существенно улучшает отвод стружки и предотвращает вторичное резание. Традиционно подвод смазочно-охлаждающей жидкости проводится под «низким» давлением (20 бар).
Прогресс станкостроения позволил использовать технологию подачи СОЖ под высоким давлением в районе 80 бар и намного больше. При использовании обычного метода подвода СОЖ усиленное выделение тепла приводит к образованию в зоне резания парового слоя, который затрудняет теплопередачу. Струя СОЖ под высоким давлением пробивает этот слой и устраняет указанное препятствие. Кроме того, она улучшает процесс резания металла и способствует образованию тонкой стружки.
Разумеется, чтобы воспользоваться преимуществами подвода СОЖ под высоким давлением, требуются особые станки или же проведение соответствующей модернизации имеющегося оборудования. Фрезерование без СОЖ и другие варианты.
Оставим в стороне те случаи, когда подача СОЖ буквально «жизненно» необходима для эффективного фрезерования.
Резание без СОЖ
Как уже отмечалось, черновое фрезерование со значительным объёмом удаляемого материала сопровождается интенсивным выделением тепла, и подача СОЖ может выступать здесь в роли разрушающего фактора, создавая стрессовую термическую нагрузку.
При сухой обработке температура твёрдосплавной режущей кромки тоже высокая, но при правильно установленных параметрах режима резания не превышает допустимых значений. Температура изменяется в достаточно узких пределах и не приводит к термическому шоку материала.
Другой пример – высокоскоростное фрезерование, в первую очередь, закалённых сталей твёрдостью HRC 45 и выше. Резание в этом случае отличается снятием тонкой стружки, и в качестве СОЖ настоятельно рекомендуется использовать только воздух. В обоих приведенных случаях отказ от СОЖ кардинально повышает стойкость инструмента.
Другими немаловажными факторами, без учёта которых всестороннее рассмотрение вопроса невозможно, являются экономика охлаждения и безопасность труда. В серийном производстве расходы на режущий инструмент составляют примерно 3% стоимости операции механической обработки. Доля затрат, связанных с СОЖ (приобретение, обслуживание, фильтрация и т.д.), по оценкам различных источников в ряде случаев приближается к 12 и даже 17%. Длительное воздействие смазочно-охлаждающей жидкости способствует развитию профессиональных заболеваний у персонала. Совершенствование международных и национальных стандартов, отраслевых нормативных документов и внутризаводских инструкций ужесточает требования к СОЖ и, несомненно, сказывается на её стоимости.
Станки, предназначенные для сухого фрезерования, при прочих равных условиях конструктивно проще, а следовательно, и дешевле: отсутствуют насос для подачи СОЖ, система её переработки и т.п. Указанные факторы совсем не второстепенны при поиске ответа на наш вопрос о необходимости использования СОЖ.
Фрезерование с минимальным количеством смазки
В соответствии с этим методом обработка осуществляется в окружении масляного тумана, аэрозоля, образуемого подачей сжатого воздуха и малого количества СОЖ непосредственно на режущий инструмент. В зависимости от конструктивных особенностей станка и фрезы подвод аэрозоля бывает внешним и внутренним (через корпус инструмента). Основная задача метода – обеспечить надёжное смазывание режущей кромки фрезы. Так как потребляется лишь минимально необходимое количество СОЖ, эффективность использования смазочноохлаждающей жидкости резко возрастает.
Заготовка и образуемая стружка остаются практически сухими, что помогает предотвратить слипание стружки и значительно облегчает её переработку.
Этот метод повышает стойкость режущего инструмента. Сухим остаётся также и рабочее пространство станка. Следовательно, его различные части находятся в более благоприятных условиях эксплуатации, и срок их службы увеличивается. Новые решения предлагает также криогенное охлаждение. Создание окружающей среды очень низкой температуры исключает перегрев инструмента и приводит к повышению его стойкости. Комбинируя криогенное охлаждение с этими принципами метода, можно организовать более действенную минимальную подачу хладоагента (например, жидкого азота) в зону резания через внутренние каналы в корпусе фрезы.
Некоторые криогенные системы рассчитаны на использование углекислого газа (CO2 ) низкой температуры, подаваемого под давлением. В любом случае частицы хладоагента, попадая на режущую кромку, эффективно отводят образующееся тепло. Принципиальные преимущества очевидны, но криогенное охлаждение – дорогостоящая технология, требующая особой конструкции станка.
Во многих случаях не только повышается смазочно-охлаждающий эффект, но также и улучшается процесс удаления стружки. Конструкция инструмента, предназначенного для фрезерования с подачей СОЖ под высоким давлением и криогенного охлаждения, требует особого внимания: профиль внутренних каналов, их размеры, уплотняющие элементы – все эти, на первый взгляд, второстепенные детали приобретают важное значение для обеспечения нормального режима течения СОЖ. Важным звеном являются специальные сопла, устанавливаемые на выходе каналов. С их помощью удаётся оптимизировать скорость СОЖ и направить его на необходимый участок.
Охлаждение сменной многогранной пластины из твёрдого сплава
«Ключом» становится сам твёрдый сплав и особенно его покрытие, создающее барьеры для проникновения тепла в тело пластины. Стойкость покрытия к термическому шоку прямо связана с сопротивляемостью тепловому разрушению.
Покрытия различаются по своим свойствам, и одни из них более подходят к обработке с подачей СОЖ, другие – менее. Однако малый по своим размерам микромир покрытий так богат факторами, прямо влияющими на состояние своего макроокружения – собственно пластину, что данная тема заслуживает отдельного обсуждения.
материал взят из статьи А. ПЕТРИЛИН «ФРЕЗЕРОВАНИЕ С СОЖ ИЛИ БЕЗ – РЕШЕНИЕ ЗА ВАМИ»



