Ремонт коленчатого вала
Коленчатый вал ( см. рис. 37 ) является одной из наиболее ответственных и нагруженных деталей дизеля. Материал коленчатого вала — сталь 18XHBA. В процессе ремонта коленчатого вала устраняют следующие неисправности: прогиб, надиры и износ шеек, износ поверхностей хвостовика вала, повреждение резьбы в носке вала.
Для устранения указанных неисправностей принята следующая схема технологического процесса ремонта коленчатого вала :
Изношенную резьбу 2M72х3Е в носке вала вновь нарезают на ремонтный размер CП2M73х3Е. Для выполнения этой операции вал устанавливают на токарном станке в кулачках и люнете. Новую резьбу проверяют специальным калибром.
Хвостовик из коленчатого вала выпрессовывают в случае предельного износа шейки (нет припуска для шлифования шейки под ремонтный размер) и при ширине шлицев ниже минимально допустимого размера 5,75 мм. Для выпрессовки хвостовика коленчатого вала применяют специальный горизонтальный гидравлический пресс, развивающий усилие до 40 т.
Перед шлифованием шеек коленчатый вал подвергают правке.
При необходимости допускается шлифование буртика до размера по ширине мм. При шлифовании шейки носка вала должен быть выдержан радиус галтели 2-0,5 мм.
Изношенные девятую и десятую шейки носка шлифуют под хромирование до диаметров не менее 94,60 и 84,60 мм. Обработанные шейки хромируют до диаметров 95,1 +0,05 мм и 85,1 +0,05 мм; шейку упорного подшипника наращивают до диаметра 100-0,05 мм. После наращивания блестящим слоем хрома шейки вала шлифуют под номинальные размеры:
Коренные и шатунные шейки вала шлифуют для того, чтобы устранить овальность, конусность, риски и исправить галтели. Шлифование шеек также необходимо для валов, подвергавшихся правке или перепрессовке хвостовика.
Для установки вала на круглошлифовальный станок используют задний плавающий центр. Передний центр также должен быть плавающим при повреждении центровой фаски в носке или при большом биении шеек вала.


Передний центр ( рис. 111, а ) ввертывают в носок коленчатого вала. Центр состоит из корпуса 5, собственно центра 2 и поводка 4. Болты 1 служат для установки центра относительно шейки переднего конца вала. Задний центр ( рис. 111, б ) надевают на хвостовик вала и закрепляют стопором 5. Положение центра 7 в корпусе 6 регулируют и закрепляют четырьмя болтами 8. Вал нa станке устанавливают так, чтобы биение носка и хвостовика было не более 0,05 ммч всех остальных шеек — менее 0,2 мм.
Чтобы избежать прогиб вала при шлифовании, ко 2-й, 5-й и 8-й коренным шейкам подводят кулачки люнетов. Рекомендуется применять двухкулачковые люнеты ( рис. 111, в ) с деревянными колодками. Нижняя колодка укреплена на коромысле, управляемом наклонным отжимным болтом. Боковая колодка установлена на ползуне, передвигаемом горизонтальным винтом.
Шейки шлифуют до устранения овальности и повреждений на цилиндрической поверхности и галтелях. После шлифования диаметры всех коренных шеек должны быть не менее 93 мм. Если размеры шеек близки друг к другу, то их шлифуют до одного диаметра. При шлифовании шеек желательно снимать слой металла не более 0,03—0,45 мм на сторону. Предельный ремонтный размер ширины шеек равен 56,4 мм. После шлифования поверхность шеек и галтелей должна быть гладкая, без рисок.
Рис. 111. Приспособления для крепления коленчатого вала нa станке: а — передний плавающий центр; б — задний плавающий центр; в — люнет; 1 — болт; 2 — центр; 3 — корпус переднего центра; 4 — поводок; 5 — стопор; 6 — корпус заднего центра; 7 — центр; 8 — фиксирующие болты; 9 и 11 — колодки; 10 — коромысло; 12 — ось; 13 — направляющий винт; 14 — ползун; 16 — сварной корпус; 16 — винт ползуна; 17 — болт коромысла; 18 — упорная планка.
Овальность и конусность шеек допускается не более 0,03 мм. Корсетность и бочкообразность не допускаются.
Необходимо обращать внимание на правильное выполнение галтелей, т. е. на величину радиусов и плавность перехода от большего радиуса к меньшему и от меньшего радиуса к шейке вала. Галтели вала контролируют по предельным шаблонам.
Для валов различных выпусков, отличающихся по радиусам галтелей, применяют различные шаблоны, на которых указан номер чертежа вала и величина радиуса. Перед снятием вала со станка затупляют острую кромку на торце первой коренной шейки.
Для проверки радиуса галтелей шлифовального круга шлифуют пробную пластину и проверяют ее по радиусному шаблону. При необходимости правят шлифовальный круг.
При надобности также шлифуют шейку хвостовика диаметром 39,8-0,017 мм под втулку ремонтного размера.
Для шлифования шатунных шеек вал устанавливают 9-й и 1-й коренными шейками на призмы кронштейнов центросместителей, носком к передней бабке. Под первую коренную шейку подкладывают ленточную прокладку толщиной, равной полуразности диаметров 9-й и 1-й коренных шеек. Вал располагают так, чтобы ось 1-й и 6-й шатунных шеек была совмещена с осью центров станка. Закрепив вал за смещенные коренные шейки, выверяют по индикатору биение 1-й и 6-й шатунных шеек, которое должно быть не более 0,2 мм.
После выверки и закрепления вала на станке устанавливают люнет под первую шатунную шейку, которую шлифуют до получения правильной цилиндрической формы. Диаметр шейки после устранения дефектов на цилиндрической поверхности и галтелях должен быть не менее 83 мм. Предельный ремонтный размер ширины этих шеек равен 70,5 мм. В остальном при шлифовании шатунных шеек выполняют те же требования, что и при обработке коренных шеек.
Затем шлифуют и 6-ю шатунную шейку, переставив под нее люнет.
Для шлифования остальных шеек ослабляют крепление вала в смещенных центрах, повертывают его на 120° так, чтобы против центров станка расположилась следующая пара шатунных шеек, и тщательно проверяют по индикатору точность установки вала. Люнет переставляют под каждую шлифуемую шейку.
Закончив шлифование шеек, коленчатый вал проверяют на отсутствие трещин на магнитном дефектоскопе.
Слесарная обработка вала производится на подставке — пирамиде. Сначала выпрессовывают поврежденные (помятость и качка) маслопроводящие трубки в шейках; зачищают отверстия, устанавливают новые трубки и развальцовывают их наружные кромки. Конец трубки должен утопать в отверстии шейки в пределах 0,5—1,0 мм.
В заключение зенкуют и притирают забитые фаски под заглушки отверстий в шейках вала.
Рис.112. Приспособление для обработки фасок под заглушки отверстий шеек вала.
На конце оправки 3 расположена зенковка 2. Винт 1, входящий в радиусный вырез оправки, служит поводком зенковки. Продольный вырез на оправке обеспечивает снятие зенковки без вывертывания винта. Оправка центрируется направляющей втулкой 4. Внутренний выступ шайбы 5 входит в продольный паз на оправке. При подтягивании гайки 6, упирающейся в шайбу 5, оправка смещается вдоль оси, а зенковка 2 углубляется в материал вала. Оправку вращают трещоточным ключом.
Коренные и шатунные шейки полируют шкуркой в специальных деревянных зажимах. Поверхности шеек и галтелей полируют до устранения следов шлифования, последовательно применяя электро-корундовые шкурки на бязевой основе зернистостью 100, 150, 240 и 320. Боковые поверхности щек полируют шкуркой зернистостью 80-120.
После полирования проверяют чистоту поверхности шеек, их диаметр, а также конусность и овальность.
Отремонтированный коленчатый вал подвергают полному контролю на специальном стенде ( рис. 113 ). При этом проверяют отклонение радиуса кривошипа шатунных шеек, отклонение углового положения кривошипов (120°±30′), параллельность шатунных и коренных шеек, биение коренных шеек, шеек переднего конца и хвостовика вала, размеры шеек, упорного буртика и шлицев.
Для проверки коленчатый вал укладывают на призмы 1 и 8 плиты 9 стенда. Призму движка центроискателя 2 направляют на 7-ю коренную шейку. При этом несколько приподнимается движок центроискателя и на некоторую величину отклоняется стрелка индикатора. Совместив нулевое деление шкалы индикатора со стрелкой, центроискатель направляют на 2-ю коренную шейку. Если стрелка индикатора отклонится, то нужно регулировать высоту призмы 1, добиваясь совмещения стрелки индикатора с нулевым делением шкалы.
Рис. 113. Стенд для контроля коленчатых валов.
Чтобы определить величину отклонения радиуса кривошипа от номинального размера (90 мм), шатунную шейку вала сначала устанавливают в верхнее положение. С этой целью к поверхности шейки приставляют верхнюю площадку А движка центроискателя 2, а стрелку индикатора совмещают с нулевым делением шкалы. Затем вал поворачивают на 180°, подводят к шейке нижнюю площадку Б движка центроискателя 2 и пo величине отклонения стрелки индикатора находят нижнее положение шейки вала. При этом показание стрелки индикатора будет равно двойной величине отклонения радиуса кривошипа от номинального размера, так как расстояние между нижней и верхней площадками движка равно удвоенному номинальному радиусу кривошипа.
Отклонение углового положения кривошипа определяют следующим образом. Первую шатунную шейку вала устанавливают в горизонтальное положение, пользуясь призмой центроискателя 2.
Шлицевую втулку 4 звездочки надевают на передний конец вала так, чтобы один из радиальных выступов занял горизонтальное положение. Втулку закрепляют фиксатором, конец которого входит в шлицевой паз вала.
В отверстии каждого выступа звездочки вставлены ролики 5. Под ролик подводят стойку 7 и регулируют винт 6 стойки так, чтобы его головка коснулась ролика. После этого нулевое деление шкалы индикатора совмещают со стрелкой; призму движка центроискателя и стойку 7 со стрелкой отводят в сторону и поворачивают коленчатый вал примерно на 120°. Вновь придвинув стойку 7, повертывают коленчатый вал до соприкосновения следующего ролика с головкой того же винта 6 стойки 7.
Затем призму движка центроискателя вводят в контакт, с шейкой, которая в данный момент заняла горизонтальное положение, и по отклонению стрелки индикатора от нулевого деления шкалы определяют отклонение кривошипа от нормального положения.
Показание стрелки индикатора будет равно величине смещения шатунной шейки относительно ее правильного положения, выраженной в миллиметрах длины дуги, описанной радиусом кривошипа.
При радиусе кривошипа R = 90 мм отклонение на 1° соответствует длине дуги 1,58 мм. Следовательно, при допустимом угловом отклонении кривошипа (±30′) величина перемещения стрелки индикатора должна быть не более ± 0,79 мм.
Стойка 3 с индикатором служит для проверки параллельности шеек относительно оси вала.
При ослаблении посадки и повреждении масляных трубок в шейках вала трубки заменяют новыми. Конец новой трубки должен утопать на 0,5—1,0 мм от поверхности шейки и выходить в полость шейки на величину не более 16 мм. Наружный конец запрессованной трубки развальцовывают под углом 60°.
При окончательной проверке отремонтированного вала контролер заполняет карту измерений.
Далее производят притирку маслоотбойного кольца по галтели 9-й шейки коленчатого вала. Для притирки используют пасту с корундовым порошком M28. Качество притирки контролируют по краске, которая должна покрывать 70% поверхности галтели.
В заключение вал промывают в дизельном топливе или керосине, протирают салфеткой и смазывают маслом. Шейки вала обвертывают промасленной бумагой. Коленчатые валы, подлежащие хранению, подвергают консервации.
Ремонт коленчатых валов и их подшипников
Основные возможные дефекты. Наиболее распространённые дефекты коленчатых валов: грязевые отложения в полостях шатунных шеек; износ и задиры шатунных и коренных шеек; прогиб вала; трещины на шейках вала; износ шеек под распределительную шестерню и шкив привода вентилятора; износ стенок шпоночных канавок, поверхностей отверстий под шарикоподшипник муфты сцепления и прочее.
Поверхности шатунных и коренных шеек изнашиваются неравномерно, из-за этого появляется конусообразность и овальность. Наибольший износ шатунных шеек наблюдается на участках поверхностей со стороны коленчатого вала. По этой причине при шлифовании коленчатый вал нужно устанавливать, выдерживая радиус кривошипа. Наибольший износ коренных шеек наблюдается на участках поверхностей, которые обращены в сторону щёк кривошипа, и по этой причине прогиб вала нужно проверять не по средней шейке, а по биению фланца для крепления маховика (допустимо не более 0,03 мм).
Ремонт. Необходимость ремонта коленчатого вала и замены подшипников определяется по овальности шеек и превышению допускаемых без ремонта зазоров в подшипниках.
Перед началом ремонта следует тщательно промыть полости для центробежной очистки масла и масляные каналы в коленчатом валу. Наличие трещин проверяется, используя магнитно-порошковые способы дефектации.
Шлифование. Коренные и шатунные шейки шлифуются на ремонтные размеры, которые установлены в зависимости от марки двигателя от 4-х до 6-ти номеров с диапазоном 0,25 мм.
Сначала следует шлифовать шатунные шейки на круглошлифовальном полуавтомате ХШ2-01 либо на станке ЗА423 с применением специальных центросместителей 70-7132-1008. Угловая ориентация вала – индикаторным приспособлением по шлифуемой шейке [рис.61].
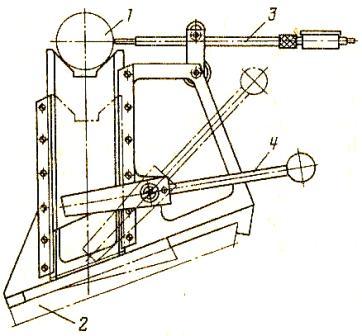
Рис. 61. Приспособление с индикаторной головкой для установки коленчатого вала при шлифовании шатунной шейки.
3) – Индикаторная головка;
Коренные шейки рекомендуется шлифовать на полуавтомате ХШ2-12 либо на станке ЗА423 при базировании по центровым отверстиям.
Перед шлифованием абразивный круг со ступицей статически балансируется, затем правится алмазным карандашом. Далее следует закруглить его кромки на размер радиуса галтелей шеек шлифуемого вала, проверяя его шаблонами. Радиусы галтелей для коленчатых валов дизелей находятся в пределах 4-6 мм, а для карбюраторных – 3-5 мм.
Для восприятия усилий, создаваемых при врезании в шейку абразивного круга, и предупреждении прогиба вала применяется люнет. Кулачки люнета следует довести до упора в шлифуемую шейку.
1) скорость круга 25-30 м/с;
Допустима обработка коренных и шатунных шеек на разные ремонтные размеры. Любые отклонения от цилиндрической формы шейки допускаются не более 0,015 мм. Твёрдость шеек должна быть не ниже HRC 48. Перед шлифованием шеек на третий ремонтный размер рекомендуется их закалить ТВЧ при вертикальном положении вала.
Полирование. Для получения шероховатости поверхности в пределах Rа= 0,16-0,32 мкм операция выполняется на установке ОР-26320, где каждая шейка отдельно полируется абразивной либо алмазной лентой вместе с галтелями [рис.62].
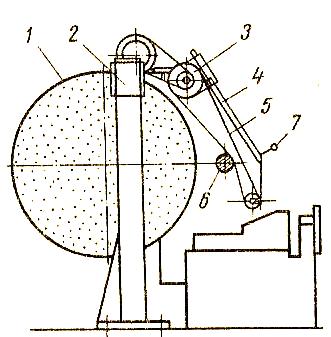
Рис. 62. Схема установки для полирования шеек валов.
1) – Абразивный круг;
3) – Контрпривод ленты;
4) – Поворотный рычаг;
5) – Абразивная лента;
7) – Рукоятка для подъёма/опускания ленты.
Контроль. Размеры, овальность, конусообразность, бочкообразность, седлообразность всех шеек проверяется скобами СР (ГОСТ 11098-64), настроенными по концевым мерам.Взаимное расположение коренных и шатунных шеек, а также радиус кривошипа определяются контрольными приспособлениями 70-8735-1021 и 70-8735-1028, а шероховатость поверхностей шеек определяется профилометром модели 296.
В простейшем случае на контрольной плите [рис.63] можно произвести замер радиуса кривошипа и отклонение от параллельности оси шатунных шеек относительно коренных.
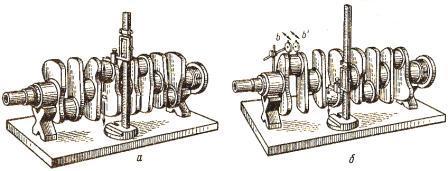
Рис. 63. Проверка на плите коленчатого вала.
а) – радиуса кривошипа;
б) – параллельности коренных и шатунных шеек.
Отклонение от параллельности (разность максимальных показаний индикаторов в точках b и b΄), включая конусообразность шейки, допустима не более 0,03 мм на длине 100 мм. Смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, допускается максимально 20΄ в обе стороны от нормального положения.
Восстановление. После износа шеек коленчатого вала последнего ремонтного размера они восстанавливаются одним из приведённых способов:
1) широкослойная наплавка под слоем флюса (чугунные, с дополнительной присадочной проволокой);
2) электроконтактное напекание металлических порошков;
3) газопламенное напыление порошковых материалов.
Прочие дефекты коленчатого вала устраняются обычными приёмами.
Динамическая балансировка. Коленчатые валы подвергаются балансировке на универсальной машине КИ-4274 или БМ-У4 отдельно либо вместе с муфтой сцепления. Допускается дисбаланс: 50 г·см для коленчатых валов двигателей типа СМД-60;
150 г·см для коленчатых валов двигателей типа ЯМЗ;
Подшипники. Характерные неисправности: выкрашивания либо задиры антифрикционного слоя подшипников, смятие фиксирующих усиков, плоскостей в местах разъёма вкладышей и ослабление их посадки в шатуне и блоке в результате износа внутренних поверхностей последних. При наличии таких дефектов подшипники подлежат выбраковке.
В случае износа коренных роликовых подшипников коленчатого вала дизеля ЯМЗ-240Б размер коренной шейки допускается 191,85 мм против номинального 191,92-0,03 мм. При большем износе шейки шлифуются на один из ремонтных размеров (первый – 191,42 мм, второй – 190,48 мм) и устанавливают ролики ремонтного размера. Все технологические процессы, связанные с ремонтом и восстановлением коленчатых валов, необходимо проводить в условиях специализированных ремонтных предприятий.
Осторожно, шатунные шейки!
Если подготовка к работе завершена, можно приступать к шлифованию шатунных шеек. Для этого коленвал устанавливается в патроны станка так, чтобы его ось вращения проходила через одну из шатунных шеек.
Исключить или, по крайней мере, значительно уменьшить дисбаланс вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы коленвалов и радиуса кривошипа.
Итак, только теперь можем начинать шлифовку. Включаем вращение вала, подачу СОЖ (смазывающе-охлаждающей жидкости), подводим шлифовальный круг до касания шейки. Далее следует сделать подачу в пределах 0,05 мм «на врезание», короткую остановку и снова подачу. И так до заданного размера шейки, разумеется, с промежуточным контролем получающегося размера.
Многолетняя практика шлифования коленчатых валов большого числа различных двигателей позволяет указать оптимальный способ установки коленвала. Но прежде рассмотрим варианты.
Некоторые шлифовщики зажимают вал в патронах точно так же, как и при шлифовке шатунных шеек, только патроны сводят к оси вращения планшайб станка. Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или 1-й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом.
Правда, описанный способ проще: он не требует демонтажа планшайб с патронами (это не слишком приятная и легкая процедура), но такое «слабое» его преимущество меркнет перед серьезными недостатками.
Очень важно, чтобы усилие сжатия вала центрами было минимальным, в противном случае вал в станке деформируется. Если затем коренные шейки прошлифовать, то после снятия со станка коленчатый вал разогнется и сразу окажется кривым.
Разумеется, при установке вала в центрах необходимо контролировать биение различных поверхностей (хвостовик, шейки, задний сальник). Повышенное биение может свидетельствовать не только о необходимости правки центровых фасок, но и о повреждении или износе посадочной поверхности центров в станке (см. № 6/2001).
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
ДМИТРИЙ ДАНЬШОВ
Вопрос, который мы вынесли в название статьи, может показаться читателю, по меньшей мере, странным. Поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем.
Между тем наш вопрос вполне закономерен. Почему, спросите? Попробуем объяснить.
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами.
Как поправить коленвал
СЕРГЕЙ БУРАВЦЕВ, кандидат технических наук
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
Когда речь заходит о капитальном ремонте двигателя, от механиков часто слышишь: «Отдам коленчатый вал шлифовщику, прошлифует, и все будет как надо. » К сожалению, «как надо» получается редко, и качественно отремонтировать коленчатый вал только шлифовкой не удается. Почему? Попробуем разобраться.
Но при восстановлении коленчатого вала надо помнить: его надежность и долговечность не должны снизиться. Иначе ремонт, каким бы легким и простым он ни был, окажется слишком дорогим, так как деньги и время будут потрачены зря.
Что случилось с коленвалом?
Чтобы противостоять таким нагрузкам, вал должен быть жестким и прочным, причем очень важна его усталостная прочность, т.е. способность выдерживать переменные нагрузки.
Одновременно поверхности шеек коленвала должны обладать способностью противостоять износу на протяжении многих тысяч часов работы. Ну а все вместе это достигается соответствующей конструкцией, материалами и технологией обработки коленчатых валов на заводе-изготовителе.
Но как это повлияет на ремонт? Ну погнулся вал, и что? Ведь есть же ремонтные размеры! Прошлифовать его сразу во второй или даже в третий ремонт, и все дела!
Все да не все. На практике эта простота оказывается не только обманчивой, но и опасной.
Как не надо ремонтировать
Во многих мастерских на деформацию вала вообще не обращают внимания. Берут и шлифуют кривые валы, полагая, что после этого они становятся прямыми. И этого достаточно.
Недостаточно. Ведь на концах коленчатого вала находятся посадочные поверхности шестерен, шкивов, маховиков, а также рабочие поверхности под сальники. Все эти поверхности после шлифования кривого вала оказываются несоосными коренным шейкам, т.е. приобретают взаимное биение.
Согласно ТУ заводов-изготовителей, такие биения не должны превышать 0,0,020 мм. Куда там! После описанного «ремонта» иной раз и 0,1 мм можно почитать за благо. Что дает такое биение для двигателя, вкратце уже рассказано выше. Добавим лишь, что при биении поверхности в 0,1 мм даже самый лучший и дорогой сальник неспособен обеспечить герметичность. Такое же биение, например, звездочки цепи ГРМ приведет к резкому снижению ресурса цепи, значительному возрастанию шума и опасности поломок натяжителя и успокоителей. В свою очередь биение задней части коленчатого вала вызывает нагрузки на первичном валу коробки передач, подшипник которого вряд ли проживет долго.
Что же делать с валом, если он кривой?
Конечно, теоретически и кривой коленчатый вал можно (правда, не всегда) восстановить так, чтобы все поверхности имели допустимое биение относительно коренных шеек. Теоретически, потому что это слишком сложный, трудоемкий и дорогой путь, включающий целый ряд операций, в том числе восстановление поверхностей, старение, динамическую балансировку и др.
Учитывая все эти обстоятельства, в разное время были разработаны специальные способы правки коленчатых валов. Рассмотрим некоторые из них более подробно.
Самый известный и распространенный способ заключается в следующем: вал кладется на две опоры, а усилие с помощью пресса прикладывается между ними, причем в наиболее удаленной от оси точке.
Еще хуже распространившийся в последние годы способ правки чеканкой. С помощью зубила и молотка по галтелям намеренно наносится ряд сильных ударов. Возникающие вмятины и забоины на галтелях, действительно, создают напряжения и деформации, разгибающие вал. Но появившиеся очаги концентраторов напряжений таковы, что вал вряд ли прослужит долго до поломки, особенно если речь идет о современном форсированном двигателе.
Иногда деформированное место на валу подвергают сильному нагреву, чтобы облегчить правку и снизить в процессе ее опасность поломки вала, особенно чугунного. Но в этом случае после остывания вал дополнительно деформируется, и проявляются все отрицательные последствия предыдущих способов, включая невозможность обеспечить требуемую точность правки.
В целом ни один из перечисленных способов не гарантирует того, что вал после правки со временем не «вернется» в криволинейное состояние (в таких случаях говорят, что вал обладает «памятью», т. е. способностью запоминать свое предыдущее состояние). Значит, опять возможны задиры и выход двигателя из строя.
Метод Буравцева
Учитывая недостатки известных способов правки, фактически не позволяющих их использовать в ремонте, был разработан принципиально другой способ. Его назвали «поэлементной холодной правкой».
За годы использования способа поэлементной правки на практике накоплен огромный фактический материал о дальнейшей «судьбе» выправленных коленчатых валов как отечественных автомобилей, так и иномарок, включая грузовики и автобусы. Оказалось, что, в отличие от других, эти коленчатые валы не возвращаются в изогнутое состояние со временем. Не было и рекламаций, связанных с поломкой валов, что косвенно свидетельствует об их высокой усталостной прочности. И это несмотря на то, что многие валы имели ослабленные задирами шейки!
Все вышесказанное относится и к другим валам двигателей, в том числе распределительным и вспомогательным. Во многих случаях применение данного способа правки вообще не имеет альтернативы, поскольку дает возможность вернуть к жизни практически «безнадежные» валы с очень большой исходной деформацией.
Иногда качественной правкой можно даже заменить шлифовку. Например, поставляемые в запчасти новые коленчатые валы некоторых отечественных заводов порой имеют недопустимо большое биение (0,0,1 мм и более) шеек и посадочных поверхностей. Такие валы выправляются, после чего традиционная шлифовка здесь уже не требуется (остаточное биение составляет не более 0,01 мм), да и динамическая балансировка оказывается ненужной.
Разумеется, для достижения высокого качества необходимо, помимо правки, правильно выполнить все технологические приемы при шлифовании и доводке (полировке) рабочих поверхностей шеек и галтелей коленвала. Как это сделать, мы расскажем подробно в наших следующих материалах.
 |
 |
 |



