Управление вращением шпинделя – М03, М04, М05
Вспомогательные коды М03 и М04 предназначены для управления вращением шпинделя. Единственная разница между двумя этими М-кодами заключается в направлении вращения. Код М03 отвечает за прямое (по часовой стрелке), а М04 – за обратное вращение шпинделя (против часовой стрелки). Направление вращения определяется, если смотреть в отрицательном направлении оси Z (со стороны шпинделя в сторону заготовки). При фрезеровании режущие инструменты должны иметь прямое вращение (М03). При выводе метчика из отверстия, при нарезании левой резьбы, в циклах автоматического измерения диаметра инструмента может потребоваться обратное вращение шпинделя (М04). В конце программы обработки и перед сменой инструмента нужно остановить вращение шпинделя при помощи команды М05.
…
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%
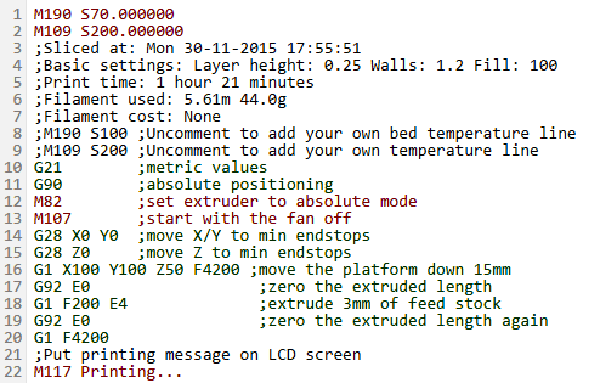
Для задания частоты вращения шпинделя используется S-адрес. За S следует числовое значение, выражающее скорость вращения шпинделя в оборотах за одну минуту. Большинство СЧПУ воспринимают только целочисленное значение S. Обычно код М03 и S находятся в одном кадре. Например, кадр N20 заставляет вращаться шпиндель в прямом направлении со скоростью 1000 оборотов в минуту:
%
O0002
N05 G21 G40 G49 G54 G80 G90 G98 G00
N10 T1 M06
N15 G43 H1 Z100.0
N20 M03 S1000
N25 X100.0 Y150.0 Z5
N30 G01 Z-0.5
N35 X200.0 Y250.0
N40 Z5.0
N45 G00 Z100.0
N50 M05
M55 M30
%

Рис. 7.1. При фрезеровании используется прямое вращение шпинделя (М03)
Некоторые станки (преимущественно старых моделей) оснащены специальной коробкой скоростей. Нужная передача для соответствующего диапазона скоростей вращения шпинделя выбирается автоматически или с помощью М-кодов. Обычно для включения низкой передачи используется код М41, а для включения более высоких передач – М42, М43 и т. д. Переключение передач в этом случае необходимо, чтобы двигатель, вращающий шпиндель, не подвергался чрезмерным нагрузкам (вспомните процесс переключения передач в автомобиле). Приведем небольшой программный пример. В кадре N20 включается низкая передача, а в кадре N25 шпиндель начинает вращаться со скоростью 900 оборотов в минуту:
…
N10 T5 M06
N15 G43 H5
N20 M41
N25 M03 S900
…
Формат программы
Одна и та же управляющая программа может выглядеть по-разному. В качестве примера этого явления приведем фрагмент все той же программы обработки паза:
…
N70 G01 Z-1 F25
N80 G01 X3 Y3
N90 G01 X7 Y3
N100 G01 X7 Y8
N110 G01 Z0.5
…
Так как G01 является модальным кодом, то совсем не обязательно указывать этот код в каждом кадре линейных перемещений. Поэтому данный фрагмент УП может выглядеть следующим образом:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7 Y3
N100 X7 Y8
N110 Z0.5
…
СЧПУ читает первый кадр, в котором задается линейное перемещение по оси Z на глубину 1 мм (Z-1). Затем считывается второй кадр, в котором присутствуют координаты, но нет другого G-кода. Так как G01 является модальным кодом, то он сохраняется в памяти и используется СЧПУ для работы с новыми координатами. Можно сказать, что адреса X и Y также являются модальными. То есть значения координат сохраняются в памяти, пока СЧПУ не заменит (обновит) их другими значениями координат. Таким образом, данный фрагмент УП можно переписать еще раз:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7
N100 Y8
N110 Z0.5
…
Система ЧПУ читает программу обработки кадр за кадром. При этом в буфер памяти системы попадает один или несколько кадров целиком. Для современных систем ЧПУ не принципиально, в каком месте кадра находится тот или иной код (слово данных). Однако некоторые станки, имеющие старые системы ЧПУ, могут быть очень придирчивы к порядку слов данных в кадре и к пробелам между ними. Для современной стойки три приведенных ниже кадра будут иметь совершенно одинаковый эффект:
N01 G55 G01 X30.45 Y2.35 M08
N02 M08 Y2.35 G55 X30.45 G01
N03 G01 X30.45 Y2.35 G55 M08
Для того чтобы программисту было легче создавать и читать УП, рекомендуется следующий порядок расположения слов данных и знаков программирования в кадре:
После номера кадра N обычно следует G-код. Это как глагол в предложении – G-коды говорят нам, какую функцию несет каждый кадр. Далее следуют адреса и координаты позиций осевых перемещений. М-коды обычно ставятся в конец кадра. Это правило действует, когда в кадре присутствует G-код. Тем не менее если в кадре нет G-кода, то многие программисты предпочитают ставить М-код в начало:
…
N40 M03 S1000
N50 G00 X3 Y8
…
В УП не допускаются пробелы между адресом (буквой) и числом или внутри G- и М-кодов. В приведенном кадре есть несколько ошибок, и СЧПУ станка обязательно будет на них «ругаться»:
Большинство современных стоек прекрасно работает и без пробелов между словами данных. Удаление пробелов позволяет сократить размер управляющей программы. Однако человеку, в отличие от компьютера, будет непривычно читать УП в таком варианте. Сравните два варианта одного и того же кадра:
Первый вариант явно читается легче, что означает меньшую вероятность ошибки при написании или проверке программы обработки.
Номера кадров для большинства современных СЧПУ не обязательны. Они используются для облегчения поиска требуемой информации в УП и для создания переходов к определенному кадру в некоторых особых случаях. Поэтому фрагмент программы, с которым мы работаем:
…
N70 G01 Z-1 F25
N80 X3 Y3
N90 X7
N100 Y8
N110 Z0.5
…
перепишем следующим образом:
Необходимо уделить особое внимание числовому формату, с которым ваша стойка ЧПУ сможет работать. Обычно система ЧПУ работает с десятичным форматом и позволяет использовать несколько знаков до десятичной точки и несколько знаков после нее (например, 999.999). Возможны различные варианты употребления ведущих (перед десятичной точкой) и последующих (после десятичной точки) нулей. Сравните:
В некоторых случаях наличие десятичной точки в определенных словах данных обязательно, а в других случаях недопустимо. Поэтому внимательно ознакомьтесь с разделом документации станка с ЧПУ, в котором говорится о формате программирования.
При работе с положительными числами не требуется вводить знак «+», так как СЧПУ исходит из положительного значения числа, если не введен никакой знак. Но при необходимости ввода отрицательного числового значения знак «–» должен быть запрограммирован обязательно.
Теперь мы можем сравнить первоначальный вариант программы обработки паза и новый вариант, созданный в этой главе (табл. 5.3). Несмотря на то что второй вариант УП имеет меньший размер (экономия программной памяти системы ЧПУ), его гораздо труднее читать.
Следовательно, при работе с «экономичной» версией УП появляется вероятность сделать ошибку или ее не заметить. Так как современные СЧПУ и компьютеры обладают достаточно большим объемом памяти, то нет смысла «экономить байты», убирая пробелы между словами данных, не ставя номеров кадров и забывая про комментарии.
Таблица 5.3. Два варианта одной программы
Проверка управляющей программы на станке
После того как вы написали УП, проверили ее на компьютере и передали в память СЧПУ, необходимо провести тест программы обработки прямо на станке. Дело в том, что не все ошибки, содержащиеся в программе, могут быть распознаны инструментами верификации на компьютере. Вы можете легко увидеть, что фреза идет не в ту координату, но можете не заметить, что нет команды на включение вращения шпинделя или на подачу смазывающе-охлаждающей жидкости (СОЖ).
Но даже если в коде УП нет ни одной ошибки, оператор станка может случайно внести в корректора СЧПУ неверные значения длины и радиуса инструментов или ошибиться в «привязке» к детали, что неизбежно приведет к браку. Для того чтобы исключить любую ошибку, перед изготовлением реальной детали прямо на станке производят пробный прогон или тестовую обработку. В табл. 3.3 приведены типичные ошибки программиста или оператора станка с ЧПУ и их возможные последствия.
Таблица 3.3. Возможные ошибки программиста и оператора
| Ошибка | Последствия |
|---|---|
| Не включена подача СОЖ при обработке, когда это необходимо | Испорченный инструмент Ухудшение качества поверхности |
| Неправильные режимы резания | Испорченный инструмент/ Заготовка сдвигается в приспособлении |
| В инструментальном магазине станка находится неправильный инструмент | Деталь с неверными размерами (брак) |
| Не включены обороты шпинделя при обработке | Испорченный инструмент/Испорченная заготовка |
| Неправильный порядок выполнения операций. Например, сначала нарезание резьбы, затем сверление (должно быть наоборот) | Сломанный инструмент/ Испорченная заготовка |
| В корректорах стоят неправильные значения | Испорченный инструмент или заготовка/ Деталь с неверными размерами (брак) |
| Траектория перемещения инструмента пересекается с приспособлением | Сломанный инструмент/Испорченное приспособление |
| При обработке нескольких карманов инструмент после обработки первого из них не был возвращен в безопасную позицию над деталью для перемещения к следующему карману | Испорченная деталь/ Сломанный инструмент |
| Оператор станка неправильно «привязался» к обрабатываемой детали (неправильно установлена рабочая система координат) | Деталь с неверными размерами (брак)/ Испорченный инструмент/ Испорченная заготовка |
Тестовые режимы станка с ЧПУ
Большинство современных станков с ЧПУ имеют тестовые режимы для дополнительной проверки УП. Основной тестовой функцией является отработка УП на холостых ходах (Dry run). При запуске УП в этом режиме станок блокирует перемещения исполнительных органов по оси Z, по осям X и Y или по всем осям одновременно. Например, если ваш станок блокирует ось Z, то будут осуществляться перемещения по осям X и Y, при этом шпиндель будет вращаться как обычно. Это позволит вам спокойно посмотреть, как работает вся УП, без опасения «зарезаться» в материал заготовки. Вообще, поведение станка в этом режиме может быть различным, поэтому перед работой в режиме отработки УП на холостых ходах внимательно прочтите руководство оператора станка.
Режим покадровой отработки (Single block) предназначен для выполнения программы обработки по отдельным кадрам. СЧПУ приостанавливает работу в конце каждого кадра и ожидает, когда оператор нажмет клавишу Старт цикла для исполнения следующего кадра. Пользуясь этим режимом, легко увидеть, пришел ли инструмент в правильную позицию или в программе есть ошибка. Обычно режим покадровой отработки УП применяется совместно с режимом отработки УП на холостых ходах или при «поднятой» нулевой точке детали.
Может показаться, что перечисленные тестовые режимы станка с ЧПУ немного устарели в эпоху современных компьютеров и мощных программ верификации. С одной стороны, это так. Но, с другой стороны, эти режимы позволяют новому оператору проще и спокойнее учиться программированию обработки и реальной работе на станке.
Применяются и иные методы для цеховой проверки УП. Контролировать правильность перемещений в программе обработки оператору помогает экранный режим, который называется Distance to GO (Оставшееся расстояние). Многие СЧПУ имеют функцию отображения оставшегося расстояния перемещения по каждой из осей. Перейдя в этот режим, оператор видит, сколько миллиметров (дюймов) осталось переместиться инструменту в текущем кадре УП. К примеру, вы знаете, что фрезе нужно пройти до касания с поверхностью заготовки по оси Z 50 мм, а в строке Z экранного режима Distance to GO стоит 100 мм. Это означает, что фреза пройдет лишних 50 мм и врежется в материал заготовки. Таким образом, информация об оставшемся расстоянии перемещения позволяет оператору сравнивать фактическое и заданное расстояния перемещения визуально и дает возможность избежать серьезной ошибки.
Зачастую для проверки УП применяются методы, не использующие тестовых режимов станка с ЧПУ. Например, после установки рабочей системы координат («привязки» к детали) можно поднять нулевую точку на безопасную высоту над поверхностью заготовки. Эта высота должна быть немного больше, чем самое «глубокое» перемещение инструмента в данной УП. Таким образом, выполнение данной программы обработки ничем не будет отличаться от заданного, за исключением того, что инструмент будет «резать воздух».

Рис. 3.11. Очень часто перед настоящей обработкой детали «поднимают» нулевую точку по оси Z и УП «прогоняют по воздуху»
Пожалуй, самым реалистичным способом проверки УП является настоящая обработка «ненастоящего» материала. Обработав заготовки из специального воска или пластика, вы поймете, что на самом деле делает ваша программа. При этом можно использовать очень высокие режимы резания и не бояться сломать инструмент или испортить заготовку из дорогостоящего металла.
Выбор того или иного способа проверки УП на станке зависит от многих факторов. Для начинающего программиста рекомендуется выполнять полную проверку. Профессионал же может ограничиться частичной проверкой или вообще проводить тесты УП только на персональном компьютере, используя инструменты бэкплота и твердотельной верификации. При написании программы и работе на станке с ЧПУ главное – быть внимательным и не торопиться, а в случае сомнений лучше обратиться к документации станка или за советом к специалисту.
Структура программы
Для знакомства со структурой УП давайте взглянем более пристально на уже созданную ранее программу обработки паза (см. главу 3):
Управляющая программа является упорядоченным набором команд, при помощи которых определяются перемещения исполнительных органов станка и различные вспомогательные функции. Любая программа обработки состоит из некоторого количества строк, которые называются кадрами УП. Кадр управляющей программы – составная часть УП, вводимая и отрабатываемая как единое целое и содержащая не менее одной команды. Система ЧПУ считывает и выполняет программу кадр за кадром. Очень часто программист назначает каждому кадру свой номер, который расположен в начале кадра и обозначен буквой N. В нашей программе вы можете увидеть номера кадров c N10 до N130. Большинство станков с ЧПУ позволяют спокойно работать без номеров кадров, которые используются исключительно для удобства зрительного восприятия программы и поиска в ней требуемой информации. Поэтому наша программа обработки может выглядеть и следующим образом:
Программисту рекомендуется располагать номера кадров с интервалом в 5 или 10 номеров, чтобы при необходимости можно было вставить в программу дополнительные кадры.
В самом начале УП обязательно должен находиться код начала программы % и номер программы (например, О0001). Два этих первых кадра не влияют на процесс обработки, тем не менее они необходимы для того, чтобы СЧПУ могла отделить в памяти одну программу от другой. Указание номеров для таких кадров не допускается.
Кадр №10 настраивает систему ЧПУ на определенный режим работы с последующими кадрами УП. Например, G21 означает, что станок будет работать в метрической системе, то есть перемещения исполнительных органов программируются и выполняются в миллиметрах, а не в дюймах. Иногда такие кадры называют строками безопасности, так как они позволяют перейти системе в некоторый стандартный режим работы или отменить ненужные функции.
N10 G21 G40 G49 G54 G80 G90
Следующие кадры говорят станку о необходимости подготовки к обработке. Для этого нужно поставить инструмент из магазина в шпиндель (кадр N20), активировать компенсацию длины инструмента (кадр N30) и заставить шпиндель вращаться в нужном направлении на указанной скорости (кадр N40). Также вы можете использовать символы комментариев. СЧПУ игнорирует любой текст, заключенный в круглые скобки, что позволяет, например, указать в кадре диаметр или наименование применяемой фрезы.
N20 М06 Т01 (FREZA D1)
N30 G43 Н01
N40 M03 S1000
Кадры с номерами от N50 до N110 непосредственно отвечают за обработку детали. В этой части УП содержатся коды, предназначенные для перемещения инструмента в указанные координаты. Например, кадр N80 перемещает инструмент в точку с координатами Х3, Y3 со скоростью подачи, равной 25 миллиметров в минуту.
N50 G00 Х3 Y8
N60 G00 Z0.5
N70 G01 Z-l F25
N80 G01 Х3 Y3
N90 G01X7Y3
N100 G01 Х7 Y8
N110 G01 Z0.5
Заключительные кадры предназначены для останова шпинделя (кадр N120) и завершения программы (кадр N130):
Схематично любую УП можно представить в виде следующих областей:
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.



