Абсолютные и относительные координаты
Все приведенные ранее программные примеры и пояснения основывались на программировании в абсолютных координатах. При абсолютном способе программирования координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Давайте вспомним самую первую УП для обработки паза из главы № 3. Взгляните на рис. 4.10, 4.11 и сравните значения координат в табл. 4.1.
 Рис. 4.11. При абсолютном способе программирования (G90) координаты точек отсчитываются от одного «неподвижного» нуля |  Рис. 4.12. Относительный способ программирования (G91). Координаты точки Т2 отсчитываются от точки Т1, точки ТЗ – от Т2, точки Т4 – от ТЗ |
Таблица 4.1. Опорные точки паза при абсолютном и относительном программировании
| Точка | Абсолютные координаты | Относительные координаты | ||
|---|---|---|---|---|
| Координата по оси X | Координата по оси Y | Координата по оси X | Координата по оси Y | |
| Т1 | 3 | 8 | 3 | 8 |
| Т2 | 3 | 3 | 0 | –5 |
| Т3 | 7 | 3 | 4 | 0 |
| Т4 | 7 | 8 | 0 | 5 |
Из этих примеров видно, как изменятся координаты опорных точек паза и программа обработки при относительном способе программирования.
| Абсолютное программирование | Относительное программирование |
Программирование в относительных координатах было обязательным условием при работе на многих станках с ЧПУ старых моделей. Современные системы ЧПУ позволяют свободно работать и с абсолютными, и с относительными координатами. Для переключения из одного режима работы в другой используются команды G90 (абсолютное программирование) и G91 (относительное программирование). В случае появления одной координатной ошибки при относительном способе программирования все последующие перемещения будут неправильными.
Описание G и M кодов для программирования ЧПУ (CNC) станков
На производстве, где работают различные станки с числовым программным управлением, используется множество различного программного обеспечения, но в большинстве случаев весь управляющий софт использует один и тот же управляющий код. Программное обеспечение для любительских станков, так же базируется на аналогичном коде. В обиходе его называют «G-код». В данном материале представлена общая информация по G-коду (G-code).
G-code это условное именование языка для программирования устройств с ЧПУ (CNC) (Числовое программное управление). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980-о года как RS274D стандарт. Комитет ИСО утвердил G-code, как стандарт ISO 6983-1:1982, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-code обозначается, как код ИСО-7 бит.
Производители систем управления используют G-code в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
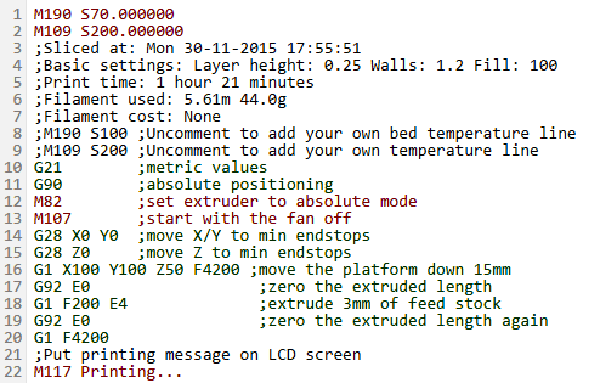
Программа, написанная с использованием G-code, имеет жесткую структуру. Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (ПС/LF) и имеет номер, за исключеним первого кадра программы. Первый кадр содержит только один символ» %». Завершается программа командой M02 или M30.
Основные (в стандарте называются подготовительными) команды языка начинаются с буквы G:
Сводная таблица кодов:
| Подготовительные (основные) команды / Коды | Описание |
| G00-G04 | Позиционирование инструмента |
| G17-G19 | Переключение рабочих плоскостей (XY, XZ, YZ) |
| G20-G21 | Не стандаризовано |
| G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
| G53-G59 | Переключение систем координат |
| G80-G84 | Циклы сверления, нарезания резьбы |
| G90-G92 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд:
Таблица технологических кодов:
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
 laufercnc
laufercnc
 laufercnc
laufercnc | АБСОЛЮТНОЕ И ОТНОСИТЕЛЬНОЕ ПОЗИЦИОНИРОВАНИЕ |
При абсолютном позиционировании все координаты задаются по отношению к началу координат, фиксированной нулевой точке, являющейся нулём детали. Это наиболее общий тип позиционирования.
Другой тип позиционирования называется относительное позиционирование. При относительном позиционировании положение задаётся по отношению к предыдущей позиции инструмента. Новые координаты вводятся в единицах расстояния и направления относительно последней позиции, а не нуля станка. Другими словами, при относительном позиционировании, текущая позиция является нулевой точкой для следующего перемещения.
Ниже представлен пример использования относительного позиционирования. Обратите внимание, что перемещение по шкале от X 4.25 до X 2.025 является относительным перемещение X–2.225 хотя инструмент при этом остаётся в положительном диапазоне числовой прямой. Таким образом, перемещение задаётся относительно последней позиции инструмента, а не нулевой точки. Знаки «+» и «–» определяют направление перемещения, а не местоположение координаты относительно нуля.
Помните, что при абсолютном позиционировании мы рассматриваем координату и направление перемещения относительно нулевой позиции, а при относительном — от последней позиции.
G90 — КОМАНДА АБСОЛЮТНОГО ПОЗИЦИОНИРОВАНИЯ
Когда используется команда абсолютного позиционирования G90 каждое значение перемещения и его направление задаётся относительно нуля станка или детали. Нуль детали обычно устанавливается на угле для прямоугольных деталей, в центре круглых деталей или в центре существующего отверстия.
Ключом к пониманию абсолютных размеров является то, что они всегда измеряются относительно базового нуля детали. Этот нуль детали (коды G рабочих смещений G54–G59 и G110–G129) задаётся оператором вводом значения смещения относительно исходной позиции станка на дисплее нулевых точек с использованием режима Ручного Перемещения. Также можно переключится на использования другого нуля детали, используя выбор соответствующего G кода рабочего смещения, что используется при обработке нескольких деталей, закреплённых одновременно в разных частях стола станка.
Каждая размерность или точка X-Y называется координатой. Если позиционирование задано как перемещение вправо на 50 мм и вниз на 35 мм (по направлению к Вам) по отношению к нулю детали, то координатой по X будет X50.0, а координатой по Y будет Y–35.0. Станок будет позиционировать инструмент в эту точку безотносительно от его предыдущей позиции. X50.0 Y–35.0 может быть центром отверстия, конечной точкой дуги или концом линии, которое задаёт значение координаты.
G91 — КОМАНДА ОТНОСИТЕЛЬНОГО ПОЗИЦИОНИРОВАНИЯ
G90 и G91 G-Code: абсолютные и относительные системы координат

В чем разница между G90 и G91, абсолютной и относительной системой координат?
Начнем с определения G90 и G91. Абсолютные координаты отсчитываются от нуля программы, от начала. Относительные ходы отсчитываются от текущей позиции. Мы только что рассмотрели движения по круговой дуге с использованием G02 и G03. Координаты центра дуги, выраженные I и J, являются относительными координатами.
А теперь более практический пример. Предположим, вы находитесь в продуктовом магазине и спрашиваете продавца, в каком проходе находится печенье. Если он отвечает: «Иди в ряд 14 за печеньем», это абсолютная координата относительно первого прохода — «нулевой части» продуктового магазина.
Если вместо этого он ответит: «Это три прохода в ту сторону», это будет инкрементная координата. Мы привыкли к обоим видам в повседневной жизни, и оба могут быть полезны в зависимости от ситуации.
Обратите внимание, что то, что мы могли бы назвать «относительными координатами», часто называют «локальной системой координат» в руководствах по программированию контроллера ЧПУ. Это просто еще один способ сказать то же самое.
Переключение между относительными и абсолютными координатами
Как мы можем переключаться между относительными и абсолютными координатами? Обычный способ — использовать G90 для использования абсолютных координат и G91 для использования относительных координат. Например:
G90 (переход к абсолютным координатам)
G0 X0Y0Z0 (перейти к исходной точке программы в 0, 0, 0)
G91 (переход в относительные координаты)
G0 X1Y1 (Переместите одну единицу вправо по X и одну единицу вправо по Y)
G90 (вернуться к абсолютным координатам)
Предыдущая программа включает в себя как абсолютное перемещение к X0Y0Z0, так и относительное перемещение. Как видите, G90 и G91 являются модальными.
Какой режим мой контроллер использует по умолчанию?
Интересно, что большинство элементов управления запускаются в относительном / локальном режиме (G91). Это сделано потому, что считается более безопасным, если режим не соответствует вашим ожиданиям. Обязательно убедитесь, что первое, что вы сделаете в своей программе, — это установите для нее значение G90 или G91, чтобы она работала так, как вы ожидаете!
Использование кодов UVW для относительных координат
Некоторые контроллеры позволяют активировать оба стиля одновременно с помощью UVW. Мы могли бы написать предыдущую программу так:
G90 (переход к абсолютным координатам)
G0 X0Y0Z0 (перейти к исходной точке программы в 0, 0, 0)
G0 U1V1 (Переместите одну единицу вправо по X и одну единицу вправо по Y)
Этот формат UVW удобен и немного короче. Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично UVW, хотя и предназначено для определения центра дуги.
G91 G90 Почему я должен использовать локальные и абсолютные ходы?
Рассмотрим пару случаев.
Во-первых, все дело в том, как вы хотите решить свою задачу. Как удобнее вам в данный момент — думать о том, что происходит относительно некоторой абсолютной центральной точки или относительно вашего текущего местоположения? Контроллеру ЧПУ все равно, так что делайте то, что вам легко.
Во-вторых, предположим, что вы просто читаете распечатку и вводите G-code. Может быть проще использовать относительные координаты для некоторых точек, так как у вас может не быть абсолютных координат. На чертежах обычно предоставлены размеры относительно соседних элементов, а не относительно некоторого абсолютного нуля детали.
Последний пример — написание подпрограмм. Предположим, у вас есть функция, которая повторяется более одного раза в вашей программе g-кода. Возможно, вы просверлите отверстие, снимете фаску, а затем, например, нарезать резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробно чуть позже, а пока используйте свое воображение), которая предполагает, что она расположена над центром отверстия и может просто продолжить. выполнять всю работу с использованием относительных координат. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждого отверстия, и вам нужно будет написать код только один раз. Какая экономия времени.
Упражнения
1. Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 10 на 10 мм с центром в 10, 10. Используйте абсолютные координаты.
2. Преобразуйте программу, которую вы написали в №1, чтобы использовать относительные координаты. Вы можете использовать абсолютные координаты, чтобы добраться до центра прямоугольника при начальном перемещении G00.
3. Определите, позволяет ли ваш элемент управления перемещаться UVW, и если да, перепишите # 2, чтобы использовать их, не вызывая G91 для переключения на относительные координаты.
G-коды для станков с ЧПУ: таблица с примерами и обучение
Предлагаем выяснить, как задается траектория движения (и вообще последовательность действий) высокопроизводительного металлообрабатывающего оборудования. Подробно рассмотрим готовые G-коды для ЧПУ: с примерами, обучением оператора и другими нюансами, играющими достаточно важную роль. Максимум полезной информации – от возможных методов и актуальных стандартов до основных и подготовительных функций, от определений и терминов, до причин, по которым обслуживающему персоналу нужно разбираться в вопросе.
Начнем с того, что сегодня они применяются для всех видов оборудования с числовым управлением, как для профессионального и устанавливаемого на максимально ответственных объектах, так и для любительского. В своей совокупности они образуют базовое подмножество языка ISO 7 bit, позволяющего установить и проконтролировать режимы обработки деталей.
Что такое программирование ЧПУ G-кодами
Фактически это задание определенной последовательности команд, определяющих характер движения режущего инструмента и захватных органов, степень фиксации заготовки и другие параметры. По своей роли это ключевая часть технологического обеспечения металлообрабатывающего оборудования, устанавливаемого на современных производствах.
Написанный алгоритм отличается жесткой структурой и представляет собой последовательность кадров – групп из нескольких команд. Каждый такой блок, объединенный общей функцией, обладает порядковым номером и отделен от последующих и предыдущих переводом строки (символ ПС/LF). Это сделано для наглядности листинга.
Что такое G-код ЧПУ
Это система команд, воспринимаемых станками с программным управлением. Была создана еще на заре 60-х годов – ассоциацией EIA (Electronic Industries Alliance), – но до готового к использованию формата (RS274D) ее доработали только в 1980-м году. Позднее, на очередном заседании профильного комитета, ее утвердили в качестве стандарта ISO 6983-1:1982. В Советском Союзе для регламентации ее положений ввели ГОСТ 20999-83, а обозначать ее в технической литературе стали ИСО-7 бит.
С того времени и по сей день широко используется, как самостоятельно, так и в роли базового подмножества для создания сходных языков, постоянно совершенствуется и расширяется.
Методы программирования обработки деталей ДЖИ-кодами для ЧПУ
Существуют 3 принципиально разных варианта – каждый со своими особенностями, плюсами, минусами и спецификой применения. Кратко рассмотрим каждый способ из этой тройки, выделяя основные моменты.
Ручное
Алгоритм функционирования составляется в текстовом формате, в редакторе на удаленном компьютере. После чего переносится технологом в память оборудования – записывается с оптического диска, USB-устройства (раньше для этого также использовались дискеты), а при непосредственном соединении с ПК – через порты интерфейса.
На пульте УЧПУ
В данном случае ввод команд осуществляется с клавиатуры, размещенной на стойке. Каждый кадр (блок) отображается на дисплее, причем постоянные циклы могут быть представлены в виде пиктограмм (по выбору оператора) – для удобства, чтобы сократить листинг. Нюансы зависят от особенностей системы, например, интерфейс HEIDENHAIN или Fanuc диалоговый, поэтому последовательность действий можно задать интуитивным путем.
При помощи CAD/CAM
Наиболее прогрессивным способом справедливо считаются именно САПР, так как они помогают сократить временные затраты и уберечься от ошибок, которые особенно часты при сложных алгоритмах. Но для их эффективного использования нужно внедрить единые для всего производственного цикла электронные решения, что не всегда возможно.
Вручную сегодня вводятся G-коды для токарного станка с ЧПУ, и то тогда, когда нужно выполнить простые задачи, допустим, расточить отверстие или снять металл по двум направлениям, то есть в ситуациях, когда ошибки реально выявить сразу. С пульта можно задать все то же самое и переходы посложнее, с обработкой по 2,5 и 3 координатам. Это очень подходящий выбор для серийного выпуска деталей по шаблону.
После создания эскиза в ADEM, MasterCAM или другой популярной САПР в диалоговом режиме удобно выбирать оборудование, инструменты и дополнительные приспособления, пределы перемещения и степень коррекции. Возможности задания траектории максимально широки, а при современном уровне развития CAD/CAM не составит труда выполнить виртуальную симуляцию техпроцесса, обнаружить сразу заметные ошибки вроде соударений, пропущенных припусков, зарезов, и исключить их.
Почему стоит изучать программирование ЧПУ
Ответ очевиден – чтобы уметь писать оптимальные алгоритмы для выполнения конкретной технологической операции. Просто понимать команды и пользоваться готовыми решениями не всегда удобно – в силу следующих причин:
Стандарты и диалекты G-кода для ЧПУ станка: примеры
Первые шаги по регламентированию совокупности команд предприняла уже упомянутая Ассоциация электронной промышленности (EIA), когда ввела RS-274. Со временем свод правил был дополнен и расширен, превратился в NIST RS-274NGC. Большинство его положений перешли в актуальный сегодня стандарт ISO 7 bit.
Диалекты – это ответвления языка, в рамках которых инженеры дописали свои функции, ориентированные на определенную специфику техпроцессов или помогающие положительно выделиться среди ряда конкурентов.
И так далее – диалектов много, они отличаются между собой уровнями поддержки и отображения, характером макро- и микроопераций, параметрами смещения и форматирования, инкрементными и абсолютными координатами.
Какие бывают G и M коды ЧПУ: описание
Сначала определим, в чем между ними разница. ДЖИ-команды являются основными и подготовительными, ЭМ – вспомогательными (технологическими). Записываются вместе, в строчку (первые – в начале, вторые – в конце) или, другими словами, покадрово – для наглядности листинга. В результате алгоритм представляет собой совокупность символьных блоков – с адресами и числовыми значениями.
В задачи G-группы входит определение линейной или круговой скорости, а также направления движения рабочих инструментов оборудования. Кроме того, они обязаны регламентировать расточку отверстий и нарезание резьбы, управлять координированием и другими особенностями дополнительной аппаратуры.
М-коды программирования ЧПУ призваны дополнять основные, упрощая выполнение алгоритма. На практике их роль сводится к смене лезвий, сверл (или других органов), к вызову и завершению подпрограмм.
Помимо этих двух распространенных семейств, также есть:
Поэтому оператору крайне важно разбираться в разнообразии представленных символов, а умение читать их построчно вообще подразумевается – это необходимое условие для контроля выполнения технологических операций.
Подготовительные G-функции ЧПУ
Могут задавать скорость перемещения ножа (гильотины) или выбор плоскости резания, но в блоке всегда записываются первыми. После обязательной литеры – ДЖИ с символами – идут координаты, представленные в виде числовых значений.
В зависимости от своего назначения они определяют позицию рабочего органа, выполняют переключение, компенсируют диаметр и длину, определяют особенности сверления, расточки, резьбования (полный список соответствия мы приведем ниже). Важно, что при составлении алгоритма, в текстовом формате, они остаются наглядными: при должном опыте чтения листинга оператору не составляет труда понять, что содержит каждая из них.
Расшифровка G-кодов для ЧПУ
Основных функций достаточно много, поэтому подробнее рассмотрим те из них, которые чаще всего применяются на практике, и это:
Конечно, есть и другие, менее применимые, но все равно нужные и используемые. В процессе написания алгоритма инженер объединяет их в группы, заставляя взаимодействовать между собой и/или менять друг друга. От эффективности комбинаций зависит общая рациональность листинга, а значит и производительность выполнения технических операций.
Дополнительные функции и символы при программировании
Планируя последовательность действий сложного и высокоточного оборудования, лучше держать все возможные варианты в поле своего зрения и, при необходимости, сверяться, за что ответственен тот или иной ДЖИ. Поэтому мы и представляем их Вашему вниманию в максимально наглядном виде.



