PLA-пластик для 3D-печати
ПЛА-пластик производят из кукурузы или сахарного тростника.
Сырьем для получения служат также картофельный и кукурузный крахмал, соевый белок, крупа из клубней маниока, целлюлоза.
На сегодняшний день полилактид активно используется в качестве расходного материала для печати на 3D-принтерах.
Безопасность PLA-пластика
Натуральное природное сырье в составе PLA-пластика позволяет без угрозы для здоровья человека применять его для различных целей.
При изготовлении ПЛА-пластика значительно сокращаются выбросы углекислого газа в атмосферу по сравнению с изготовлением «нефтяных» полимеров. На треть уменьшается использование ископаемых ресурсов, применение растворяющих веществ не требуется вообще.
Как правило, PLA-пластик поставляется в виде тонкой нити, которая намотана на катушку.
Технические характеристики PLA-пластика
| Температура плавления | 173-178°C |
| Температура размягчения | 50°C |
| Твердость (по Роквеллу) | R70-R90 |
| Относительное удлинение при разрыве | 3,8% |
| Прочность на изгиб | 55,3 МПа |
| Прочность на разрыв | 57,8 МПа |
| Модуль упругости при растяжении | 3,3 ГПа |
| Модуль упругости при изгибе | 2,3 ГПа |
| Температура стеклования | 60-65°C |
| Плотность | 1,23-1,25 г/см³ |
| Минимальная толщина стенок | 1 мм |
| Точность печати | ± 0,1% |
| Размер мельчайших деталей | 0,3 мм |
| Усадка при изготовлении изделий | нет |
| Влагопоглощение | 0,5-50% |
Преимущества PLA-пластика при 3D-печати
Работа PLA-пластиком на 3D-принтере ведется посредством технологии моделирования методом послойного наплавления (FDM-Fused Deposition Modeling). Нить расплавляется, после чего доставляется по специальной насадке на поверхность для работы и осаживается. В результате построения модели расплавленным пластиком создается полностью готовый к применению объект. Изделия из PLA-пластика подвергают шлифованию и сверлению, красят акрилом. Однако стоит помнить, что предмет из ПЛА нужно обрабатывать с осторожностью из-за его хрупкости. Еще одним минусом PLA-пластика является его недолговечность: материал служит от нескольких месяцев до нескольких лет.
PLA-пластик является идеальным материалом для 3D-печати прототипов и изделий, которые не предполагается эксплуатировать длительное время. Это могут быть декоративные объекты, изделия для презентаций и предметы, требующие тщательной детализации.
PLA-пластик: характеристики, настройки печати, советы
Полилактид (ПЛА, PLA) — это биополимер, пользующийся высокой популярностью среди энтузиастов 3D-печати по двум основным причинам.

Основные преимущества и недостатки ПЛА
Во-первых, это экологичный, биоразлагаемый пластик, получаемый из натурального сырья — как правило, агропромышленных отходов кукурузы и сахарного тростника, из которых добывается крахмал, перерабатываемый в молочную кислоту и лактид, а затем в итоговый полимер. Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Второй момент — это простота 3D-печати полилактидом. Среди всех доступных материалов это один из наиболее непривередливых в плане технических возможностей используемого оборудования, так как ПЛА не требует высокотемпературных хотэндов, износостойких сопел или термокамер, и даже позволяет обходиться без подогреваемых столиков. Этот материал — прекрасный выбор для начинающих пользователей 3D-принтеров.
Профессионалы тоже не обходят ПЛА стороной, так как он хорошо подходит для быстрого прототипирования, изготовления макетов и сувенирной продукции со стабильными результатами, снижающими трудозатраты.

С другой стороны, полилактид не лишен недостатков, среди которых можно отметить крайне низкую теплостойкость (всего около 50°С) и довольно высокую хрупкость, осложняющие использование этого полимера в инженерных приложениях, например в производстве нагруженных конструкций и деталей механизмов, а также делающие практически невозможной продолжительную эксплуатацию изделий из этого материала на открытом воздухе, особенно в жарком климате. Низкая теплостойкость также затрудняет механическую обработку.
Напоследок стоит упомянуть еще одно популярное направление использования полилактида — 3D-печать выплавляемых/выжигаемых литейных мастер-моделей. Здесь у ПЛА целый ряд плюсов, включая один неочевидный: этот полимер относительно дешев и обладает низкой зольностью, а низкую температуру тепловой деформации можно считать не недостатком, а преимуществом, так как быстрая потеря прочности помогает предотвращать растрескивание литейных форм из-за теплового расширения полимерной начинки при обжиге.
Общие характеристики REC PLA:
Механические характеристики REC PLA:
Рекомендации по подготовке к 3D-печати PLA-пластиком
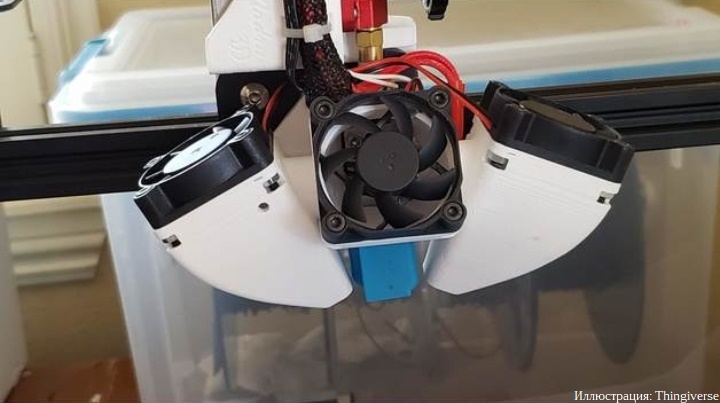
Для 3D-печати полилактидом подойдет любой, даже самый бюджетный FDM 3D-принтер. ПЛА отличается низкой термоусадкой, а потому не требует использования термокамер. Подогрев столика опционален и в большинстве случаев избыточен. Более того, этот материал достаточно долго застывает, что вкупе с изначально низкой температурой тепловой деформации требует помощи не с подогревом, а наоборот с охлаждением укладываемого пластика, чтобы он успевал схватываться и сохранял форму при укладке последующих слоев и построении нависающих элементов. По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
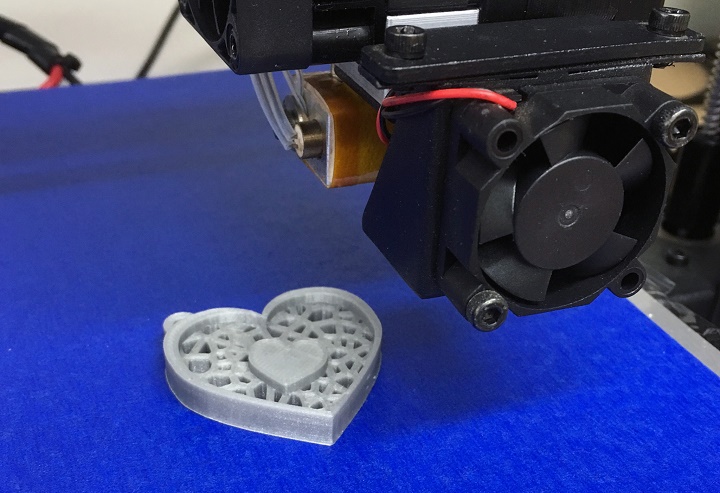
ПЛА демонстрирует высокую межслойную адгезию, что хорошо, а чтобы материал лучше схватывался со столиком, рабочую поверхность желательно покрыть синим малярным скотчем (как на иллюстрации ниже), лаком для волос, либо тонким слоем клея — подойдет обычный канцелярский клей-карандаш или наш специальный, универсальный состав The3D. Во многих случаях дополнительные адгезионные средства не требуются вообще, например при использовании 3D-принтеров со специальными адгезионными покрытиями или стеклянных столиков.
При необходимости, для повышения схватывания с поверхностью можно включить подогрев столика, но без чрезмерного нагревания, памятуя о низкой теплостойкости ПЛА. Например, можно включить подогрев в начале 3D-печати для улучшения схватывания первого слоя модели со столиком или вспомогательным адгезионным покрытием, а затем отключить, чтобы столик не генерировал избыточное тепло.

Как и с любым другим материалом, при работе с ПЛА важно не превышать допустимую скорость и температуру 3D-печати. Конкретный скоростной диапазон указать не можем, так как он зависит от используемого оборудования, но насчет температурного режима поясним, что нагревание хотэнда свыше рекомендуемых параметров ради повышения производительности крайне нежелательно, так как перегрев материала способствует образованию нагара внутри хотэнда и возникновению пробок в соплах.
Реком ендуемые настройки для 3D-печати материалом REC PLA:
Хранение PLA-пластика
Все полимеры в той или иной степени гигроскопичны, и ПЛА — не исключение. Насыщенность влагой может привести к закипанию материала в хотэнде с разными неприятными последствиями вроде прерывистой подачи с щелчками, образования пузырьков, расслоения и других дефектов. Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.

Заодно такая упаковка предотвратит накапливание пыли, способной образовывать нагар в хотэнде и сопле. Если пластик все же покроется пылью, достаточно пропустить филамент через простой поролоновый фильтр (например, вот такой) по пути от катушки до хотэнда прямо во время 3D-печати.

При необходимости материал можно просушить непосредственно перед 3D-печатью. Подробно о том, как правильно хранить и сушить пластики, можно узнать из отдельных статей по этим ссылкам:
Наконец, еще раз напомним про низкую теплостойкость полилактида и порекомендуем хранить филамент в прохладном месте, подальше от прямого воздействия солнечного света, радиаторов отопления, кухонных плит и других источников тепла.
Постобработка PLA-пластика

Материал хорошо поддается покраске акриловыми красками, желательно с использованием грунтовки. Для склеивания можно применять цианоакрилат (супер-клей), а также некоторые растворители, например дихлорэтан и дихлорметан. Последние также хорошо подходят для сглаживания поверхностей. Имейте в виду, что это токсичные, летучие жидкости, требующие строгого соблюдения техники безопасности. Более безопасным вариантом для сглаживания слоев служит концентрированный лимонен. Ацетон с ПЛА не работает.
Безопасность PLA-пластика REC

Несмотря на высокую безопасность ПЛА, мы рекомендуем никогда не рисковать и всегда печатать в хорошо вентилируемых помещениях, по возможности с вытяжкой, вне зависимости от используемого материала.
Объемы выделений и предельно допустимые концентрации (ПДК):
Испытания PLA-пластика REC
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC PLA можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
PLA против PLA+/Plus: в чём разница?

Филаменты для FDM печати
FDM расшифровывается как “Fused Deposition Modeling” (Метод Послойного Наплавления), что является самой популярной технологией 3D-печати благодаря ее простоте и ценовой доступности. Помимо очевидной необходимости в принтере, ключевым компонентом в FDM является филамент – нить пластика, которая выдавливается через сопло на стол принтера. Нить расплавляется и наносится в определенных координатах слой за слоем, в результате чего получается объемная модель.
В настоящее время существует множество филаментов, но наиболее распространенными из них являются PETG, ABS и всем известный PLA:
PLA (полимолочная кислота) является наиболее распространенным и, возможно, наиболее доступным типом филамента. В отличие предыдущих, он создается не на нефтяной основе, а изготовлен из кукурузного крахмала или сахарного тростника, а также из других компонентов. Хотя это все еще пластик, состав PLA делает его немного менее вредным для окружающей среды, чем ранее упомянутые материалы. Он обладает многими преимуществами, такими как ценовая доступность, возможность печати при более низких температурах и отсутствие необходимости в закрытом корпусе или подогреваемом столе (хотя последнее всегда рекомендуется для лучшей адгезии).
В последние годы производители филаментов выпускали вариации этих распространенных материалов, чтобы устранить их недостатки. Например, некоторые производители делают PLA еще более продвинутым, придавая ему дополнительные свойства за счет включения добавок. Полученный филамент более известен как PLA+.
В этой статье мы углубимся в то, что такое PLA+, и представим некоторые из лучших вариантов филаментов PLA+.
Что такое PLA+?
Дополнительные свойства или специфические добавки меняются от марки к марке, как и название. Вы можете найти его как “PLA+”, “PLA Plus” или “PLA Pro”, в зависимости от бренда. Принцип, однако, тот же: это PLA, но лучше.
Основные плюсы и минусы
По словам производителей и пользователей, некоторые из дополнительных свойств включают глянцевый внешний вид, улучшенную межслойную адгезию и вплоть до четырехкратного увеличения прочности на сдвиг. Иногда также заявляют о большей прочности и меньшей хрупкости.
Однако пользователям PLA+ следует проявлять некоторую осторожность. Например, известно, что некоторые продукты PLA+ плохо прилипают к стандартному столу. В таком случае рекомендуется печать с каймой. Некоторые филаменты PLA+ также могут вызывать засорение сопла, которое может быть устранено при большей скорости печати и меньшем откате (не более 2 мм). Кроме того, добавки увеличивают требуемую температуру сопла (от 200 до 230 °C). Настройки в целом кажутся более близкими к тем, что требуются для ABS.
Тем не менее, формула, механические свойства и настройки печати могут сильно варьироваться в зависимости от производителя. В результате, когда вы будете впервые пробовать новый филамент, рекомендуется выполнить несколько пробных печатей с различными настройками, чтобы увидеть, какие из них работают лучше.
Чтобы лучше увидеть различия, которые могут существовать между различными версиями PLA+, давайте рассмотрим пять наиболее популярных филаментов.

Пользователи хвалят PLA+ eSUN за его глянцевую поверхность и говорят, что он обладает очень стабильными свойствами на протяжении всей катушки, что обеспечивает стабильную и качественную печать. Из всех представленных брендов лишь немногие упоминали проблемы с адгезией первого слоя с eSUN, и это большой плюс, учитывая, что адгезия первого слоя, как правило, проблематична для PLA+.
Tiger3D
PLA+ от компании Tiger3D обладает повышенной текучестью материала. Рекомендуемый производителем диапазон температур для сопла 190-220 °C, а для стола советуют не превышать температуру в 50 °C. Также, в отличие от обычного PLA-пластика, материал обладает повышенной прочностью и лучшей спекаемостью слоев, что позволяет печатать без поддержек навесные детали с бОльшим углом, а также модели выдерживают высокие нагрузки на изгиб. Пластик одобрен FDA, соответствует требованиям к качеству контакта с пищевыми продуктами и полностью биоразлагаем.

Duramic 3D
Производитель Duramic 3D PLA Plus обещает стабильную печать без засорения хотенда. Рекомендуемые параметры печати включают температуру сопла в 220 °C (±10 °C) и скорость от 40 до 80 мм/с. Duramic 3D утверждает, что его производство ориентировано на качество, поэтому они могут обеспечить одинаковый цвет и диаметр на протяжении всей катушки.

Согласно отзывам, PLA Plus лучше работает при быстром обдуве, потому что длительное нагревание первых слоев может привести к их изгибу. Пользователи также рекомендуют использовать адгезивный спрей или клей-карандаш для облегчения адгезии первого слоя. В других отзывах также отмечалось, что он не имеет запаха, а это делает его пригодным для работы с ним в небольших помещениях. Они также упоминают, что филамент выглядит матовым на катушке, но становится глянцевым при печати.
Overture
Согласно Overture, их филамент PLA Professional обладает повышенной прочностью: в пять раз выше, чем у традиционного PLA, при испытании по методу Шарпи. Они также утверждают, что он обладает низкой усадкой и отличной межслойной адгезией. Рекомендуемая температура печати составляет 190-200°C для сопла и 40-60°C для стола, а рекомендуемая скорость печати 40-70 мм/с.

Согласно отзывам пользователей, филамент не вызывает проблем с выступами и углами, он более жесткий, чем стандартный PLA, и не имеет запаха. Пользователи рекомендуют использовать кайму для обеспечения адгезии; в противном случае нить не будет должным образом прилипать к столу. Пользователи также говорят, что напечатанные модели выглядят матовыми при использовании низкой температуры печати и глянцевыми при более высокой температуре.
Sunlu

Что касается отзывов, люди говорят, что филамент легко печатается и кажется более прочным, чем обычная PLA. Это важно, потому что в отзывах о некоторых брендах с менее высокими рейтингами люди выразили мнение, что не видят разницы между PLA и PLA+. Кроме того, в отличие от многих других брендов PLA+, многие рецензенты отметили, что нить Sunlu вообще не засоряет хотенд.
Филамент PLA+ от Jayo, согласно утверждениям производителя, менее хрупкий и в несколько раз прочнее PLA. Рекомендуемые параметры печати: 210-230 °C для сопла, 70-80 °C для стола и скорость печати 30-90 мм/с.

Согласно отзывам, филамент практически не деформируется и очень устойчив к нагрузке на изгиб. Результаты печати выглядят глянцевыми, а линии слоя едва заметны из-за хорошей адгезии между слоями. Люди также считают цену доступной, особенно учитывая качество филамента и то, что с самого начала она не вызывает никаких проблем. В то время как с некоторыми другими брендами PLA+ требуется много экспериментов, чтобы найти идеальную температуру. Пользователи говорят, что любая температура в пределах рекомендуемого диапазона Jayo работает хорошо.
Выбор температуры для печати на 3D-принтере
В мире 3D-печати существует множество различных пластиков, обладающих различными характеристиками, в том числе и разными температурными режимами. Очень важно выбрать правильную температуру при печати, так как изменение даже на 1 градус может полностью изменить качество модели: её внешний вид и прочность.
Виды пластиков и их температуры плавления
Самым важным является выбор температуры сопла, ведь от нее зависит как именно пластик будет выдавливаться и прилипать к предыдущим слоям.
Слишком высокая приведет к нарушению геометрии модели, появлению полостей или даже к поломке принтера. На модели это также отразится: пластик не будет успевать застыть в том месте, куда его выдавил принтер, и немного сдвигаться. Также, при слабом охлаждении горла, в нем будут возникать пробки, полностью останавливающие печать.
А при слишком низкой температуре пластик может выдавливаться в недостаточном объеме, тем самым ухудшая прочность и внешний вид модели. Если пластик будет слишком твердым, то принтер не сможет продавить необходимый объём.
Температура стола важна для прилипания (адгезии) первого слоя. Редко встречающиеся в бюджетных принтерах, но все же достаточно известная технология термокамеры позволяет предотвратить появление трещин, если усадка пластика (т.е. уменьшение объема при падении температуры) слишком высока. Далее мы рассмотрим самые популярные пластики, их температуры печати и особенности.
Данная аббревиатура расшифровывается как полилактид. Изготавливается из кукурузы и сахарного тростника, вследствие чего PLA является одним из самых безопасных пластиков для бытового использования. Из-за лёгкости 3D-печати и низкой токсичности этот пластик является самым популярным для начинающих 3D-печатников.
Температура сопла: 190-210°C
Температура стола: 60-70°C
Скорость вентилятора: 100%
Температура печати PLA пластиком является одной из самых низких среди всего разнообразия материалов, но стоит обратить внимание на скорость вентилятора обдува модели, так как этот пластик остается гибким в большом диапазоне температур. При недостаточном обдуве могут загибаться края и углы модели. Чтобы модель лучше прилипала к столу необходимо выставить температуру сопла около 210°C, а температуру стола примерно 70°C. На втором и последующих слоях температуру лучше уменьшить, чтобы предотвратить вышеуказанные проблемы с загибанием краев.
Несмотря на сложности при 3D-печати этим пластиком, он является вторым по популярности, так как сочетает дешевизну и универсальность. Намного гибче, чем PLA пластик, что позволяет печатать пружины и гнущиеся детали. Из-за меньшей прочности его легче обрабатывать механическим образом: надфилями и наждачной бумагой. Но из-за выделения токсинов при нагреве этот пластик лучше не использовать при печати посуды или кухонных приспособлений.
Температура сопла: 230-250°C
Температура стола: 90-100°C
Скорость вентилятора: 50-75%
ABS пластик имеет большую усадку, поэтому скорость вентилятора лучше не увеличивать выше 40-60%, но если есть маленькие детали или печать мостов, то скорость можно увеличить до 75-80%. При слишком быстром остывании деталь может потрескаться прямо во время печати.
Прочность данного пластика сильно зависит от температуры, поэтому если точность не столь важна, то температуру лучше увеличить вплоть до 250°C. Если печатать с самой низкой температурой, то прочность детали может уменьшиться в 2 раза, относительной той же модели, напечатанной при максимально допустимой температуре.
Будьте осторожны: при печати ABS пластиком в закрытом помещении у вас может возникнуть головокружение или головная боль! Печать на 3D-принтере необходимо проводить в хорошо проветриваемых помещениях, закрывая 3D-принтер от прямого сквозняка, чтобы испарения из пластика не вредили вам.
Данный пластик имеет большую химическую стойкость, поэтому его используют при изготовлении посуды. При этом он объединяет прочность PLA пластика и гибкость ABS. Но необходима долгая настройка правильных температур именно для вашего принтера, чтобы убрать все дефекты печати.
Температура сопла: 230-260°C
Температура стола: 60-90°C
Скорость вентилятора: 25-50%
Часто встречается проблема с “волосками” в некоторых частях модели. В таких случаях можно увеличить расстояние ретракта. Изменение температуры почти никак не изменит ситуацию. Из-за малой адгезии пластика к самому себе, скорость вентилятора не следует настраивать выше 50%, иначе модель будет легко разламываться между слоями.
Этот пластик используется в качестве материала поддержек при печати на принтерах с несколькими экструдерами. Обычно основным пластиком выступает ABS или PLA, так как они нейтральны к D-лимонену, а HIPS в нём полностью растворяется. Это позволяет получить почти идеальное качество нависающих элементов.
Температура сопла: 230-240°C
Температура стола: 90-100°C
Скорость вентилятора: 0%
Так как прочность и твёрдость данного пластика крайне мала (иногда его можно продавить ногтем), его не следует использовать как основной материал модели. Обдув не нужен, так как даже при использовании HIPS для всей модели, он успевает затвердеть за время печати слоя.
Основным свойством данного пластика является прозрачность и гибкость. Это позволяет делать сгибающиеся детали: петли, крепления, зажимы. При обработке модели сольвентом модель становится почти полностью прозрачной как на фото ниже. Но необходимо соблюдать два простых правила: тонкие стенки и полное заполнение пространства между ними.
Температура сопла: 220-230°C
Температура стола: 60-80°C
Скорость вентилятора: 50-100%
Совет: Если необходимо распечатать герметичную деталь, то поток следует увеличить на 1-2%. Это увеличит расхождение размеров относительно модели, но сделает модель полностью герметичной.
Nylon
Данный пластик многим знаком в повседневной жизни благодаря одежде из нейлона. Используется в изготовлении шестерней и других подвижных элементов из-за своей гибкости, прочности и малого коэффициента трения.
Температура сопла: 240-260°C
Температура стола: 70-90°C
Скорость вентилятора: 0-25%
Пластик требует долгого выбора правильных температур, так как имеет множество проблем: плохая спекаемость между слоями, низкая адгезия, гигроскопичность (способность впитывать влагу из воздуха). Последняя характеристика крайне важна, так как она кардинально меняет поведение пластика. Из-за наличия частичек воды в пластике, модель становится очень хрупкой, а поверхность шероховатой, например, как на фото ниже.
Поэтому крайне важно хранить пластик в сухости. А если неизвестно, набрал ли пластик влагу, то лучше его просушить с помощью специальных устройств или в духовке при температуре 60-70°C на протяжении 2-5 часов.
Некоторые называют данный пластик “резиновым”. И это название ему подходит, ведь это самый пластичный материал для 3D-печати, способный растягиваться вплоть до 4 раз, относительно своего начального размера. При этом со временем он возвращает свою исходную форму.
Температура сопла: 210-240°C
Температура стола: 50-70°C
Скорость вентилятора: 50-100%
Из-за его гибкости могут возникнуть проблемы при печати, а именно зажевывание пластика в механизме подачи. Печатать этим пластиком рекомендуется только в директ экструдерах при маленьких скоростях, не превышающих 40 мм/с. Можно попробовать печатать им в боуденах, но тогда скорость должна быть не более 20-30 мм/с, так как иначе филамент будет сворачиваться в трубке и печать прекратиться.
Причиной данной неполадки служит зазор между отверстием, где филамент выходит из экструдера, и шестерней подачи. Решить данную проблему помогут специальные проставки, уменьшающие этот зазор.
Водорастворимый пластик, использующийся для печати поддержек. Обладает малой прочностью, из-за чего использование в качестве основного материала детали невозможно. В отличии от HIPS, обладающим схожими свойствами и применением, PVA намного легче удалять с детали, так как даже при нагреве и растворении в воде он остается абсолютно безвредным.
Температура сопла: 220-230°C
Температура стола: 65-75°C
Скорость вентилятора: 0-50%
Так как данный пластик необходим только для создания поддержек, то обдув лучше не использовать. Если же необходима качественная деталь, полностью состоящая из PVA пластика (например, растворимая пробка или крепление), то скорость обдува должна быть ниже 50%, так как адгезия слоев у данного пластика крайне мала. Повысить прочность модели из PVA пластика можно с помощью воды: необходимо аккуратно смочить деталь, подождать 5-7 минут и высушить поверхность. Таким образом внешние стенки детали намного сильнее “прилипнут” друг-другу, тем самым повышая общую прочность детали.
Расшифровывается данное название как поликарбонат. Имеет большую прочность, но обладает относительно малой гибкостью, меньшей, чем у PLA. Также при загорании он стремится к самозатуханию, что повышает пожаробезопасность.
Температура сопла: 290-310°C
Температура стола: 90-120°C
Скорость вентилятора: 0-25%
Так же как PETG, данный пластик очень гигроскопичен, поэтому требует хранение в сухом пространстве, а лучше в пакете с силикагелем. Из-за необходимости поддержания высоких температур и особенностей хранения, поликарбонат мало распространен в 3D-печати.
Данный пластик является сложным для 3D-печати, но при этом обладает выдающимися механическими характеристиками. Поэтому из него изготавливают детали, рассчитанные на работу с большой нагрузкой и трением. Также он нейтрален к различным химикатам.
Температура сопла: 350-410°C
Температура стола: 120-150°C
Скорость вентилятора: 0-25%
Для печати PEEK необходимо иметь профессиональные 3D-принтеры. Если использовать 3D-принтер, предназначенный для домашнего использования, то есть вероятность сжечь экструдер и нагревательный элемент в нём. Также необходима нагреваемая термокамера.
Композитные пластики
Температура зависит от основы, из которой состоит филамент. Все необходимые параметры необходимо узнать у производителя.
Общей особенностью всех пластиков данной категории является необходимость использования сопла с большим диаметром выходного отверстия (от 0.5мм). Иначе сопло быстро забьётся добавляемым компонентом. Также крайне важен материал сопла, так как обычные латунные сопла быстро сотрутся. Обычно хватает сопел из закаленной стали.
Настройка температуры на принтере
Прежде чем приступать к печати очень важно быть уверенным, что принтер нагревает сопло до правильной температуры и делает это без скачков. Для этого нужно удостовериться в настройке прошивки принтера и правильности установки термопары.
Правильная установка термопары в хотенде
Принтер получает данные о температуре хотенда с помощью термопары, которая устанавливается в хотенд. Обычно для этого есть специальное отверстие, в него нужно как можно глубже вставить термопару. Важно закрепить провод термопары. Зачастую для этого в хотенде есть отверстие, куда вкручивается винт. Лучше всего провести два проводка по разным сторонам от центра винта. Это надежно зафиксирует термопару в хотенде. Если крепления термопары не предусмотрено, то необходимо зафиксировать провод термопары на проводе нагревательного элемента. Пример, как это сделать на фото ниже.
Внимание: плохо закреплённая термопара может выпасть из хотенда, тем самым создавая вероятность возникновения пожара!
Настройка прошивки
Если принтер собирается самостоятельно, то важно выбрать тип термопары в прошивке. Если вы собираетесь использовать прошивку Marlin, то необходимо зайти в файл Configuration.h, и найти строку:
#define TEMP_SENSOR_0 0
На месте последней цифры может стоять не ноль, а другая цифра. В большинстве случаев, если у вашего принтера стоит термистор в виде “капельки”, то вместо последней цифры необходимо поставить 1. В итоге у вас должна получиться строка:
#define TEMP_SENSOR_0 1
Если принтер определяет температуру неправильно, то стоит попробовать изменить последнюю цифру на иную. Список цифр и термопар, которые они обозначают, написан над этой настройкой.
Такая же настройка есть и у стола, её можно найти по строке:
#define TEMP_SENSOR_BED 0
Здесь также следует поменять 0 на 1.
Настройка PID
Для настройки PID необходимо проводное подключение к принтеру. Для отправки команд лучше всего использовать Repetier-Host. Как только вы подключитесь к принтеру, на него нужно отправить команду:
Здесь цифра, стоящая после C отвечает за количество циклов нагревания-остывания, через которые пройдёт принтер, а цифра после S отвечает за температуру, для которой настраивается PID. Несмотря на то, что настраиваться принтер будет на определенной температуре, эти настройки подойдут и для более высоких температур.
После некоторого времени принтер отправит в консоль значения трёх параметров PID: Kp, Ki и Kd. Эти параметры и отвечают за настройку PID. Чтобы ввести эти цифры в настройку принтера нужно отправить команду:
M301 P14.82 I0.8 D68.25
Здесь после букв P, I и D идут соответствующие значения Kp, Ki, и Kd из предыдущего шага. Если ввести эту команду, то настройка PID сохранится только до выключения принтера. Можно добавить эту команду в стартовый GCODE для каждой модели, которую вы будете печатать. В некоторых принтерах можно изменить эти параметры через меню самого принтера.
Температура размягчения и постобработка
После 3D-печати можно обработать деталь с помощью воздействия высокой температуры. Это позволяет увеличить ее прочность и изменить геометрию детали. В домашних условиях для этих целей можно использовать духовку. Но следует быть осторожным: некоторые пластики при нагреве выделяют опасные вещества, поэтому лучше использовать другие методы. Например, альтернативой может послужить паровая баня, горячая вода или фен. Главным параметром такой обработки является температура. Необходимо иметь достаточно высокую температуру, чтобы материал модели начал переходить из твёрдого состояния в вяло-текучее, но не превышать некоторый порог температуры, после которого деталь может неконтролируемо изменить свою геометрию.
Список пластиков и их температур размягчения:



