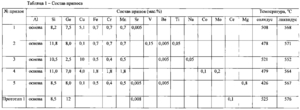
Выбираем припой для пайки

Для пайки деталей используют припой — металлический сплав с относительно низкой температурой плавления (в среднем 200-250 °C). Скрепляя поверхности после остывания, припой выполняет роль своеобразного клея. Этим пайка отличается от сварки, при которой плавятся части самого изделия.
Как выглядит припой?
Припой для пайки выпускают в виде стержней, проволоки или трубок, заполненных флюсом (канифолью). Диаметр проволоки может быть различным. Логично, что для мелких соединений лучше выбирать проволочку меньшего диаметра — например, 0,3 мм. В основном при пайке печатных плат используют припой диаметром от 0,75 до 1,0 мм. Более толстая проволока удобна лишь при пайке массивных деталей.
Выпускается припой и в таких формах, как паяльная паста (тиноль), порошок или фольга. Последний тип разработан специально для решения сложных технологических задач. Для любительского применения достаточно катушки с проволокой.
Состав припоя и маркировка
Чаще всего используют оловянно-свинцовые припои. «Золотым стандартом» для пайки всевозможной электроники является припой ПОС-61, в котором 60% олова и 40% свинца. С его помощью можно паять токоведущие части из латуни, меди и бронзы.
Иногда в сплав в небольших количествах добавляют и другие металлы для улучшения свойств припоя. Узнать состав можно по маркировке в названии. Скажем, ПОС-40 означает, что припой состоит на 40% из олова (О) и на 60% из свинца (С). Встречаются и другие буквенные обозначения:
Основой сплава не всегда служат свинец и олово. Выпускаются припои с другим химическим составом: цинковые, медно-фосфорные, титановые. Они используются для более масштабных работ — например, для соединения труб в системах водоснабжения, газопровода, пайки холодильной техники и др.
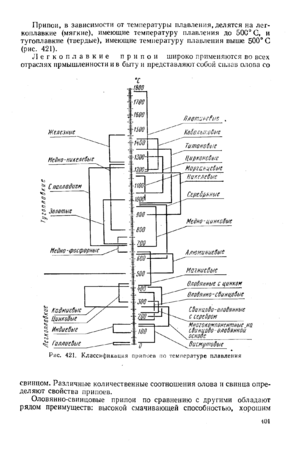
Виды припоев
По температуре плавления различают:
Пайка твердыми припоями требует использования паяльной горелки. А для бытовой пайки электропаяльником оптимальны мягкие припои. Именно их выбирают для пайки микросхем, ремонта бытовой техники и электронной аппаратуры.
Температура плавления припоя и технические характеристики
 Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
 Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
 С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
 ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Низкотемпературные припои
 Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Какую температуру необходимо использовать при пайке паяльником
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
 Паяльник — устройство, которым часто пользуются для ремонта электроники
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Показатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
| Разновидность припоя | Нагрев (градусы Цельсия) |
| Сплав Вуда | 80 |
| Сплав Розе | 90 |
| ПСРЗИ | 100 |
| ПОЗИ 30 | 150 |
| ПСР | 240 |
| ПСР 1,5 | 290 |
| ПСР 2 | 250 |
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Стоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
| Название металла | Плавление (градусы Цельсия) |
| Олово | 232 |
| Вольфрам | 3400 |
| Германий | 930 |
| Дуралюмин | 650 |
| Железо | 1540 |
| Золото | 1065 |
| Иридий | 2400 |
| Калий | 65 |
| Константин | 1260 |
| Кремний | 1415 |
| Латунь | 1000 |
| Легкоплавкий сплав | 60 |
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры. На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
Способы получения нужной температуры
Очевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным. Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Оборудование для измерения температуры
Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор. При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.



Коровин Сергей Дмитриевич
Магистр архитектуры, закончил Самарский Государственный Архитектурно-Строительный Университет. 11 лет опыта в сфере проектирования и строительства.
Я температуру жала паяльника определяю по скорости выгорания сухой канифоли для припоя ПОС-61. Канифоль не должна выгорать мгновенно.
Особенности припоя для пайки
Со школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления. Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Характеристики
Олово незаменимо при производстве электронных устройств. Благодаря своим свойствам оно используется для сварки компонентов в радиотехники. Сплав под названием Eutectica, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.
Олово мягкое и податливое, но очень устойчиво к коррозии и не образует ржавчину, имеет очень хорошую электропроводность и относительно низкую температуру плавления. Все эти характеристики делают его незаменимым для создания электронных устройств.
Процесс пайки протекает в мягкой сварке, которая состоит из объединения двух базовых элементов посредством вклада в основу третьего элемента с более низкой температурой плавления. Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки.
Виды припоев и флюсов
В нашей стране большое распространение получила марка припоя ПОС — сплав олова Pb и свинца Sn. В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.
ПОС-18
Припой регламентируется государственными стандартами, кроме Pb (0.8 %) и Sn (17-19 %), он имеет примеси многих металлов. Контролирующие органы строго следят за тем, чтобы производитель ограничивал присутствие ядовитого мышьяка в составе, уменьшающего текучесть жидкого сплава и повышающего хрупкость в условиях знакопеременных нагрузок.
Состав примесей ПОС-18 в процентах:
ПОС-18 относится к универсальным сплавам и является заменителем бессурьмянистых сплавов, его используют:
Цена припоя ПОС-18 по состоянию на 01.09.2019 года от 710 руб/кг.
ПОС-30
Припой стандартизируется ГОСТами 21930.76 / 21931.76 и относится к мягким сплавам с Т плавления — 256.0 С. По свойствам он похож на марки с ПОС-40 и 50 и состоит из Pb и Sn в процентном соотношении 30:70, а также других элементов не более 1 %. Он отличается от чистого олова темным цветом и повышенной твердостью сплава.
Состав примесей в процентах:
Недостаток ПОС-30 — наличие вредных присадок в составе — Pb.
Цена ПОС-30 по состоянию на 01.09.2019 года от 766 руб/кг.
ПОС-50
Его выпускают по требованиям ГОСТ 21931.76, он отличается практическим равным соотношением свинца и олова.
Состав примесей ПОС-50 в процентах:
Цена припоя ПОС-50 по состоянию на 01.09.2019 года от 1102.00 руб/кг.
ПОС-90
Припой отличается низкой теплопроводностью и высоким показателем твердости, что объясняется высоким содержанием олова 90, материал серебреного цвета, что дает эстетическую привлекательность полученным соединениям.
Состав примесей ПОС-90 в процентах:
Недостатки ПОС-90 — наличие вредных присадок в составе (свинца).
Цена припоя ПОС-90 по состоянию на 01.09.2019 года от 1778.00 руб/кг.
Какая температура плавления
Наиболее распространенный припой, используемый в станах ЕС для электронных работ — 63/37 SnPb. Он представляет собой эвтектический сплав с температурой плавления — 183 C. Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий температуры плавления 144-163.
Состав припоя
Свинец, содержащий в сплаве, постепенно вытесняется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями, состоящими из сплавов олова и сурьмы. Уже сегодня в ЕС многие магазины его не продают. У нас пока все по-другому, вероятно, пройдет много лет, прежде чем свинцовый припой в нашей стране будет заменен навсегда.
Важно! Бессвинцовый сплав имеет более высокую температуру плавления, чем свинцовый и использует более агрессивные флюсы. Это означает, что паяльник должен быть изготовлен для бессвинцовой пайки, чтобы обеспечить правильную температуру около 230 C. Бессвинцовый припой, как правило, примерно на 20-50% дороже, чем свинцовый.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться.
Критерии, на которые нужно обратить внимание перед тем, как выбрать припой для пайки:
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным.
Использование
Специалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
Дополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника.
Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться.
Электроника для всех
Блог о электронике
Ликбез по пайке
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
 |
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин.
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед.
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
 |
| Оплетка для удаления припоя |
 |
| Мое лудило |
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ.
Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка проводов
Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя.
Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции
Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно 🙂
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder». Увидишь как это делают профессионалы. Смотри и учись!
Спасибо. Вы потрясающие! Всего за месяц мы собрали нужную сумму в 500000 на хоккейную коробку для детского дома Аистенок. Из которых 125000+ было от вас, читателей EasyElectronics. Были даже переводы на 25000+ и просто поток платежей на 251 рубль. Это невероятно круто. Сейчас идет заключение договора и подготовка к строительству!
А я встрял на три года, как минимум, ежемесячной пахоты над статьями :)))))))))))) Спасибо вам за такой мощный пинок.



