Температура пайки полипропиленовых труб: таблица времени
Данные материалы являются высокопрочными, имеют длительный срок эксплуатации, не боятся коррозийного влияния и наделены многими другими положительными характеристиками. Говоря о достоинствах полипропиленовых труб, нельзя не сказать о простоте и удобстве их прокладки.
При соединении, должна выдерживаться точная температура пайки полипропиленовых труб, таблица, предоставленная ниже, поможет с точным ее определением.
Таблица температурных показателей для работы с полипропиленовыми материалами
В начале сварочных работ необходимо на сварочный аппарат установить специальные насадки, на них предварительно очищают тефлоновое покрытие. После этого устройство прогревается до температуры двести шестьдесят градусов.
Этот температурный предел считают самым оптимальным для такого вида трубопроката. Период подогрева аппарата зависит от температуры окружения.
Нужно также проверить рабочее состояние резака. Если есть необходимость, то его следует подточить.
Подготовленные для пайки трубы должны быть обезжиренными и почищенными. Если соединительный элемент не плотно «садится» на патрубок, то его рекомендуют поменять на другой.
Соединительную деталь одевают на прогретую насадку, ей для прогревания понадобится немного больше времени, чем трубе.
После нагревания элементы снимаются с насадок, и скрепляются аккуратным движением. За несколько минут конструкция полностью остывает.
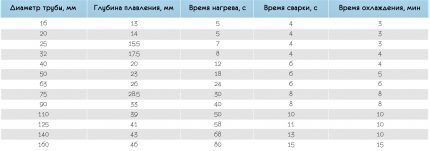
В таблице ниже есть рекомендуемое время и иные показатели времени. Таблица пайки полипропиленовых труб оказывается незаменимой при работе с полипропиленовыми трубопрокатными материалами.
Таблица времени нагрева,периода сварки и охлаждения в зависимости от объема полипропиленовых труб.
Температура пайки полипропиленовых труб: основные этапы самостоятельной сварки + таблица значений

Одним из этапов строительства частных домов и квартир является монтаж коммуникаций, отвечающих за подачу воды или отвод стоков. Сборка труб из полипропилена гораздо проще, чем установка металлических конструкций. Для их состыковки используют фитинги, привариваемые с помощью специализированного оборудования – утюга.
В предложенной нами статье описана технология выполнения соединений, приведена нормативная температура пайки полипропиленовых труб. Мы расскажем о подготовительных мероприятиях, необходимых для производства прочных и герметичных сочленений. С учетом наших советов вы без проблем соберете трубопровод.
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами.
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
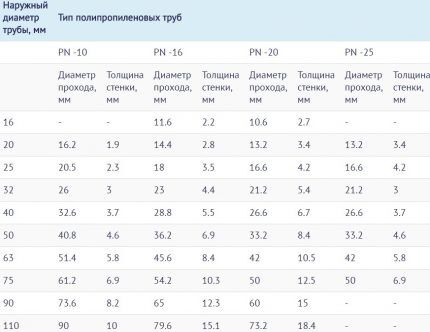
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.

На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
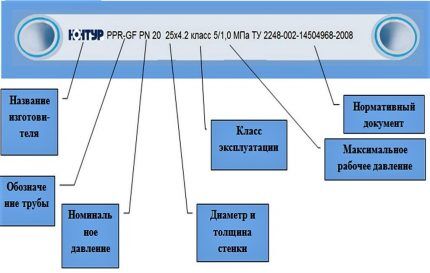
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.

Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.

При нагревании образуется зона оплавления полимера. Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности.
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения.
Стандартные температурные параметры
И перегрев, и недостаточное нагревание плохо сказываются на результате сварки. В первом случае произойдет деформация элементов, наплыв валика, уменьшение внутреннего диаметра. В дальнейшем в зонах неровных стыков возможно образование накипи и пробок.
Во втором случае соединение будет слабым, а из-за недостаточной герметичности останется риск возникновения течи.

Именно из-за риска прорыва трубопровода необходимо соблюдать технику сварки и обязательно учитывать такие параметры, как:
Если температура воздуха в помещении или на улице ниже +5 °С, время нагрева увеличивают примерно на 50%, то есть в два раза. Значение температуры нагрева везде одинаковое – +260 °С. Допустимым является диапазон +255-280 °С.
Интересно то, что выбор параметра не зависит от диаметра трубы – и для 16-миллиметровых, и для 50-миллиметровых используются одни и те же значения. Меняются только временные отрезки. По этой причине температуру сварки полипропиленовых фитингов и труб в технологических таблицах обычно не указывают.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности.
Этап #1 – подготовка специальных инструментов
Для пайки в домашних условиях потребуется оборудование, предназначенное только для сварки полипропиленовых деталей – труб, уголков, муфт, тройников, заглушек.
Таблица пайки полипропиленовых труб и температура нагрева
Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки. Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб. Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.

Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) — термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
[quote]Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.[/quote]
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.
Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
По внутреннему устройству ПП трубы делят на:
В настоящее время одним из популярных типов полипропиленовых труб — являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) — гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) — статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) — блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) — высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.

Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость — чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 — номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 — трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 — эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 — 90 °С в системах с защитой от гидроударов.
PN-25 — изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.

Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб — технологический процесс
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:

Рис. 7 Маркировка ПП труб
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

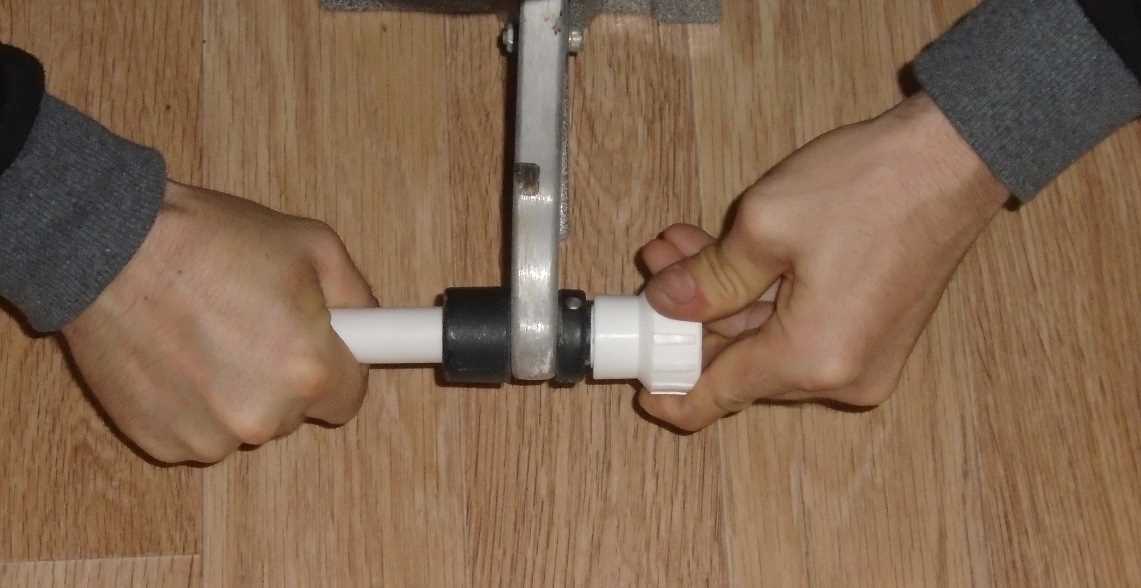
Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Пайка полипропиленовых труб для водопровода и отопления своими руками

В процессе сварки ППР-труб нет ничего сложного, поэтому данная технология приобрела широкое распространение. Минимальный набор оборудования и инструмента, а также чуть-чуть знаний и пайку водопровода может выполнить любой домашний мастер.
Тем не менее, многие новички и даже «мастера» зачастую нарушают технологию соединения полипропиленовых труб, хотя по большому счёту ошибиться там негде. Поэтому предлагаю ознакомиться с базовой информацией и нехитрыми советами.
Инструмент для спаивания

Безусловно существует технология сварки пластиковых труб без посредников в виде фитингов, но это более специализированная технология. Применяется в основном для больших диаметров труб в промышленных масштабах.

При работе этим инструментом можно немного изменять толщину снимаемого слоя, регулируя лезвия в очень небольших пределах.


Температура паяльника и время сварки
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.

Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Процесс спаивания ПП-труб
Практически все руководства, в том числе от производителя, указывают на необходимость отмечать на трубе глубину захода в раструб фитинга. Не могу советовать подобного исходя из собственного опыта: даже слегка перегретые детали не позволяют задвинуть трубу глубже положенного более чем на 1 миллиметр. Поэтому подобная разметка может пригодиться только для точного отрезания трубы нужной длинны, но никак не для правильной ее ориентации в раструбе.
Размер захода трубы в раструб фитинга зависит от конкретного ассортимента и обычно составляет 15 мм. для трубы D20 и 20 мм. для следующих диаметров. Этот размер лучше всего померить рулеткой на конкретной детали — раструб в фитинге имеет четко выраженные границы.
Некоторые насадки устроены так, что при пайке фитинг очень тяжело налезает и полностью надевается на насадку по прошествии 3-5 секунд. Когда отсчитывать нужное время нагрева? Первым делом следует обратиться к тому же документу ТР 125-02:
Так как труба тяжело входит в насадку и новичку сложно понять, зашла ли труба до конца, то по первости рекомендуется отмечать на трубах риски, до которых нужно загонять трубу в паяльник. Точная глубина немного разнится у разных производителей, поэтому лучше ее померить в раструбе фитинга заранее.
Для начального опыта такое руководство вполне подходит. Скажу лишь, что с опытом приходит понимание: с «тугими» насадками и стандартным временем прогревания происходит излишнее оплавление.



У хорошо пропаянных деталей должна образоваться каёмка (буртик) вокруг трубы в месте сопряжения с фитингом. Если заглянуть внутрь фитинга, то край трубы также будет иметь немного оплавленные края.



Базовые навыки по монтажу полипропиленовых труб
Перед непосредственным монтажом необходимо распланировать расположение труб и последовательность сварки конкретных швов. Здесь имеется в виду не проектирование и подсчет тех или иных деталей — это само собой разумеется. Речь идет именно о последовательности добавления фитингов и труб в систему — для аккуратнго выполнения работ это очень важно!
Дело в том, что для подпайки деталей или узлов к установленным трубам требуется выполнение важного условия. Если начать спаивать все детали водопровода, не задумываясь об этом нюансе, то в один прекрасный момент появится ситуация, когда дальнейший монтаж будет физически невозможен.
Условие это: для сварки необходим минимальный ход хотя-бы одной из спаиваемых деталей (трубы или фитинга)! Другими словами, спаиваемые детали должны позволять отодвинуть их друг от друга на минимальное расстояние для ввода паяльника, а затем без препятствий состыковать их друг с другом.
Минимальное расстояние, на которое должны отходить друг от друга труба и фитинг составляет около 7 сантиметров (зависит от паяльника и насадок). Помимо прочего, ход трубы или фитинга должен позволить вставить трубу в фитинг на 1,5-2 сантиметра (зависит от диаметра трубы). По итогу получается, что нам необходим ход деталей в 9 сантиметров (7+2).
Именно поэтому так важно планировать процесс сборки всех деталей в одно целое: какие-то узлы можно спаять отдельно, а затем «кочергу» добавить в систему. Проще говоря, лучше добавлять в монтируемую систему целый узел из нескольких деталей (труба, уголки, муфты) одной пайкой с необходимым зазором, чем допаивать каждую деталь сразу на положенное место.
А сложный узел из множества деталей проще сварить отдельно, без всяких стеснений в движениях. Главное, чтобы собираемый узел наверняка можно было поместить на место. Бывают такие случаи, когда собранная отдельно сложная деталь попросту физически не влезает на место по причине наличия других труб, каркаса и т.п.


Теперь рассмотрим некоторые приемы по решению различных задач в монтаже трубопровода из ПП-трубы.
Для всякого рода сложных поворотов и обводов хорошо служит уголок 45 градусов. Посредством соединения их в разных вариациях можно выполнить обвод трубы любого диаметра или требуемое смещение проводимой трассы. Эти углы выгодно отличаются от уголков 90 градусов тем, что в большинстве случаев позволяют выполнять обводы, смещения и повороты более компактно.

Во время стыковки паяемого водопровода с водосчетчиками, можно столкнуться с парой неудобств: мало места для полноценного доступа паяльника (пример с ходом 9 см. выше) и наличие остатков воды в самих счетчиках. Последний факт может испортить место сварки, ибо во время ввода-вывода насадки паяльника создается некий вакуум, из-за чего остатки воды из счетчика устремляются к месту пайки. В подобных случаях будут полезны разъемные муфты.

Во время монтажа нужно всячески избегать физического напряжения в трубах: чрезмерного изгиба, закручивания (особенно!) трубы и прочего. Во время различных поворотов труб нужно оставлять 5-10 миллиметров на зазор от стен для свободного хода.
А теперь несколько слов о тепловом расширении. При использовании полипропиленовых труб во внутридомовой разводке водопровода и отопления, прямые отрезки труб в редких случаях превышают 2 м. Поэтому в большинстве случаев линейный коэффициент не играет никакого значения! Для теплового зазора достаточно отступать в углах 5-10 мм., при использовании прямых труб не более 1 метра.
Неармированный полипропилен дает изменение длинны около 10 мм. на 1 метр трубы при изменении температуры на 70 градусов. Это означает, что метровый отрезок без армирования можно использовать на горячей воде, оставив с обеих сторон отрезка по 5 мм. зазора до стен.
Распространённые вопросы и ответы по пайке полипропилена
Можно ли паять трубы одного производителя, а фитинги другого? Безусловно можно, однако хочется предупредить, что и муфты, и трубы следует использовать надлежащего качества. Не стоит использовать детали безымянных производителей. В непрофессиональных магазинах часто продают трубы разных фирм, а фитинги одни и те же, от безымянного производителя. Я не рекомендую использовать такую связку. В целом же ничто не мешает спаивать трубы и фитинги разных производителей, с разным армированием или без такового по разные стороны муфты.
Тем не менее, временно выйти из положения при слишком «липкой» насадке можно. Чтобы не испортить сварной шов и оставить насадку максимально чистой, во время снятия трубы и фитинга с насадки их нужно немного прокрутить.


Иногда случается потребность спаять узел с нестандартным углом. Напомню, что ПП уголки встпечаются только двух видов: 90 и 45 градусов, по крайней мере мне другие не встречались. А что делать, если нужен поворот трубы иного градуса? Существует два известных мне метода:
При помощи двух уголков 45° можно сделать любой угол, изменяя угол поворота уголков относительно друг друга. Недостаток способа в том, что из-за нестандартного поворота, соединение не будет в одной плоскости.


Как спаять полипропиленовые трубы если нет свободного хода? Существуют различные варианты, в зависимости от конкретной ситуации. Это и использование 2 паяльников, и применение разъемных соединений, и прочее. Однако если монтаж выполняется не на «парадном» участке трубопровода, то самым простым решением будет выполнение обвода. В самом простом воплощении можно обойтись 2 лишними углами 90 градусов. Весь смысл в том, что если мы не можем раздвинуть трубы по горизонтали, напаяв 2 уголка, мы можем сварить их между собой по вертикали или в другой плоскости.

Как спаять трубы, если не держит кран? Категорически нельзя производить сварку, если в спаиваемом участке присутствует вода. Если по каким-либо причинам полностью перекрыть воду не удаётся, нужно остановить её на время сварки. В интернете советуют затыкать трубу хлебным мякишем, но проблема в том, что мякиш тут же выдавливает вновь создающимся давлением в трубе. Поэтому способ будет работать только тогда, когда есть возможность открыть для выхода воздуха участок до места спаивания. А когда трубы спаяны, мякиш легко выскакивает при подаче давления.
Собственно на этом предлагаю закончить изложение информации. Планирую со временем расширить список распространённых вопросов о пайке полипропиленовых труб.



