Технология пайки труб из полиэтилена низкого давления (ПНД)
Полиэтиленовые трубы прочно вошли в нашу современную жизнь. Без них не обходится ни одна сфера промышленности и строительства. Нашли они широкое применение и в быту. Для образования трубопроводных линий различного назначения, используют несколько вариантов.
Способы соединений ПЭ
Существует несколько типов подсоединений полиэтиленовых труб.
Они подразделяются на несколько групп:
Первый позволяет разобрать готовую конструкцию. Его используют в случае необходимости разборки после использования. Для соединения используют металлические фланцы. Самым прочным считается неразъемное соединение. Оно достигается пайкой или методом сварки, которая подразделяется на муфтовую, стыковую.
Сварка ПНД труб встык
Работы проходят на сварочном оборудовании, предназначенном для сваривания полиэтиленовых деталей. Максимальный эффект достигается при пайке труб, изготовленных из ПНД. Этот метод применяется для прокладки открытого трубопровода, а также траншейного способа. Чтобы достичь высокой прочности стыковой сварки, общее подсоединение выполняют одним швом. В случае сварки несколькими швами, прочность соединения иногда может получиться слишком низкой.
Муфтовая сварка ПНД труб
Работа осуществляются особым сварочным оборудованием (паяльником), укомплектованным специальными разнообразными насадками, определенного диаметра.
Для получения прочного соединения, монтажники пользуются всевозможными фитингами:
Сварку ПНД изделий паяльным оборудованием, легко выполнить самостоятельно.
Для этого требуется соблюдать определенные правила:
После проведения подготовительных работ, выполняют пайку в определенной последовательности:
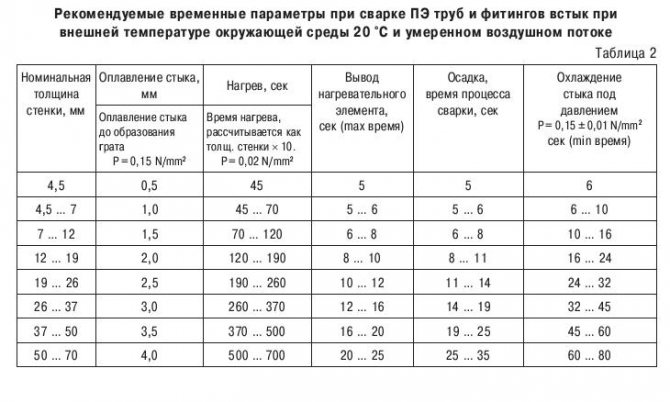
Процесс пайки доступен любому человеку. Но существует несколько тонкостей, которые необходимо учитывать. Продолжительность процесса пайки определяется по специальным таблицам в зависимости от диаметра трубы.
В случае муфтовой пайки, надавливание, вставляемых деталей, необходимо прекратить, если они коснулись упора. Если это правило игнорировать, прочность соединения будет очень низкой. Так как, довольно сложно определить величину погружения детали при сварке, глубину необходимо предварительно измерить, на поверхности детали нанести яркую метку.
Электрическая муфтовая сварка
Этот вариант используется для образования соединений, отличающихся повышенной прочностью. При работе пользуются особой электрической муфтой, комплектуемой нагревательными (закладными) деталями. Во время сварки пользуются фитингами, оборудованными нагревательными спиралями. Частичное расплавление позволяет получить монолитную конструкцию.
Основным преимуществом электромуфтовой сварки считается отсутствие образования грата. Детали можно сваривать в наиболее труднодоступных местах — не требуется устанавливать большие сварочные аппараты.
Технологический процесс электрической муфтовой сварки
Чтобы достичь высокого качества сварки, детали должны оставаться неподвижными, как в момент работы, а также во время последующего остывания.
К показателю качества, полученного сварного соединения, относится толщина валика. Она должна составлять 1/3 от половины размера толщины трубы. Грат обязательно должен закрывать метку, предварительно нанесенную на поверхность заготовки.
Допускаемое смещение свариваемых участков, должно быть не более 10% толщины стенки детали.
Какой способ выбрать
Каждый из выше перечисленных вариантов, отличается положительными, а также отрицательными сторонами. При определенных условиях не каждым способом можно воспользоваться, чтобы сваривать напорные ПНД трубы. Существует несколько важных факторов, оказывающих влияние на создание сварных соединений ПЭ труб в зависимости от конкретных условий.
К примеру, чтобы достичь гибкого соединения по всей длине трубопровода, исключить образование жестких участков, оптимальным способом считается стыковая сварка. К ее дополнительным положительным качествам можно отнести высокую экономичность, простоту работы и обслуживания.
Для выполнения пайки в труднодоступных участках, когда невозможно получить осевые смещения, когда сложно воспользоваться другим оборудованием, идеальным, единственно приемлемым, считается муфтовое соединение.
Когда необходимо выполнить работу на ограниченном пространстве, труднодоступном участке, сварку ПНД изделий осуществляет электромуфтовым способом. Важным преимуществом такого способа считается его быстрота. Это особенно важно при выполнении срочных работ.
Если при исполнении краткосрочной работы, не требуется использовать пайку, когда достаточно создать одноразовое соединение, можно воспользоваться временным, специальным разъемным соединением.
Пайка полипропиленовых труб: время и температура паяльника
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
 Ножницы для резки труб
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
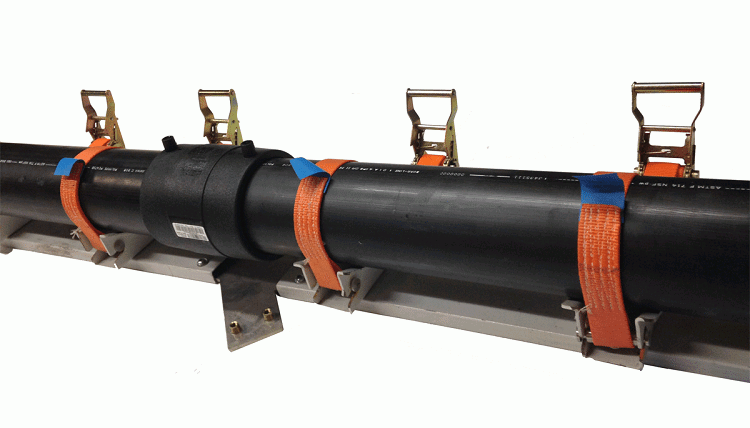
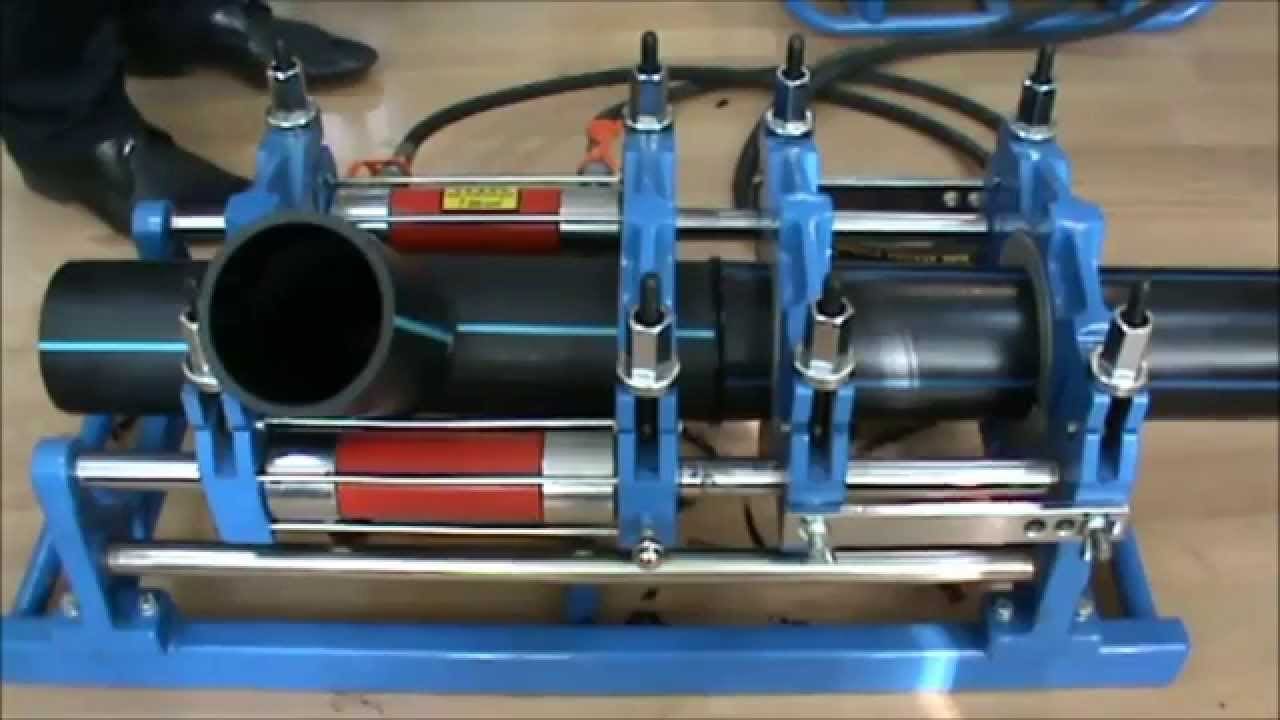
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб. Читайте также: «Соединительная сварка ПНД труб: виды и особенности соединения».

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.

После выполнения всех указанных процедур, процесс пайки полиэтиленовых труб своими руками можно считать завершённым. Как видно, он не представляет большой сложности, однако дополнительно следует знать некоторые нюансы, которые должны учитываться при проведении сварочных работ. Во-первых, существуют специальные таблицы, по которым рассчитывается продолжительность процесса пайки для труб того или иного диаметра. Затем, касательно муфтовой пайки полиэтиленовых труб инструкция гласит, что надавливание при вставке деталей следует прекращать, если фитинг и труба достигли упора. Соблюдение данного правила является очень важным – в противном случае прочность соединения будет недостаточной. Читайте также: «Как выполняется сварка полиэтиленовых труб – правила технологии процесса».
Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.
В частности, если требуется обеспечить гибкость на всём протяжении трубопровода без формирования жёстких участков, тогда наилучшим вариантом будет стыковая сварка. Дополнительными её преимуществами являются простота и экономичность. Читайте также: «Как выпрямить ПНД трубу – доступные и проверенные способы».

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Как паять трубы ПНД?
Полимерные трубы получили широкое распространение. Они используются при прокладке отопительных сетей, магистралей горячего и холодного водоснабжения. Изделия долговечны, практичны и надежны.
Преимущества полиэтиленовых труб:
Полиэтиленовые изделия задействуются на промышленных, коммунальных и хозяйственных объектах. С их помощью прокладываются новые и модернизируются существующие линии.
Выбор способа пайки ПНД труб
Как правильно паять ПНД трубу? Актуальный вопрос для начинающих мастеров. Существует три технологических решения:
Каждый способ имеет уникальные особенности, заслуживает отдельного рассмотрения.
Стыковая сварка полиэтиленовых труб
Перед тем как спаять трубу встык, потребуется приобрести сварочную машину для ПНД. При подборе оборудования учитывается:
Покупка сертифицированного оборудования — залог высокого качества стыков.

Пайка ПНД труб выполняется в следующем порядке.
После остывания сварного шва выполняется его проверка. Мероприятие проводят специалисты ОТК, использующие профильное оборудование и инструменты.
Требования к сварному соединению:
Машины для стыковой сварки имеют высокую стоимость. Как правило, их применяют крупные подрядные организации.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно соединить в домашних условиях. Достаточно располагать паяльником и вспомогательным оборудованием.
Пайке предшествует подготовительный процесс:
От качества подготовительных работ зависит надежность и долговечность соединений.

Пайка ПНД труб проходит в несколько этапов:
В пайке ПНД труб нет ничего сложного. Достаточно использовать качественные материалы и соблюдать технологию.
Электромуфтовая сварка
Электромуфтовая сварка — промышленный способ соединения труб. Получаемые конструкции отличаются высокой прочностью, устойчивы к вибрационному, ударному и изгибающему воздействиям.
Использование электромуфтовой сварки оправдано в ограниченном пространстве, в сейсмически нестабильных районах, на ответственных и опасных объектах.
Получаемые узлы имеют высокую стоимость, что ограничивает сферу применения технологии.

Сварка при помощи электрических муфт выполняется в определенной последовательности.
Стык проходит визуальный осмотр. Претензии к его качеству возникают в единичных случаях. Обычно они вызваны использованием некондиционной муфты.
Приобретение ПНД труб и оборудования для их пайки
Компания «ЭкоМонтаж» реализует продукцию для прокладки полимерных линий. В ассортименте трубы, фитинги, сварочное оборудование, вспомогательные инструменты. Подобрать подходящие изделия смогут частные мастера, коммерческие и государственные подрядчики.

Ассортимент изделий периодически расширяется. Регулярно появляются новые прогрессивные решения.



