При какой температуре паять полипропиленовые трубы
Одним из этапов строительства частных домов и квартир является установление коммуникаций для водоснабжения или канализации. Полипропиленовые трубы легче собирать, чем металлические конструкции. Используйте железо – армирование, используемое со специальным оборудованием.
Как перегрев, так и недостаточный нагрев отрицательно влияют на сварочный эффект. В первом случае наблюдается деформация элемента, утечка валков и уменьшение внутреннего диаметра. Позднее чешуйки и луковицы могут образовываться в местах с неровными суставами.

В последнем случае соединение ослаблено и существует риск утечки из-за недостаточной жесткости.
Примерами труб низкого качества являются: внутренний и внешний поток полипропилена, деформация стенки. Сварочные технологии должны контролироваться на предмет риска открытия трубопровода и обязательно учитывать следующие параметры:
График сварки труб разного диаметра
Таблица оптимизированных технических значений при +20 C предназначена только для домашнего монтажа. Если температура воздуха в помещении или на улице ниже +5 C, время нагрева увеличивается примерно на 50%, то есть вдвое. Значение тепла везде одинаково – +260 С. Доверительный интервал + 255-280 C.
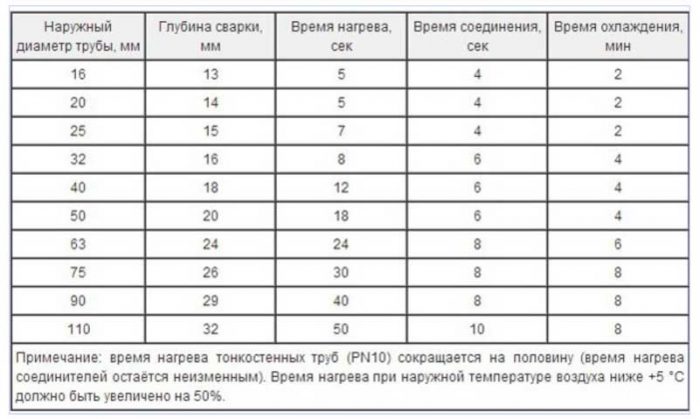
Интересно, что выбор параметров не зависит от диаметра трубы – одинаковые значения используются как для 16 мм, так и для 50 мм. Меняются только периоды времени. По этой причине температура сварки полипропиленовых фитингов и труб обычно не указывается в технических таблицах.
Заключение
Есть много семинаров по сварке полипропиленовых труб. Некоторые застрелены неопытными любителями, поэтому методы сварки и выбор температуры могут быть неправильными.
Таблица пайки полипропиленовых труб и температура нагрева
Монтаж внутренних водопроводных магистралей горячей и холодной воды из полипропиленовых труб актуален для большого числа частных загородных домов и коммунальных квартир, при проведении работ участки трубопровода соединяют между собой методом пайки. Специалист, осуществляющий монтаж труб из полипропилена, обязан знать время нагревания соединяемых деталей, обычно в инструкции на сварочный аппарат приведены таблица пайки полипропиленовых труб и температура нагрева, при которой должен происходить данный процесс.
Помимо информации о временных и температурных параметрах спайки, для правильного проведения работ необходим качественный инструмент, изучение технологии монтажа с учетом особенностей различных марок полипропиленовых труб. Монтажнику понадобятся также знания не только о временных интервалах нагревания соединяемых деталей, но и о времени остывания спаянного узла, размерных параметрах фасок, оптимальной глубине вставки соединяемых элементов.

Рис. 1 ПП-трубы и фитинги для полипропиленовых труб
Что такое полипропиленовые трубы, их разновидности
Полипропилен (сокращенное обозначение ПП или ППР) — термопластичный, то есть изменяющий свои размерные параметры при разных температурах, полимер пропилена, получаемый его полимеризацией в присутствии металлосодержащих катализаторов, технология его изготовления близка к процессу производства полиэтилена низкого давления (ПНД). От химического состава используемого катализатора зависят физико-химические параметры полученного полипропиленового материала.
[quote]Чистый полипропилен имеет вид белого порошка или гранул, может выпускаться химически стабилизированным, в окрашенном виде.[/quote]
Трубы из полипропилена используют для прокладки холодного и горячего водоснабжения, тепловых сетей, обвязки котельного оборудования, установки стояков, прокладке канализации для отвода высокотемпературных стоков и агрессивных химических веществ промышленных предприятий.
Основные параметры полипропилена, влияющие на сферу его применения, имеют следующий вид:
По внутреннему устройству ПП трубы делят на:
В настоящее время одним из популярных типов полипропиленовых труб — являются двухслойные изделия, имеющие внутренний слой из алюминия.
Производители поставляют на рынок следующие разновидности ПП-труб:
PPH (РРН, РР-1) — гомополимер, являющийся чистым полимером с минимальным количеством модифицирующих его прочностные характеристики добавок, используется при изготовлении безнапорных трубопроводов большого диаметра для систем вентиляции, водоподачи и водоотвода.
PPR (ППР, PPRC, РР-3, PP-random) — статический сополимер, наиболее часто используемый при прокладке инженерных коммуникаций водоснабжения, отопления в индивидуальном домостроении, коммунальных квартирах, отличается высокой термостойкостью и сопротивляемостью ударным нагрузкам.
РРВ (РР-тип 2, РР-2) — блоксомер, обладающий повышенными физическими параметрами, используется в высоконапорных коммуникациях отопительных систем и подачи воды.
PPs (полифенилсульфид) — высокопрочный износостойкий полимер, обладающий повышенной устойчивостью к физическим нагрузкам, высоким температурам. Используется для прокладки промышленных и коммунальных коммуникаций холодного и горячего водоснабжения, отопления, диаметр труб может доходить до 1200 мм.

Рис. 3 Устройство армированных алюминием многослойных ПП труб
Напорные и температурные характеристики полипропиленовых труб имеют обратную зависимость — чем выше температура рабочего тела, тем ниже порог максимально удерживаемого давления, данная связь влияет на область применения ПП труб.
В маркировке полипропиленовых труб указаны их напорные характеристики, по этому параметру их разбивают на следующие группы:
PN-10 — номинальный показатель давления в 10 бар (10 атмосфер, 1 мПа), трубы используют для организации холодного водоснабжения, редко для монтажа теплых полов с температурой нагрева теплоносителя не более 45 °С.
PN-16 — трубы, рассчитанные на рабочее давление в 16 бар, используются для монтажа холодного и горячего водоснабжения с максимальной температурой рабочего тела + 60 °С.
PN-20 — эксплуатируются при рабочем давлении в 20 бар с температурой носителя 80 — 90 °С в системах с защитой от гидроударов.
PN-25 — изделия с рабочим давлением 25 бар используются в напорных теплосетях для транспортировки горячей воды и пара с температурой до 120 °С.

Рис. 4 Разновидности ПП труб
Технологический процесс сварки ПП
Сварка труб из полипропилена основана на способности данного типа пластика размягчаться при нагреве до определенной температуры, приобретая состояние, сходное с мягким пластилином. При плотном контакте двух расплавленных деталей происходит процесс взаимного проникновения (диффузии) материалов, в результате чего получается прочное соединение, по стойкости не уступающее целостной конструкции.
Существует два основных способа соединения полипропиленовых труб: стыковое и муфтовое. При первом варианте разогревают торцы деталей одновременно специальным дисковым паяльником, после чего соединяют их вместе, данная технология широко применяется при стыковке труб большого диаметра в промышленном строительстве.
При использовании в строительной отрасли для прокладки водопроводных и отопительных сетей полипропиленовых труб небольших диаметров (до 63 мм) стыковой метод абсолютно непригоден по следующим причинам:
Технология пайки с использованием муфт заключается в применении для стыковки труб переходной детали (отрезка обычной однослойной ПП трубы) с внутренним диаметром, соответствующим наружному соединяемых трубных отрезков. Для проведения работ специальным паяльником одновременно разогревают наружную поверхность трубы и внутреннюю переходной муфты, после чего детали быстро соединяют вручную. Аналогичную процедуру с нагреванием муфты и внешней трубной оболочки проводят со вторым стыкуемым отрезком. Понятно, что после вставки в муфту торцы обоих трубных отрезков почти соединяются встык без выпуклого шва, а если использовать переходник с разными диаметрами, то можно состыковывать трубопроводы любых размеров.

Рис. 5 Пайка пластиковых труб — технологический процесс
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.

Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:

Рис. 7 Маркировка ПП труб
Таблица пайки полипропиленовых труб и температура их нагрева
Одна из основных задач монтажника при проведении стыковочных работ — точно выдержать время сварки полипропиленовых труб. Отклонение от временных интервалов в ту или иную сторону, как правило, приведет к двум основным неприятностям:
Любому монтажнику при проведении работ полезна таблица температур для пайки полипропиленовых труб, указывающая время нагрева оболочек паяльным прибором. Необходимость таблицы связана с тем, что трубы больших диаметров имеют более высокие площадь нагреваемой поверхности, массу и объем, соответственно для их прогрева в сравнении с небольшими изделиями при одинаковой температуре требуется больше времени.
При составлении таблицы основным критерием служила определенная экспериментальным путем оптимальная температура сварки полипропиленовых труб, равная 260 °С.
Также в инструкции на любой сварочный аппарат присутствует таблица, в которой отражено время пайки полипропиленовых труб в состыкованном положении. Аналогично времени нагревания трубных оболочек, время удержания соединенных деталей вместе также возрастает с увеличением их диаметров.
Последний показатель, который полезно знать монтажнику во время пайки пластиковых труб — глубина нагрева полипропиленовых деталей. В принципе она задана гильзой и дорном, имеющими соответствующую длину, поэтому при полном погружении стыкуемых трубных отрезков в насадки правильные размерные параметры будут соблюдены автоматически.
Пайка труб из полипропилена — поэтапная инструкция
Одно из основных преимуществ соединения полипропиленовых труб пайкой — скорость проведения монтажных работ, процесс стыковки и готовности к дальнейшему монтажу труб наиболее распространенного диаметра в 25 мм занимает не более 15 секунд. Чтобы сделать работы без лишних временных затрат, ответственно проводят все подготовительные операции и далее монтируют трубопровод, строго придерживаясь технологического процесса проведения операций.

Рис. 9 Инструмент, с помощью которого сваривают ПП-трубы
1. Подготовка инструмента и комплектующих
Прежде чем паять полипропиленовые трубы, готовят комплектующие: трубные отрезки, тройники, угловые отводы, соединительные муфты, переходники с пластика на металл, вентильные запорные краны.
Для проведения работ понадобится паяльный утюг и комплект насадок, а также вспомогательный инструмент, некоторая часть которого входит в комплектацию прибора:

Рис. 10 Основные этапы сварки ПП
2. Разметка и нарезка
Для удобства работы освобождают пространство посередине помещения и устанавливают стол на удобной высоте, все элементы раскладывают по периметру комнаты согласно схеме, после чего начинают их последовательную обрезку с пайкой. Если трубопровод проходит по периметру помещения, укладку начинают с торцевой стены — так удобнее проводить монтаж. Работы ведут в следующей последовательности:
Ни в коем случае не используйте различные фаскосниматели и зачистные инструменты при пайке неармированных труб, как пишут на многих сайтах, типа, для того, чтобы труба легче входила в нагревательную насадку паяльника. Если снять слой трубы, то при нагреве и соединении свариваемых частей, не будет достаточного количества расплавленного пластика для формирования правильного шва.

Рис. 11 Пайка ПП труб – основные этапы
3. Пайка
Для спайки полипропилена в основном используют паяльники с плоским утюгом, работы проводят в следующем порядке:

Рис. 12 Шейвера для снятия наружного армирования ПП труб и пример их использования
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:

Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:

Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Пайка полипропиленовых труб: время и температура паяльника
Температура пайки полипропиленовых труб составляет 260 градусов. Но важна не только температура, но и время стыковки фитингов в процессе пайки труб своими руками. Нарушение технологии пайки полипропилена сводит на нет все качественные характеристики полипропиленовых труб.
Для сохранения прочности и долговечности коммуникаций крайне важно обеспечить нормативные условия пайки.
Какие трубы из полипропилена бывают.
Температура пайки полипропиленовых труб согласно рекомендациям производителей, зависит от типа изделий, используемых в монтаже коммуникаций. В общеотраслевых стандартах приводится описание четырех марок полипропиленовых труб:
Значения эксплуатационных стандартов учитывают при подготовке к работе утюга для пайки полипропиленовых труб. Температуру разогрева изделий используют с учетом того, что при указанных параметрах трубы могут выдерживать только кратковременные перегрузки.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
При изготовлении полипропиленовых труб некоторые изготовители замещают часть полипропилена тальком или мелом. От этого понижается качество и продолжительность службы труб и фитингов. Для определения количества мела следует перемножить плотность и объём вещества:
а) Первым шагом умножаем плотность полипропилена (0,9 — 0,91) на объём исходной трубы.
б) Затем перемножаем плотность мела (2,6 — 2,7) на тот же объём трубы.
в) Чем большей будет разница между двумя полученными результатами, тем больше мела содержится в составе трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Сам процесс происходит следующим образом: две детали надеваются на кончик утюга и выдерживаются определенное время до размягчения пластика. Если пайка полипропиленовых труб своими руками проходит при недостаточном нагреве, соединение получится некачественным, в результате чего повысится риск утечки носителя и снижения давления в системе.
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок. По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ.
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
Как и зачем выдерживать нужный температурный режим при сварке полипропиленовых труб
Несмотря на огромное желание сэкономить, для пайки полипропиленовых труб при строительстве водопровода необходимо использовать специальное оборудование. В практике частного или промышленного монтажа используются сварочные аппараты для пайки полипропиленовых труб, автоматика которых настроена на выдерживание необходимых температур в зависимости от диаметра и назначения изделий. Активная часть оборудования чаще называется утюгом. Форма паяльников повторяет контуры трубок, обеспечивая минимальную погрешность нормативных условий от влияния внешних факторов.
На практике часто используют усредненные значения температуры для расплавления материала в месте стыковки. Оптимальной считается значение 260 градусов для нагрева места спайки. Рабочий диапазон может быть расширен до параметров 255-280 С. В случае, если оператором используется превышение нагрева с целью сокращения времени воздействия, это может повлечь неравномерный разогрев полимера. Следствием нарушения технологического процесса может стать недостаточная толщина сварочного шва.
Таблица пайки полипропиленовых труб в зависимости от диаметра трубок
| D изделий, мм | Диапазон рабочих t | Период пайки, с | Необходимое время разогрева от начального 6с | Период охлаждения, мин |
| 20 | 259-280 | 4 | 0 | 2 |
| 25 | +1 | 3 | ||
| 32 | +2 | 4 | ||
| 40 | 5 | +6 | 4 | |
| 50 | +12 | 5 | ||
| 63 | 6 | +18 | 6 | |
| 75 | +24 | 6,5 |
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
Как подбирается температура пайки на практике
Проведение пайки полипропиленовых труб методом горячей стыковки происходит в условиях высоких температур. Нормативный диапазон нагрева устанавливается на уровне от 255 до 265 градусов. При настройке сварочного оборудования необходимо учитывать дополнительные параметры работы, в числе которых температура окружающей среды. Последний фактор учитывается в работе путем увеличения продолжительности воздействия на места стыковки на 2 или 3 секунды. Это позволяет снизить негативный эффект воздействия окружающей среды при остывании сварочного шва.
Инструменты для пайки полипропиленовых труб
Учитывая всю важность соблюдения нормативных условий при прокладке пластикового водопровода, использование сподручных средств для пайки не допустимо. Специализированное оборудование обеспечивает достаточную скорость стыковки, сваривания на нормированном уровне качества.
Первая группа оборудования для пайки полипропиленовых труб по инструкции представлена агрегатами на ручном управлении. Такие устройства оснащаются специальным диском, активная поверхность которого имеет тефлоновое покрытие. Благодаря этому обрабатываемый материал не пригорает и не растекается во время разогрева. Обычно такие аппараты применяются для работы с диаметрами изделий 20 и 25 мм. В зависимости от площади сечения подбирается соответствующая насадка, которая будет разогреваться до нужной температуры. Достижение штатных параметров прибора сигнализируется зеленым индикатором.
При планировании большого объема работ и в промышленных масштабах используют более эффективное оборудование. Автоматические аппараты имеют специальные приспособления, за счет которых задается необходимый диаметр обхвата. Нужное значение температуры достигается быстрее, чем на ручных аппаратах для пайки полипропиленовых труб. За счет этого прокладка трубопроводов при помощи такого оборудования происходит в разы быстрее.
В промышленных условиях для соединения труб большого диаметра применяются специальные стыковочные сварочные аппараты. Модификация оборудования обеспечивает быструю подготовку (форматирование) труб к установке и такой же быстрый монтаж при любых объемах задач.
 Ножницы для резки труб
Ножницы для резки труб
В арсенале монтажника необходим иметь и такие приспособления, как резаки для труб. Полипропиленовые трубы известны не только своей практичностью, но и высокой скоростью прокладывания на месте эксплуатации. Специальные ножницы для резки труб обеспечивают быструю подготовку торцевой части к стыковке с фитингами.
Как подбираются насадки для пайки полипропиленовых труб
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Пайка отопления полипропиленовыми трубами: основные правила
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Видео по теме пайки полипропиленовых труб
Вывод
При наличии качественных материалов и специального оборудования процесс прокладки водопровода представляется не таким сложным. При точном соблюдении технологии монтажа допускается монтаж коммуникация своими руками. Для получения практических навыков можно пригласить мастера или посмотреть видео в интернете.



