Токарное дело
Нарост и его влияние на процесс резания
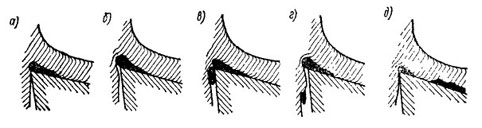
Нарост и его влияние на процесс резания. При резании вязких металлов на передней поверхности резца у режущей кромки часто обнаруживается кусочек приварившегося металла, называемый наростом. Явление нароста состоит в следующем. При скольжении стружки по передней поверхности резца возникают силы трения, задерживающие ее движение. Вследствие этого деформация в слоях металла, расположенных ближе к передней поверхности резца, увеличивается. Частицы металла этих слоев отделяются от непрерывно движущихся верхних слоев стружки и привариваются к передней поверхности резца, образуя нарост. Большое давление резания способствует упрочнению металла нароста. С течением времени нарост увеличивается (за cчет наращивания новых слоев металла), причем образуется часть нароста, свешивающаяся над задней поверхностью резца (б). В некоторый момент эта часть нароста отрывается от основной массы и, попадая между задней поверхностью резца и обработанной поверхностью (в), вдавливается в последнюю ( г).
Частота нароста
Частицы нароста, оставшиеся на передней поверхности резца, также отрываются от него и уносятся со стружкой (д). Такие срывы нароста происходят быстро один за другим (70—80 срывов в секунду), что объясняется, по-видимому, вибрациями, возникающими в процессе резания.
Образование и срыв нароста.
При низких скоростях (3—5 м/мин) нарост не образуется. При более высоких скоростях резания (до 60— 80 м/мин) стали средней твердости происходит более или менее заметное образование нароста. При скорости свыше 60—80 м/мин нарост наблюдается реже, а при еще более высоких скоростях он совсем не заметен.
Нарост обладает повышенной твердостью и поэтому может резать обрабатываемый материал, защищая режущую кромку от непосредственного воздействия стружки. В этом случае соприкосновение стружки с резцом происходит на площадке передней поверхности, удаленной от режущей кромки. Это улучшает условия работы резца при обдирочной работе.
При чистовых работах нарост вреден. Сорвавшиеся и вдавленные в обработанную поверхность частицы нароста образуют неровности, недопустимые при чистовой обработке деталей. При резании чугуна и других хрупких металлов нарост не образуется.
Силы, действующие на резец. В результате сопротивления срезаемого слоя металла деформации сжатия, трения стружки о переднюю поверхность резца и некоторых других причин возникает сила резания.
При работе токарного резца эта сила разлагается на три составляющие — собственно силу резания Рz силу подачи Рх и радиальную силу Ру. Сила резания Pz, касательная к поверхности резания, действует в направлении главного движения. Сила Рх действует в направлении подачи. Радиальная сила Ру перпендикулярна к подаче. Все три силы измеряются в килограммах (кг).
Технический конкурс «Эрудит» по предмету » Основы резания металлов и режущий инструмент»
Материально-техническое оснащение данного конкурса:
Время проведение конкурса два академических часа.
Дисциплинарная ответственность команд.
1. Команде, нарушившей правила игры, может быть вынесено предупреждение. Предупреждение выносится ведущий конкурса.
Основания для вынесения предупреждения являются:
Награждения участников конкурса.
1. Команда, занявшая 1-2 место, награждаются дипломами и ценными подарками
2. По результатам игры экспертами определяется лучший игрок в каждой команде, который получает также почетную грамоту и ценный подарок.
План проведения конкурса
I. Организационный момент
1. Приветствие команд участников конкурса
2. Проверка готовности к мероприятию
II.Сообщение темы конкурса и целевая установка на мероприятие
Программа технического конкурса
1.
Выступление участников команд
Ответить на вопросы теста “Кто быстрее
1 б- за каждый правильный ответ теста (всего 10 б)
3.
По заданию для каждой команды из набора инструментов выбрать необходимые
За правильный ответ по 1 б.
Ответить на вопросы
За каждый правильный ответ по 1 б.(12 б)
5.
6.
Баллы выдаст компьютер
7.
За правильный ответ 5 баллов
Задание на 2 тур конкурса
Тест к конкурсу “Кто быстрее”
1. Инструмент, предназначенный для обработки отверстий в сплошном металле
2. Перечислите физико-механические свойства инструментальных материалов.
а) твердость; в) износостойкость; д) пластическая деформация;
б) упругость; г)теплопроводность; е) прочность.
3. К основным элементам токарного резца относятся
а) вершина; в) режущая кромка;
б) калибрующая часть; г) хвостовик.
4. К основным углам токарного резца относят
а)  ; в) h;
; в) h;
б) g ; г)  .
.
5 Стружка, которая образуется при обработке хрупких металлов
а) сливная; б) скалывания; в) надлома.
6. По какой формуле определяется скорость резания при точении
а) V = ; б) V =
; б) V = ; в) V=
; в) V= .
.
7.Определить глубину резания при обработке заготовки диаметром 50 мм, диаметр изделия 42 мм.
8.Чему равна сумма углов резца: главного угла в плане, вспомогательного угла в плане, угла при вершине
9.Укажите, при какой обработке нарост оказывает положительное влияние
10. Укажите, что из перечисленного поглощает наибольшее количество теплоты
а) резец; б) обрабатываемая заготовка;
в) стружка; в) атмосфера.
Задание на 3 тур конкурса “Знаешь ли ты инструмент”
1. Один участник команды вытягивает задание и на дополнительном столе, где выставлены набор инструментов, выбирает по заданию следующий режущий инструмент
Проходной упорный резец
Спиральное сверло
Зенкер хвостовой
Развертка насадная
Плашка круглая
Резьбовой резец
Цилиндрическая фреза
Отрезная фреза
Червячная фреза
Фасонный резец
Проходной отогнутый резец
Центровочное сверло
Насадной зенкер
Развертка хвостовая
Метчик машинный
Расточной упорный резец
Торцовая фреза
Модульная фреза
Дисковая трехсторонняя фреза
Отрезной резец
Задание на 4 тур конкурса “Блиц – опрос”
Задание для капитанов команд (выполняется устно).
1. Слой металла заготовки, деформированный и отделенный в результате обработки резанием (Стружка)
2. Поверхность, полученная после снятия стружки или слоя металла (Обработанная)
3. Стружка, полученная при обработке хрупких материалов (Надлома)
4.Кромка, образованная пересечением передней поверхности и главной задней поверхностями токарного резца (Режущая кромка)
Блиц – опрос для команды № 2
Задание на 5 тур конкурса
Каждая команда выбирает кроссворд, где необходимо определить ключевое слово. Задание выполняется на время.
“Определи ключевое слово”
 Команда №1
Команда №1
1. Инструмент для обработки плоских поверхностей, а также поверхностей типа уступов, пазов и т.д.
2. Инструмент, предназначенный для нарезания внутренней резьбы на токарном станке
3. Инструмент для обработки деталей тела вращения
4. Инструмент для нарезания наружной резьбы
5. Налипает на переднюю поверхность резца, имеет клиновидную форму.
6. Режим резания – полуразность диаметра заготовки и готовой детали.
7.Самый распространенный инструмент для сверления отверстий в сплошном металле
“Определи ключевое слово”
 Команда №2
Команда №2
1. Самый распространенный инструмент для сверления отверстия в сплошном металле
2. Инструмент, которым нарезают внутреннюю резьбу на токарном станке
3. Инструмент для обработки плоских поверхностей, а также поверхностей типа уступов пазов и т.д.
4. Инструмент для нарезания наружной резьбы
6. Упрочнение поверхностного слоя обработанной
поверхности заготовки называется…
7. Явление, когда стружка имеет меньшую длину
чем длина той поверхности, с которой она снята
Задание на 6 тур конкурса
Задание на 7 тур конкурса
Данные технического конкурса заносятся в оценочную таблицу
Разминка “Кто быстрее”
“Знаешь ли ты инструмент”
“Блиц-опрос”
“Компьютерный тест по токарным резцам и токарной обработке ”
Всего набрано баллов
Распределение мест
Подведение итогов мероприятия, выступление экспертной комиссии
Ответы 2 тура на тест “Кто быстрее” разминка
Ответы 4 тура Блиц-опрос
| Команды №1 | Команды №2 |
| 1. Стружка | 1.Обрабатываемая |
| 2. Обработанная | 2.Сливная |
| 3. Надлома | 3.Передняя |
| 4. Режущая кромка | 4.Вершина |
| 5. Глубина резания | 5.Подача |
| 6. Сверло | 6.Центровочное |
| 7. Перемычку | 7.Метчик |
| 8. Зенкер | 8.Наклеп |
| 9. Плашка | 9.75% |
| 10. Усадка стружки | 10.фреза |
| 11. 20% | 11.Попутное |
| 12. Встречное | 12. Развертка |
Ответ 5 тура “Ключевое слово”
Ответ 7 тура “Заполни пропуски в схеме”
Прочность, теплопроводность, износостойкость.
Наростообразование
При образовании сливной стружки часто наблюдается задерживание обрабатываемого металла на передней поверхности непосредственно около режущей кромки — происходит процесс наростообразования.
Явление нароста первым объяснил русский профессор Я. Г. Усачев. Все положения, выдвинутые им, были подтверждены в наше время [2]. Усачев установил, что структура нароста представляет собой тонкие слои металла, которые наложены друг на друга.
Процесс наростообразования заключается в том, что на передней грани резца присутствуют микронеровности (шероховатости), вследствие чего на ней задерживается слой металла, непосредственно прилегающий к передней грани. Объем заторможенного металла увеличивается, принимая различные формы (рис. 2.8). Это наслоение металла, названное наростом, сильно уплотнено и имеет высокую твердость, т.е. его структура отличается от структуры обрабатываемого материала и стружки [16].

Рис. 2.8. Процесс наростообразования:
а — величина нароста; 8 и 5) — углы резания до и после образования нароста соответственно
Образование нароста происходит следующим образом: 1) после заточки на передней грани резца остаются неровности; 2) под действием сил резания стружка вдавливается в эти неровности; 3) появляется заторможенный слой; 4) возникают большие силы трения, внутренние и наружные, между стружкой и резцом; 5) под воздействием силы трения в тонком слое прирезцовой части стружки возникают большие скалывающие напряжения, равные пределу прочности материала стружки на сдвиг, вследствие чего тонкий слой отходит от стружки и как бы приваривается к передней грани резца; 6) стружка скользит по этому слою и сильно упрочняет его; 7) так как поверхность заторможенного слоя стружки также имеет неровности, то процесс повторяется и нарост увеличивается; 8) с увеличением нароста до определенного объема передний угол возрастает, давление на переднюю грань уменьшается и соответственно уменьшаются сила трения, касательные напряжения в надрез- цовой части стружки, при этом прекращается увеличение нароста. Как только нарост достиг максимума, он начинает разрушаться под действием силы Pz, часть его вдавливается в обработанную поверхность, а большая часть уходит со стружкой; 9) далее процесс повторяется.
Объем нароста зависит от соотношения сил трения между образующей стружкой и передней поверхностью инструмента и сил внутреннего сцепления (сопротивления сдвигу) обрабатываемого материала. Чем больше сила трения превосходит силы внутреннего сцепления, тем больше объем нароста. При определенных условиях обработки на силу трения оказывает значительное влияние температура резания, которая прямо зависит от скорости резания V. Поэтому основной причиной изменения объема нароста с изменением скорости резания является температура резания. От нее зависит коэффициент трения стружки о переднюю поверхность инструмента. При низких скоростях, когда температура в зоне резания невелика, коэффициент относительно небольшой, поэтому нароста нет или он очень мал. При повышении скорости резания температура резания повышается, следовательно, увеличивается и коэффициент трения стружки о переднюю поверхность инструмента. Когда он становится максимальным, нарост получает наибольшие размеры. Дальнейшее повышение скорости и температуры резания вызывает размягчение пограничных слоев металла, уменьшение коэффициента трения и объема нароста.
Для устранения процесса образования нароста и соответственно для уменьшения шероховатости обработанной поверхности необходимо:
О работать в зоне таких скоростей резания, когда нарост не образуется;
О уменьшить шероховатость передней поверхности режущего инструмента;
О увеличивать по возможности передний угол у (например, при у = 45° нарост почти не образуется);
О применять СОЖ, уменьшающие трение на передней и задней поверхностях режущего инструмента;
О уменьшать пластичность обрабатываемого материала путем применения специальной термической обработки.
При черновой обработке процесс наростообразования можно считать положительным явлением: нарост предохраняет от износа заднюю грань резца, а также переднюю грань резца, потому что зона контакта отдалена от передней грани. Кроме того, с образованием нароста увеличивается передний угол, вследствие чего уменьшается давление срезаемого слоя на переднюю грань.
При чистовой обработке нарост нежелателен, так как ухудшается чистота поверхности, теряется точность обработки вследствие изменения размера режущего инструмента, возникают вибрации из-за непостоянной толщины срезаемого слоя.
На нарост влияют: физико-механические свойства обрабатываемого материала и материала резца, геометрия срезаемого слоя, геометрические параметры резца, СОЖ, скорость резания.
13. Наростообразование при резании
Контакт стружки с передней поверхностью происходит в специальных условиях и отличаются рядом особенностей. Поверхность срезаемой стружки, соприкасающаяся с передней поверхностью, бывает чистой, т. е. Свободной от каких – либо химических соединений, что может вызвать между контактными поверхностями адгезию. На передней поверхности инструмента образуется застойная зона заторможенного металла. В определенных условиях заторможенный слой металла перестает двигаться по передней поверхности. На него насаждаются следующие слои и образуется клинообразная относительно неподвижная зона обрабатываемого материала, расположенная между стружкой, передней поверхностью и поверхностью резания. Это явление называется наростообразованием, а заторможенный слой – наростом. Впервые обнаружил эти явления Усачев Я.Г. Образуют нарост при резании углеродистые стали, многие легированные конструкционные стали, серые чугуны. Не образуют нароста медь, бронза, свинец, олово, стали с большим содержанием никеля, титановые сплавы, белый чугун.
Нарост возникает в результате трения стружки о переднюю поверхность, это заторможеннй слой металла на передней поверхности в результате больших давлений и высоких температур. Металл нароста сильно уплотнен, твердость его в 2,5 – 3,5 раза выше твердости исходного металла. Он способен осуществлять резание, являясь как бы частью передней поверхности. Нарост характеризуется углом Yф и высотой hн.

Нарост защищает переднюю поверхность инструмента от контактирования со стружкой, что уменьшает износ на передней поверхности инструмента; увеличивает фактический передний угол, чем улучшает протекание процесса стружкообразования. Это положительно. Но поскольку процесс наростообразования не является стабильным; размеры и формы нароста непрерывно меняются, то фактический передний угол также непрерывно изменяется. А так как при постоянном изменении переднего угла изменяются силы резания, а это приводит к возникновению вибрации системы СПИД. Наростообразование резко ухудшает шероховатость обработанной поверхности. Частицы нароста при его разрушении попадают под заднюю поверхность инструмента, впрессовываются в поверхности резания, вызывая задиры. Это делает нежелательным возникновение нароста при чистовой обработке.
14. Влияние различных факторов на процесс наростообразования
Наростообразование при резании зависит от физико- механических свойств обрабатываемого металла, скорости резания, геометрических параметров режущей части инструмента, толщины срезаемого слоя и применения смазывающе- охлаждающих веществ. Наиболее характерным является влияние скорости резания.
14.1 Скорость резания
Для углеродистых сталей

1 Зона – нарост не образуется
2 Зона – нарост возрастает с увеличением скорости
3 Зона – нарост уменьшается с увеличением скорости
4 Зона – нарост стабилизируется
Чистовые операции при обработке металлов склонных к наростообразованию, должны проводится при скоростях резания либо меньших V1, либо больших V3. При скоростях резания меньше V1 работают инструменты: протяжки, развертки, метчики, плашки. Чистовая обработка твердосплавным инструментом проводится в 4 зоне, со скоростью резания больше V3.
Тут вы можете оставить комментарий к выбранному абзацу или сообщить об ошибке.
№40. Понятие об образовании нароста при механической обработке металлов. Влияние нароста на процесс резания. Упрочнение при обработке металлов резанием.
При обработке пластичных металлов резанием на передней поверхности лезвия инструмента образуется металл, который называется наростом. Это сильно деформированный металл высокой твердости, структура которого отличается от структур обрабатываемого металла и стружки. Образование нароста объясняется тем, что геометрическая форма инструмента не идеальна для обтекания ее металлом. При некоторых условиях обработки силы трения между передней поверхностью лезвия инструмента и частицами срезанного слоя металла становиться больше сил внутреннего сцепления, и при определенных температурных условиях металл прочно оседает на передней поверхности лезвия инструмента. В процессе обработки резанием размеры и форма нароста непрерывно меняются в результате действия сил трения между отходящей стружкой и внешней поверхностью нароста. Частицы нароста постоянно уносятся стружкой, увлекаются обработанной поверхностью заготовки, иногда нарост целиком срывается с передней поверхности лезвия инструмента и тут же образуется. Нарост находится под действием силы трения Т, сил сжатия Р1 и Р2 и силы растяжения Q. С изменением размеров нароста меняется соотношение действующих сил. Если Р1+Р2+ Q>Т, происходит разрушение и срыв нароста. Частота срывов нароста зависит от скорости резания и достигает нескольких сотен в секунду.
Нарост существенно влияет на процесс резания и качество обработанной поверхности
Заготовки, так как при его наличии изменяются условия стружкообразования. Положительное влияние нароста состоит в том, что при наличии его меняется форма передней поверхности лезвия инструмента, это приводит к увеличению главного переднего угла, а следовательно, к уменьшению силы резания. Вследствие высокой твердости нарост способен резать металл, нарост удаляет центр давления стружки от главной режущей кромки => уменьшается износ режущего инструмента по передней поверхности лезвия. Нарост улучшает теплоотвод от режущего инструмента.
Отрицательное влияние нароста: он увеличивает шероховатость обработанной поверхности. Частицы нароста, внедрившиеся в обработанную поверхность, при работе детали с сопрягаемой деталью вызывают повышенный износ пары. Вследствие изменения наростом геометрических параметров режущего инструмента меняются размеры обрабатываемой поверхности в поперечных диаметральных сечениях по длине заготовки, и обработанная поверхность получается волнистой.
Результатом упругого и пластического деформирования материала обрабатываемой заготовки является упрочнение (наклеп) поверхностного слоя. Упрочнение металла обработанной поверхности заготовки проявляется в повышении ее поверхностной твердости. Твердость металла обработанной поверхности после обработки резанием может увеличиться в 2 раза. Значение твердости может колебаться, так как значение пластической деформации и глубина ее зависят от физико- механических свойств металла обрабатываемой заготовки, геометрии режущего инструмента и режима резания.
Различают стружки следующих видов:
элементная стружка, получаемая при обработке твердых, малопластичных металлов с малой скоростью резания; ступенчатая стружка ;
стружка скалывания, получаемая при обработке твердых и малопластичных металлов со средней скоростью резания;
Вопрос № 41. Понятие об абразивной обработке металлов. Естественные и искусственные абразивные инструменты. Абразивный инструменты: их состав, классификация и маркировка.
Абразивная обработка (шлифование) – процесс обработки заготовок резаньем с помощью абразивных кругов. Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. При вращательном движении круга в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Абразивные зерна могут оказывать на заготовку существенное силовое воздействие. Происходит поверхностная пластическая деформация материала, вследствие чего поверхность материала упрочняется. Тепловое и силовое воздействие приводит к структурным превращениям, изменениям физ.-хим. свойств поверхностных слоев материала. Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью.
Абразивные инструменты различают по геометрической форме и размерам, роду и сорту абразивного материала, зернистости или размерам абразивных зерен, связке или виду связующего вещества, твердости, структуре или строению круга. Зерна абразивных инструментов представляют собой искусственные или природные минералы и кристаллы. Абразивные материалы отличаются высокой твердостью. При изготовлении инструмента зерна скрепляются друг с другом с помощью цементирующего вещества – связки.
Наиболее широко применяют инструменты, изготовленные на керамической, бакелитовой или вулканитовой связке. Применяют алмазные круги. Круги маркируют для правильного выбора инструмента. Главное движение резанья является вращение круга.
Все абразивные вещества делятся на естественные (кремень, наждак, корунд, гранат, алмаз и др.) и искусственные (электрокорунд, карбид кремния, боразон, эльбор, синтетические алмазы, сапфиры и т.п.). Искусственный абразивный инструмент изготавливается из абразивов и связки (матрицы). Свойства естественных материалов нестабильны, а запасы их ограничены, основное применение в промышленности получили искусственные материалы
Зерна абразивных материалов являются режущими элементами абразивных инструментов, основным видом которых являются шлифовальные круги, форма и размер которых определяет ГОСТ 2424-60, предусматривающий 22 профиля с диаметрами от 3 до 1100 мм. Применяющиеся формы: плоские прямые (ПП), плоские с выточкой (ПВ), чашечные цилиндрические (ЧЦ) и конические (ЧК), кольца (1К), тарельчатые (2Т) и т.д..
Все абразивные инструменты имеют свою маркировку. В маркировке абразивного инструмента указывается природа абразивного материала, размер его зерен (зернистость) и зерновой состав (содержание основной фракции), твердость инструмента, природа и свойства связки, класс точности и класс неуравновешенности круга.
Так, например, маркировка абразивного круга может быть:

25А – шлифовальный материал-электрокорунд белый,
16 — зернистость (160-200 мкм.),
П — зерновой состав (содержание основной фракции 55%),
СМ2 – твердость круга,
8 — номер структуры,
К8 — связка керамическая,
3 — класс неуравновешенности круга.
Кроме этого на абразивном круге указывается обозначение его формы, размеры и максимальная окружная скорость (скорость резания) в метрах в секунду.
В качестве шлифовальных материалов применяются:
-на основе кристаллической окиси алюминия Al2O3- нормальный электрокорунд (марки 13А, 14А и 15А), электрокорунд белый (23А, 24А,25А), хромистый электрокорунд (33А и 34А), монокорунд (43А, 44А);
-на основе карбида кремния SiC- карбид кремния черный (53С, 54С, 55С) и карбид кремния зеленый (63С, 64С);
-природный алмаз (А1, А2, А3, А5, А8);
-синтетический алмаз (АС2, АС4, АС6, АС15, АС20).
В зависимости от размера зерен шлифовальные материалы делятся на четыре группы: шлифзерно (2000-160 мкм), шлифпорошки (125-40 мкм), микрошлифпорошки (63-14 мкм) и тонкие микропорошки (10-3 мкм). В номере зернистости размер зерен основной фракции указывается в сотых долях миллиметра.
Содержание основной фракции обозначается буквенными индексами: В (высокое), П (пониженное), Н (низкое) и Д (допустимое).
Твердость абразивного инструмента зависит от прочности связки и характеризует способность связки удерживать зерна шлифовального материала. Установлены семь степеней твердости инструментов: весьма мягкие (ВМ1, ВМ2), мягкие (М1, М2, М3), среднемягкие (СМ1, СМ2), средние (С1, С2), среднетвердые (СТ1, СТ2, СТ3), твердые (Т1, Т2), весьма твердые (ВТ) и чрезвычайно твердые (ЧТ).
Номер структуры круга показывает объемное содержание шлифовального материала. С увеличением номера от 1 до 16 содержание шлифовального материала уменьшается, а объем пор увеличивается.
Связки абразивных инструментов могут быть: керамические (К1-К10), бакелитовые (Б, Б1-Б4), вулканитовые (В, В1-В5), металлические (М1, МК, МВ1), глифталевые (Г) и другие.
Шлифовальные круги изготавливаются трех классов точности (АА, А и Б) и четырех классов неуравновешенности (1, 2, 3 и 4).
При шлифовании вращательное главное движение резания всегда придается режущему инструменту — шлифовальному кругу. Скорость его является скоростью резания, измеряемой, в отличие от всех других видов обработки резанием, в метрах в секунду. По форме обрабатываемой поверхности шлифование может быть плоским или круглым.

Схема резания и расположения абразивных зерен, пор и связки в абразивном инструменте при шлифовании.
Процесс резания при шлифовании. Основные схемы шлифования (плоское, круглое):
Схемы, сущность, назначение.
режущими элементами, которого являются абразивные зерна. Шлифование применяется как для черновой, так и для чистовой и отделочной обработки.
При шлифовании главным движением является вращение режущего инструмента с очень большой скоростью. Чаще всего в качестве шлифовального инструмента пользуются шлифовальные круги. Абразивные зерна расположены в круге беспорядочно и удерживаются
связующим материалом. Каждое абразивное зерно работает как зуб фрезы, снимая стружку.
Процесс резания при шлифовании имеет значительное отличие по сравнению с работай лезвийного инструмента. При вращательном движении круга, в зоне его контакта с заготовкой часть зерен срезает материал в виде очень большого числа тонких стружек до 100 000 000 в минуту. Шлифовальные круги срезают стружки на очень больших скоростях от 30 м/c и выше порядка 125 м/c. Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость. Часть зерен ориентирована так, что не может резать обрабатываемую поверхность. Такие зерна производят работу трения по поверхности резания. Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиг одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется. Но этот эффект оказывается менее ощутимым, чем при обработке металлическим инструментом.
Шлифование применяют в основном для заготовок из закаленных сталей. С развитием малоотходных технологий доля обработки металлическим инструментом будет уменьшаться, а абразивным увеличиваться.

Схема резания и расположения абразивных зерен, пор и связки в абразивном инструменте при шлифовании.
По форме обрабатываемой поверхности шлифование может быть плоским или круглым. При плоском шлифовании периферией круга обрабатываемой заготовке придаются движения продольной подачи Sпр со скоростью Vu и поперечной подачи Sn. После прохода по всей обрабатываемой поверхности шлифовальному кругу дается движение вертикальной подачи Sв, в результате которого он перемещается на величину глубины резания t. Глубина резания назначается в пределах 0,005-0,015 мм при чистовых проходах и 0,015-0,15 при черновых проходах. Поперечная подача зависит от ширины круга и назначается на чистовых проходах 0,2-0,3, а на черновых 0,4-0,7 его ширины.
Скорость продольной подачи заготовки назначается в пределах от 3 до 30 м/мин. Скорость резания не рассчитывается и не регулируется.
Круглое шлифование может осуществляться методами продольной подачи, глубинным, врезания и бесцентрового шлифования.

Методы круглого шлифования.

Вопрос № 42. Электрофизические и электрохимические методы обработки материалов. Их назначение, сущность, достоинства и недостатки. Классификация методов по характеру явлений, используемых при обработке.
Эти методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.
Эти методы имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
ЭФЭХ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. Эти методы внедряются в различных отраслях промышленности.
К электромеханич. обработке относится также ультразвуковая обработка.
Лучевая обработка. К лучевым методам обработки относится обработка материалов электронным пучком и световыми лучами. Электроннолучевая обработка осуществляется потоком электронов высоких энергий. Таким путём можно обрабатывать все известные материалы (электронная оптика позволяет концентрировать электронный пучок на весьма малой площади, создавать в зоне обработки огромные плотности мощности). Электроннолучевые станки могут выполнять резание (в т. ч. прошивание отверстий) и сварку с большой точностью (до 50 А). Основой электроннолучевого станка является электронная пушка. Станки имеют также устройства контроля режима обработки, перемещения заготовки, вакуумное оборудование. Из-за относительно высокой стоимости, малой производительности, технич. сложности станки используются в осн. для выполнения прецизионных работ в микроэлектронике, изготовления фильер с отверстиями малых (до 5 мкм) диаметров, работ с особочистыми материалами.
К электрофизич. методам обработки относится также плазменная обработка.
Размерная электрохимическая обработка. К этим методам обработки относят анодно-гидравлич. и анодно-механиче-скую обработку.
Анодно-гидравлическая обработка впервые была применена для извлечения из заготовки остатков застрявшего сломанного инструмента. Скорость анодного растворения зависит от расстояния между электродами: чем оно меньше, тем интенсивнее происходит растворение. Поэтому при сближении электродов поверхность анода (заготовка) будет в точности повторять поверхность катода (инструмента). Однако процессу растворения мешают продукты электролиза, скапливающиеся в зоне обработки, и истощение электролита. Удаление продуктов растворения и обновление электролита осуществляются либо механич. способом (анодно-механич. обработка), либо прокачиванием электролита через зону обработки
Этим методом, подбирая электролит, можно обрабатывать практически любые токопроводящие материалы, обеспечивая высокую производительность в сочетании с высоким качеством поверхности. Используемые для анодно-гидравлич. обработки электрохимич. станки просты в обращении, используют низковольтное электрооборудование. Однако значит, плотности тока требуют мощных источников тока, больших расходов электролита.
Комбинированные методы обработки сочетают в себе преимущества электрофизич. и электрохимич. методов. Используемые сочетания разнообразны. Напр., сочетание анодно-механич. обработки с ультразвуковой в нек-рых случаях повышает производительность в 20 раз. Существующие электроэрозионно-ультразвуковые станки позволяют использовать оба метода как раздельно, так и вместе.
Вопрос № 43. Электрофизические методы обработки материалов. Электроэрозионная и электроимпульсная обработка металлов. Схема, сущность, назначение, достоинства, недостатки.
Эти методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.Эти методы имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
ЭФ методы обработки являются универсальными и обеспечивают непрерывность процессов при одновременном формообразовании всей обрабатываемой поверхности. Эти методы внедряются в различных отраслях промышленности.
Электроэрозионные методы обработки
Эти методы основаны на явлении эрозии электродов из токопроводящих материалов при пропускании между ними импульсного электрического тока.
Разряд между электродами происходит в газовой среде или при заполнении межэлектродного пространства диэлектрической жидкостью – керосин, минеральное масло.
При наличии разности потенциалов на электродах происходит ионизация межэлектродного пространства. При определенном значении разности потенциалов – образуется канал проводимости, по которому устремляется электроэнергия в виде импульсного искрового или дугового разряда.
На поверхности заготовки температура возрастает до 10000…12000 0C. Происходит мгновенное оплавление и испарение элементарного объема металла и на обрабатываемой поверхности образуется лунка.
Удаленный металл застывает в диэлектрической жидкости в виде гранул диаметром 0,01…0,005 мм.
При непрерывном подведении к электродам импульсного тока процесс эрозии продолжается до тех пор, пока не будет удален весь металл, находящийся между электродами на расстоянии, при котором возможен электрический пробой (0,01…0,05 мм) при заданном напряжении.
Для продолжения процесса необходимо сблизить электроды до указанного расстояния. Электроды сближаются автоматически с помощью следящих систем.

Схема электроэрозионного метода обработки: 1 — инструмент; 2 — заготовка; 3 — жидкий диэлектрик; 4 — электрические разряды.
— для изготовления инструмента используются более дешёвые, легко обрабатываемые материалы
— удаётся получать отверстия диаметром менее 0,3 мм
— позволяют изготовлять спиральные отверстия
— износ электрода-инструмента и, как следствие, невозможность серийного производства.
При электроимпульсной обработке используют электрические импульсы большой длительности (5…10 мс), в результате чего происходит дуговой разряд.
Большие мощности импульсов от электронных генераторов обеспечивают высокую производительность обработки.
Электроимпульсную обработку целесообразно применять при предварительной обработке штампов, турбинных лопаток, фасонных отверстий в детали из коррозионно-стойких и жаропрочных сплавов.
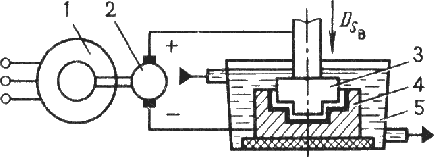
Схема электроимпульсной обработки:
1 – электродвигатель; 2 – импульсный генератор постоянного тока; 3 – инструмент-электрод; 4 – заготовка-электрод; 5 – ванна.
— высокая производительность обработки
-низкий износ инструмента
-низкое качество обработки
Вопрос № 44. Электрохимические методы обработки материалов (полирование, размерная, электроабразивная и электроалмазная обработка). Схема, сущность, назначение, достоинства и недостатки процессов.
Эти методы предназначены в основном для обработки заготовок из очень прочных, весьма вязких, хрупких и неметаллических материалов.
Эти методы имеют следующие преимущества:
– отсутствует силовое воздействие инструмента на заготовку (или очень мало и не влияет на суммарную погрешность обработки);
– позволяют менять форму поверхности заготовки и влияют на состояние поверхностного слоя: наклеп обработанной поверхности не образуется, дефектный слой незначителен; повышаются коррозионные, прочностные и другие эксплуатационные характеристики поверхности;
– можно обрабатывать очень сложные наружные и внутренние поверхности заготовок.
В основе Эл.-хим. методов лежит принцип анодного растворения при электролизе. При подаче постоянного тока в зону обработки на поверхности заготовки происходит хим. реакции. Превращение слоя металла в хим. соединение. Продукты электролиза переходят в раствор или удаляются мех. путем.
Эл.-хим. полирование – проводят в ванне заполненной электролитом. Заготовку подключают к аноду, катодом служит, метал. пластина. Электролит подогревают до 40-60ºС. При подаче напряжения на электрод, начинается процесс анодного растворения (в выступах неровностей поверхности). Улучшаются электрофизические характеристики деталей: уменьшается глубина микротрещин, поверхностный слой не деформируется, исключаются упрочнения и термические изменения структуры, повышается коррозионная стойкость.
Этим методом получают поверхности под гальванические покрытия, доводят рабочие поверхности режущего инструмента, изготовляют тонкие ленты и фольгу, очищают и декоративно отделывают детали. Микронеровности сглаживаются, поверхность выравнивается.

Схема электрохимического полирования:
1 – ванна; 2 – обрабатываемая заготовка; 3 – пластина-электрод; 4 – электролит; 5 – микровыступ;
6 – продукты анодного растворения
-возможность обработки любых материалов любой твердости и вязкости и прочности, не зависимо от механических свойств.
-высокое качество получаемой поверхности (отсутствие сил воздействия).
-нужна исключительно тщательная предварительная обработка механическим способом
-низкая точность из-за невозможности управлять силовыми линиями электромагнитного поля
-выделение в процессе операции вредных газов
-интенсивная коррозия поверхностей, на которые попадает электролит.
Эл.-хим. размерная обработка – проводят с прокачкой электролита под давлением между электродом и инструментом. Слой металла снимается со всей поверхности детали. Применяют при изготовлении деталей сложной формы, для прошивки отверстий. Участки, не требующие обработки, изолируют. Инструменту придают форму, обратную форме обрабатываемой поверхности. Формообразование происходит по методу копирования. Точность обработки повышается при уменьшении рабочего зазора. Для его контроля используют высокочувствительные элементы, которые встраивают в следящую систему.
Этот способ рекомендуют для обработки заготовок из высокопрочных сталей, карбидных и труднообрабатываемых материалов. Также можно обрабатывать тонкостенные детали с высокой точностью и качеством обработанной поверхности (отсутствует давление инструмента на заготовку).

Схема электрохимической размерной обработки:
1 – инструмент – катод; 2 – заготовка – анод
— можно обрабатывать практически любые токопроводящие материалы
— высокая производительность в сочетании с высоким качеством поверхности
— электрохимические станки просты в обращении, используют низковольтное (до 24 в) электрооборудование
— значительные плотности тока (до 200 а/см2) требуют мощных источников тока
— большие расходы электролита
Электроабразивная и электроалмазная обработка.
При таких видах обработки инструментом служит шлифовальный круг из абразивного материала на электропроводящей связке (бакелитовая связка с графитовым наполнителем).
Между анодом – заготовкой и катодом – шлифовальным кругом имеется зазор, куда подается электролит. Продукты анодного растворения удаляются абразивными зернами; шлифовальный круг имеет вращательное движение, а заготовка – движение подачи, которые соответствуют процессу механического шлифования.
Введение в зону резания ультразвуковых колебаний повышает производительность в 2…2,5 раза при улучшении качества поверхности. Эти методы применяются для отделочной обработки заготовок из труднообрабатываемых материалов, а также нежестких заготовок, так как силы резания незначительны.

схема электроабразивного шлифования:
1 – заготовка; 2 – абразивные зерна; 3 – связка шлифовального круга.
-возможность обработки труднообрабатываемых материалов



