Оптимизационное планирование для нефтеперерабатывающих производств
Для построения оптимального плана производства нефтеперерабатывающего завода используются программные продукты, учитывающие влияние внутренних и внешних факторов на формирование производственного процесса. Применение таких программ способствует увеличению маржинальности предприятия, формированию товарной корзины с минимальным запасом по качеству и достижению других бизнес-целей компании. В статье рассмотрены технические особенности, функционал и эффект от внедрения подобных программ на примере системы «Оптимизационное планирование», разработанной ООО «Наука».
Нефтеперерабатывающий завод, несмотря на значительную тоннажность переработки сырья, исчисляемую миллионами тонн нефти в год, – это достаточно гибкое производство, включающее в себя совокупность установок с различными переделами потоков, что предполагает наличие разнообразных сценариев получения конечной продукции. Их затруднительно просчитать вручную ввиду вариативности сценариев, непрерывности и других особенностей производственного процесса. Поэтому для построения оптимальных планов выпуска моторных топлив применяются соответствующие программные продукты.
Основное назначение подобных программ – формирование оптимального (экономически выгодного) плана на основе бизнес-цели компании. Это может быть выпуск дорогостоящей товарной продукции с минимальным запасом по качеству и максимальной экономией энергоресурсов, обоснованные инвестиции, оптимизация поставок сырья и др. Для расчетов многочисленных возможных сценариев в системах применяется цифровая модель линейного программирования (LP-модель).
«В любой системе оптимизационного планирования используется мощный математический аппарат, который позволяет решать задачу линейного программирования большой размерности за довольно быстрое время, что помогает оперативно реагировать на изменения условий рынка».
Программные продукты на основе LP-модели, обладающие функционалом для планирования производства, существуют давно. В основном, это системы зарубежных производителей, таких как Aspen (продукт PIMS), Honeywell (RPMS) и Aveva (Spiral). Российская компания «Наука» занимается разработкой и внедрением собственной системы «Оптимизационное планирование производства», которая применяется на нефтеперерабатывающих предприятиях и может быть задействована в других отраслях промышленности.
Ниже представлены основные положения этой системы.
Постановка задачи линейного программирования сводится к максимизации или минимизации целевой функции в рамках ограничений, которые настраиваются в системе.
Lp модель нпз что это

Эксперты во всём мире прогнозируют окончательное пришествие цифровой эпохи уже в ближайшем будущем. «Цифровая революция проникает во все сферы жизни и в каждую отрасль экономики. Многие вещи сегодня воспринимаются как должное, хотя пять-десять лет назад их просто не существовало», — отмечает директор группы по природным ресурсам и сырьевым товарам Fitch Ratings Дмитрий Маринченко. Пожалуй, к таким вещам можно уже отнести и технологию создания «цифровых двойников», или, как их называют c легкой руки авторов идеи — инженеров НАСА, «цифровых близнецов» (digital twins).
Впервые это понятие появилось в 2003 году после публикации статьи профессора и помощника директора Центра управления жизненным циклом и инновациями в Технологическом институте Флориды Майкла Гривса «Цифровые близнецы: превосходство в производстве на основе виртуального прототипа завода». Объяснения ему даются разные. Например, по мнению доктора философских наук, вице-президента по исследованиям программного обеспечения GE Global Research Center Колина Дж. Пэрриса, слова которого приводит Sciencepop, цифровые близнецы — это гибридная модель (одновременно физическая и цифровая), которая создается специально для определенных целей бизнеса, например, предсказать неудачи, снизить затраты на обслуживание, предотвратить незапланированные отключения. Впрочем, так как речь идет о науке, в разных источниках описания технологии отличаются друг от друга непринципиально и, по сути, являются развитием с учетом возможностей «Индустрии 4.0» методов цифрового проектирования, которые в архитектуре, например, используются уже не один десяток лет и называются BIM (building information modeling, информационным моделированием здания). Смысл в создании трехмерной модели, связанной с информационной базой данных, в которой каждому элементу можно присвоить дополнительные атрибуты. Изменение одного из параметров проекта влечет за собой автоматическое изменение остальных связанных с ним параметров и объектов. При этом информационная модель существует и после возведения здания, позволяет управлять всем его жизненным циклом вплоть до сноса.
Четвертая промышленная революция придала технологии новую глубину. Концепция digital twin подразумевает соединение физического и цифрового мира через взаимодействие оборудования и аналитического программного обеспечения, полностью выполняя главный принцип «Индустрии 4.0»: переход к использованию киберфизических систем. Если проще, в рамках технологии digital twin для физического объекта, единицы оборудования или целого процесса, создается математическая модель, которая в дальнейшем используется для анализа поведения объекта. Более того, цифровая модель постоянно обновляется, чтобы максимально полно соответствовать текущему рабочему режиму реальной установки. Это дает возможность выявить непредусмотренные изменения в процессах, оптимизировать режимы работы оборудования, предотвращать поломки и аварии, что в итоге позволяет существенно повысить надежность и эффективность эксплуатации.
Такие возможности заставили обратить пристальное внимание на технологию практически все ведущие компании мира, что в итоге вывело digital twin в десятку главных стратегических технологических трендов 2017 года (по данным Gartner).
Старший консультант VYGON Consulting Дарья Козлова отмечает, что нефтегазовая отрасль всегда была одной из передовых в плане внедрения технологий и сегодня «дополнительными стимулами этому служат сохраняющиеся невысокие цены на нефть, увеличение конкуренции со стороны электромобилей и возобновляемых источников энергии». Поэтому место для «цифровых близнецов» в нефтегазе также нашлось.
Аналитик VYGON Consulting Яна Фешина отмечает, что сейчас практически все большие компании используют отдельные цифровые технологии: роботов, дроны, дополненную реальность и визуализацию. При этом IT-корпорации прогнозируют, что в скором времени центр прибыли в нефтегазовом секторе сместится к ним в связи с повышением зависимости рентабельности «нефтянки» от анализа больших данных.

С помощью графических процессоров визуализации сейсмических данных в компании Chevron создаются точные трехмерные модели месторождений, которые позволяют эффективнее определять места для бурения скважин. Продукты Shell, созданные на основе машинного обучения для проведения сейсмической разведки, становятся эффективными инструментами автоматического обнаружения и классификации геологических структур на сухопутных и морских нефтегазовых месторождениях. Активно внедряются системы «Интеллектуальное месторождение», представляющие собой сплав IIoT, big data и AI. «Например, технологии позволили Shell повысить общий коэффициент извлечения нефти на 10%, газа — на 5% и ввести в разработку скважины, многие из которых были нерентабельными из-за большой удаленности», — говорит Яна Фешина.

Задача систем, которые внедряются на НПЗ, — это прежде всего мониторинг состояния оборудования, сокращение сроков и количества ремонтов и простоев, затрат, а также оптимизация производства на основе использования технологий «Индустрии 4.0» в управлении заводом. И основа для внедрения оптимизационных схем нового поколения — как раз технология цифровых двойников, освоением которой активно занялась российская «Газпром нефть».
Цифровой двойник установки НПЗ должен заключать в себе максимально полную информацию о каждом ее элементе, включая данные о характеристиках деталей и узлов, инженерных систем, средств автоматизации, их сроках службы, периодах обслуживания и т. д. Кроме того, двойник должен содержать детальное описание физико-химических процессов, процессов потребления и выработки энергии, а также все возможные параметры входного сырья, приходящего на установку, и все возможные продукты производства. То есть речь идет о создании сложнейшей математической модели, позволяющей просчитать влияние изменения любых внешних и внутренних условий на всю систему.
Однако у таких точных цифровых двойников есть большой недостаток: они не только сложны, но и очень дороги. «Индустрия 4.0» предлагает и другой вариант получения математических моделей установок: за счет средств машинного обучения — нейросетей, использующих уже существующий огромный массив данных о работе оборудования. Но такого двойника потребуется переобучать после любой реконструкции, модернизации и даже ремонта, предполагающего замену какого-либо узла установки.
В «Газпром нефти» считают, что оптимальным решением станет гибридный подход, предполагающий использование нейросетей там, где процесс трудно описывать, но при этом он достаточно постоянен. Для процессов, которые могут меняться в широком диапазоне, лучше использовать точные цифровые двойники. Компания уже приступила к оцифровке производственных объектов, начав на Московском НПЗ с создания цифрового двойника установки гидроочистки бензина каталитического крекинга, а на ОНПЗ — установки первичной переработки нефти. Комплексные же пилотные решения в этой сфере создаются на базе активов битумного бизнеса компании. В Шымкенте (Казахстан) в рамках проекта BitumPlant создается полностью оцифрованный завод-робот с возможностью удаленного управления. Там разворачивается цифровая система метрологического онлайн-контроля с каналами передачи больших потоков информации из автоматизированной системы управления техпроцессами в «озеро данных» и создаются самосовершенствующиеся цифровые двойники. На Рязанском заводе битумных материалов в рамках проекта BitumLab отрабатываются принципы создания модульной архитектуры цифрового двойника целого производственного актива, создаются алгоритмы для создания самообучающейся системы оптимизации производственного процесса, разрабатываются средства предписывающей аналитики для управления эффективностью производства и системы контроля качества сырья и продукции в режиме онлайн.
Все удачные решения, найденные опытным путем на «маленьких» битумных заводах, впоследствии можно будет масштабировать до уровня больших НПЗ, что в итоге позволит создать эффективную цифровую платформу управления производством. Платформу, которую пока не удалось создать никому в мире.


Технология цифрового двойника используется в «Газпром нефти» и для сегмента upstream. На своем предприятии в Ханты-Мансийском автономном округе компания приступила к промышленной эксплуатации Центра управления добычей (ЦУД). Центр объединил ранее разработанные решения по повышению эффективности отдельных производственных процессов добычи в единую интегрированную среду и позволяет комплексно управлять эффективностью всего предприятия.
Одна из ключевых систем Центра управления добычей — цифровой двойник процесса механизированного подъема жидкости. В математическую модель включены все элементы производственного комплекса от скважины до сдачи нефти: насосы, системы нефтесбора, резервуарный парк. Расхождения параметров работы реального оборудования с идеальным режимом, который воспроизводит модель, позволяют автоматически диагностировать поломки, аварии, искать «узкие места», подбирать оптимальные режимы, оценивать влияние параметров одного элемента на всю систему, находя оптимальные варианты изменения ее конфигурации.
По оценке аналитиков, сейчас цифровая трансформация направлена больше в сторону увеличения эффективности действующих бизнес-процессов, это подтверждают и проекты мейджоров, и российских компаний. Однако в более долгосрочной перспективе можно ждать появления прорывных технологий. В России существует значительный нераскрытый потенциал добычи в традиционных регионах за счет вовлечения в разработку трудноизвлекаемых запасов (ТрИЗ), применения современных способов геологоразведки. Применение действующих технологий позволит дать дополнительные 150 млн тонн добычи. По мнению Дарьи Козловой, цифровые технологии, увеличивая эффективность геологоразведочных работ и скорость внедрения инноваций, позволят дать еще около 200 млн тонн дополнительной добычи к 2030 году.
Цифровое зеркало

Создать своего двойника и переложить на него самые трудные, неприятные или даже опасные дела и заботы — время от времени такие мечты посещают многих. А сильные мира сего, как говорят, и на самом деле прибегают к услугам очень похожих на себя людей, когда не могут или боятся показываться на публике. Сколько в этом правды, а сколько вымысла, сказать сложно. Однако цифровые двойники разнообразных объектов — зданий, машин, производственных процессов и целых заводов — уже прочно вошли в практику многих отраслей промышленности и решают вполне реальные задачи
Братья по данным
Цифровой двойник (или «цифровой близнец», если буквально переводить английское словосочетание digital twin) — это виртуальный аналог реального объекта, компьютерная модель, которая в своих ключевых характеристиках дублирует его и способна воспроизводить его состояния при разных условиях. По сути, это набор математических формул, описывающих сам объект и протекающие в нем процессы.
Как это ни странно, такой двойник может родиться даже раньше своего оригинала: виртуальную модель могут создать еще на этапе проектирования объекта (здания, машины, установки), чтобы протестировать его работу в разных условиях и режимах и скорректировать проект, если будут обнаружены недочеты. Но затем, когда объект уже построен, такая модель требует постоянного обновления, для того чтобы соответствовать его актуальному состоянию.
Цифровой двойник представляет собой мостик между физическим миром и цифровой реальностью. Такие системы называют киберфизическими. Программные компоненты и физические процессы в них тесно связаны и влияют друг на друга.
И здесь не обойтись без интернета вещей — множества датчиков, которые собирают информацию о работе оборудования, — а также без технологий машинного обучения, которые помогают предсказать, как будет вести себя система в тех или иных обстоятельствах. Это особенно актуально, когда цифровой двойник создается для уже существующего объекта, например установки на нефтеперерабатывающем заводе. Досконально описать все процессы формулами — чрезвычайно сложная задача. Но, имея большой объем данных о работе установки за определенный период времени, проще выявить закономерности в ее работе при помощи нейросети.
В самой идее цифрового двойника в промышленности нет ничего нового: расчеты и модели того, как будет вести себя какая-нибудь конструкция, установка на заводе или реактор, делались и раньше. Но лишь недавно появились достаточные вычислительные мощности, чтобы проводить такие расчеты в реальном времени, а также возможности для постоянного обновления моделей на основе данных, получаемых с реальных объектов.

Цифровой керн
Керн — столбики породы, которые извлекают из разведочных скважин для изучения характеристик нефтеносного пласта. Это особенно актуально для трудноизвлекаемых и нетрадиционных запасов, поиск технологий для эффективной разработки которых продолжается. Исследование керна в лаборатории — дорогой и длительный процесс. Кроме того, отдельные образцы во время таких тестов часто разрушаются, и продолжать опыты с ними более невозможно. Решить проблему позволяет создание цифровых двойников керна. Для этого образцы породы сканируют в томографе высокого разрешения — и дальше проводят виртуальные эксперименты уже с трехмерной компьютерной моделью. Создание цифровых двойников керна решает сразу несколько задач: позволяет существенно ускорить проведение исследований, дает возможность для неограниченного количества виртуальных тестов на одном и том же материале, сохраняя реальный образец для проверки результатов и донастройки модели, открывает новые возможности исследования керна на микроуровне. Новая технология работает даже тогда, когда оценить строение и характеристики породы традиционным способом невозможно из-за сложной или хрупкой внутренней структуры или трудностей, связанных с извлечением образцов. Проект «Цифровой керн» по внедрению такой технологии реализуется сейчас в «Газпром нефти».
Зачем нужны цифровые двойники
Некоторые считают, что скоро цифровые двойники будут создаваться для всего, в том числе и для людей. На самом деле в той или иной мере это уже происходит: например, профиль в социальных сетях характеризует круг общения человека, история поисковых запросов — его интересы, а кредитная история — финансовую состоятельность. И эту информацию используют те, кто хочет предсказать наше поведение, — работодатели, спецслужбы, банки, продавцы товаров и услуг. Возможно, уже в недалеком будущем развитие систем медицинского мониторинга позволит предупреждать о приближении болезни задолго до появления явных симптомов.
Что же касается промышленных объектов, их цифровые двойники позволяют выбирать наиболее оптимальные режимы работы, ставить виртуальные эксперименты, которые в реальности могут быть сопряжены с риском повредить оборудование. Данные, которые собирают с датчиков на объекте, а также информация о ранее проведенном обслуживании, позволяют установить степень износа и вероятность выхода из строя узлов, а значит, сократить расходы на профилактику и ремонт. Если тот или иной параметр отклоняется от нормы, цифровой двойник проинформирует ответственных сотрудников, которые отреагируют и примут меры.

Те же подходы и технологии дают возможность создавать информационные копии не только отдельных машин или установок, но целых цехов, заводов, цифровые двойники предприятий со всеми производственными и логистическими процессами. Такие модели позволят найти узкие места, которые проявят себя лишь через несколько лет работы, и сделать необходимую тонкую настройку.
Для нефтегазовых объектов цифровые двойники — многообещающая технология, ведь такие объекты часто бывают удалены и труднодоступны, распределены на большой территории, их стоимость велика, а эксплуатация связана с рисками. Стремясь сократить эксплуатационные издержки, увеличить объемы добычи и эффективность переработки нефти, нефтяные компании сегодня оцифровывают свои активы — создают цифровые месторождения и цифровые заводы.
Стремясь сократить эксплуатационные издержки, увеличить объемы добычи и эффективность переработки, нефтяные компании сегодня оцифровывают свои активы — создают цифровые месторождения и цифровые заводы
Цифровое месторождение
Развитие концепции цифрового месторождения («умного месторождения», «интеллектуального месторождения» — разные компании используют для обозначения разные слова) началось с появления умных скважин, оснащенных всевозможными датчиками и системами для удаленного управления. Впрочем, одних скважин недостаточно: необходимо создать модель, в которой будут учтены и геологические особенности месторождения, и все оборудование, которое осуществляет добычу. Такая модель позволяет лучше контролировать процесс добычи, лучше им управлять и в конечном счете добывать больше, эффективнее и безопаснее.
В «Газпром нефти» пилотное внедрение программы «Цифровое месторождение» началось в 2014 году на активах дочерней компании «Газпромнефть-Хантос». В 2017 году здесь был создан Центр управления добычей (ЦУД), объединивший все разработанные в компании решения по повышению эффективности отдельных производственных процессов добычи. Одна из ключевых систем ЦУД — цифровой двойник процесса подъема жидкости из скважин. Он позволяет подбирать наиболее оптимальные режимы работы, заранее идентифицировать нештатные ситуации, вести превентивную оценку работы системы в случае изменения ее конфигурации. Со временем ЦУД пополнится и другими цифровыми двойниками — для систем поддержания пластового давления, энергообеспечения, подготовки и утилизации попутного газа.
По данным исследования компании gartner, 48% предприятий, внедривших технологии интернета вещей, уже используют цифровых двойников или планируют начать их использовать до конца 2018 года. К 2022 году число компаний, запустивших проекты с цифровыми двойниками, утроится, прогнозируют в gartner.
Цифровой завод
В основе цифрового нефтеперерабатывающего завода — цифровые двойники установок НПЗ. Виртуальная копия установки должна заключать в себе максимально полную информацию о каждом ее элементе: характеристики деталей и узлов, инженерных систем, средств автоматизации, их сроки службы, периоды обслуживания и т. д. Кроме того, двойник должен содержать детальное описание физико-химических процессов, процессов потребления и выработки энергии, параметры входного сырья и продуктов производства.
Пока еще ни одна нефтегазовая компания не создала полностью цифровой нефтеперерабатывающий завод, но есть предприятия, которые достигли в этом существенных успехов. Оцифровкой своих нефтеперерабатывающих мощностей занимается и «Газпром нефть», начав с создания цифрового двойника установки гидроочистки бензина каталитического крекинга на Московском НПЗ и установки первичной переработки нефти на Омском НПЗ. Пилотный проект по созданию полностью цифрового завода-робота будет реализован на одном из битумных активов компании.
Lp модель нпз что это

Изменения, происходящие на рынке нефти, вызывают острую потребность в оптимизации деятельности нефтеперерабатывающих заводов (НПЗ) для поддержания конкурентоспособности. Существенный вклад в повышение эффективности производства вносят методы исследования операций [3]. При этом одним из важных аспектов работы завода является обеспечение жизненно важной обратной связи производства и отгрузки нефтепродуктов для постоянной переоценки работы производственно-сбытовых цепочек и производительности установок. Системный анализ работы производства, приема и отгрузки нефтепродуктов, работы терминалов в рамках единой системы дает существенный синергетический эффект [1, 7, 9].
Для увеличения операционного дохода за счет оптимизации загрузки производственных мощностей широко используются модели оптимального планирования, основанные на применении математических моделей линейного программирования (LP-моделях), такие как PIMS (компания «AspenTech»), RPMS (компания «Honeywell») и другие [4, 9]. Поступление сырья и отгрузка нефтепродуктов входят в структурные ограничения системы уравнений LP-модели НПЗ, являются ключевыми параметрами и существенно влияют на экономические результаты [6, 8].
Отметим, что LP-модели оперируют со средними значениями и не приспособлены к детальному учету реальных производственных ограничений. Возможные сбои, связанные с конъюнктурой рынка, работой транспорта и производством продукции, могут нарушить календарный график, основанный на детерминированной модели, и привести к существенным потерям. Это означает, что рабочие процессы и инструменты планирования должны быть хорошо адаптированы для поддержки различных сценариев в условиях неопределенности. Применение теории систем массового обслуживания (далее СМО) открывает целый ряд новых возможностей использования математического моделирования при решении производственных задач нефтепереработки и отгрузки инновационными способами [9, 10].
Работу погрузочно-разгрузочного комплекса можно рассматривать с позиции СМО [3]. Если поток регулярен и время обслуживания равно интервалу между заявками, СМО справляется с потоком заявок. Но стоит потоку заявок и обслуживанию стать случайными, может возникнуть очередь из поступающих вагонов или нехватка сырья для загрузки установок. То и другое связано с существенными экономическими потерями. Кроме того, неверные ограничения пропускной способности эстакад приводят к ошибочным решениям при расчёте оптимального плана. Построение математической модели СМО, адекватно отражающей исследуемый объект, как известно, является актуальной и нетривиальной задачей [2].
Следующим важным этапом является контроль и прогнозирование работы СМО с последующим принятием управленческих оптимизационных решений. Оптимизация работы СМО позволяет добиться максимальной загрузки эстакад и в то же время не допускать скопления вагонов-цистерн. Поскольку СМО является лишь составной частью производственной цепочки, при прогнозировании данные детерминированной LP-модели и СМО должны быть интегрированы в единую систему. Такой подход включает взаимосвязанное рассмотрение последствий каждого решения и координацию работы между различными участниками процесса.
Целью работы является построение модели СМО для оптимизации и планирования работы железнодорожных эстакад, разработка алгоритмов расчета ограничений для LP-модели оптимального планирования, прогнозирование работы комплекса и расчет графиков приема сырья. Моделирование дает возможность рассчитать вероятность скопления транспорта и снизить затраты, вызванные простоем транспорта или неоптимальной загрузкой завода при недопоставке сырья.
Рассмотрим работу одной эстакады слива. Схема потока сырья приведена на рис. 1. Сырье в вагонах-цистернах поступает на эстакаду, сливается в резервуарный парк и далее направляется для переработки на технологические установки. Действующая схема планирования построена следующим образом: определяется потребность в сырье технологических установок в соответствии с оптимальным планом производства с учетом технологической мощности эстакады, затем составляется график поступления сырья на НПЗ и движение остатков в резервуарных емкостях. Таким образом, происходит увязка логистических и производственных процессов предприятия.

Рис. 1. Схема потока сырья, поступающего на железнодорожную эстакаду слива, в резервуарный парк и на переработку
Помимо классической схемы поступления заявок в декартовой системе координат [3], визуализацию данных для одновременного отображения плановых и фактических значений удобно провести в полярной системе координат. В качестве полярного угла используем время. На рис. 2 на круговой диаграмме изображены типичные результаты работы эстакады слива углеводородного сырья. Задачей является обеспечение приема 10 составов за 12 суток. Диаграмма наглядно иллюстрирует расхождение нормативного и реального времени разгрузки составов и возможность корректировки времени для обеспечения предприятия сырьем в оставшиеся до контрольного срока дни.
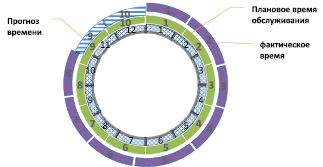
Рис. 2. Диаграмма работы эстакады по приему углеводородного сырья. Внутренняя область показывает время (сутки), средняя область – плановое время с отметками порядковых номеров обслуживаемых составов, внешняя часть – фактическое время обслуживания составов с номерами составов и прогноз времени обслуживания
Из рисунка можно видеть, что за 10 дней работы наблюдается отставание от планируемого времени, для выполнения первоначального графика предлагается осуществить процессы слива в более сжатые сроки. На диаграмме интервалы фактического времени слива представляют собой нерегулярные отрезки времени, штрихом показан план работы до конца периода с постоянным временем слива.
Работу одной эстакады слива углеводородного сырья будем моделировать одноканальной СМО с неограниченной очередью. При моделировании работы эстакад используется модель с формулами Литтла [3]:  (где Wsys – среднее время пребывания заявки в системе, λ – интенсивность потока заявок, Lsys – среднее число заявок в системе). Отметим, что формула Литтла справедлива для любой СМО, при любом распределении времени обслуживания и любой дисциплине обслуживания.
(где Wsys – среднее время пребывания заявки в системе, λ – интенсивность потока заявок, Lsys – среднее число заявок в системе). Отметим, что формула Литтла справедлива для любой СМО, при любом распределении времени обслуживания и любой дисциплине обслуживания.
При прогнозировании рассмотрим систему массового обслуживания с однородным потоком (все заявки равноправны, рассматриваются только моменты поступления заявок). Поток без последействия, т.е. число событий любого интервала времени  не зависит от поступления заявок до момента t. Считаем, что поток стационарный, т.е. вероятность появления n событий на интервале времени
не зависит от поступления заявок до момента t. Считаем, что поток стационарный, т.е. вероятность появления n событий на интервале времени  не зависит от времени t, а зависит только от длины x интервала. Для решения задачи будем рассматривать поток Пуассона [3] с параметром λ. Время обслуживания заявок распределено по показательному закону. Таким образом, в работе рассматривается однолинейная система с ожиданием, пуассоновским входным потоком и показательным временем обслуживания, т.е. используется модель
не зависит от времени t, а зависит только от длины x интервала. Для решения задачи будем рассматривать поток Пуассона [3] с параметром λ. Время обслуживания заявок распределено по показательному закону. Таким образом, в работе рассматривается однолинейная система с ожиданием, пуассоновским входным потоком и показательным временем обслуживания, т.е. используется модель  по классификации Кендалла.
по классификации Кендалла.
Обработка фактических данных показала, что гипотезу простейшего потока приходящих на товарно-сырьевое производство железнодорожных составов, так же как и гипотезу показательного распределения длительности разгрузочных операций, в первом приближении можно принять для прогнозирования. В целом случаются задержки, связанные с технологическими операциями на эстакаде и нестабильной работой технологических установок, поэтому для увеличения точности моделирования следует использовать и более сложные модели.
Рассмотрим эвристический алгоритм идентификации и оценки пропускной способности эстакады с учетом случайного характера поступления заявок и времени обслуживания для использования в моделях линейного программирования. В теории СМО вводится понятие номинальной производительности N, для рассматриваемой задачи – это максимальная пропускная способность эстакады, если каждый состав обслуживается точно со средним временем и составы всегда есть в наличии. Фактическая производительность F оказывается меньше этого значения. Тогда коэффициент использования эстакады ηsy, как отношение фактической производительности к номинальной, определяется по формуле  .
.
Процесс слива существенно зависит от ряда факторов: технического состояния эстакады, графика поставки сырья, плана производства, от вязкости нефтепродуктов, которая, в свою очередь, зависит от качества сырья и его температуры. Исходя из текущей ситуации, коэффициент использования эстакады для прогнозирования ηf подбирается эвристически с учетом работы всех объектов, представленных на рис. 1. Проводится корректировка коэффициента ηsys с учетом текущей ситуации экспертным путем (на практике до ± 3 %), вычисляются ограничения максимальной производительности эстакады P по формуле  и статистические характеристики СМО. Например, при прогнозировании приема сырья коэффициент ηsys может быть увеличен при увеличении температуры окружающего воздуха, уменьшающей вязкость нефтепродукта во время слива. Структурные ограничения P учитываются в LP-модели при расчете оптимального плана.
и статистические характеристики СМО. Например, при прогнозировании приема сырья коэффициент ηsys может быть увеличен при увеличении температуры окружающего воздуха, уменьшающей вязкость нефтепродукта во время слива. Структурные ограничения P учитываются в LP-модели при расчете оптимального плана.
Таким образом, для расчета ограничений по максимальной загрузке эстакады слива предлагается использовать следующий алгоритм:
1. Определение номинальной производительности N с использованием статистических данных прошлого периода.
4. Построение графика приема сырья с учетом номинальной производительности эстакады, коэффициента ее ηsys и интенсивности потока заявок.
Следующим этапом является применение модели СМО для построения прогноза и календарного графика приема сырья. Расчеты проводятся с применением прикладного программного обеспечения «Logistics Sleeve» [5]. В программе рассматриваются следующие фактические входные данные: время заезда состава на завод, время выезда состава с завода, общее время от подачи до уборки (в том числе время слива), время простоя эстакады, масса поступившего сырья. Данные поступают из ERP-системы в модуль обработки, прогноз выгружается в шаблон MS Excel, в котором автоматически рассчитывается относительная пропускная способность, абсолютная пропускная способность и вероятность отказа по известным формулам [3], имеется возможность построить прогноз и график приема сырья.
Система позволяет контролировать задержку поступления нефтяного сырья, сбои при разгрузке продукции, сверхнормативное поступление сырья. Работа эстакады, запасы и производство при построении прогноза рассматриваются как единая интегрированная система. Анализ результатов моделирования дает возможность рассчитать вероятность возникновения очередей и позволяет принять эффективные управленческие решения при оптимизации работы технологических установок и приема сырья.
Таким образом, моделирование работы эстакады слива с использованием теории СМО позволяет корректно определять ограничения в LP-моделях оптимального планирования, осуществлять прогноз выполнения плана приема сырья и отгрузки продукции, своевременно проводить корректировку плана производства и отгрузки. Анализ характеристик СМО дает возможность выделять проблемные вопросы («узкие места») при работе эстакад.
Обработка реальных данных показала, что модель с использованием СМО является более адекватной по сравнению с детерминированной, которая основана на фиксированной технологической мощности эстакады, поскольку позволяет получить более точный прогноз количества слитого на эстакаде углеводородного сырья.
Экономическая эффективность решений, принимаемых на основе моделирования, достигается за счет сокращения упущенной выгоды при корректных ограничениях в LP-модели для расчета оптимальной загрузки установок завода и снижения издержек от простоя вагонов-цистерн с сырьем. Дополнительные эффекты обусловлены интеграцией данных LP-модели и модели СМО при согласовании графиков производства и отгрузки с предотвращением потерь операционного дохода при некорректном планировании и слабом контроле графиков слива.
Итак, подход на основе теории СМО имеет очевидное преимущество перед методом учёта средних характеристик работы системы, поскольку даёт возможность учесть отклонения от идеального графика работы и внештатные ситуации, такие как задействование резервных возможностей и изменение производительности технологических установок. В работе изложена концепция математического моделирования с использованием теории СМО, которая реализована в программном комплексе по планированию приема сырья по железной дороге. Практическое использование позволяет провести оптимизационные расчеты, прогнозировать максимальную производительность СМО и осуществлять контроль операций, что дает возможность принять меры по снижению затрат, вызванных простоем транспорта, оптимизировать загрузку производственных мощностей. Приведена методология экономической оценки эффективности предложенных решений.
Математическая модель, рассмотренная в работе, носит достаточно общий характер, и ее результаты справедливы для различных отраслей, связанных с планированием и управлением производственными и логистическими цепочками.



