20 наиболее распространенных проблем 3D печати (Часть 2)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Проблема с 3D печатью #11: Смещение слоев

Верхний и нижний слои смещаются, создавая эффект ступеньки в распечатке.
Почему проблема возникла?
Проблема с 3D печатью #12: Засорилось сопло
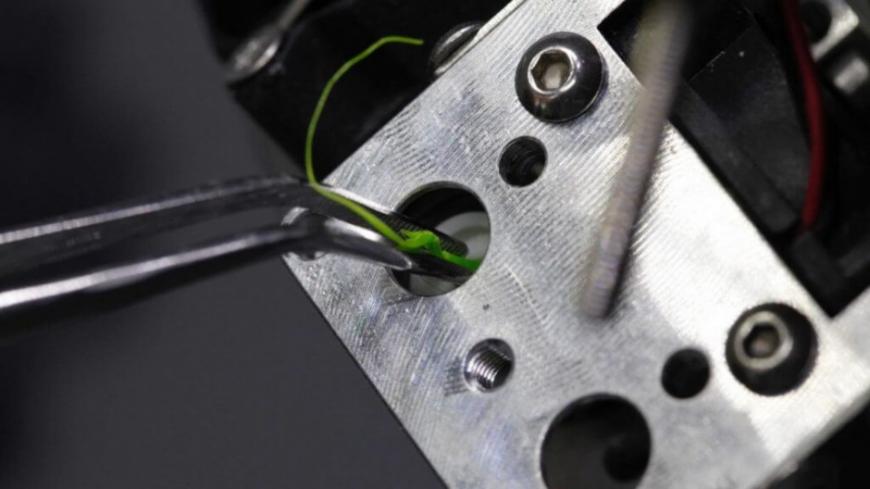
Вы начинаете печать, но из сопла ничего не выходит. Перезаправка нити не помогает.
Почему проблема возникла?
Небольшие кусочки нити застряли в сопле после смены катушки, часто случается, когда нить обрывается. Когда новая нить заправлена, кусочки старого филамента, которые остались в сопле, не позволяют новой нити выдавливаться.
Также, проблема может быть в том, что пластик застыл в сопле и его надо убрать вручную. Среди других причин: инженерные пластики, старый или дешевый пластик и т.д.
Если вы печатаете на Ultimaker 2, все достаточно просто. Во время разборки хотэнда, наденьте термозащитные перчатки, т.к. хотэнд будет горячим. Передвиньте печатающую головку к центру принтера. Разберите четыре винта сверху на печатающей головке и отпустите хотэнд и вентиляторы. Увеличьте температуру хотэнда до 220 C (для PLA) и ждите, пока он нагреется. Затем выключите принтер. Придерживая вентилятор, используйте пинцет, чтобы вынуть мусор из сопла. Воспользуйтесь иголкой, чтобы протолкнуть мусор и очистите сопло от излишков филамента. Выключите принтер и оставьте его охлаждаться. Когда принтер полностью охладился, запустите его с новой катушкой или нитью.
Проблема с 3D печатью #13: Ломающийся пластик

Катушка пластика еще полная, подача филамента в тефлоновую трубу нормальна, но ничего не выходит из сопла. Эта проблема часто встречается с принтерами, где прямая подача филамента скрыта и не всегда можно заменить, в чем именно проблема.
Почему проблема возникла?
Проблема с 3D печатью #14: Стачивание филамента

Стачивание нити на любом этапе печати и с любым пластиком. В результате хотэнд не экструдирует филамент и прерывает печать.
Почему проблема возникла?
Причин этой проблемы много, но их легко исправить (неправильная температура, ослабленное напряжение, загрязнение сопла). В результате возникших проблем, экструдер не может правильно выделять нить.
Проблема с 3D печатью #15: Плохое заполнение
Внутренняя структура модели отсутствует либо плохо пропечатана.
Почему проблема возникла?
Проблема с 3D печатью #16: Просвечивание внутренней структуры

Итоговая распечатка выглядит хорошо, но контуры внутренней структуры видны сквозь стенки распечатки
Почему проблема возникла?
Проблема возникает из-за того, что пластик прилипает по периметру модели. Это видно, когда у распечатки тонкие контуры. Также проблема может возникнуть из-за того, что структура заполнения совпадает с линией периметра. Тем не менее, печать контура — это важная часть процесса печати, которая помогает внутренней структурой соединиться с внешними стенами. К счастью, эту проблему легко решить.
Проблема с 3D печатью #17: Щели между наполнением и стенками
Если вы смотрите на распечатку сверху или снизу, вы видите щели между наполнением и контурами распечатки.
Почему проблема возникла?
Щели между контуром и наполнением раньше были типичной проблемой многих принтеров. Сейчас точность печати улучшилась, стало поддерживаться больше материалов, и проблема возникает не так часто. Но иногда при использовании новых материалов или не таких распространенных как PLA и ABS, проблема все еще возникает.
Щели появляются из-за того, что пластик используемый для печати наполнения и контура не связывается, но эту проблему легко исправить. Как правило, не установлен параметр соединения заполнения, или установлен на 0. Это значит, что слайсер говорит принтеру, что эти два элемента не должны соприкасаться.
Также проблема может быть в том, что вы установили неправильный порядок печати контура и заполнения. Если вы сначала печатаете контур, а затем наполнитель, такой проблемы возникать не должно.
Проблема с 3D печатью #18: Несвязанные грани (Non-Manifold Edges)

Элементы распечатки отсутствуют или финальный вариант распечатки выглядит слабым и распадается несмотря на то, что печать выглядит качественно. Секции распечатки выглядят не так, как на превью, или у финальной версии распечатки есть непонятные геометрические ошибки.
Почему проблема возникла?
Эта проблема часто появляется в деформированных или странных (моделях) печатях. Non-manifold edges это стороны модели, которые существуют только в 3D пространстве, не в физическом мире. Например, если у вас есть два кубика в реальном мире, и вы попробуете пересечь их, то у вас это не получится, т.к. две твердые стенки препятствуют пересечению двух объектов.
Также вы можете увидеть внешние контуры в ПО, эти контуры пересекаются в одном пространстве по двум осям. Третья ось — это толщина стенки и она символична и не имеет реальных физических размеров. Когда происходит слайсинг модели, алгоритм слайсера корректно отработает и в многих случаях он уберет дыры, тем не менее в сложных моделях эффект может быть другой.
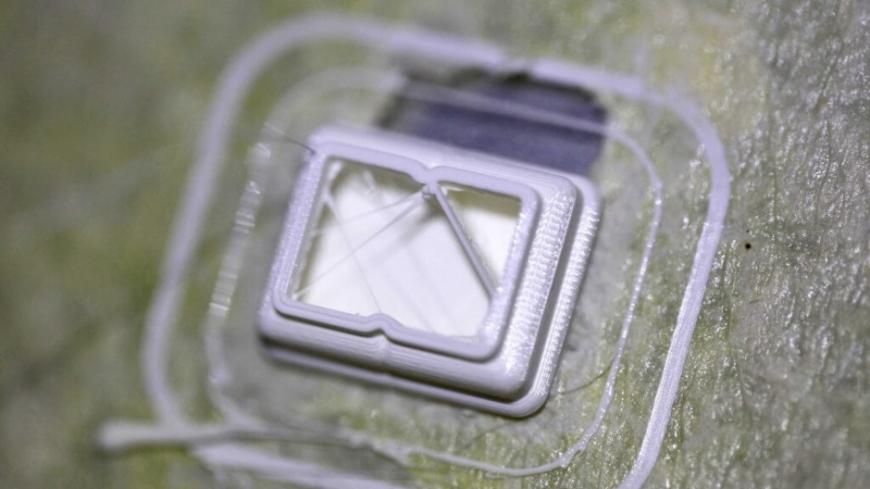
Проблема с 3D печатью #19: Провисания модели
Почему проблема возникла?
Печать способом наплавления нитей требует, чтобы каждый слой был наложен на другой. Естественно, если у вашей модели есть элемент, под которым ничего нет, филамент будет экструдирован в воздух и все закончится тем, что он провиснет или образует непонятное месиво.
На самом деле, слайсер должен предотвратить это. Но в большинстве случаев, слайсер просто продолжит печатать без предупреждения, что данная модель нуждается в дополнительной поддержке.
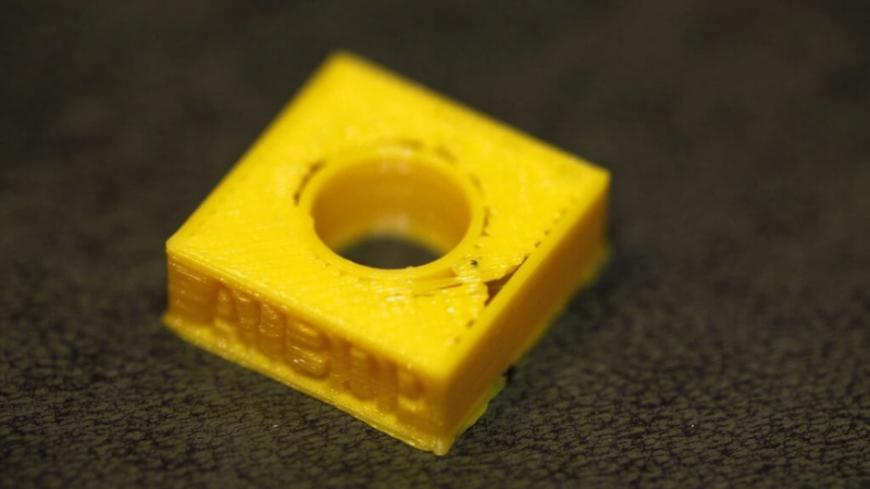
Проблема с 3D печатью #20: Перекос модели
Во время печати распечатки наклоняется. Вместо того, чтобы печататься ровно, верхние границы печатаются под углом, но не по всему периметру модели. Угол наклона может меняться на разных слоях.
Почему проблема возникла?
Несмотря на то, что это быстрый и легкий способ исправить проблему, найти и подкрутить гужончики не так и просто. Определить в каком из шкивов проблема и добраться до него может занять достаточно много времени.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
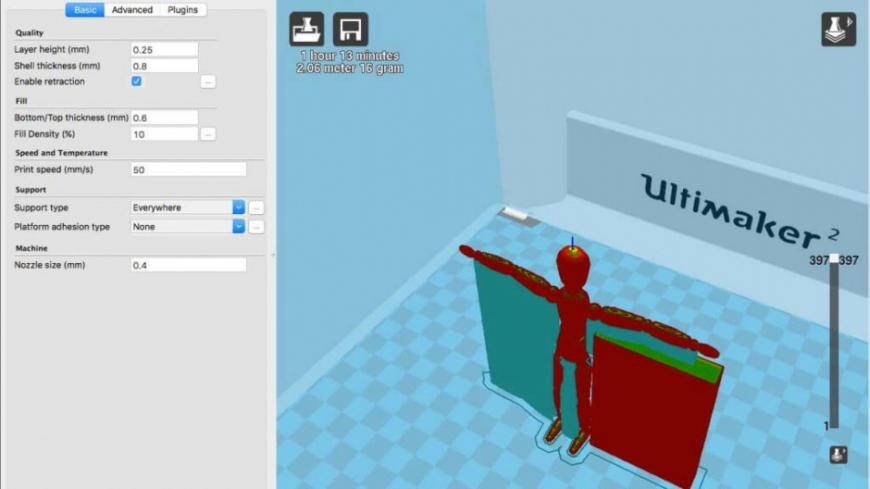
Друзья, продолжаем знакомить вас с ПО Repetier-Host.
Мы обзорно расскажем о параметрах. Почему? Как уже писали в первой статье, данный слайсер уже рассчитан на продвинутых пользователей и многие понятия ими уже изучены. Мы не будем объяснять, что такое ‘мосты’,’ретракт’ и прочие сленговые понятия.
Цель данной статьи обзорно показать ‘с какой стороны подходить’. Огромное количество настроек, многих пользователей просто пугает и мы хотим показать, что всё не так страшно.
Не будем долго рассуждать и сразу возьмем быка за рога.
Еще одно замечание!
В Slic3r много тонких настроек, которые большинству пользователей не пригодятся в большинстве случаев (они и пугают). У этих параметров по умолчанию уже включен или выключен нужный режим. Поэтому, если вы не понимаете зачем нужен какой-либо параметр не трогайте его без нужды. По своему опыту можем сказать, что очень много обращений в тех.поддержку связано именно с тем, что пользователи поменяли какие-либо параметры по незнанию и получили при печати эффект, который совсем не ожидали.
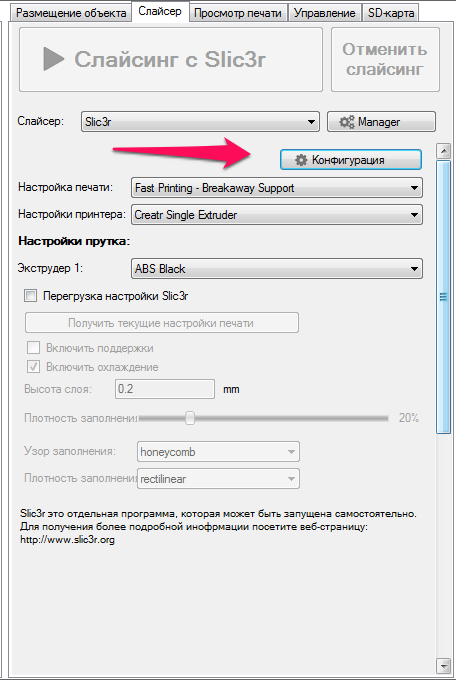
Чтобы попасть в настройки нажимаем кнопку Конфигурация, она указана стрелкой.
Попадаем в окно настроек.
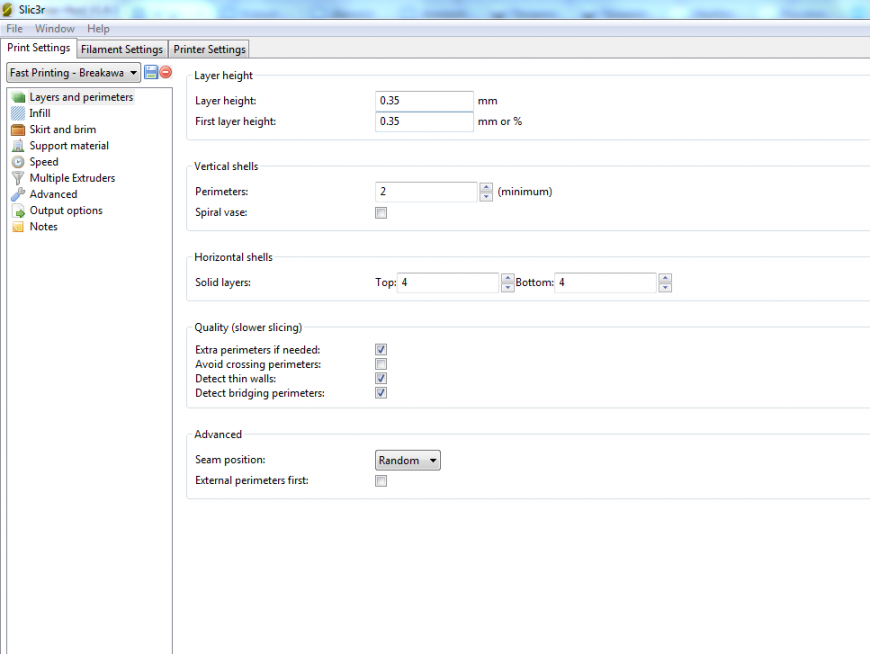
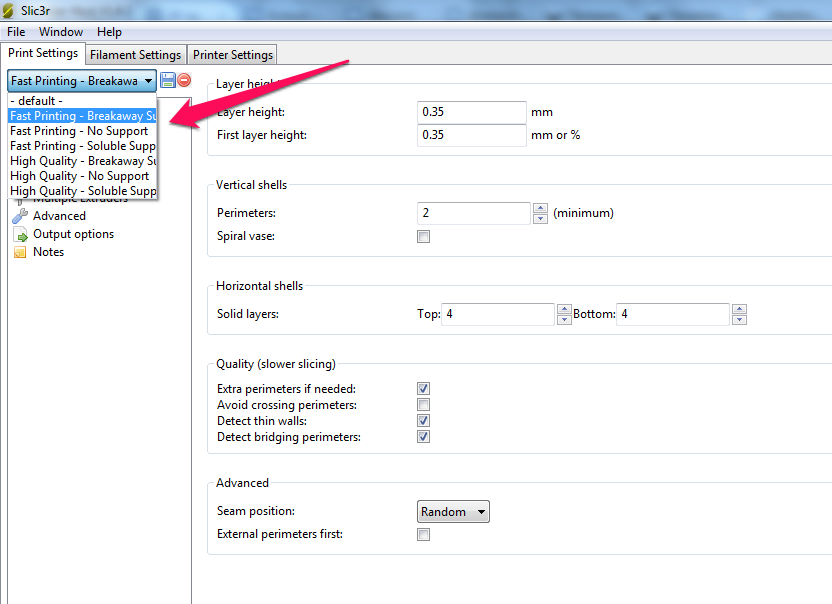
В левом верхнем углу можно выбрать готовые профили настроек.
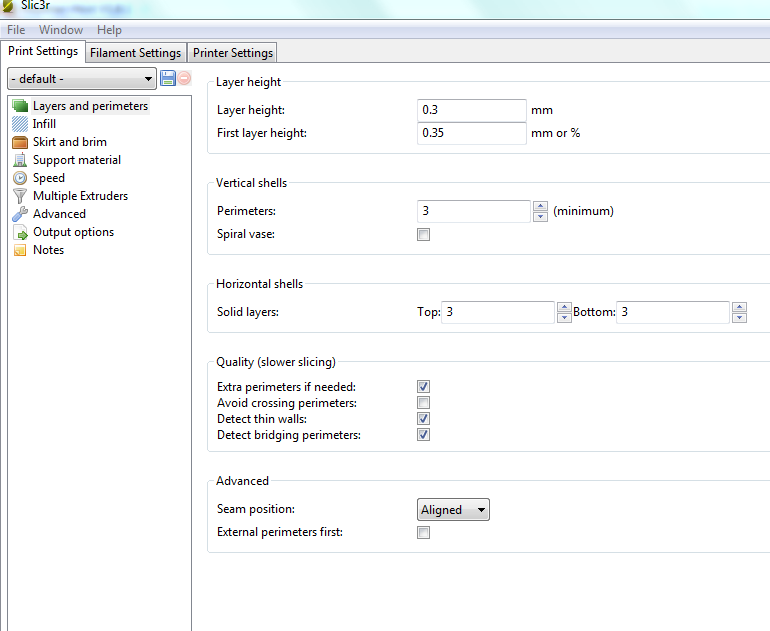
Quality ‑ качество (медленный слайсинг).
Первый пункт понятен всем
Следующий пункт относится к экономии времени печати.
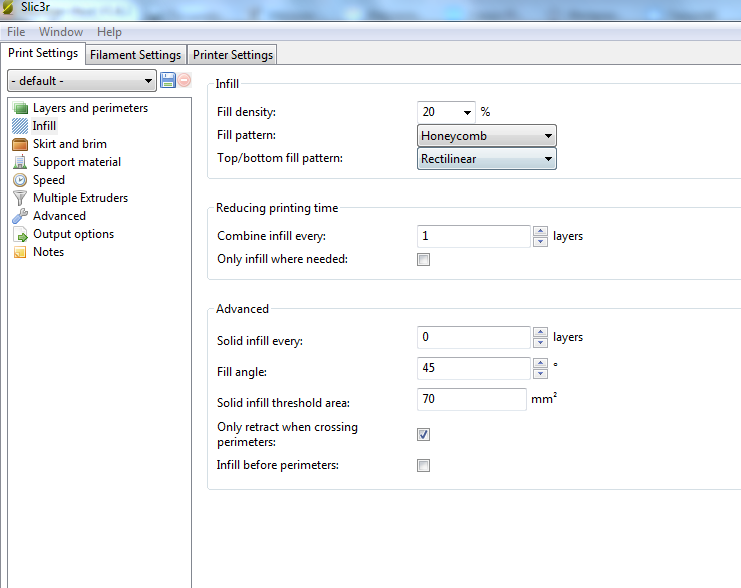
Reducing printing time
Solid infill every – печать горизонтальных перегородок поверх заполнения через указанное количество слоев (по умолчанию выключен).
Fill angle – угол печати сетки заполнения (по умолчанию 45 градусов).
Solid infill threshold area – заполнение площади меньше указанной будет производиться 100% заливкой.
Only retract when crossing perimeters – ретракция только тогда, когда идет обход периметра (по умолчанию включен).
Infill before perimeters – сначала печатается заполнение, а потом печатаются слои периметра (по умолчанию выключен).
-Юбка (печать контура вокруг модели. Позволяет оценить калибровку и ‘разрабатывает’ сопло перед печатью, чтобы увидеть равномерно ли поступает пластик) и брим (дополнительная окантовка первого слоя, для повышения адгез
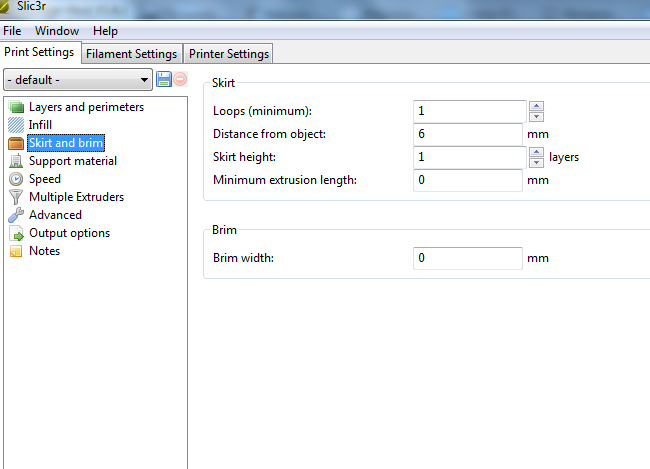
Loops – минимальное количество проходов ‘юбки’ вокруг модели.
Distance from object – расстояние от окантовки до модели.
Skirt height – высота ( в слоях) ‘юбки’.
Minimum extrusion length – минимальное количество пластика в мм., которое будет потрачено на печать юбки.
Brim width – ширина брима (в мм) вокруг модели. Учитывайте, что этот параметр должен быть меньше Distance from object.
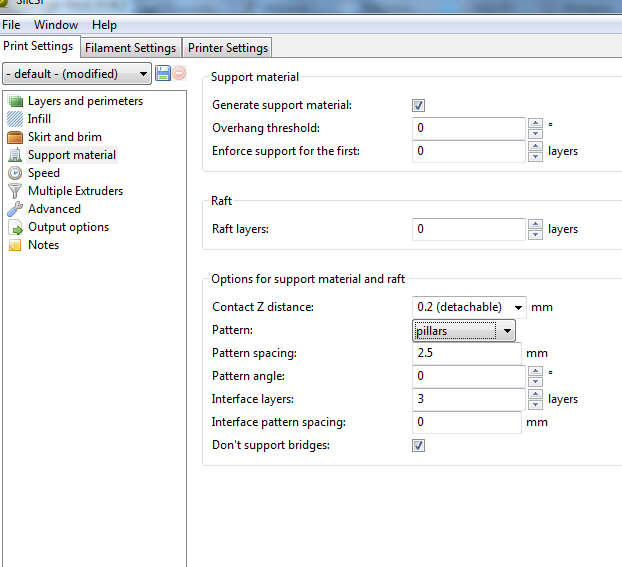
Generate support material – Включить/выключить печать поддержек.
Overhang threshold – Угол наклона боковых стенок, с которого начинается формирование поддержек. Рекомендуется от 65 градусов и более.
Enforce support for the first – Генерация поддержек до указанного слоя модели независимо от угла стенки. Нужно для повышение адгезии у моделей, у которых маленькая площадь соприкосновения с рабочим столом в нижней части.
Raft layers – печать плота.В параметрах указываем количество слоев печати. Плот обычно служит для печати на перфорированных столах и нивелирование неточной калибровки рабочей поверхности.
Options for support material and raft ‑ опции для поддержек и рафта.
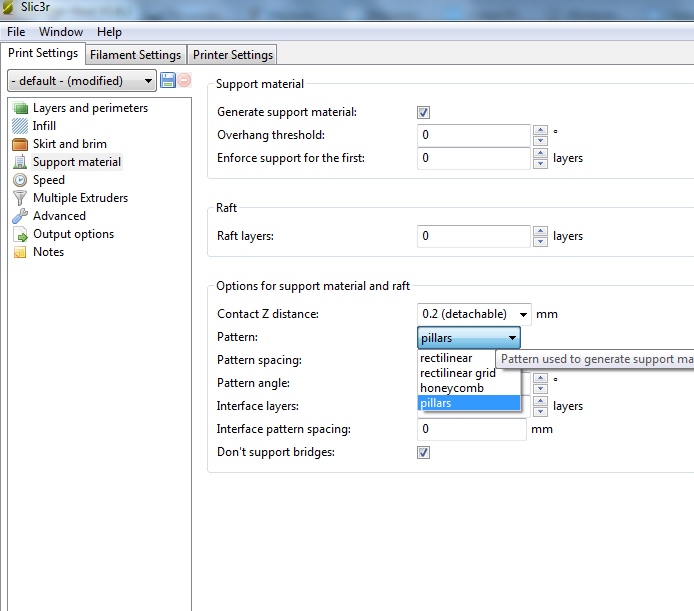
Pattern – узор по которому печатаются поддержки (на рисунке варианты).
Pattern spacing – расстояние между линиями поддержки и рафта в мм.
Pattern angle – угол печати поддержки и рафта.
Interface layers – количество слоев между объектом и материалом поддержки.
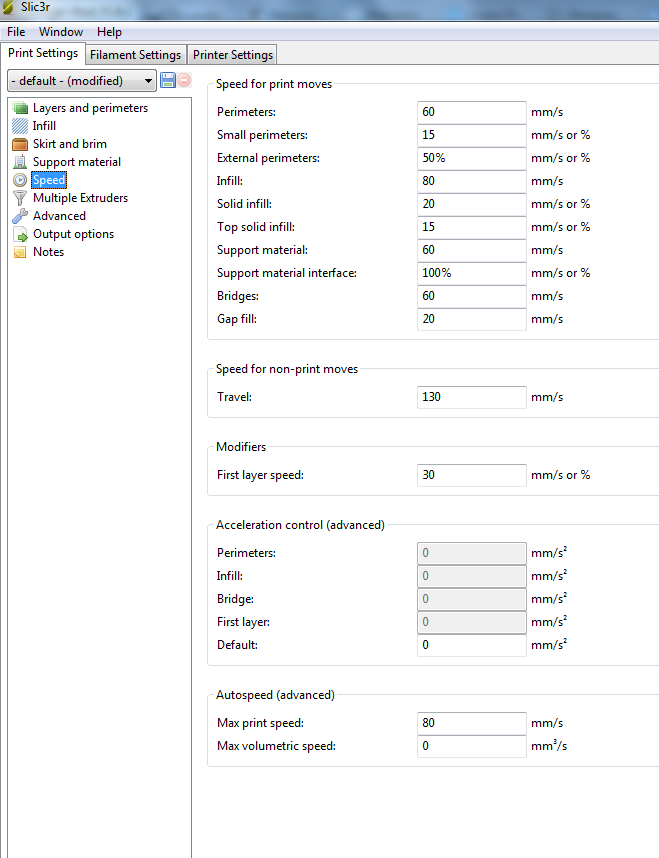
Perimeters – скорость печати слоев по внешнему контуру модели. В зависимости от модели и принтера 30-80 и более. Основной параметр скорости печати.
Small perimeters – скорость печати маленьких периметров (менее 6,5мм). Можно выставить в мм/сек или % от основной скорости.
Infill – скорость печати заполнения. Можно выставить в мм/сек.
Solid infill – скорость печати сплошного горизонтального заполнения. Можно выставить в мм/сек или % от основной скорости.
Top solid infill – скорость печати верхней поверхности модели. Можно выставить в мм/сек или % от основной скорости
Support material – скорость печати поддержек. Можно выставить в мм/сек.
Gap fill – скорость заполнения небольших поверхностей. При быстрых зигзагообразных движениях, могут возникать колебания. Чтобы этого избежать, ставят этот параметр меньше основной скорости. Можно выставить в мм/сек.
Travel – скорость перемещения экструдера при позиционировании без печати.
First layer speed – скорость печати первого слоя. Можно выставить в мм/сек или % от основной скорости.
Perimeters – ускорение печати слоев по внешнему контуру модели.
Infill – ускорение печати заполнения.
Bridge – ускорение печати мостов.
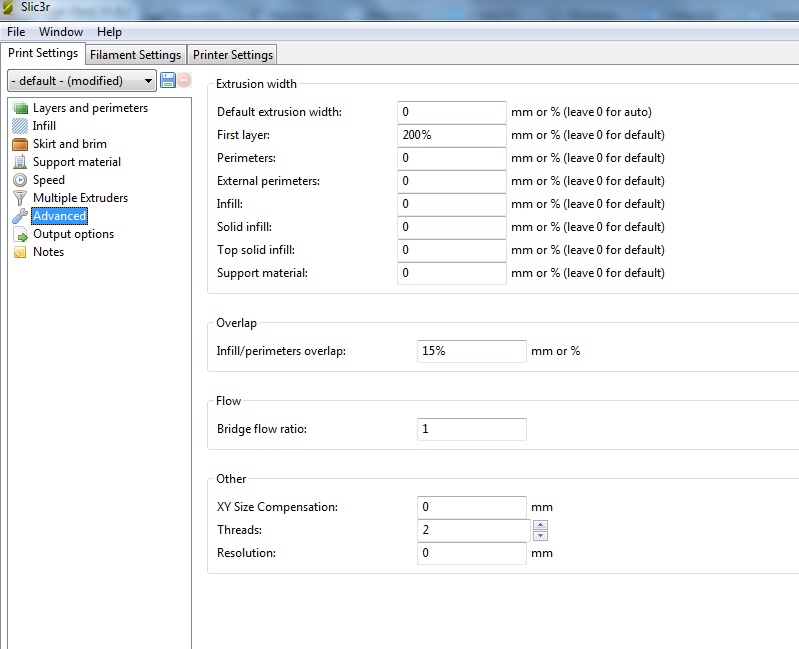
Default extrusion width – ширина печати в мм. Если установлен ‘0’, то слайсер автоматически настраивает этот параметр в зависимости от принтера.
Bridge flow ratio – подача пластика при печати мостов.
Threads – количество потоков для обсчета слайсинга. На мощных компьютерах можно запускать обсчёт сласинга в несколько потоком, что уменьшит время слайсинга. Но увеличит нагрузку на процессор и занимаемый объем памяти компьютера.
Resolution – минимальное разрешение деталей модели для слайсинга.
Остальные параметры в принципе вам не нужны.
Перейдем к следующей закладке, настройкой параметров в которой и можно в большинстве случаев и обойтись.
Это настройки параметров печатных материалов или
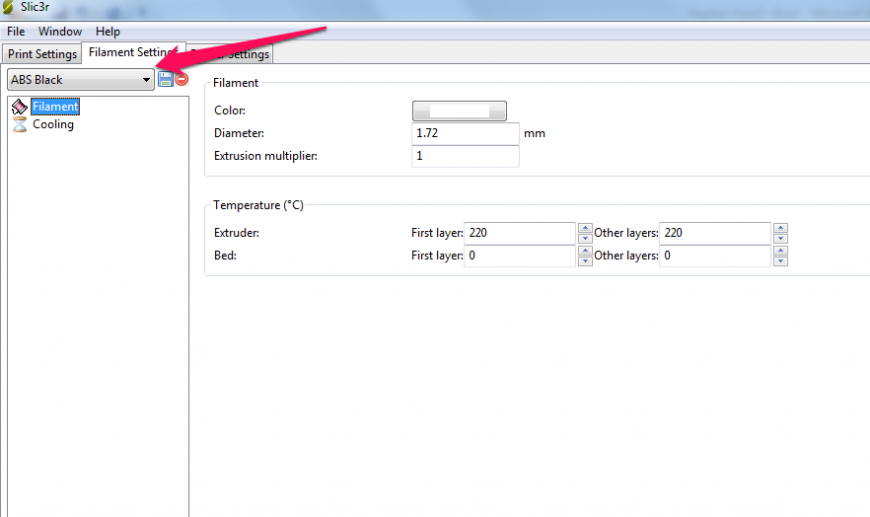
В левом углу (указанном стрелкой) можно выбрать готовый профиль. Настроить его или создать и сохранить свой.
Diameter – диаметр пластиковой нити в мм.
Extruder – температура экструдера для первого слоя (First Layer) и последующих слоев (Other Layers).
Bed –температура стола для первого слоя (First Layer) и последующих слоев (Other Layers).
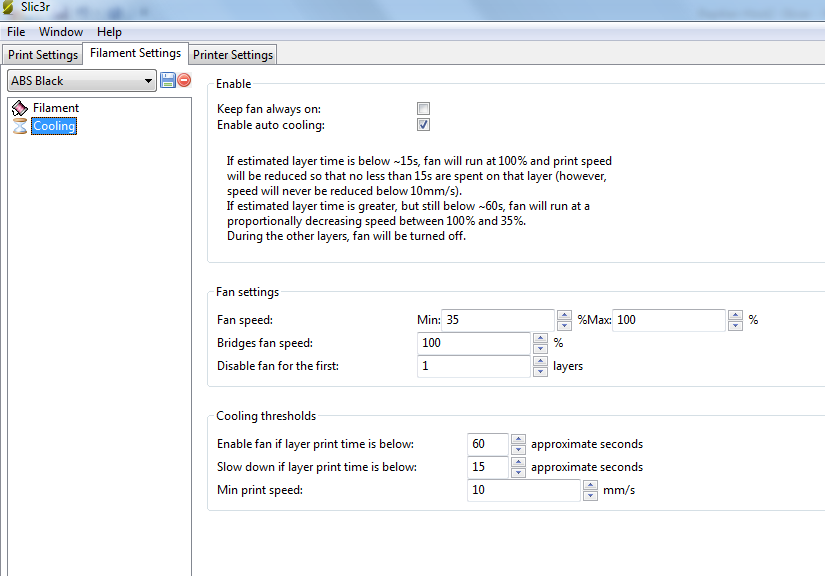
Keep fan always on – вентилятор включен всегда.
Enable auto cooling – вентилятор включается автоматически (да – для PLA, нет – для ABS).
Fan speed – скорость обдува минимальная (Min)и максимальная (Max).
Bridges fan speed – скорость обдува при печати мостов (проценты от максимальной мощности).
Disable fan for the first layers – отключение обдува для указанного количества слоев, начиная с первого.
Enable fan in layer print time is below – включение обдува, если печать слоя занимает больше указанного количества секунд.
Slow down if layer print time is below – замедлить печать, если время печати слоя меньше указанного количества секунд.
Min print speed – минимальная скорость печати.
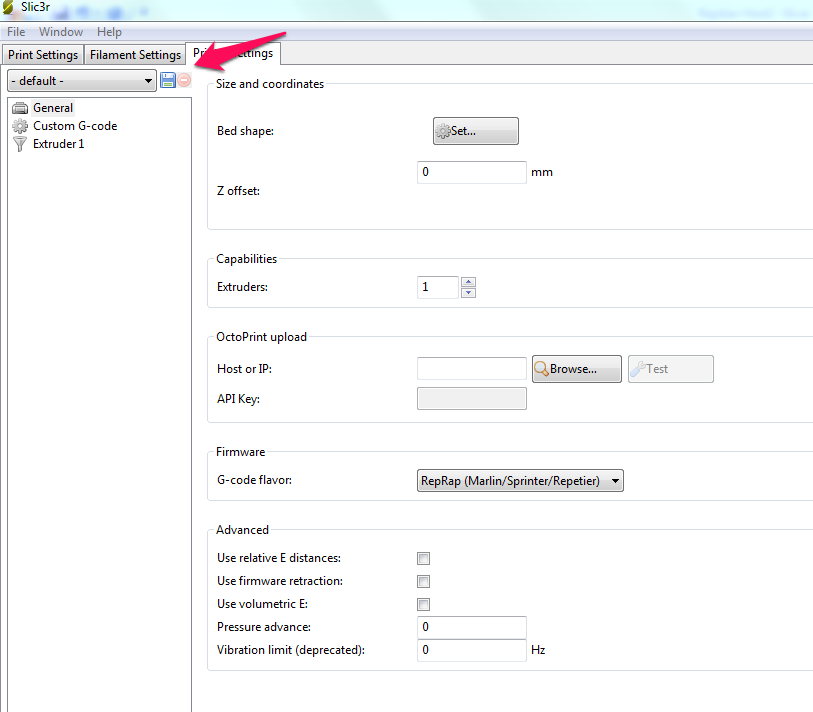
Слева вверху (куда указывает стрелка) можно выбрать, изменить и сохранить с собственным названием несколько профилей для разных принтеров.
Z offset – смещение по оси Z (не трогаем, если не понимаем зачем).
Extruders – количество экструдеров.
G-code flavor – выберите тип 3D принтера для генерации G-кода. В зависимости от типа принтера (RepRapMarlin/Sprinter/Repetier)
Остальные параметры большинству пользователей не нужны. А тем, кому не нужны, не будут читать эту статью.
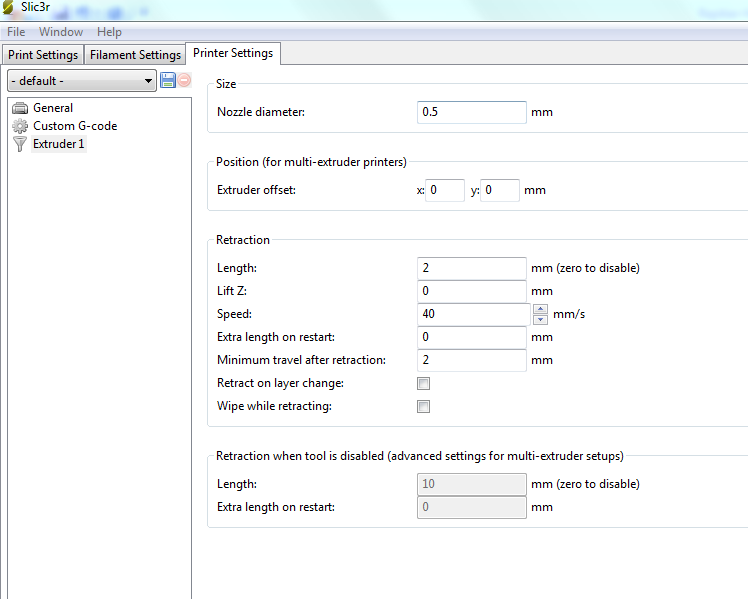
Nozzle diameter – диаметр сопла, мм.
Extruder offset – смещение экструдера по осям Xи Y (актуально только для принтеров с несколькими экструдерами, не используем).
Length – длина ‘втягиваемой’ нити.
Lift Z – приподнимание сопла на определенное количество мм. при перемещении экструдера без печати.
Speed – скорость ретракта.
Extra length on restart – длина выдавливаемого пластика перед возобновлением печати, после работы ретракта.
Minimum travel after retraction – минимальное расстояние перемещения для включения ретракта.
Retraction layer change – включить ретракт при переходе со слоя на слой.
Wipe before retract очистка сопла после ретракта.
Далее идут параметры для многоэкструдерных принтеров, при смене экструдера. Аналогично вышеуказанным.
Вот такая получилась статья. Мы надеемся, что она послужит толчком для освоения данной программы тем пользователям, которых страшит большое количество параметров и отсутствие русского языка.
И подписываемся на наши группы в соц.сетях:
Length of the infill anchor что это
This article is also available in following languages:
You may have noticed that there are new infill patterns in our new version of PrusaSlicer (2.3). Now, with the sheer amount of options, you might even feel overwhelmed with all the possibilities. Which infill should you choose? Is there a single universal pattern that works for every model? Or should you pick depending on a specific case? Let’s take a look at what can be accomplished by using the right kind of infill and adjusting its parameters.
Infill: inner structure of your 3D prints
First, let’s do a quick recap of what an infill is and why it is important. If you are a 3D-printing pro, you may want to skip this chapter, but it never hurts to brush up on the basics, right?
3D printed models are rarely printed solid (100% infill) or completely hollow. Instead, we use a method that fills the inside of an object with a sparse supporting structure. Infill provides internal support for top layers, which would otherwise have to bridge over empty space. This helps keep the model solid and prevents gaps and holes from appearing on the object’s top surfaces. Solid models (100% infill) consume large amounts of filament and time. Also, in most cases, solid models won’t provide better mechanical properties compared to models with a sparser infill. If you decide to print a model without an infill, you’re risking that the surface of angled walls and top layers will be compromised – there might be small gaps or even large holes. It’s pretty much obvious that the best solution lies somewhere in between. With proper infill settings, you can save a lot of material and time but also create some interesting patterns on the surface.
Most of the time, it makes very little sense to set the infill density higher than 40 %. Our testing revealed that the best density setting is 10-20%, and we implemented this value in our PrusaSlicer profiles. 10-20% is the ideal balance between strength, print reliability, print time, and material consumption. Of course, for some objects, a 5% (or lower) infill might be enough, especially large simple parts printed with PLA. With density higher than 20% comes higher tenacity. However, the same effect can be achieved by adding more perimeters as well (Print settings/Layers and perimeters). With different print settings, you can change not only the internal structure and mechanical properties but also print speed, material consumption and the object’s surface.
Before we start with advanced settings, let’s take a quick look at all available types of infills and their properties one by one.
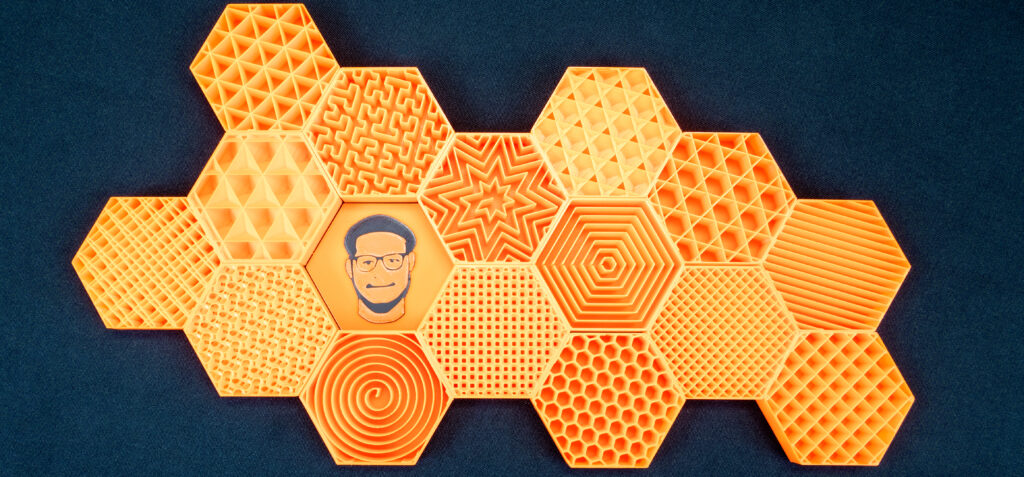
Infill types and their properties
The list of infills has grown a lot and it might be difficult to choose the right type. Although you may feel they differ mostly in appearance, the opposite is true. For example, some infills may save us a lot of material and time, some can be filled with liquid, etc.
Rectilinear
Rectilinear is one of the basic infill patterns. It creates a rectilinear grid by printing one layer in one direction, the next layer rotated by 90°, etc. This way, it saves filament and doesn’t accumulate material at crossings (unlike grid). It’s one of the fastest printed infills.
This type of infill is the only one recommended for 100% infill printing. If you have another type of infill set in your profile and change the infill percentage to 100% density, PrusaSlicer will automatically change the infill type to rectilinear.
Aligned rectilinear
This infill is formed by parallel lines drawn inside the model, which resemble the outside support structures. Similar to the previous type, this infill saves time, has average material consumption, plus it doesn’t accumulate material at crossings. However, using this infill might cause some trouble when the direction of the lines in the infill is the same as in the infill of the first top solid layer – if they are perfectly parallel, the top layers might have issues with bridging.
Grid
This is one of the simplest and fastest variants of infill. Unlike rectilinear, it’s printed in both directions (rotated by 90°) in each layer. This way, material accumulates in spots where the paths cross. The grid infill is more solid (and has better layer adhesion) than the rectilinear infill, however, it sometimes can cause annoying noise or even a print failure due to the nozzle going over the crossings where material accumulates.

Due to the way this infill is printed, the paths cross and cause the material to accumulate in these spots. You may hear a specific noise as the nozzle hits these parts. This may even lead to a failed print.
Triangles
This infill works similarly to the grid infill – the paths cross in one layer, however, this time they are printed in three directions and form a triangle structure. Material and time consumption is almost identical to the grid.
Stars
The Stars infill is based on triangles but paths are shifted to make six-pointed stars. Again, this infill is created by lines that cross each other within a single layer. Material and time consumption is similar to the previous infill.
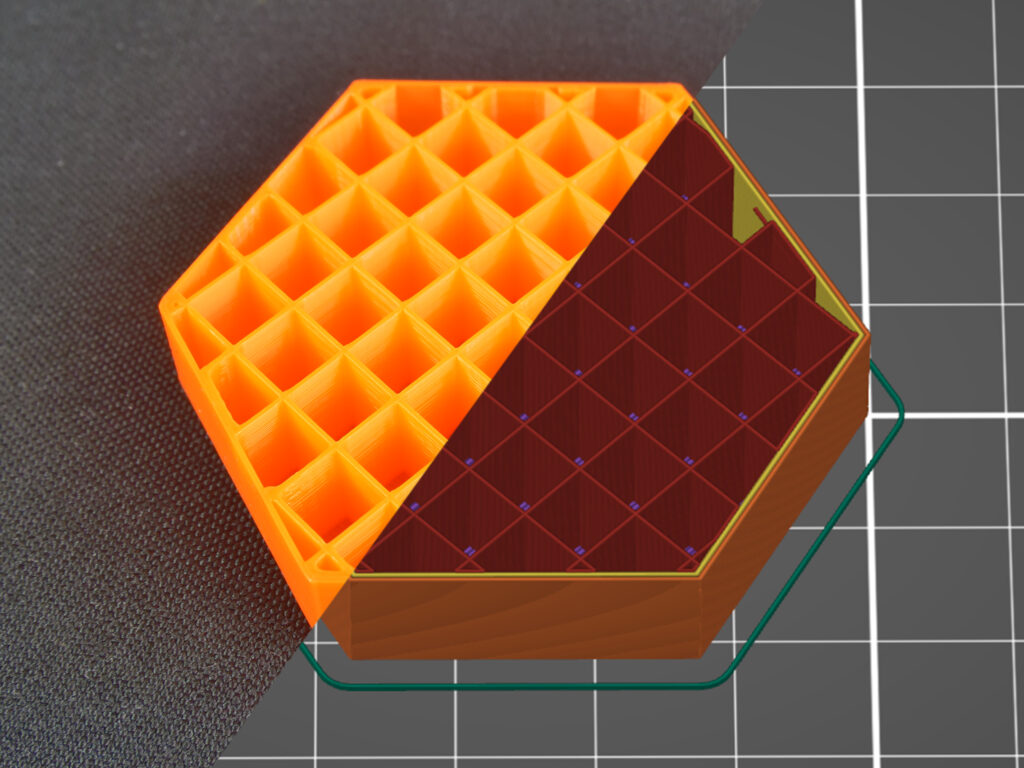
Cubic
Again, this is an infill with paths that cross each other within one layer. However, unlike previously described infills, it creates cubes oriented with one corner facing down. This way it makes numerous air pockets that might serve as heat insulation, or cause the object to float on water (with waterproof filaments such as PETG). Print time and filament consumption does not differ from the previous infills.
Line
The Line is one of the infills that don’t feature any crossing paths in one layer. Its paths are similar to the rectilinear infill but they are not parallel to each other. Instead, they are printed at an acute angle. Unsurprisingly, this infill is similar to rectilinear when it comes to printing time and material consumption.
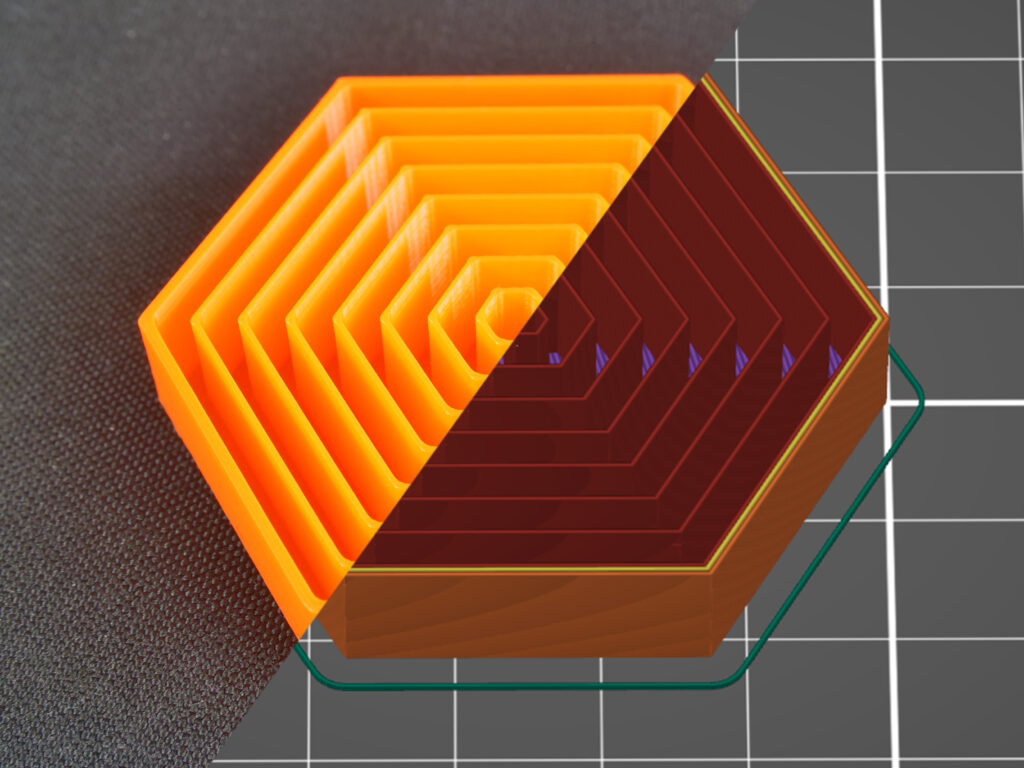
Concentric
The concentric infill traces the model perimeter lines and makes them smaller towards the center. In other words: if you print a cylinder, the concentric infill will create concentric circles inside that cylinder. This can be useful with transparent parts or flexible models (RC tires for example). The main disadvantage is the time spent printing. Material consumption is not higher than previous types of infill patterns.
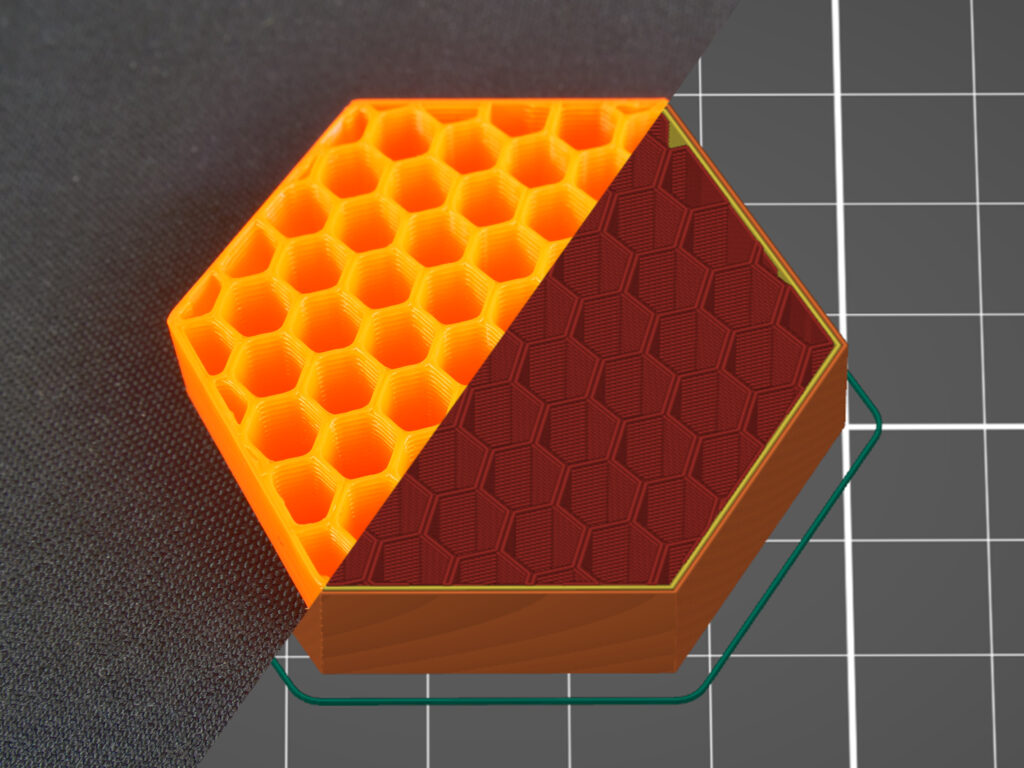
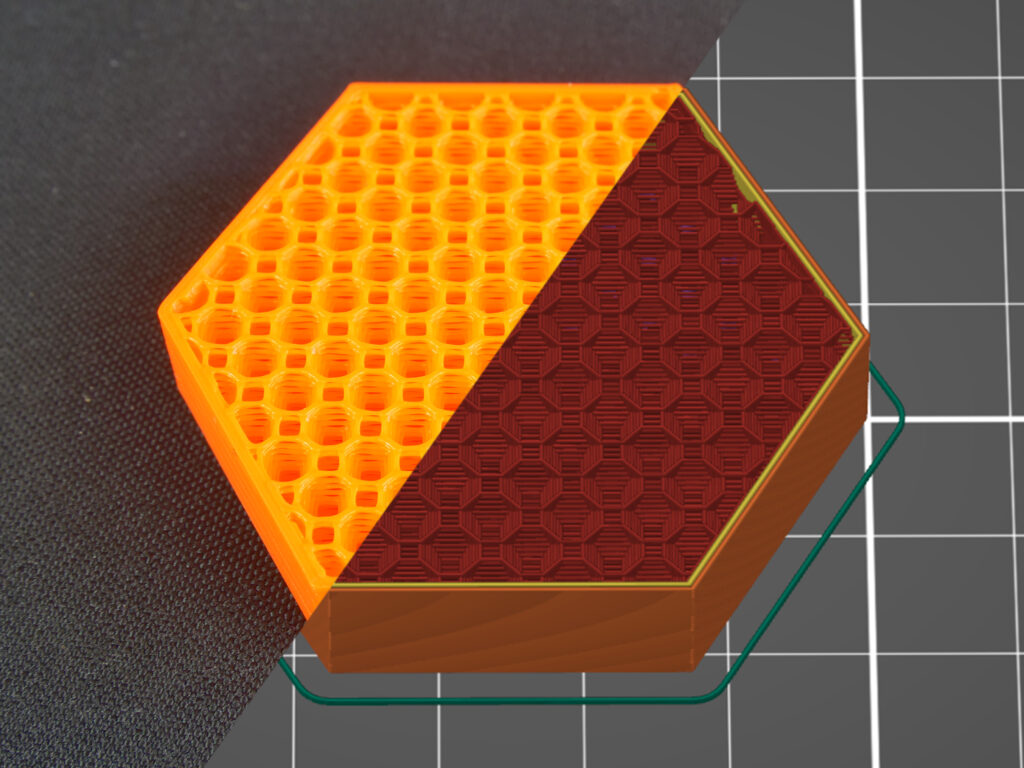
Honeycomb
This infill prints a grid made of hexagons. Its main advantage is mechanical resistance and optimal paths without crossings. The main disadvantages are higher material consumption (approx. 25% more) compared to other infills, and print time that can take up to twice the time of previously described options.
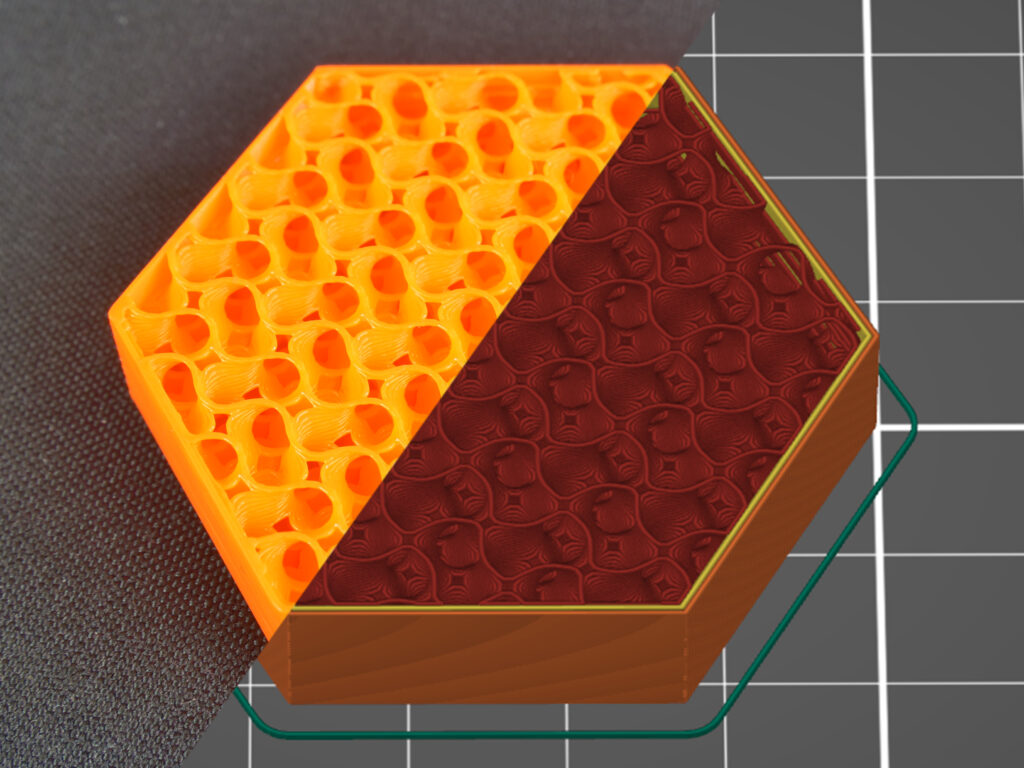
3D honeycomb
3D honeycomb prints bigger and smaller squares and octagons to create columns of periodically increasing and decreasing thickness. Again, this infill doesn’t have crossing lines in one layer, however, due to the way it lays down the paths, it creates small gaps between layers. Material consumption and print time are slightly worse compared to the regular honeycomb pattern.
Gyroid
The Gyroid is our favorite and one of the best infills. It’s one of the few 3D structures that provide great support in every direction. Plus it’s printed relatively fast, saves material, doesn’t have crossing lines in one layer and looks great. The special shape of this infill allows filling it with epoxy resin or another liquid.
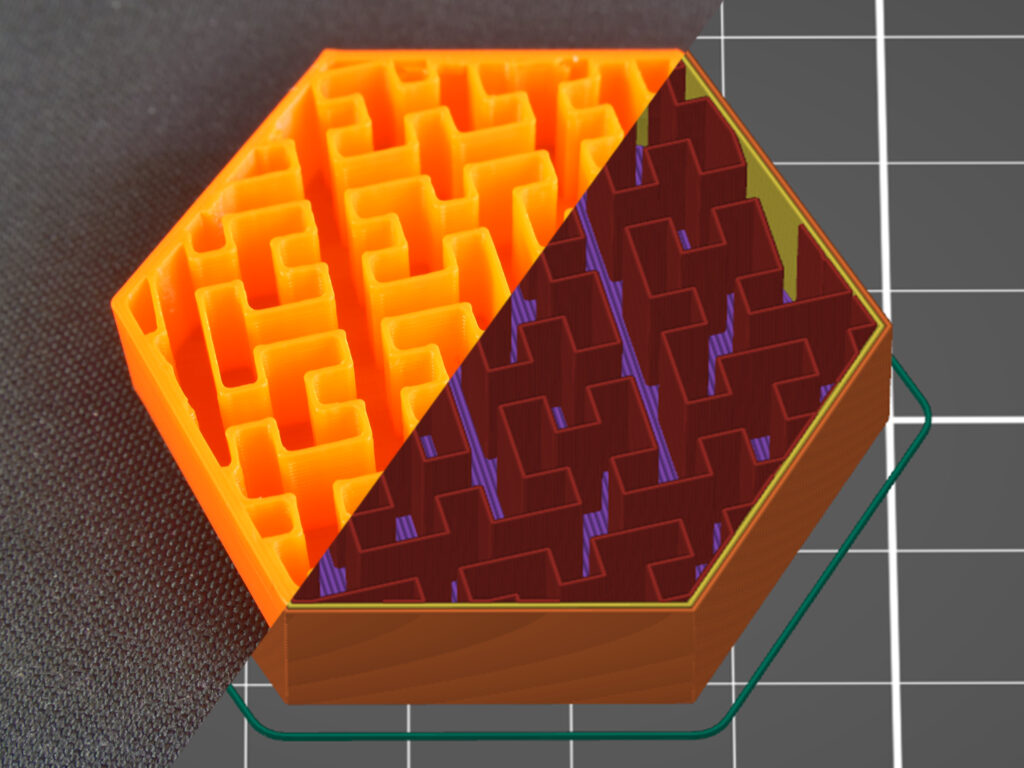
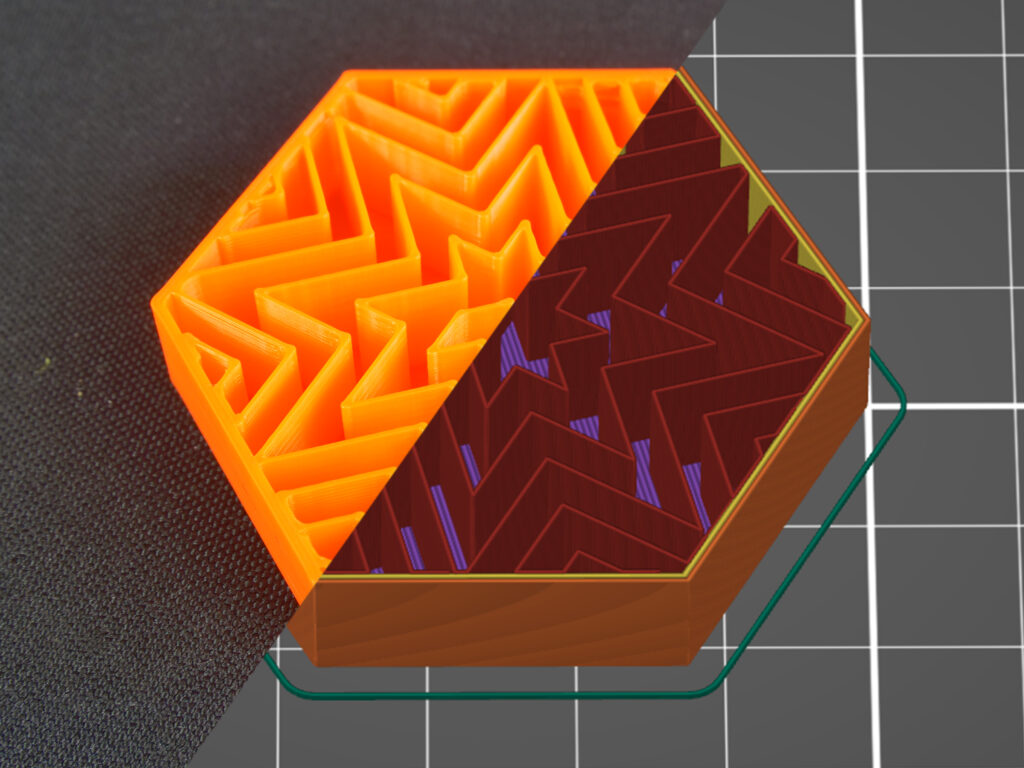
Hilbert curve
The Hilbert curve creates a rectangular labyrinth inside the model. The main advantage of this infill is its non-traditional look, plus it can be pretty easily filled with epoxy resin or another liquid – the model is split into several large cavities, instead of a number of small “bubbles”. The main disadvantage of this infill is increased print time, which sits somewhere between honeycomb and rectilinear infills. The material consumption of the Hilbert curve is similar to the rectilinear.
Archimedean chords
Again, this spiral-twisted infill allows easier filling with liquid. This simple shape saves material and time (compared to the rectilinear infill). Similar to the concentric infill, the Archimedean chords help with model flexibility if you print it with flexible filament.
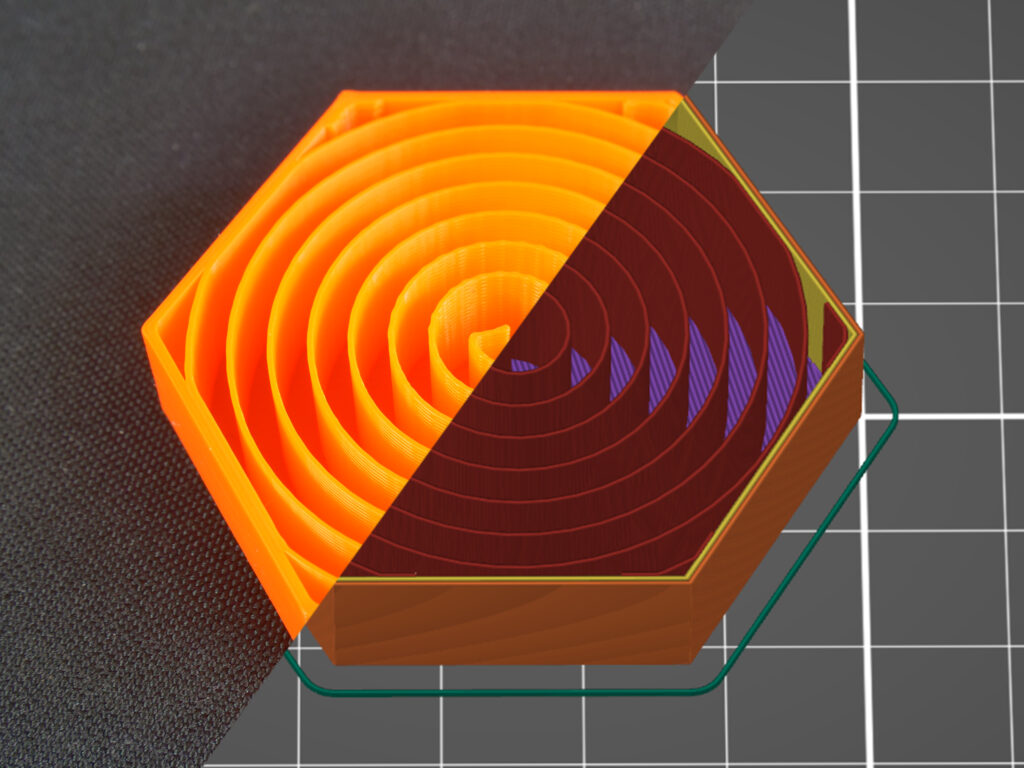
Octagram spiral
Octagram spiral allows filling the object with liquid easily due to larger compartments made with this type of infill. An Octagram spiral might also help with flexibility for certain models. But mostly it’s for aesthetic purposes and top layer support. Material consumption is similar to Archimedean chords but print time is slightly longer.
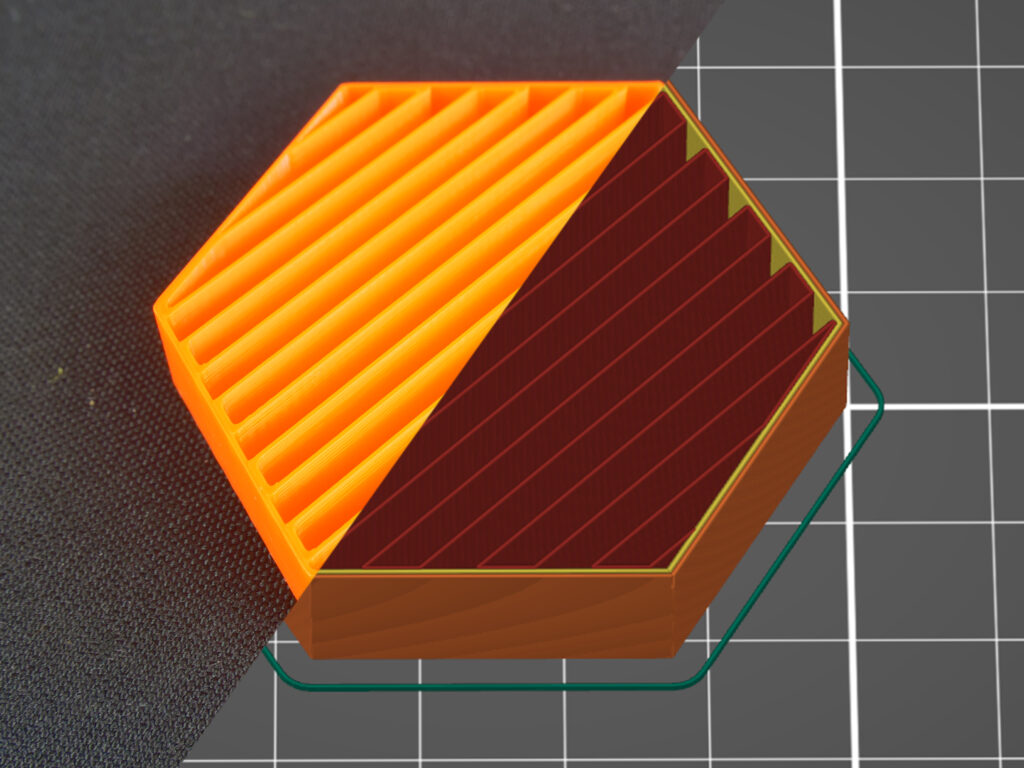
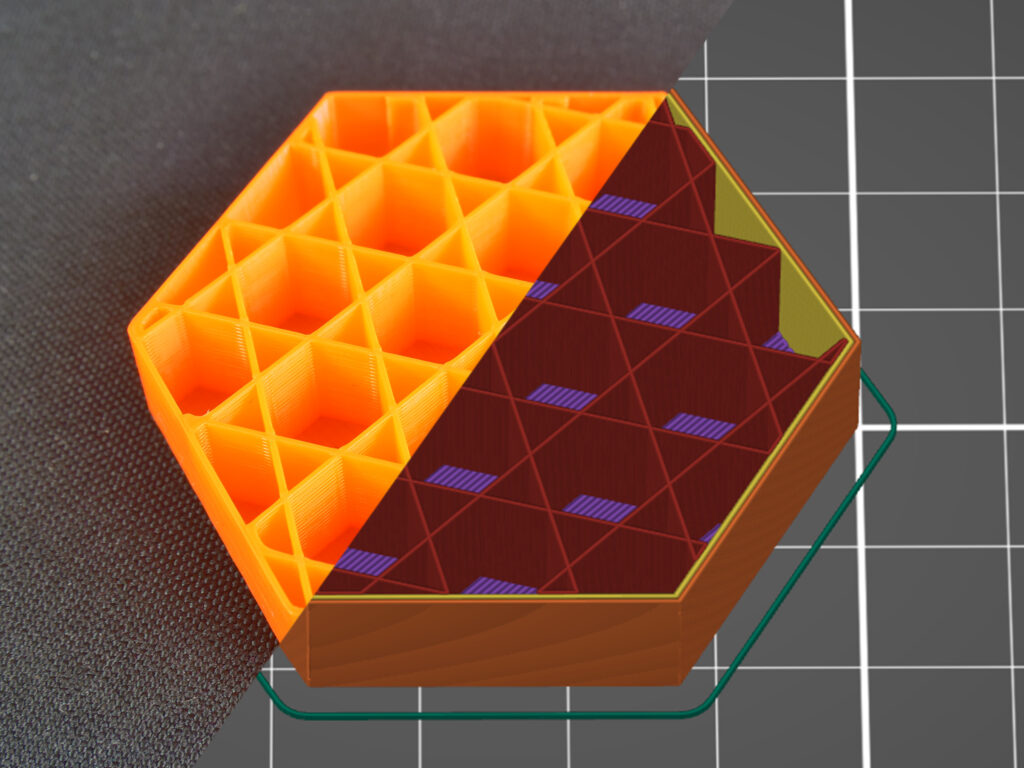
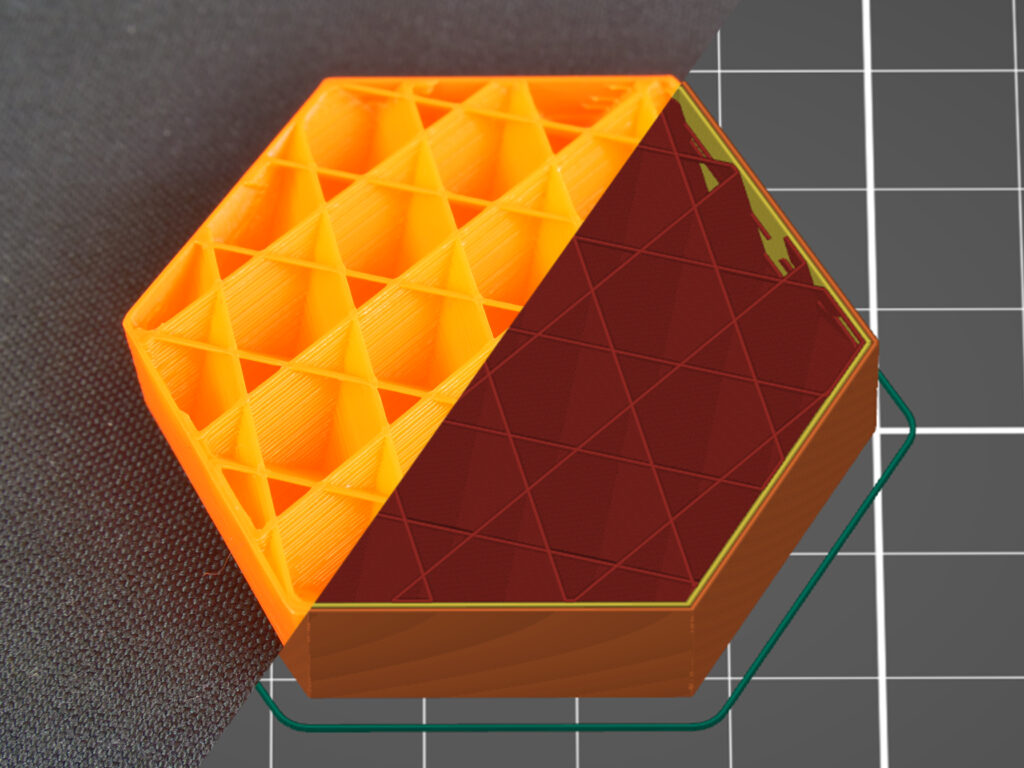
Adaptive cubic
The adaptive cubic infill works on the same principle as cubic: It consists of cubes oriented corner-down where lines cross themselves in one layer. But there’s one great advantage: Unlike a simple cubic infill, this pattern makes the infill denser towards the model edges, leaving large cavities in the middle. Material consumption is approx. ¼ less than the rectilinear infill.
The Adaptive Cubic infill works by refining those cells of an octree, that contain any object triangle. Anchors are added to each infill line. This makes the infill sturdier and it stabilizes the extrusion flow at the start of an infill line. Basically, This infill gets automatically more or less dense, depending on the distance to the nearest wall. This is especially useful for large prints with a big internal volume. The result is shorter print time and lower filament consumption while maintaining great support for top layers and similar mechanical properties.
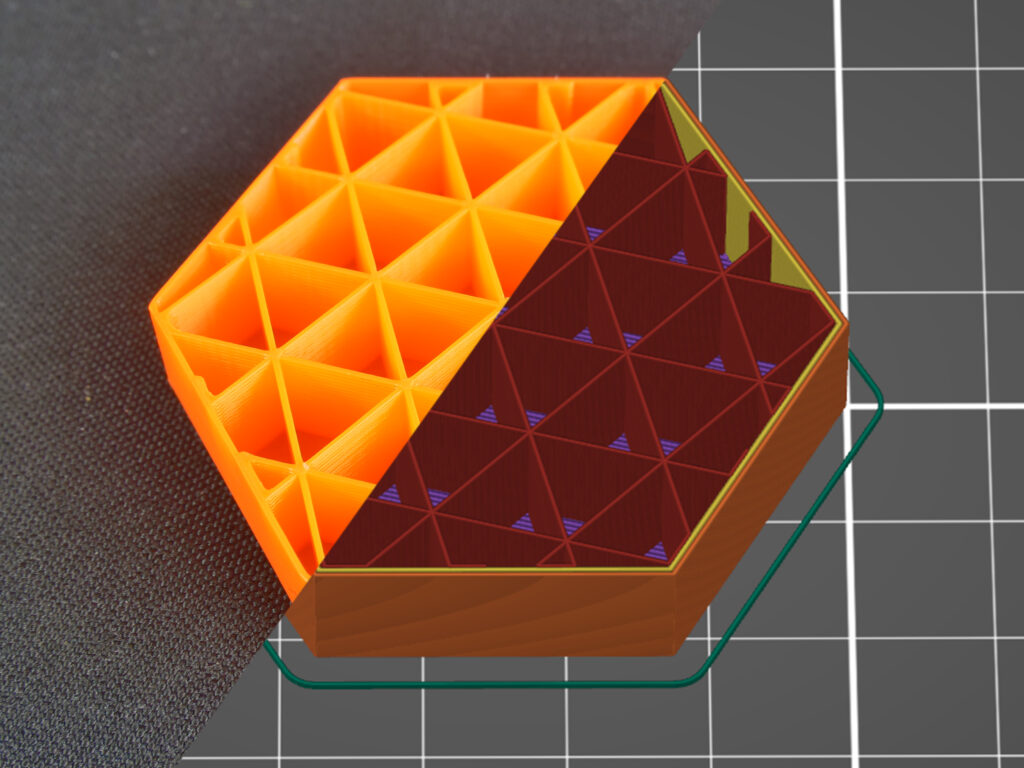
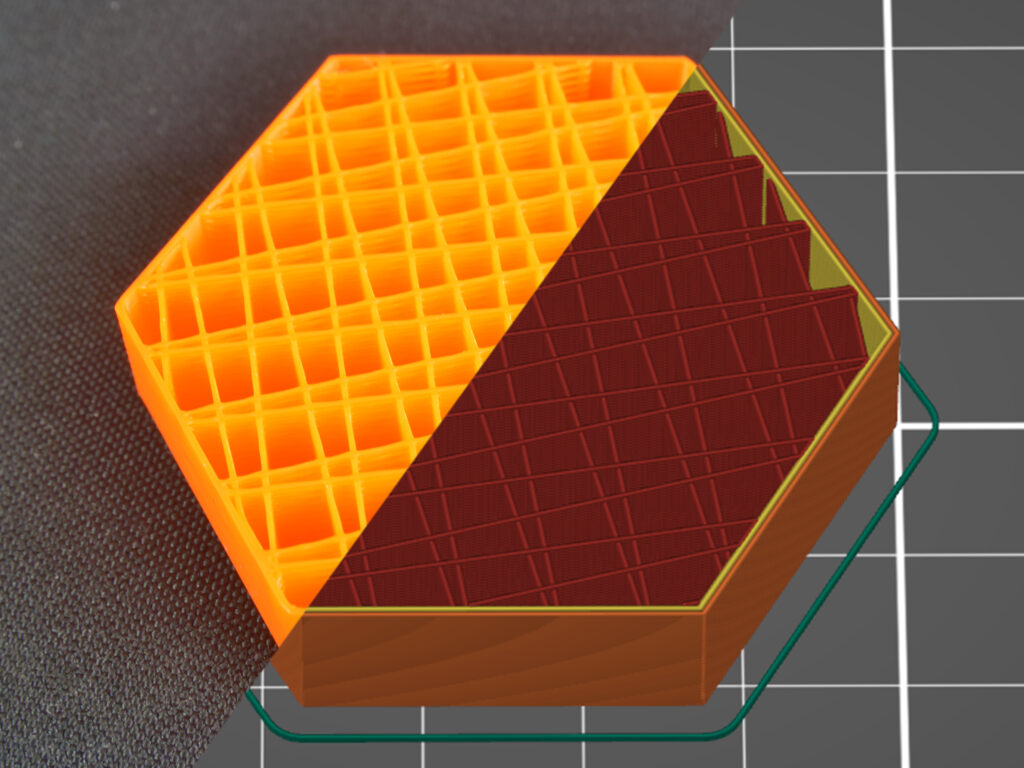
Support cubic
The support cubic infill works similarly to the previous type but with one difference: the infill density increases only in the Z-axis. Its primary function is to support top layers by saving as much material as possible, it doesn’t improve any mechanical qualities of the model. Material consumption and print time of this infill are by far the lowest of all the supported infills.

Types of top (bottom) layer infill
Editing infill doesn’t end with choosing an infill type for the internal parts of the object. You can also change top and bottom layer infill types to get some interesting results. These can be adjusted in the Print settings/Infill/Top (Bottom) fill pattern tab. However, changing the top or bottom infill mostly affects the aesthetic changes and does not improve the mechanical properties of the model.
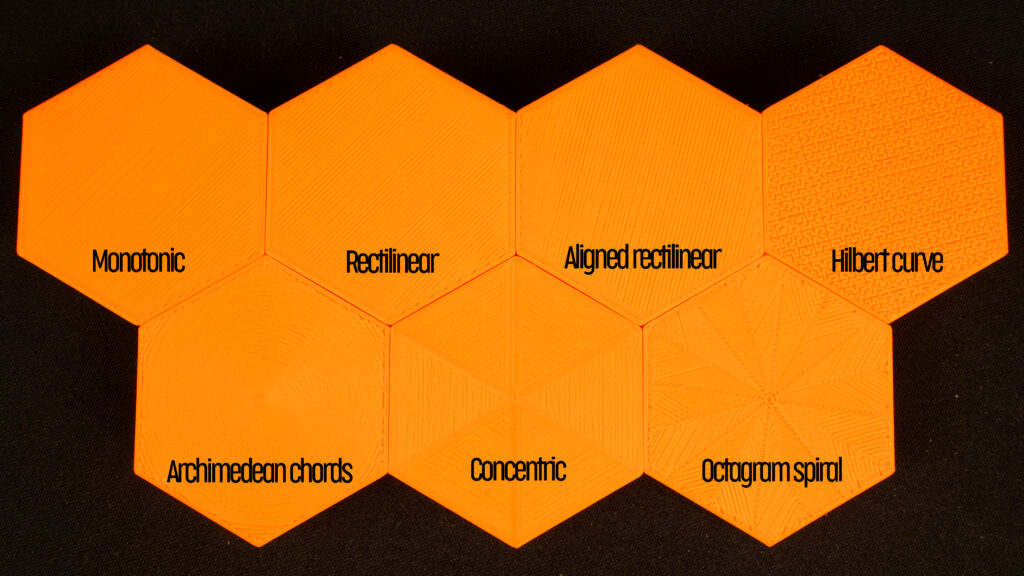
All seven types of the top (bottom) infills printed with 80% flow to highlight the patterns.
Rectilinear
Again, this is one of the most common (and basic) types of top infill. The print paths are oriented zig-zag for the whole layer. However, this is the simplest type of infill that doesn’t provide any advantage whatsoever (see Monotonic infill).
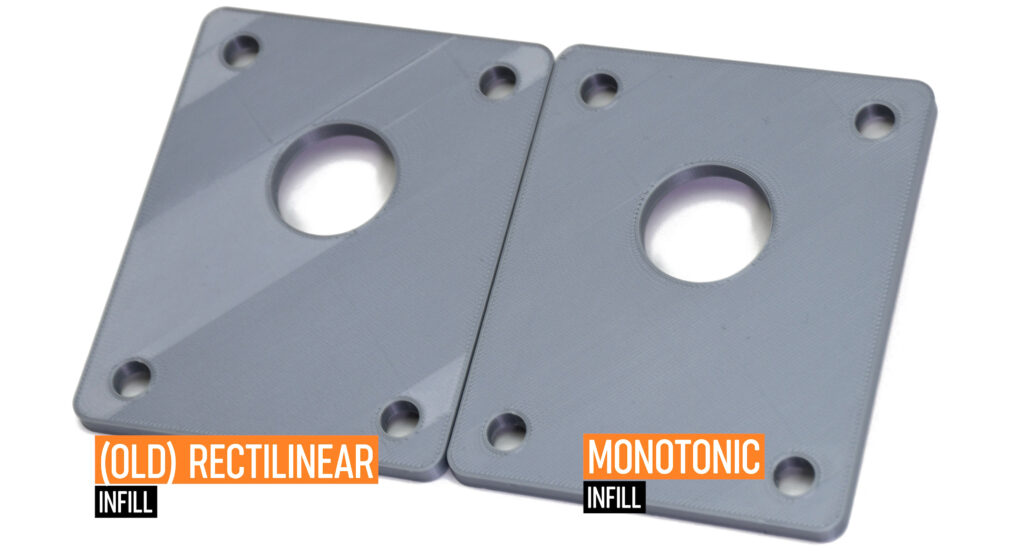
Monotonic
The monotonic infill pattern fills the top (bottom) layer with parallel lines, similar to the rectilinear infill type. However, this infill works with advanced path planning. Unlike rectilinear, this infill is always printed left to right and never in the opposite direction. This simple system leads to achieving a homogenous infill without ugly ridges. These usually appear with other infills when left to right paths meet the right to left ones. This seemingly simple method is surprisingly hard to implement. We used the Ant Colony System variant described by Raad Salman.
Aligned rectilinear
This infill pattern works similarly to the rectilinear infill but the last layers on all top surfaces are aligned in the same direction. This can help for creating a homogenous top layer pattern for models that have top layers in different heights (imagine a staircase model).
Concentric
The concentric infill pattern copies perimeter shapes. If you print a cylinder, it will create concentric circles on top of the model.
Hilbert curve
This is mostly an aesthetic infill. If it’s printed inside, Hilbert Curve creates rectangular shapes, while the topmost layer looks more like a wicker basket. Some people say that it looks “wormy”. This infill significantly increases the print time due to the complex shape.
Archimedean chords
The topmost layer of archimedean chords is printed in a spiral. This infill can save time when printing certain models.
Octagram spiral
Again, this infill is described above. It’s good mainly for aesthetic purposes but due to the complex shape, it prolongs the print time.
Advanced settings
PrusaSlicer lets you adjust infill patterns even more! If you switch to the Advanced or Expert mode, you’ll find a lot more settings in the Infill tab. Let’s take a look at all the settings related to infills, regardless of whether it’s in Advanced or Expert mode:
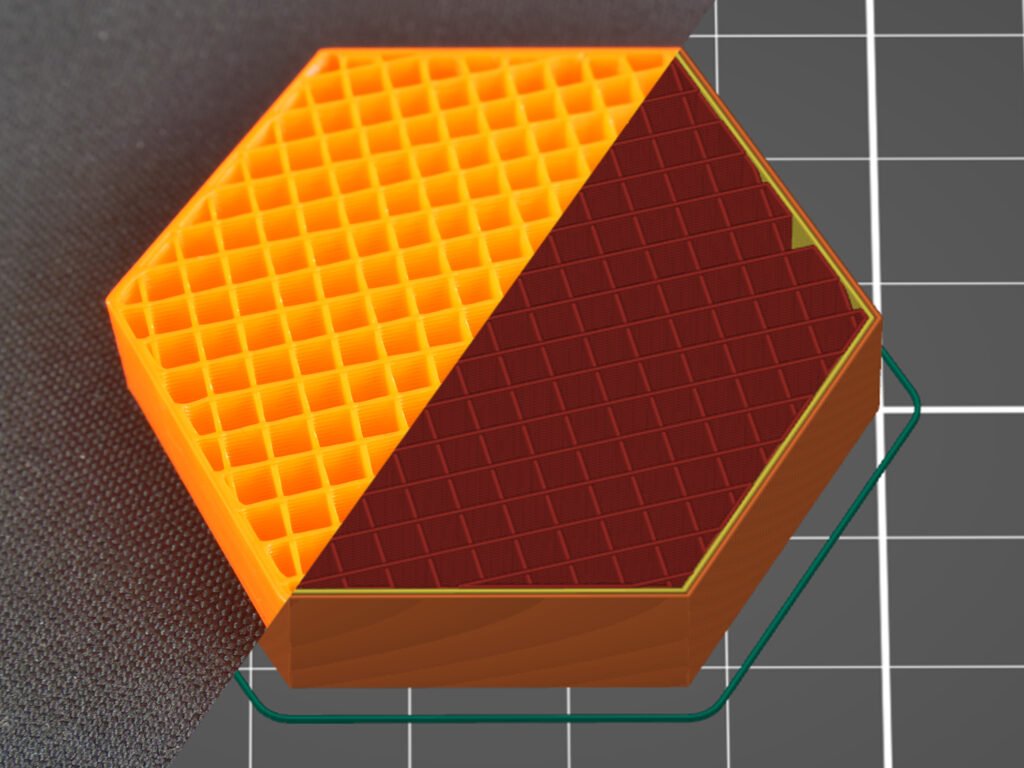
Length of the infill anchor
The infill is usually connected to the perimeters with a so-called anchor, which is a short line of another (inner) perimeter that turns into an infill line. The length of the infill anchor value sets how many millimeters of this anchor will connect the infill and the perimeters. If you set this value to 0, the infill will be printed independently on the perimeters. Set a higher value to print the anchor that will continue as the infill itself. The infill anchor helps to increase model integrity and toughness.
The maximum length of the infill anchor
This value sets the maximum length of the infill anchor connecting the infill with perimeters.
Ironing
Ironing creates a smooth top surface on horizontal planes – filament paths are almost invisible. How is this achieved? The hot nozzle goes over the surface one more time but with low filament flow. Turning the ironing on or off, and/or choosing the ironing type (all top surfaces, topmost surface only, all solid surfaces) should be enough for most 3D printer users. However, some may want to tweak the flow rate or spacing between ironing passes. The flow rate is set as a percentage linked to the normal layer height, the spacing between ironing passes tells how far the parallel nozzle tracks should be from each other. These parameter values are set to optimal values, but you can experiment with them as you wish if you are not happy with the results.

If you increase flow, you risk that material leftovers will remain on the surface. Also, the nozzle tracks may remain visible. Lower flow, on the other hand, will leave the last layer paths visible due to a lack of material filling the gaps.
Spacing between ironing passes has a great influence on the top layer visibility too. To make it a bit easier to imagine, we’ll compare it to a snowplow. Let’s say you use only a part of the plow blade to clean off the snow – it will remove some amount of snow and clean the plowed part of the road, too. However, if you dig the entire plow blade into the snow and move forward, you’ll create a path, but there will be excess snow left behind.
To find out more about ironing, read our older article.
Reducing printing time
PrusaSlicer offers two variants of saving time and material. The first option is combining infill every X layers. The default value is set to 1, where every perimeter layer is printed with one infill layer (1 = ratio of 1 infill layer per 1 perimeter layer). Increasing the value to 2 (2:1 ratio) will print one layer of infill (of according layer height) for every two perimeter layers. But keep in mind that this value cannot be increased infinitely. PrusaSlicer will let you set it very high but the only maximal physically possible value will be written into G-code. To be specific: If you use a 0.4mm nozzle and 0.15mm layer height, the slicer won’t let you print one infill layer less often than every two perimeter layers. Otherwise, the infill would be printed to empty space. But if you print with 0.05mm layer height (0.4mm nozzle), you can combine infill every 6 layers (maximum layer height is 0.3mm).
The second variant of saving time (and material) is printing infill only where needed. For example, if you print a sphere, this function will make only an infill column in the center to support possible overhangs. The main disadvantage of this function is low denting resistance due to the lack of infill in some model parts.
Advanced
These infill settings are truly advanced stuff and most 3D printer users won’t even come close to ever needing them. However, there might be some special cases when you’ll need to adjust them, so let’s take a look at what they do:
Printing solid infill every X layers can come in handy when you want to increase the model’s toughness (increasing the number of perimeters works better, though) or dividing it into multiple cavities that might be useful if you want the object to float on water. This function simply causes a solid infill to be printed at regular intervals.
Fill angle rotates its pattern by chosen angle.
Solid infill threshold area is useful mostly for tiny and complex parts. With this setting, you can adjust how large or small cavities of the model should be filled with a 100% infill. This can help to make thin parts stronger.
A bridging angle is calculated by PrusaSlicer automatically. If you leave it at 0°, PrusaSlicer will choose the best value. However, you can change it manually if you wish. Printing with a bridging angle equal to 0° can be achieved by setting it to 180°.
Only retracting when crossing perimeters can reduce printing time a little and increase infill integrity. Turning retractions off will increase filament dripping that won’t be visible (hidden inside model). Retractions will remain turned on for perimeters.
Printing Infill before perimeters might sometimes help with printing overhangs where perimeters have nothing to attach to. However, infill might negatively impact the quality of the external surface. The second usage of this method is for MMU2s where wiping colors gets better results – the color is cleaned to infill and the perimeter is printed with clean color.



