Какой параметр определяет различную точность одинаковых номинальных размеров
проверен расчетами и служит
началом отсчета, часто наз. нулевой
Для уменьшения количества типовых размеров заготовок, деталей режущего и измерительного инструментов дробные значения следует округлять в большую сторону и выбирать из ряда предпочтительных чисел.
Предельное отклонение – разность между предельным значением и номинальным.
Отклонения равные нулю на чертеже не проставляются.
Симметричные одинаковые отклонения пишутся один раз с высотой цифр равной номиналу.
Допуск – разность между предельными размерами или предельными отклонениями.
Посадка – характер соединения деталей, определяемый наличием в нем зазоров или натягов [1) с зазором ( S ), 2) с натягом ( N ), 3) переходные ( SN )].
Зазор – разность размеров отверстия и вала, если размер отверстия больше размера вала.
Натяг – разность размеров отверстия и вала, если размер вала больше размера отверстия.
2) Характеристики системы допусков и посадок гладких цилиндрических соединений: нормальная температура, единица допуска, квалитеты, формула допуска, интервалы диаметров и ряды допусков.
Системой допусков и посадок называют совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
Нормальная температура (во всех странах принята равной +20°С) – такая температура принята как близкая к температуре рабочих помещений машиностроительных и приборостроительных заводов. Температурную погрешность приблизительно определяют по формуле: ∆ l = l ( α 1∆ t 1-α2∆ t 2), где l – измеряемый диаметр; α1 и α2 – температурные коэффициенты линейного расширения материалов детали и измерительного средства; ∆ t 1= t 1-20 °С – разность между температурой детали t 1 и нормальной температурой; ∆ t 2= t 2-20°С – разность между температурой измерительного средства t 2 и нормальной температурой.
Квалитет – совокупность допусков, характеризуемых постоянной относительной точностью для всех номинальных размеров донного диапазона.
Допуски для номинальных размеров
Что же такое «допуск»?
До́пуск — разность между наибольшим и наименьшим предельными значениями параметров (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической точности или требований к изделию (продукту). Любое значение параметра, оказывающееся в заданном интервале, является допустимым.
Допуск IT = International tolerance;
Верхние и нижние отклонения, ES = Ecart Superieur, EI = Ecart Interieur,
Для отверстий большие буквы (ES, D), для валов малые (es, d).
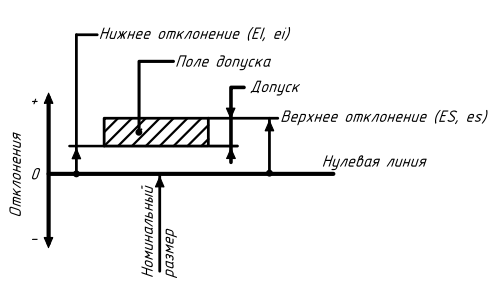
Схема поля допуска на отверстие. По чертежу — 4 мм, предельные размеры — 4,1—4,5. В данном случае поле допуска не пересекает нулевую линию, так как оба предельных размера выше номинального.
Квалитет является мерой точности. С увеличением квалитета точность понижается (допуск увеличивается).
Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
— Квалитеты с 1 до 4-го используются для изготовления калибров и контркалибров.
— Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения (ГЦС).
— Квалитеты от 13-го до 17-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.

Для отверстия: 100H12, допуск составит +0,35 мм.
Радиус скругления (размер): R30, поле допуска (+/-)IT12/2, допуск составит (+/-)0,105 мм.

Лига технологов
49 постов 1.1K подписчик
Правила сообщества
Если вы хотите добавить пост пожалуйста убедитесь что информация в нем правдива.
Посты не по теме,с ложной информацией и т.п. будут удаляться.
Чтобы стать участником Лиги,надо написать мне в личку или призвать в комментариях с просьбой о принятии в Лигу.
Те кто приняты в Лигу,могут помогать пикабушникам от имени Лиги технологов.
Допуск для 3802 по h12, напишите кто-то.


Ученые разработали способ для контроля за мыслями и поведением человека
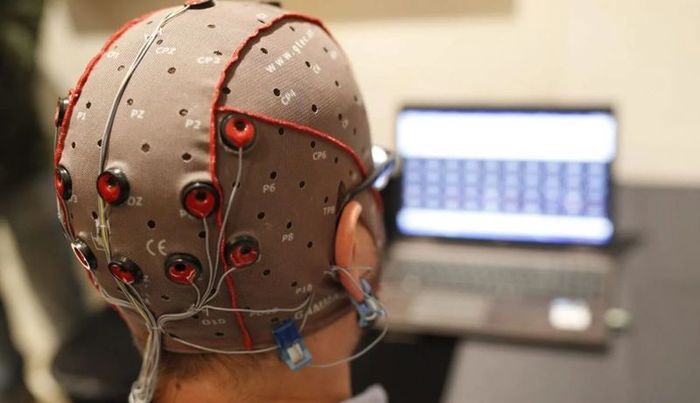
Научные специалисты из США отчитались о предварительных результатах исследований на пациентах, согласно которым некоторые мозговые функции человека, отвечающие за самоконтроль и гибкость интеллекта, можно изменить в положительную сторону. Достичь такого феноменального результата получилось благодаря объединению возможностей ИИ с таргетированной стимуляцией участков мозга.
В исследовании приняло участие 12 человек. Все они перенесли операцию на мозге по причине эпилепсии. В ходе нее пациентам были внедрены несколько сотен небольших электродов, которые были размещены в мозговых тканях для локализации области и причины возникновения судорог.
Исследователям удалось определитель участок мозга, стимуляция которого положительно сказывалась на психическом состоянии пациентов. Данная часть мозга, так называемая внутренняя капсула, ответственна за контролирование когнитивного состояния, а также переход между образами мышления, свойственный людям с психическими заболеваниями.
По словам одного из авторов работы Алика Виджа, примером может служить человек с депрессией, которого длительное время не оставляет какая-либо неприятная мысль. Так как когнитивный контроль в этом случае имеет огромное значение, поиск методов его улучшения может стать инновационным подходом в лечении подобных болезней и расстройств.
В ходе исследования были также разработаны алгоритмы, которые отслеживали возможности пациентов к когнитивному контролю, как по внешним факторам, так и по активности мозга. Когда участники менее успешно проходили тесты, ИИ определял это и повышал стимуляцию конкретных участков мозга.
По итогам научной работы были выдвинуты следующие тезисы:
— Ряд человеческих психических функций коррелирует с соответствующими заболеваниями и может быть изменен в положительную сторону при помощи таргетированной стимуляции.
— Во внутренней капсуле имеются участки, стимуляция которых наиболее положительно сказывается на конечном результате.
— Алгоритм, при котором учитывалась обратная связь, оказался на 100% более эффективным, нежели стимуляция в случайные моменты времени.
Часть пациентов, участвовавших в исследовании, имела также повышенную тревожность. В этом нет ничего удивительного, учитывая с какими трудностями им приходится сталкиваться в повседневной жизни.
После получения когнитивной стимуляции пациенты отмечали снижение тревожности. Им становилось легче не обращать внимание на постоянную тревогу и сосредотачиваться на выполнении своих дел.
Авторы научной работы утверждают, что в последствии разработанную методику можно будет применить для лечения людей с сильной и резистентной к медицинским препаратам тревожностью, депрессией, а также рядом других болезней.
А. Видж отметил, что это потенциально совершенно новый подход в лечении расстройств психики. Вместо борьбы с симптомами их разработка могла бы дать людям возможность управлять собственным разумом, обеспечив им полный контроль над ним.
В настоящее время научные специалисты готовятся к проведению клинических испытаний. Отмечается, что новое исследование может быть проведено с помощью уже существующей техники. Это означает, что в случае прохождения всех необходимых испытаний, методику удастся внедрить в практическую медицину в кратчайшие сроки.


Нейронные сети учатся распознавать Deepfake
Пару недель назад я выложил пост про нейронные сети, которые способны удалять с видео любые движущиеся объекты и всякие следы их существования. Тени от этих объектов, поднятую пыль, иногда даже почти хорошо удалялись волны на воде. И тогда, под тем постом, прямо таки развернулась дискуссия о том, как в принципе можно было бы бороться с подделкой видео. Не только с удалением объектов, но и с теми же дипфейками.
Этим вопросом и задались учёные из Германии и Италии. Ниже прикладываю презентацию их совместной научной работы.
А также, как и в прошлый раз, прикладываю своё собственное видео, с разбором того, а чём именно идёт речь в их презентации.
Итак, краткая выжимка того, о чём именно их работа. Конкретно эта группа учёных не ставила перед собой задачу разработать концептуально новую нейронную сеть, которая бы хорошо распознавала подделку на видео. Они провели комплексную сравнительную работу. Взяли набор видео, часть из которых была отредактированная нейронными сетями, а часть нет. И, с одной стороны, попросили группу людей угадать, какие именно видео являются подделками, а с другой стороны точно такую же задачу поставили перед распространёнными свёрточными нейронными сетями, основная задача которых как раз заключается в распознавании на видео и фотографиях тех или иных объектов. То есть, они брали не специализированные нейросети, а самые обычные. Те, которыми можно распознавать на видео котиков, к примеру.
По сути, самая очевидная идея в данном случае оказывается самой эффективной. Зачем придумывать сложные схемы борьбы с нейросетями, если можно просто заставить бороться с ними другие нейросети. Безусловно, данный метод не является самым надёжным. Но уже сегодня он является наиболее оправданным с позиции точности распознавания и ресурсов, которые требуются на создание такой системы. По факту, использовав созданный учёными в данной работе массив видео для обучения нейросетей, вы сможете у себя дома создать свою собственную систему распознавания дипфейков. Единственным ограничением правда будет время обучения такой сети. Если не использовать видеокарты NVidia старше 20хх серии и разработанную ими же библиотеку для машинного обучения, создание такой сети может затянуться на месяцы. Но тем не менее, такая возможность у вас всё ещё остаётся.
Какой параметр определяет различную точность одинаковых номинальных размеров
Основные нормы взаимозаменяемости
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
Общие положения, ряды допусков и основных отклонений
Basic norms of interchangeability. Unified system of tolerances and fits. General, series of tolerances and fundamental deviations
Дата введения 1990-01-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.04.89 N 983
3. ВЗАМЕН ГОСТ 25346-82
4. Стандарт полностью соответствует СТ СЭВ 145-88
5. Стандарт соответствует международному стандарту ИСО 286-1-88*
7. ИЗДАНИЕ с Поправками (ИУС 1-91, 5-92)
Настоящий стандарт распространяется на гладкие элементы деталей, цилиндрические и ограниченные параллельными плоскостями, а также на образованные ими посадки и устанавливает термины, определения и условные обозначения, допуски и основные отклонения системы допусков и посадок для размеров до 3150 мм и любых линейных размеров, если они не установлены другими стандартами.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Термины и определения


Примечание. В дальнейшем в стандарте под термином «допуск» понимают «стандартный допуск».
Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.

Примечание. Натяг можно определять как отрицательную разность между размерами отверстия и вала.








Допуски, посадки, отклонения. Точность размеров и формы при обработке деталей
1. Общие сведения о единой системе допусков и посадок
При изготовлении деталей из заготовок необходимо выдерживать определенные геометрические параметры поверхностей — их размеры, форму и относительное расположение. Степень приближения истинного значения рассматриваемого параметра к его теоретическому значению называется точностью.
Размер – это числовое значение линейной величины (диаметра, длины и т.д.), который в машиностроении измеряют в миллиметрах. Размеры подразделяют на номинальные, действительные и предельные.
Номинальный – это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер — это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений. Номинальные размеры можно классифицировать по назначению на определяющие величину и форму детали, координирующие и сборочные (монтажные). Кроме того, из соображений удобства и точности обработки иногда вводятся технологические размеры. Это тот теоретический размер, к которому как можно ближе должен соответствовать размер готовой детали.
Действительный – это размер, установленный измерением с допустимой погрешностью.
Чтобы изделие считалось годным, т.е. отвечало своему целевому назначению, его действительный размер должен быть выдержан между двумя теоретически допустимыми предельными размерами, разность которых образует допуск. Наибольший предельный размер — это больший из двух предельных, наименьший — это меньший из двух предельных размеров.
Для удобства указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого номинального размера (рис. 1). Абсолютную величину и знак отклонения получают вычитанием номинального размера из соответствующего предельного размера.
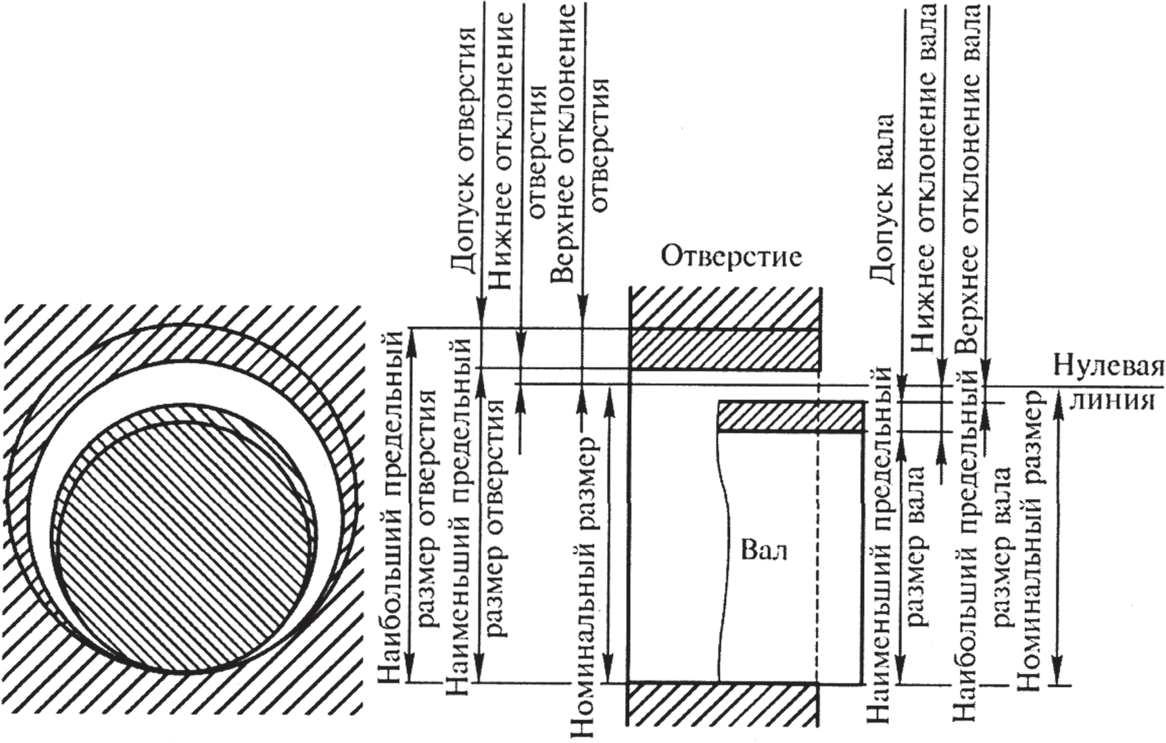
Рис. 1. Формирование отклонений для вала и отверстия относительно нулевой линии номинального размера
Отклонение – это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение – это алгебраическая разность между предельным и номинальным размерами. Предельные отклонения подразделяют на верхнее и нижнее.
Верхнее отклонение – это алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее отклонение – это алгебраическая разность между наименьшим предельным и номинальным размерами. Верхнее и нижнее отклонения приводятся в справочных таблицах и измеряются в микрометрах (мкм), а на чертежах указываются в миллиметрах (мм).
Классификацию отклонений по геометрическим параметрам целесообразно рассмотреть на примере соединения вала и отверстия. Термин «вал» применяют для обозначения наружных (охватываемых) элементов деталей, термин «отверстие» — для обозначения внутренних (охватывающих) элементов деталей. Термины «вал» и «отверстие» относят не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой охватываемой и охватывающей формы (например, ограниченным двумя параллельными плоскостями — шпоночное соединение).
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. При горизонтальном расположении нулевой линии положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Основное отклонение – одно из двух отклонений (верхнее или нижнее), ближайшее к нулевой линии, используемое для определения положения поля допуска относительно нулевой линии. Основное отверстие — это отверстие, нижнее отклонение которого равно нулю. Основной вал — это вал, верхнее отклонение которого равно нулю.
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки с зазором, с натягом и переходные, когда возможно получение как зазора, так и натяга (рис. 2).
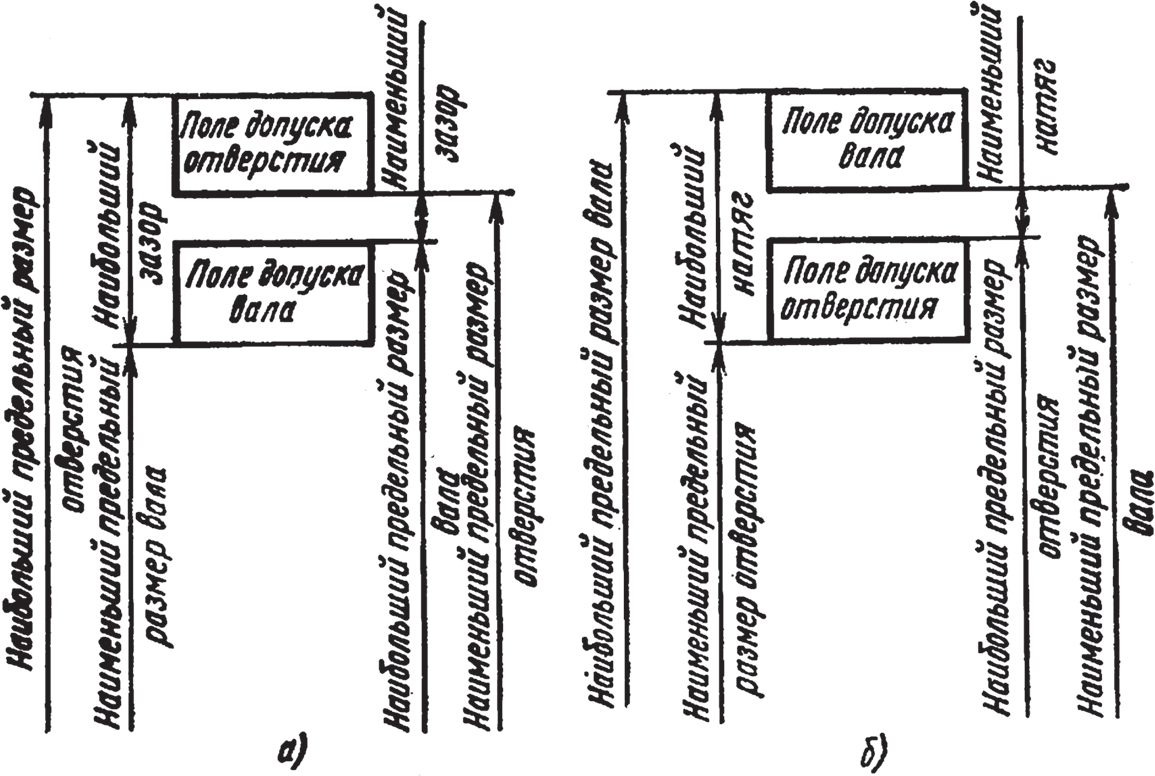
Рис. 2. Типы посадок: а — с зазором; б — с натягом
Номинальным размером посадки называется номинальный размер, общий для отверстия и вала, составляющих соединение. Зазором называется разность размеров отверстия и вала, если размер отверстия больше размера вала.
Посадка с зазором — это посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Поскольку идеально точное изготовление деталей невозможно, то невозможно получить в соединении один и тот же по величине зазор. В связи с этим назначаются два предельных значения — наименьший и наибольший зазоры, между которыми должен находиться зазор в соединении по выбранной посадке.
Натягом называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с натягом — это посадка, при которой обеспечивается натяг в соединении. Поле допуска отверстия расположено под полем допуска вала.
Если после назначения экономически целесообразных допусков на обработку вала и отверстия оказывается, что их поля допусков перекрываются частично или полностью, то такие соединения относят к переходным посадкам.
Переходная посадка — это посадка, при которой возможно получение как зазора, так и натяга.
Для оценки точности соединений (посадок) пользуются понятием «допуск посадки», под которым понимают сумму допусков отверстия и вала, составляющих соединение.
При соединении двух деталей (отверстие и вал) образуется посадка, определяемая разностью их размеров до сборки, т.е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают две равноценные системы образования посадок — система отверстия и система вала (рис. 3).
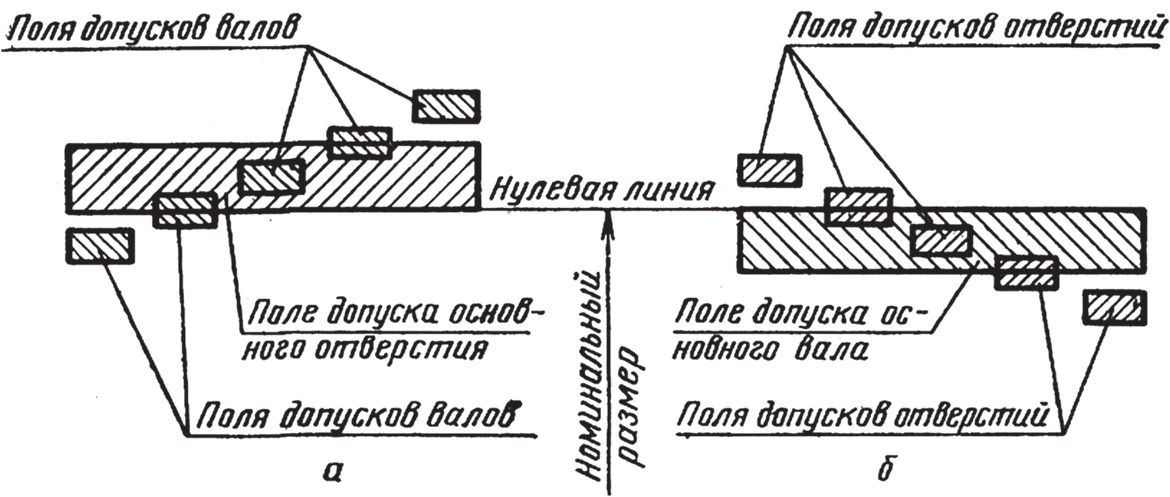
Рис. 3. Примеры посадок в системах: а — отверстия; б — вала
Посадки в системе отверстия – это посадки, у которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. У основного отверстия нижнее отклонение равно нулю или наименьший предельный размер его совпадает с номинальным размером соединения, а верхнее зависит от квалитета.
Посадки в системе вала – это посадки, у которых различные зазоры и натяги получаются соединением различных отверстий с основным валом. У основного вала верхнее отклонение равно нулю или наибольший предельный размер совпадает с номинальным размером соединения, а нижнее зависит от квалитета.
2. Указание на чертежах допусков размеров
Прежде чем назначить предельные отклонения размерам на чертежах определяют характер соединения, возможности ремонта, условия эксплуатации и др.
Предельные размеры с помощью предельных отклонений указывают на чертежах с помощью таблиц несколькими способами:
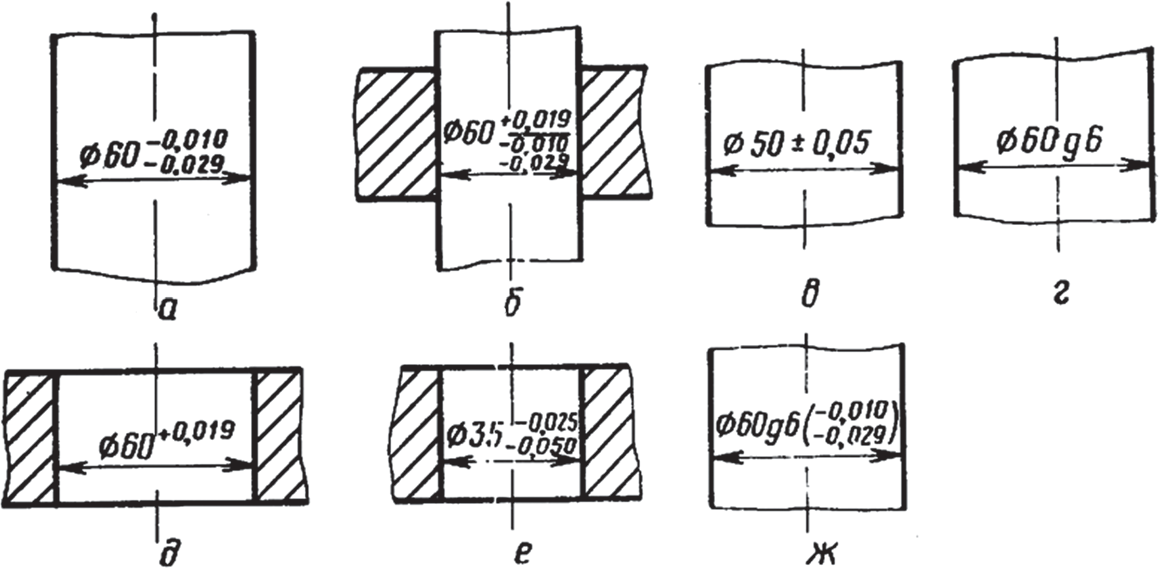
Рис. 4. Нанесение предельных (верхнего и нижнего) отклонений на чертежах
Предельные отклонения размеров деталей, изображенных на чертеже в сборе, указывают также одним из трех перечисленных способов в виде дроби: в числителе представляют предельные отклонения отверстия, в знаменателе — вала (рис. 4, б). На рис. 4, г символ g6 обозначает поле допуска, т.е. два отклонения: верхнее отклонение — 0,010 и нижнее — 0,029 мм. В обозначениях положительных предельных отклонений знак «+» опускать нельзя. Предельные отклонения записывают до последней значащей цифры включительно, выравнивая количество знаков в верхнем и нижнем отклонении добавлением нулей (рис. 4; а,б,е,ж).
Буквенный способ обозначения полей допуска предпочтителен в случае применения предельных калибров для измерения размеров на производстве, так как на калибрах, как правило, маркируются буквенные обозначения полей допусков контролируемых деталей.
Числовые обозначения удобнее при работе на универсальных металлообрабатывающих станках и при контроле изделий универсальными средствами измерений. Смешанные обозначения применяют при неопределенности вопроса о средствах контроля, которые будут использованы на производстве.
3. Допуски формы и расположения поверхностей деталей
В процессе механической обработки деталей под действием сил резания, а также в процессе эксплуатации машины под нагрузкой происходит деформация деталей. В результате нежесткости центров токарного станка или самой заготовки и других причин после обработки деталь может иметь бочкообразный, седлообразный или конусный профиль, т.е. иметь погрешность формы, или иметь радиальное биение наружной поверхности относительно линии центров, т.е. иметь погрешность расположения наружной поверхности относительно осевой линии.
В основу нормирования и систему отсчета отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей и профилей, элементов, деталей, сборочных единиц (узлов).
Под элементом понимается поверхность (часть поверхности, плоскость симметрии нескольких поверхностей), профиль поверхности, линия пересечения двух поверхностей, ось поверхности или сечения (точка пересечения линии, линии и поверхности, центр окружности или сфера).
Различают следующие основные виды прилегающих поверхностей, плоскостей и профилей: номинальная (идеальная) поверхность, номинальная форма, которая задана чертежом или другой технической документацией, и реальная поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Профиль — это линия пересечения поверхности с плоскостью или заданной поверхностью. Различают профили номинальной и реальной поверхностей. Прилегающая плоскость и прилегающая прямая — плоскость или прямая, соприкасающаяся с реальной поверхностью или профилем и расположенная вне материала детали так, чтобы отклонение от ее наиболее удаленной точки соответственно реальной поверхности или профиля в пределах нормируемого участка имело минимальное значение (рис. 5, а).
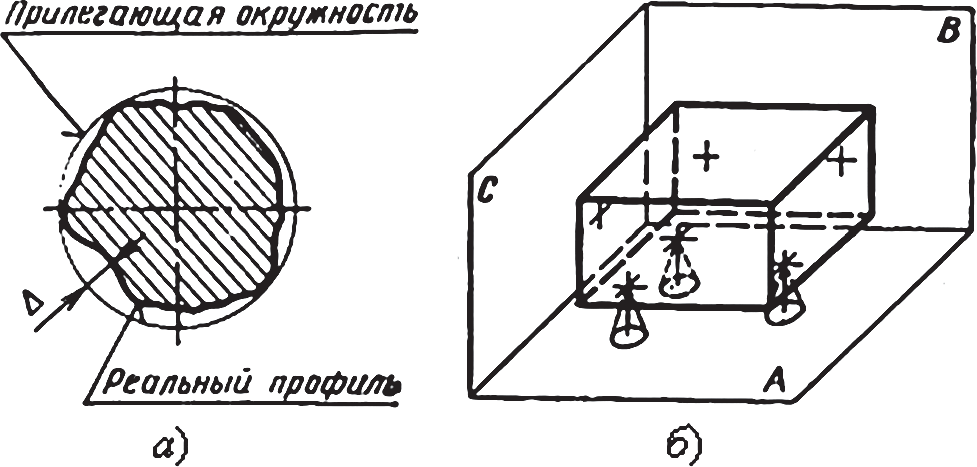
Рис. 5. Номинальные профиль и поверхности: а — прилегающая окружность; б — комплект баз
Нормируемый участок — это участок поверхности или линии, к которому относится допуск или отклонение формы или расположение элемента. Нормируемый участок должен задаваться размерами, определяющими его площадь, длину или угол сектора (в полярных координатах). Если нормируемый участок не задан, то допуск или отклонение формы или расположения должен относиться ко всей поверхности или длине рассматриваемого элемента.
Прилегающая окружность — это окружность минимального диаметра, описания вокруг реального профиля наружной поверхности вращения, или минимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 5, а).
База — элемент детали (или выполняющее ту же функцию сочетание элементов), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базами могут быть, например, базовая плоскость, базовая ось, базовая плоскость симметрии.
Комплект баз — совокупность двух или трех баз, образующих систему координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базы, образующие комплект баз, различают в порядке убывания числа степеней свободы, лишаемых ими (например, на рис. 5, б база А лишает деталь трех степеней свободы, база В – двух, а база С – одной степени свободы).
Отклонение формы определяется как сумма абсолютных значений наибольших отклонений точки от реальной поверхности, расположенных по обе стороны от средней поверхности. Такой способ оценки получил применение в ряде современных измерительных средств. Разница между отклонениями формы, определенными относительно прилегающей и средней поверхности, практически незначительна.
К отклонениям и допускам формы относятся (рис. 6):
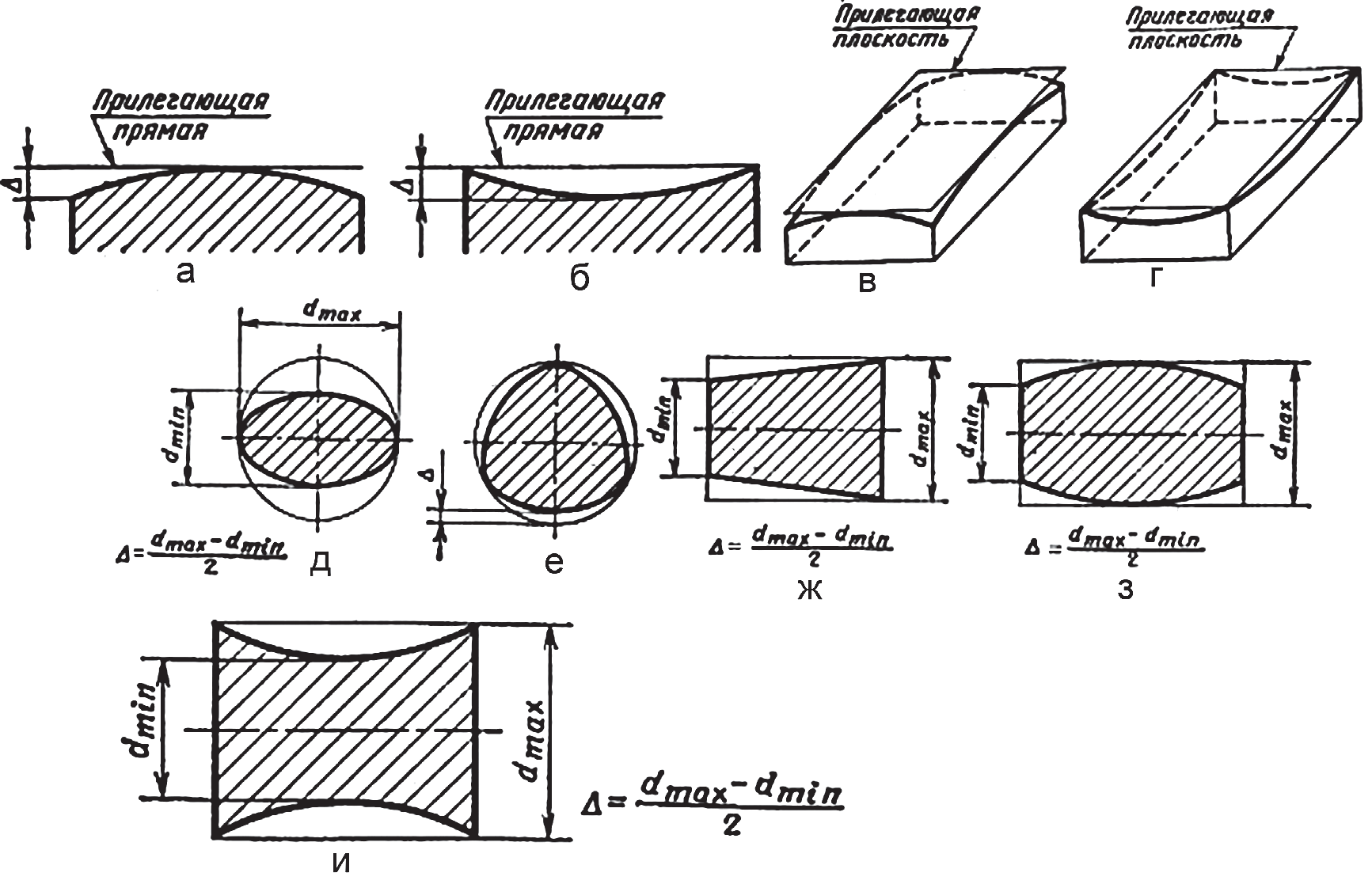
Рис. 6. Отклонения и допуски формы поверхностей изделия
Применять частные виды отклонений — выпуклость, вогнутость, огранку, овальность, конусообразность, бочкообразность, седлообразность для их нормирования следует лишь в обоснованных случаях, когда для обеспечения правильного функционирования изделия важно учитывать и характер отклонения формы.
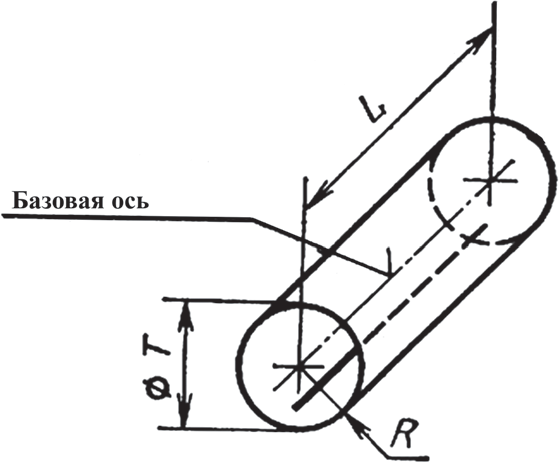
Рис. 7. Поле допуска на соосность
4. Отклонения и допуски расположения
В реальных поверхностях отклонения формы и расположения всегда сочетаются. В работе и при измерениях эти отклонения могут проявляться или раздельно, или совместно. Поэтому установлены собственно отклонения и допуски расположения, предполагающие исключение из рассмотрения отклонений формы путем замены реальных поверхностей прилегающими, и суммарные отклонения и допуски формы и расположения.
Отклонения расположения и допуски определяются относительно баз. Отклонения формы и расположения отдельных баз комплекта могут вызвать неоднозначную оценку геометрических отклонений других поверхностей. Поэтому при назначении комплекта баз важно задать последовательность их выбора, которая должна устанавливаться в порядке убывания числа степеней свободы детали, отнимаемых базами.
Введенный допуск на наклон позволяет нормировать отклонения от любого номинального угла (кроме 0 и 90°) методом, аналогичным методу нормирования допусков на параллельность и перпендикулярность, т.е. в линейной мере.
Допуски на соосность, симметричность, пересечение осей, позиционный допуск можно задавать либо предельным значением отклонения в радиусном выражении, либо диаметром (шириной) поля допуска, что соответствует удвоенному предельному отклонению (допуски в диаметральном выражении). Оба способа выражения допуска показаны на рис. 7 на примере поля допуска на соосность (Т — допуск в диаметральном, R = T/2 — допуск в радиальном выражении).
5. Указание на чертежах допусков точности деталей
На чертежах изделий, как правило, предпочтение отдается условным обозначениям допусков, а не текстовым записям (табл. 1). Записи рекомендуется в основном применять для текстовой документации или в случаях, когда вид допуска или базирования не может быть выражен условным обозначением.
Таблица 1. Условные обозначения допусков
| Группа допусков | Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности |  |
| Допуск плоскостности |  | |
| Допуск круглости |  | |
| Допуск цилиндричности |  | |
| Допуск профиля продольного сечения |  | |
| Допуск расположения | Допуск параллельности |  |
| Допуск перпендикулярности |  | |
| Допуск наклона |  | |
| Допуск соосности |  | |
| Допуск симметричности |  | |
| Позиционный допуск |  | |
| Допуск пересечения осей |  | |
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения Допуск биения в заданном направлении |  |
| Допуск полного радиального биения Допуск полного торцового биения |  | |
| Допуск формы заданного профиля |  | |
| Допуск формы заданной поверхности |  |
Опыт применения условных обозначений показал, что они удобны, наглядны, упрощают оформление документации, позволяют избежать разнобоя в текстовых формулировках.
При условном обозначении данные о допусках формы и расположении поверхностей указывают в прямоугольной рамке, разделенной на две части и более (рис. 8), в которых помещают (слева направо): в первой — знак допуска по табл. 1, во второй — числовое значение допуска в миллиметрах, в третьей и последующих — буквенное обозначение базы (баз).

Рис. 8. Указание допусков
Перед числовым значением допуска, который можно задать в радиусном или диаметральном выражениях, должен проставляться символ, указывающий способ выражения. Для допусков в диаметральном выражении применяют символ ø при указании допусков соосности и прецизионных (если поле позиционного допуска круговое или цилиндрическое) — рис. 8, а или символ Т при указании допусков симметричности, пересечения осей, формы заданного профиля и заданной поверхности, позиционного допуска (если поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) — рис. 8, в. Символ ø применяют также при указании цилиндрических полей допусков прямолинейности, параллельности, перпендикулярности и наклона осей. Для допусков в радиусном выражении используют соответственно символы R или Т/2 (рис. 8; б, г).
Если поле допуска сферическое, пишется слово «сфера» и соответственно символы 0 или Р (рис. 8, д).
Существует правило базирования и указания баз в машиностроении. Буквенные обозначения каждого базового элемента вносятся слева направо в отдельное поле рамки (третье, четвертое и т.д.) в порядке убывания числа степеней свободы детали (например, на рис. 9, а база А лишает деталь трех, база В — двух, а база С — одной степени свободы).
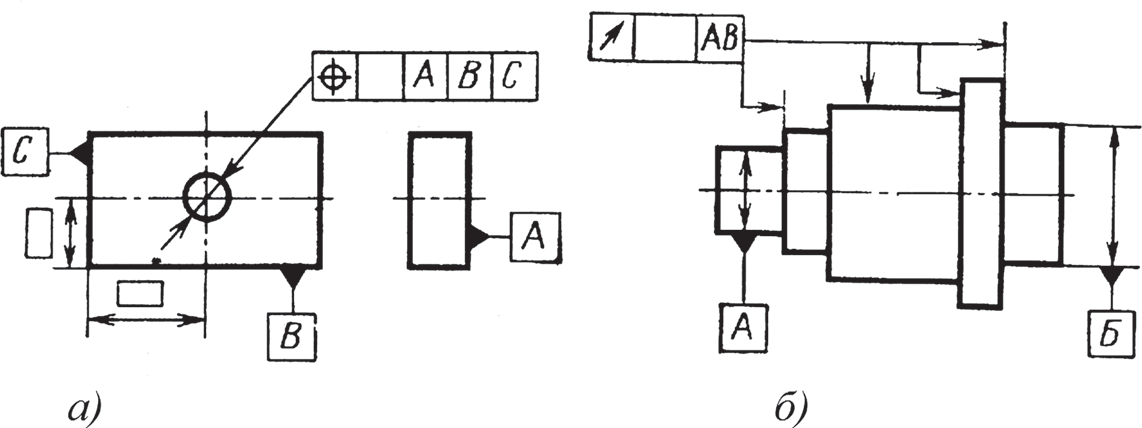
Рис. 9. Обозначение баз: а — буквенное; б — объединенных баз
Если же два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они образуют общую ось), то их буквенные обозначения вписывают вместе в третье поле рамки (рис. 9, б).
Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в такой последовательности: знак допуска расположения, знак допуска формы. Например, рис. 10, а — знак суммарного допуска перпендикулярности и плоскостности поверхности относительно основания 0,02 мм, рис. 10, б — знак суммарного допуска наклона и плоскостности поверхности относительно основания 0,05 мм.
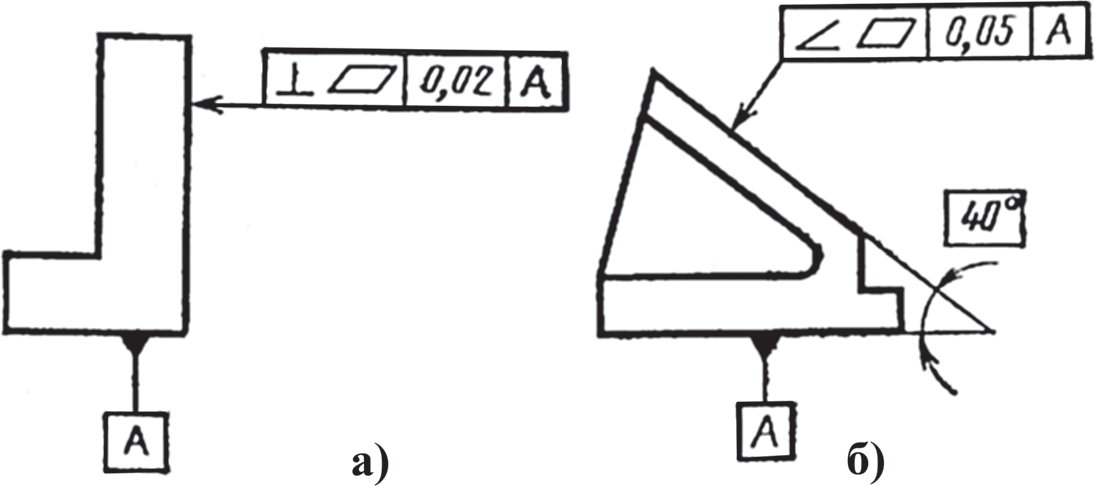
Рис. 10. Суммарные допуски
Отклонения размеров и других параметров готовой детали от указанных в чертеже определяют погрешность обработки, величина которой должна находиться в пределах допуска.
Погрешности подразделяют на систематические и случайные. К систематическим относятся погрешности, которые при обработке партии деталей повторяются на каждой детали. Систематические погрешности по величине больше случайных и определяют точность обрабатываемой детали.
Основными причинами систематических погрешностей обработки являются:
Причины, вызывающие систематические погрешности, можно установить и устранить.
К случайным, непредвиденным относятся погрешности, возникающие вследствие случайных упругих деформаций заготовки, станка, приспособления и режущего инструмента (например, из-за неоднородности обрабатываемого материала).



