Какое соединение надежнее на болтах или сварке
Современную жизнь уже не возможно представить без металлоконструкций. Они используются повсеместно. Но по статистике в большинстве случаев металлоконструкции сборные. Они состоят из отдельных элементов которые необходимо соединять.
В сборности есть ряд преимуществ:
— детали можно менять при износе или повреждении;
— конструкция из сборных элементов получается гораздо легче, чем цельно металлическая, а значит происходит существенная экономия металла;
— доставка отдельных частей металлоконструкции гораздо проще чем изделия целиком. Конечно же это касается в первую очередь габаритных конструкций, а в связи с тем что транспортные расходы сейчас не дешевы, то логистическая оптимизация в целом очень выгодна.
Способы соединений деталей металлоконструкций могут быть разными. Во внимание в первую очередь принимается функциональная задача и условия эксплуатации конструкции. Соединения могут быть и на заклепках, и паянные и др. Но самые распространенные это сварные и сборные болтовые соединения.

Соединение сваркой преимущества и недостатки
Одно из основных преимуществ сварки это то, что сварочный шов может быть выполнен герметично. Благодаря этому между соединяемых деталей не будет попадать вода, и возникать коррозия. Другое важное преимущество это возможность скрепления деталей в любых пространственных положениях. При помощи сварки можно соединять детали в таких местах, которых соединение при помощи болтов будет невыполнимо. Еще важный плюс для соединения сваркой это его небольшая стоимость.
К недостаткам сварки можно отнести перегрев детали в месте шва, а в следствии повышение подверженности коррозии. Также при перегреве металла возможна его деформация. Еще одна трудность это необходимость наличия сварочного аппарата, электричества и квалифицированного сварщика.

Соединение болтами преимущества и недостатки
Основное преимущество болтового соединения, это возможность его разборки. В конструкциях, которых требуется периодическая замена деталей это очень большой плюс. Другое преимущество такого соединения это его прочность, она не уступает сварочному соединению.
Из недостатков болтового соединения можно выделить необходимость совпадения деталей по геометрии. Поверхности при соединении должны полностью совпадать. Другой недостаток это сложность совмещения отверстий для болтов. Они должны полностью совпадать, иначе болты просто не влезут в отверстие. В связи с этим соединять болтами достаточно трудоемкое занятие.

В итоге можно сделать вывод, что болтовое и сварочное соединения обеспечивают примерно одинаковую прочность. А выбор вида соединения нужно делать исходя из особенностей конструкции, условий эксплуатации, технологической нагрузки на конструкцию.
Болтовые контактные соединения
 Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединения нескольких параллельных шин фазы между собой выполняют путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление — большим.
При прохождении электрического тока детали контактного соединения нагреваются и вследствие нагрева расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему контактному соединению, так как его детали имеют разные коэффициенты линейного расширения.
Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины: кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины.
В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем большие механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены применением тарельчатых пружин.
Тарельчатые пружины электротехнического назначения изготавливаются по ГОСТ 17279-71 двух типов:
— Ш— пружины для поддержания контактного давления в соединениях шин,
— К — пружины для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную плоскость по сравнению с шинами
Основные параметры пружин приведены на рис.1.
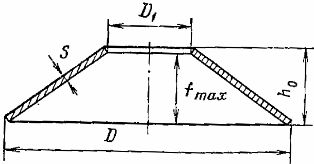
Рис. 1. Тарельчатая пружина.
Допускается выполнять соединения без применения тарельчатых пружин, но с установкой со стороны алюминия утолщенной шайбы под головку болта или под гайку. Размеры нормальных (ГОСТ 11371-78) и увеличенных (ГОСТ 6958-78) шайб приведены в справочных таблицах.
Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления контактного соединения достигается повышением давления и понижением жесткости.
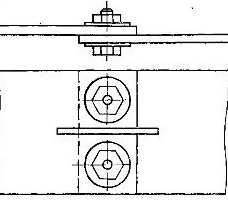
Рис 2. Контактное соединение шин с продольным разрезом.
Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3— 4 мм, длиной 50 мм (рис. 2).
Болты в соединении выбирают, исходя из требующихся удельных давлений между контактными поверхностями кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в контактных соединениях, МПа, в зависимости от материала контактного соединения приведены ниже.
Длина болтов выбирается таким образом, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы.
Затяжку болтов контактных соединений производят гаечным ключом, обеспечивая значения крутящих моментов, приведенные в справочных таблицах.
Затяжку болтов на соединениях с тарельчатыми пружинами производят в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота для болтов Мб и М12 и на 1/6 оборота для остальных болтов.
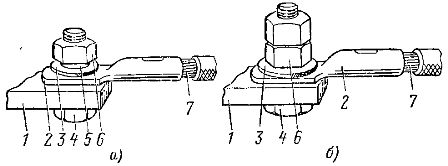
Рис. 3. Соединение медной жилы с плоским выводом из меди или сплава алюминия: а — для болтов до М8, б — для всех размеров болтов, 1 — вывод, 2 — наконечник, 3 — шайба, 4 — болт, 5 — шайба пружинная, 6 — гайка, 7 — жила.
Присоединение плоских проводников к плоским выводам из меди или алюминиевого сплава (рис. 3) производится с помощью стальных болтов (ГОСТ 7798-70), гаек (ГОСТ 5915-70) и шайб (ГОСТ 11371-78), а к выводам из алюминия — с применением средств стабилизации контактного давления: тарельчатых пружин или крепежных изделий из медных или алюминиевых сплавов с коэффициентом линейного расширения (18—21) х 10-6 °С-1 (рис. 4).
При сборке соединения с тарельчатыми пружинами со стороны алюминиевого вывода ставят увеличенную, а со стороны медной лапки наконечника — нормальную шайбу. В соединениях с тарельчатыми пружинами контргайки не применяют.
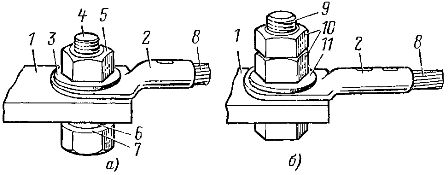
Рис. 4. Соединение медной жилы с плоским выводом из алюминия: а — с применением тарельчатых пружин, б — с применением крепежных деталей из цветных металлов, 1 — вывод, 2 — медный наконечник, 3 — шайба пружинная, 4 — болт стальной, 5 — гайка стальная, 6 — шайба стальная увеличенная, 7 — пружина тарельчатая, 8 — жила медная, 9 — болт из цветного металла, 10 — гайка из цветного металла, 11 — шайба из цветного металла.
Если тарельчатые пружины или болты и гайки из цветных металлов необходимых размеров отсутствуют подсоединение можно выполнять с применением увеличенной шайбы при условии, что переходное сопротивление и температура нагрева соединения окажутся в заданных пределах.
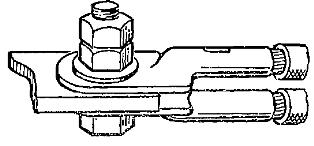
Рис. 5. Присоединение двух наконечников к плоскому выводу.
В тех случаях, когда контактные соединения эксплуатируется в помещении с относительной влажностью более 80% и температурой не ниже 20°С или в химически активной среде, оно выполняется с помощью переходных медно-алюминиевых пластин. Непосредственное соединение медной жилы с алюминиевым выводом может выполняться в том случае, когда алюминиевый вывод имеет защитное металлопокрытие.
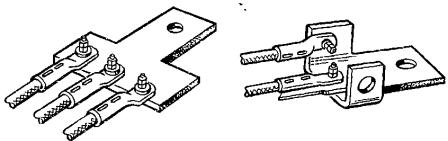
Рис. 6. Переходные детали для подключения к выводам более двух наконечников.
При выполнении подсоединения, к плоскому выводу двух жил кабеля наконечники следует располагать по обеим сторонам плоского зажима (рис. 5) для того, чтобы обеспечить наименьшее переходное сопротивление и сохранить более равномерное токораспределение. Если к выводу нужно подсоединить более двух наконечников или отверстие вывода не соответствует отверстию наконечника, используют переходные детали. К переходной детали наконечники подсоединяются симметрично (рис. 6).
Присоединение плоских медных проводников и наконечников к штыревым контактным выводам оборудования выполняется при помощи стандартных гаек из меди и ее сплавов. Соединения при номинальных токах до 30 А выполняют с помощью стальных гаек, покрытых оловом, никелем или кадмием.
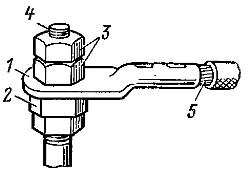
Рис. 7. Присоединение наконечника к штыревому выводу: 1 — наконечник, 2 — гайка медная увеличенная, 3 — гайки стальные, 4 — штыревой вывод, 5 — жила.
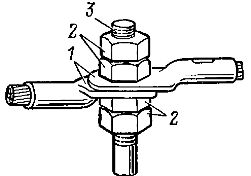
Рис. 8. Соединение двух наконечников со штыревым выводом: 1 — наконечники, 2— гайки, 3— штыревой вывод.
Алюминиевые плоские проводники при токах до 250 А присоединяются так же, как медные, а при токах от 250 до 400 А для присоединения применяют увеличенные упорные гайки (рис. 7).
Присоединение двух наконечников к штыревому выводу (рис. 8) необходимо выполнять симметрично, а при подсоединении более двух наконечников используют переходные детали.
При токах более 400 А следует использовать медно-алюминиевые наконечники или армировать (плакировать) концы шин.
Подсоединение круглых проводников к плоским и штыревым выводам производится после формирования их в виде кольца с помощью шайб-звездочек. Лапки шайб-звездочек при закручивании винта или гайки не должны касаться поверхности вывода или упорной гайки, чтобы колечко жилы было надежно прижато к зажиму.
Кольцо провода укладывается под головку болта или гайки так, чтобы оно при закручивании болтов или гаек не выдавливалось из-под них (рис. 9). В тех случаях, когда алюминиевая однопроволочная жила оконцована кольцевым наконечником (пистоном), шайба-звездочка не применяется.
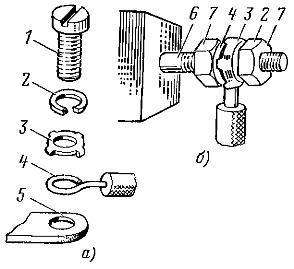
Рис. 9. Соединение алюминиевой жилы сечением до 10 мм2 с выводами: а — плоским, б — штыревым, 1 — винт, 2 — шайба пружинная, 3 — шайба-звездочка, 4 — жила, изогнутая в кольцо, 5 — зажим плоский, 6 — штыревой вывод, 7 — гайка.
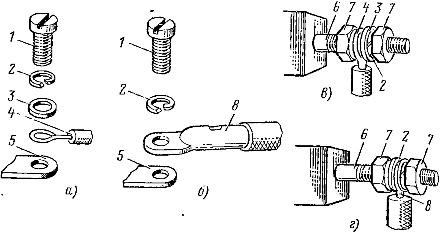
Рис. 10. Соединение медной жилы сечением до 10 мм2 с выводами: а, б — плоским, в, г — штыревым, 1 — винт, 2 — шайба пружинная, 3— шайба, 4 — однопроволочная жила, изогнутая в кольцо, 5 — плоский зажим, 6 — штыревой зажим, 7 — гайка, 8 — жила, оконцоваииая плоским или кольцевым наконечником.
Медные жилы сечением до 10 мм2 соединяются с плоскими и штыревыми выводами с помощью винтов, шайб, пружинных шайб и гаек (рис. 10). При подсоединении жил, оконцованных наконечником (пистоном), шайба не используется.
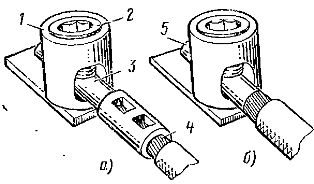
Рис. 11. Соединение алюминиевой многопроволочной жилы с цилиндрическим зажимом: а — с применением штифтового наконечника, б — после сплавления конца жилы в монолит с добавкой легирующих присадок, 1 — корпус, 2 — прижимный винт, 3 — штифтовой наконечник, 4 — жила многопроволочная, 5 — конец жилы, сплавленный в монолит.
С винтовыми зажимами для втычного присоединения алюминиевые или медные многопроволочные жилы могут соединяться после оконцевания штифтовым наконечником или после сплавления конца жилы в монолит с добавкой легирующих присадок.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Онлайн журнал электрика
Статьи по электроремонту и электромонтажу
Выявление дефектов контактных соединений распределительных устройств и воздушных линий
 Как понятно, зависимо от конструкции, предназначения, метода соединения материалов, области внедрения и других причин различают болтовые, сварные, паяные и выполненные обжатием (спрессованные и скрученные) контактные соединения. К контактным соединениям можно отнести также дистанционные распорки проводов.
Как понятно, зависимо от конструкции, предназначения, метода соединения материалов, области внедрения и других причин различают болтовые, сварные, паяные и выполненные обжатием (спрессованные и скрученные) контактные соединения. К контактным соединениям можно отнести также дистанционные распорки проводов.
Недостатки сварных контактных соединений
При эксплуатации в контактных соединениях, выполненных сваркой, причинами появления изъянов могут являться: отличия от данных характеристик, подрезы, пузыри, каверны, непровары, наплывы, трещинкы, шлаковые и газовые включения (раковины), незаделанные кратеры, пережог проволок жилы, несоосность соединенных проводников, неверный выбор наконечников, отсутствие защитных покрытий на соединениях и т.п.
Разработка тепловой сварки не обеспечивала надежную работу сварных соединителей проводов огромных сечений (240 мм2 и поболее). Это связано с тем, что из-за недостающего разогрева в процессе сварки соединяемых проводов и неравномерного сближения их концов происходит пережог внешних повивов, непровар, в месте сварки возникают усадочные раковины и шлаки. В итоге понижается механическая крепкость сварного соединения, приводящая при механических нагрузках, наименее расчетных, к обрыву (перегоранию) провода в петле анкерной опоры.


Недостатки сварки в петлях анкерных опор приводили к аварийным отключениям ВЛ при малом сроке их эксплуатации. Если в сварном соединении происходит обрыв отдельных проводников, то это приводит к увеличению переходного сопротивления контакта и его температуры. Скорость развития недостатка в данном случае будет значительно зависеть от ряда причин: значения тока нагрузки, тяжения провода, ветровых и вибрационных воздействий и т.п.
На основании проведенных тестов было установлено, что:
уменьшение активного сечения провода на 20 — 25 % за счет обрыва отдельных проводников может быть не выявлено при проведении ИК-контроля с вертолета, что связано с малым коэффициентом излучения провода, удаленностью тепловизора от трассы на 50 — 80 м, воздействием ветра, солнечной радиацией и другими факторами;
при отбраковке дефектных контактных соединений, выполненных сваркой, при помощи тепловизора либо пирометра нужно подразумевать, что скорость развития недостатка у этих соединений намного выше, чем у болтовых контактных соединений с нажатием;
недостатки контактных соединений, выполненных сваркой при лишней температуре около 5 °С, выявленные тепловизором при обследовании с вертолета ВЛ, нужно систематизировать как небезопасные;
железные втулки, не удаленные со сварного участка проводов, могут созда-вать неверное воспоминание о вероятном нагреве, за счет высочайшего коэффициента излучения отожженной поверхности.

Недостатки опрессованных контактных соединений
В контактных соединениях, выполненных опрессовкой, наблюдается неверный подбор наконечников либо гильз, неполный ввод жилы в наконечник, недостающая степень опрессовки, смещение железного сердечника в соединителе провода и т.п. Как понятно, одним из методов контроля спрессованных соединителей является измерение их сопротивления неизменному току.
 Аспектом малого контактного соединения служит сопротивление эквивалентного участка целого провода. Спрессованный соединитель считается применимым к эксплуатации, если его сопротивление менее чем в 1,2 раза превосходит эквивалентный участок целого провода.
Аспектом малого контактного соединения служит сопротивление эквивалентного участка целого провода. Спрессованный соединитель считается применимым к эксплуатации, если его сопротивление менее чем в 1,2 раза превосходит эквивалентный участок целого провода.
При опрессовании соединителя, его сопротивление резко падает, но с повышением давления оно стабилизируется и меняется некординально. Сопротивление соединителя очень чувствительно к состоянию контактной поверхности прессуемых проводов. Возникновение оксида алюминия на контактных поверхностях ведет к резкому повышению контактного сопротивления соединителя и завышенному тепловыделению.
Малозначительные конфигурации переходного сопротивления контактного соединения в процессе опрессования, также связанное с этим маленькое тепловыделение в нем указывает на недостаточную эффективность выявления в их изъянов конкретно после монтажа при помощи устройств инфракрасной техники.
В процессе использования спрессованных контактных соединений, наличие в их изъянов будет содействовать более насыщенному образованию оксидных пленок с увеличением переходного сопротивления и возникновению локальных перегревов. Потому можно считать, что ИК-контроль новых
спрессованных контактных соединений не позволяет выявлять недостатки опрессовки и должен проводиться для соединителей, проработавших в эксплуатации определенный срок (1 год и поболее).
Основными чертами спрессованных соединителей являются степень опрессовки и механическая крепкость. С повышением механической прочности соединителя его контактное сопротивление миниатюризируется. Максимум механической прочности соединителя соответствует минимуму электронного контактного сопротивления.
Недостатки болтовых контактных соединений
Контактные соединители, выполненные при помощи болтов, в большинстве случаев имеют недостатки из-за отсутствия шайб при соединении медной жилы с плоским выводом из меди либо сплава алюминия, отсутствия тарельчатых пружин, из-за конкретного подсоединения дюралевого наконечника к медным выводам оборудования в помещениях с брутальной либо увлажненной средой, в итоге недостающего усилия затяжки болтов и др.
Болтовые контактные соединения дюралевых шин на огромные токи (3000 А и выше) имеют недостаточную стабильность в эксплуатации. Если контактные соединения на токи до 1500 А требуют подтяжки болтов один раз в 1 — 2 года, то подобные соединения на токи 3000 А и выше нуждаются в каждогодней переборке, с обязательной зачисткой контактных поверхностей. Необходимость в таковой операции связана с тем, что в шинопроводах на огромные токи (сборные шины электрических станций и т.п.), выполненных из алюминия, более активно протекает процесс образования оксидных пленок на поверхности контактных соединений.

Процессу образования оксидных пленок на поверхности болтовых контактных соединений содействуют разные температурные коэффициенты линейного расширения железных болтов и дюралевой шины. При прохождении по шинопроводу тока
недлинного замыкания либо переменной токовой нагрузки появляется вибрация, в особенности при большой протяженности шинопровода и происходит деформация (уплотнение) контактной поверхности дюралевой шины. В данном случае усилие, стягивающее две контактные поверхности ошиновки, слабеет, имевшийся меж ними слой смазки испаряется. В итоге образования оксидных пленок площадь соприкосновения контактов, т.е. чис-ло и величина контактных площадок (точек), через которые проходит ток, миниатюризируется, и совместно с тем возрастает плотность тока в их. Она может достигать тыщ ампер на квадратный сантиметр, вследствие чего очень вырастает нагрев этих точек.

Температура последней точки добивается температуры плавления материалов контакта и меж контактными поверхностями появляется
капля водянистого металла. Температура капли, повышаясь, доходит до кипения, место вокруг контактного соединения ионизируется, может образоваться многофазное замыкание в РУ. Под действием магнитных сил дуга может передвигаться повдоль шин РУ со всеми вытекающими отсюда последствиями.
Опыт эксплуатации указывает, что вместе с шинопроводами на огромные токи недостаточной надежностью владеют одноболтовые контактные соединения. Последние, в согласовании с ГОСТ 21242-75, допускаются к применению на номинальный ток до 1000 А, но повреждаются уже при токах 400 — 630 А. Увеличение надежности одноболтовых контактных соединений просит ряда технических мероприятий по стабилизации их электронного сопротивления.
Процесс развития недостатка в болтовом контактном соединении, обычно, протекает довольно продолжительно и находится в зависимости от ряда причин: тока нагрузки, режима работы (размеренная нагрузка либо переменная), воздействия хим реагентов, ветровых нагрузок, усилий затяжки болтов, наличия стабилизации давления контактов и др.
Постепенное увеличение переходного сопротивления контактного соединения происходит до определенного момента времени, после этого происходит резкое ухудшение контактной поверхности с насыщенным тепловыделением, характеризующим аварийное состояние контактного соединения.
Подобные результаты были получены спецами компании «Инфраметрикс» (США) при термических испытаниях болтовых контактных соединений. Увеличение температуры нагрева в процессе испытаний носило постепенный нрав в течение года, а потом наступал период резкого увеличения тепловыделения.
Недостатки контактных соединений, выполненные скруткой
Отказы контактных соединений, выполненных скруткой, появляются, в главном, из-за изъянов монтажа. Неполная скрутка проводов в округлых соединителях (наименее 4,5 витков) приводит к вытягиванию провода из соединителя и его обрыву. Неочищенные провода делают высочайшее переходное сопротивление, в итоге чего происходит перегрев провода в соединителе с его вероятным выгоранием. Отмечались случаи многократного выдергивания грозозащитного троса типа АЖС-70/39 из округлого соединителя марки СОАС-95-3 воздушных линий 220 кВ, скрученного на наименьшее количество оборотов.


Неудовлетворительная конструкция неких выполнений дистанционных распорок, воздействие вибрационных усилий и другие причины могут приводить к перетиранию проводников провода либо их излому. В данном случае через дистанционную распорку будет протекать ток, значение которого будет определяться нравом и степенью развития недостатка.
По материалам «Инфракрасная диагностика электрического оборудования распределительных устройств»
Создатель Бажанов С. А.
Какой основной недостаток болтовых контактных соединений
2.1.7, перечисление 4
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (июнь 2007 г.) с Изменениями N 1, 2, 3, утвержденными в апреле 1985 г., июне 1987 г., мае 1990 г. (ИУС 7-85, 10-87, 8-90)
Стандарт не распространяется на электрические контактные соединения электротехнических устройств специального назначения.
Термины, применяемые в стандарте, соответствуют ГОСТ 14312, ГОСТ 18311.
(Измененная редакция, Изм. N 1, 2, 3).
1. КЛАССИФИКАЦИЯ
Область применения контактного соединения
Класс контактного соединения
1. Контактные соединения цепей, сечения проводников которых выбраны по допустимым длительным токовым нагрузкам (силовые электрические цепи, линии электропередачи и т.п.)
2. Контактные соединения цепей, сечения проводников которых выбраны по стойкости к сквозным токам, потере и отклонению напряжения, механической прочности, защите от перегрузки. Контактные соединения в цепях заземляющих и защитных проводников из стали
3. Контактные соединения цепей с электротехническими устройствами, работа которых связана с выделением большого количества тепла (нагревательные элементы, резисторы и т.п.)
Примечание. В стандартах и технических условиях на электротехнические устройства конкретных видов должны указываться классы 2 и 3, класс 1 не указывается.
1.2. В зависимости от климатического исполнения и категории размещения электротехнических устройств по ГОСТ 15150 контактные соединения подразделяются на группы в соответствии с табл.2.
Климатическое исполнение и категория размещения электротехнического устройства
Группа контактного соединения
1. Все климатические исполнения для категории размещения 4.1 при атмосфере типов II и I.
Климатические исполнения У, УХЛ, ТС для категории размещения 3 и климатические исполнения УХЛ, ТС для категории размещения 4 при атмосфере типов II и I
2. Любые сочетания климатического исполнения и категории размещения, кроме указанных выше, при атмосфере типов II и I.
Любые сочетания климатического исполнения и категории размещения при атмосфере типов III и IV
1.3. По конструктивному исполнению контактные соединения подразделяются на неразборные и разборные.
1.4. В зависимости от материала соединяемых проводников и группы контактных соединений по п.1.2 разборные контактные соединения подразделяются на:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Требования к конструкции
2.1.1. Контактные соединения должны выполняться в соответствии с требованиями настоящего стандарта, стандартов и технических условий на электротехнические устройства конкретных видов по рабочим чертежам, утвержденным в установленном порядке.
2.1.2. Выводы электротехнических устройств должны соответствовать требованиям ГОСТ 24753.
2.1.3. Контактные винтовые зажимы должны соответствовать требованиям ГОСТ 25034, наборные зажимы должны соответствовать требованиям ГОСТ 19132.
2.1.4. Линейная арматура должна соответствовать требованиям ГОСТ 13276.
2.1.5. Неразборные контактные соединения должны выполняться сваркой, пайкой или опрессовкой. Допускается применение других методов, указанных в стандартах или технических условиях на электротехнические устройства конкретных видов.
Примеры выполнения неразборных контактных соединений приведены в приложении 1.
2.1.6. Разборные контактные соединения, не требующие применения средств стабилизации электрического сопротивления, должны выполняться при помощи стальных крепежных изделий, защищенных от коррозии в соответствии с требованиями ГОСТ 9.303, ГОСТ 9.005.
(Измененная редакция, Изм. N 2).
2.1.7. Разборные контактные соединения, требующие применения средств стабилизации электрического сопротивления, должны выполняться с использованием как по отдельности, так и в сочетании следующих средств:



