Помогите выбрать баллон для CO2
Всем добрый день! Озадачился выбором баллона для ПА с газом CO2.
Очень не хочу заморачиваться с 40 литровыми, искал маленькие на 10 литров.
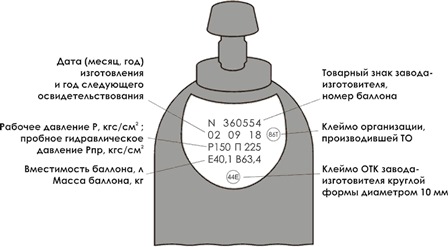
Нашел вот такой баллон на 12 литров:

Говорят, что типа европейский стандарт. Заправляют их на Минеральной ул. (Питер).
Кто использовал такие баллоны? Есть ли проблемы с заправкой и аттестацией?
Своих не бросаем. Пленных не берем.
Незнаю как в Питере, в Рязани с неохотой заправляют маленькие баллоны, денег берет чуть меньше чем за сорокалитровый. Например за 20 только на 100 рублей меньше.
Про стоимость узнал, что за заправку этого баллона на заводе СО2 берут 200р.
DmitriyN ,В 40 литровом 27 килограм (жидкой кислоты) = 13 кубометров. В 10 литровом в четыре раза меньше, если только не выезд, чтобы (пупок не развязался от 40 литрового).
Мне подходит. Главное, чтобы место не занимал и весил немного.
В баллоне 12 литров по нормативу на 1 литр объема положено 0,72 кг углекислоты. Получается в этот баллон уместится 8,5 кг углекислоты.
А почему нашу 10ку не использовать, можно Б/У, сделать съёмную пятку, и на обмен.
Б/У стоит от 2000р, новый можно за 2500-2700 найти, но смысла нет.
Сообщение отредактировал alekseyka77: 29 Июнь 2016 21:21
А почему нашу 10ку не использовать, можно Б/У, сделать съёмную пятку, и на обмен.
Б/У стоит от 2000р, новый можно за 2500-2700 найти, но смысла нет.
Этот баллон можно аргоном заправлять.
DmitriyN , я пользую подобные с ручками и нашими 10-ками не гнушаюсь. Если баллон новый, то аргон без вопросов заправят, а если углекислота побывала в нём, то нет.
Заправляют мне мои баллоны, на обмен не даю, попал с одним обменным(срочная работа, в пятницу вечером забрал, а газ грязный. Ждал до понедельника, а там обмен и опять грязный, по итогу его вакуумировали и спускали, пока не поменяли опять). Заправка проигрыш по деньгам и мотаться надо на заправку чаще, но конечно удобнее, в любую легковушку закинул в багажник и повёз. Заправка сама по себе не быстрая, повезёт если попадёшь во время, чтобы к рампе подключили, а нет придётся подождать, или вообще на следующий день забрать.
А когда плотно сидел на п/а, то 40 литровый стоял в гараже. С заправкой удобно, привёз поменял и сразу поехал назад.
Сообщение отредактировал sanec: 29 Июнь 2016 21:51
Этот баллон можно аргоном заправлять.
Как уже ответили, сам баллон можно, позволяет по давлению, но если учесть, что аргон в баллоне сжатый, а кислота жидкая, то закончится аргон быстро.
У нас с газом без проблем, в т.ч. и с обменом,можно и баллон кислоты на баллон аргона поменять.
Правила пользования транспортом:
В метро- Легковоспламеняющиеся, взрывчатые, отравляющие, ядовитые вещества и предметы, в том числе бытовые газовые баллоны
В наземном транспорте- Провозить огнеопасные, взрывчатые, легковоспламеняющиеся, ядовитые, едкие и зловонные вещества
В электричках- Перевозить вещи (предметы), которые могут повредить или загрязнить вагон и вещи других пассажиров, а также зловонные, огнеопасные, отравляющие, легковоспламеняющиеся, взрывчатые и другие опасные вещества.
Вот приравняют-ли баллоны с кислотой к взрывчатым веществам- вопрос.
Даже на автотранспорт есть определённые требования:
Сообщение отредактировал alekseyka77: 29 Июнь 2016 23:00
Сообщение отредактировал sanec: 30 Июнь 2016 00:08
DmitriyN , я пользую подобные с ручками и нашими 10-ками не гнушаюсь. Если баллон новый, то аргон без вопросов заправят, а если углекислота побывала в нём, то нет.
Заправляют мне мои баллоны, на обмен не даю, попал с одним обменным(срочная работа, в пятницу вечером забрал, а газ грязный. Ждал до понедельника, а там обмен и опять грязный, по итогу его вакуумировали и спускали, пока не поменяли опять). Заправка проигрыш по деньгам и мотаться надо на заправку чаще, но конечно удобнее, в любую легковушку закинул в багажник и повёз. Заправка сама по себе не быстрая, повезёт если попадёшь во время, чтобы к рампе подключили, а нет придётся подождать, или вообще на следующий день забрать.
А когда плотно сидел на п/а, то 40 литровый стоял в гараже. С заправкой удобно, привёз поменял и сразу поехал назад.
На сколько хватает баллона углекислоты во время сварочных работ

Одним из наиболее популярных защитных газов, используемых в процессе сварки, является СО2. Обычно, сварщики еще до начала работ стараются узнать, на сколько хватает баллона углекислоты и от каких показателей зависит ее потребление. Некоторые справочные материалы и реальный опыт позволяют с необходимой точностью определить данный параметр.
От чего зависит расход углекислоты
Как и в случае с другими защитными газами, чтобы определить, на сколько хватает баллонов углекислоты, необходимо знать толщину обрабатываемого металла, диаметр проволоки и силу тока. Это основные параметры, влияющие на потребление газа.
Ниже приведены усредненные значения расхода СО2, в зависимости от диаметра проволоки и тока:

Расход зависит от диаметра проволоки, силы тока и скорости
На показатели расхода большое влияние оказывают внешние факторы. На открытом воздухе потребуется больше защитного газа для обеспечения нормальных условий сварки, особенно, если работа ведется в ветреную погоду. Поэтому, в закрытом помещении одного баллона хватает на больший срок.
Не менее важную роль играет качество смеси и ее соответствие для работы с конкретным металлом. Больше об этом читайте в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
На сколько хватает баллонов углекислоты разного объема
Как известно, стандартный 40-литровый баллон содержит 24 кг СО2, который при испарении образует около 12 000 дм³ газовой фазы. Учитывая приведенные выше данные, можно определить, на сколько хватает баллона углекислоты при непрерывном рабочем процессе.

Вот обычный 40 литровый баллон, заполненный углекислотой
Так, например, при использовании 1-миллиметровой проволоки и средней силе тока в 100 А, 40 литров газа хватит приблизительно на 24 часа. Соответственно, баллона объемом 10 л должно хватить на 6 часов непрерывной эксплуатации.
Согласно справочным материалам, на 1 кг наплавленного металла расходуется 1,1 кг СО2 и 1,35 кг сварочной проволоки. Благодаря этим данным определяется следующая пропорция: СО2/проволока = 1:1,2 кг. То есть, на 1,2 кг проволочного материала приходится 1 кг углекислоты в жидкой фазе.
Опираясь на полученный коэффициент, можно легко посчитать потребление: 24 кг углекислого газа (емкость 40 литров) хватит на 29 кг сварочного металла. Как показывает практика, данные расчеты в большинстве случаев соответствуют действительности.
Можно ли уменьшить расход?
Как отмечалось выше, во время рабочего процесса большое значение имеют внешние факторы. Поэтому желательно минимизировать их негативное влияние. Для этого достаточно соорудить закрытое помещение, защищенное от ветра и сквозняков. Не стоит забывать и о безопасности работы сварщика, обеспечив помещению хорошую вентиляцию.

В закрытом помещении заполненного баллона хватит на большее количество времени
Специальное сокращение расхода обычно не приводит к желаемому результату, поскольку, в таком случае, уменьшаются защитные функции, и качество сварочных швов становится хуже. Для сокращения потребления можно использовать многокомпонентную газовую смесь, например «Микспро 3212», которая, кроме того, обеспечит значительный рост качественных показателей сварки. Однако, цена у подобной смеси будет выше, чем у обычного углекислого газа. Поэтому, окончательный выбор необходимо делать, опираясь на технические требования и бюджет.
Компания «Промтехгаз» — качественный газ для сварки
Если вас действительно интересует, на сколько хватает баллонов углекислоты, и вы не хотите платить за воздух, тогда необходимо обращаться только к проверенным и надежным поставщикам. Много полезной информации по данному вопросу можно найти в статье: углекислота: где заправить – вопрос не праздный.
Компания «Промтехгаз» занимается не только заправкой баллонов техническими газами от лучших российских поставщиков, но и сама является их производителем. Поэтому, в качестве заправленной газовой смеси можно не сомневаться, поскольку все процессы выполняются в соответствии с установленными стандартами, правилами и нормами. По прочим техническим газам вы найдете статьи в соответствующем разделе блога.
Углекислотные баллоны для сварки: какой выбрать?
Начинающие или кустарные сварщики, выбирая комфортные10-ти или 20-литровые углекислотные баллоны, сталкиваются с проблемой заправки, так как оборудование большинства заправочных станций рассчитано на 40-литровые емкости.
Вы об этом знали? Мы тоже «нет», значит, будем разбираться вместе.

Качественные сертифицированные баллоны, предлагаемые https://safegas.com.ua/ru/gazovye-ballony/ballony-uglekislotnye-co2/, выпускаются в различных объемах (от 5 до 40 литров) и востребованы как для бытовых нужд, так и в промышленном производстве.
Баллоны для сварки: критерии выбора
1. Если при производстве сварочных работ вы используете сварочную смесь или аргон, то выбор у вас небольшой — только 40-литровые баллоны, а вот о наличии возможности заправки малых емкостей углекислотой вы всегда можете поинтересоваться у пожарников — по долгу службы им часто приходится заправлять огнетушители.
2. Корпус баллона обязательно должен окрашивается в черный цвет и маркируется ярко-желтой надписью с наименованием газа. При приобретении не забывайте проверить наличие «паспорта» — он выдавливается на верхней части емкости и содержит данные о массе, объеме, максимальном рабочем давлении, производителе, клейма технического контроля и пр.
3. Большое значение для качества сварки и экономии углекислоты играет редуктор (регулятор). По мнению профессионалов, наиболее стабильно поддерживает давление и экономит газ стрелочный регулятор с калиброванным жиклером, а регуляторы с ротаметром только снижают давление газа до нужной величины.

Эксплуатационные характеристики баллонов
1. Масса пустого 40-литровой емкости из углеродистой стали составляет 65 кг, баллон из легированной стали легче — около 55 кг.
2. Срок службы баллона составляет 20 лет (если иное не установлено производителем), но в целях безопасности один раз в пять лет баллон отвозят на обязательную проверку и сертификацию, по результатам которых выдается акт испытаний.
3. При перевозке баллон должен находится в горизонтальном положении, перед началом работы период покоя — не менее 30 минут.
4. В процессе работы углекислотные баллоны не должны находиться рядом с нагревательными приборами и под прямыми солнечными лучами.

При работе с углекислотными баллонами, прежде всего, важна безопасность, поэтому не стесняйтесь требовать сертификаты соответствия и акты испытаний, проверяйте паспорта и качество изготовления баллонов.
И обязательно обращайтесь к надежным поставщикам — их опыт и знания всегда к вашим услугам!
Все что нужно знать о газах применяемые для сварки от А до Я
Хотите узнать какой газ используется для сварки полуавтоматом mig или mag, а может вам необходимо разобраться с газовой сваркой и с тем какие газы применяются. В статье мы подробно расскажем о том, где и какие газы используют и как их выбрать.
Какой газ нужен для сварки полуавтоматом

Полуавтоматическая или механизированная сварка чаще всего выполняется сплошной проволокой, а сварочную дугу и расплавленный металл защищает газ. Газ подается в зону сварки через сопло горелки.
Подробно о процессе полуавтоматической сварки вы можете прочитать в нашей статье — Как работать сварочным полуавтоматом — Mig и Mag для начинающих.
Чаще всего для сварки черной стали используется СО2 (углекислый газ или как его называю углекислота). Реже используются газовые смеси в них входит СО2, Аргон, Гелий иногда Азот и кислород.
От использования газа определяется название сварки mig – сварка с применением инертного газа аргона или гелия. MAG (МАГ) – с использованием активного газа – углекислого. Остановимся поподробнее на каждом из газов.
Аргон

Как мы уже говорили полуавтоматическая (механизированная сварка аргоном) называется — маг.
Этот защитный газ применяется для сварки полуавтоматом чаще всего для ответственных конструкций из стали или алюминия. Для сварки используется аргон первого сорта в котором примесей чуть больше чем в аргоне высшего сорта, а именно содержится до 0,005-0,009% азота и до 0,001-0,002 % кислорода.
Газ аргон очень хорошо защищает сварочную ванну, дугу и зону термического влияния (нагретый участок). Он не растворяется в металле шва и не насыщает нагретый участок в околошовной зоне. Газ тяжелее воздуха в 1.4-1.5 раза, не имеет ни запаха не вкуса. Ar не горючий и не ядовитый, хотя некоторые молодые сварщики боятся применять аргон говоря что но вреден для здоровья. Это не так, сам газ не вреден и не полезен.
Аргон высшего сорта используют для сварки цветных металлов и сплавов таких как сплавы алюминия, титана, хромоникелевые сплавы и т.д. Содержание примесей азота и кислорода в нем минимальны для N – в районе 0,0055 — 0,006%, для О2 – до 0,0006-0,0007 %. Газ высшего сорта стоит дороже и применять его нужно только в тех случаях, когда это обосновано.
Гелий

Этот газ для полуавтомата в чистом виде применяется достаточно редко, потому как стоимость на He неоправданно высокая. Так еще гелий легче воздуха и из-за этого его расход гораздо больше, чем того же аргона. Гелий как и аргон не имеет не цвета ни запаха и тоже бывает двух сортов только называются они по другому.
Первый это высокой чистоты с содержанием гелия до 99,984-99,985%, второй это гелий технический его чистота в районе 99,7-99,8 %. При использовании гелия увеличивается глубина проплавление металла, так как из-за высокой степени ионизации дуга горит с выделением большего количества энергии (эффективнее в 1,4-2 раза по сравнению со сваркой в аргоне).
Применяют гелий при сварке активных (таких как магний, например) или химически чистых металлов (к примеру сплавы на основе алюминия и меди). Применение гелия очень распространено в США и Германии, а вот в странах СНГ применяется редко. Чаше идет в смесях и с аргоном или углекислым газом.
Углекислый газ СО2

Этот газ фаворит для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Это обусловлено тем, что СО2 дешевый и найти его можно даже в отдаленных населённых пунктах.
Углекислый газ имеет слабый, еле уловимый запах (конечно если это хорошо очищенный газ, без конденсата). У газа нет цвета и вкуса, он сильный окислитель. СО2 хорошо растворяется в воде (его также используют в пищевой промышленности для газирования напитков). Иногда и сварщики на производстве используя шланг и пластиковую бутылку делают газировку.
Газ тяжелее воздуха, что хорошо для сварки так как расход газа будет не большой в сравнении с гелием. Единственное нужно обеспечивать хорошее проветривание помещения при длительном проведении сварки, так как газ может скапливаться особенно в низменностях (разных приямках и т.д.). В идеале, конечно, чтобы была вытяжка, но такие системы как правило только на крупных производствах. Двуокись углерода (СО2) уже бывает трех сортов: первый, второй и высший.
Больше всего примесей во втором сорте до 1,2%. Первый сорт содержит примесей не больше 0,4-0,5%, а высший до 0,1-0,2% и применяется уже для ответственных конструкций из стали.
Диоксид углерода (углекислота) набирает в себя влагу, что негативно скажется при сварке. Рекомендуем перед сваркой за час полтора поставить баллон вентилем вниз. Перед сваркой не переворачивая баллон открыть вентиль и выпустить немного газа с влагой. Также можно использовать специальное оборудование для просушки газа – осушитель.
В углекислоте сваривают различные стали с низким и средним содержанием углерода, можно применять при сварке коррозионностойких сталей и чугунов.

Для сварочного полуавтомата Азот используется весьма ограничено, этот газ как правило применяют при сварки меди. Потому что именно по отношению к меди азота является инертным газом. Для большинства же других металлов азот активный газ который растворяется в расплавленном металле тем самым образуя многочисленные дефекты в виде газовых пор. Выпускается 4 сортов: высшего в котором примеси не более 0,1 %. Азот же 1 сорта может содержать примеси до 0,5%, 2 сорта 0,9— 1% принеси. Что касается азота 3-сорта он может содержать до 3% различных примесей. Азот не имеет цвета, ни запаха, ни вкуса он не ядовитый. Для сварки представляется в баллонах чаще всего имеющих объем 40 л. Эти баллоны имеют окрас чёрного цвета, как и баллон углекислоты, с надписью жёлтым «Азот».
Кислород

Кислород является очень активным газом. Сам он не горит, но очень активно поддерживает горение. Для сварки, кислород в чистом виде не применим. Как правило кислород используется лишь в смеси с инертными газами. Кислород не имеет ни запаха, ни вкуса, ни цвета. Выпускают кислород 3 сортов : 1-сорт с содержанием чистого кислорода 99,7-99,8%; 2 сорт — 99,4% — 99,5% и 3 сорт с содержанием примеси до 0,8%. Более подробное использование кислорода рассмотрим в разделе про смеси газов.
Сварочная смесь для полуавтомата

Для полуавтоматической сварки чаще всего используются такие смеси газов как: смесь аргона и гелия, смесь аргона и углекислого газа, смесь аргона и кислорода, а также смесь аргона углекислоты и кислорода в различных процентных соотношениях.
Смесь аргона и кислорода
При содержании кислорода от 1% до 4% в смеси процесс сварки становятся очень стабильным, увеличивается текучесть металла, расплавленного в сварочной ванне. Перенос металла становится мелкокапельным, брызг становится очень мало, а шов получается ровным и красивым. При мелкокапельном переносе металла значительно сокращается расход сварочный проволоки, которая сильно тратиться на разбрызгивание.
Смесь аргона и гелия
Эту смесь используют для сварки активных, цветных металлов и сплавов таких как алюминия, титана и прочих. Данная смесь обеспечивает очень высокий уровень защиты расплавленного металла в сварочной ванне. Оптимальный состав для этой смеси 50% + 50%. Также можно встретить соотношение 60-65% гелия и 35— 40% аргона.
Смесь углекислого газа и кислорода
Подобные смеси на практике не очень часто используются. Оптимальный для них состав это 65-75% углекислого газа и 25-35 % кислорода. При использовании таких смесей, шов формируется несколько лучше чем если использовать чистую углекислоту. Применяется как правило подобной смеси для сварки чёрных стали (углеродистых конструкционных, а также некоторых легированных).
Смесь аргона и углекислого газа
Такая смесь чаще всего используется для сварки углеродистых, низко- и среднелегированных, стали аустенитного класса (нержавейки). Соотношение этой смеси 74— 80% аргона и 20— 26% СО2. При использовании этой смеси обеспечивается очень хорошая защита сварочный дуги и металла.
Также идет очень незначительное разбрызгивание металла. Сварочный шов получается мелкочешуйчатый, а процесс формирования шва стабильный. Эта смесь очень хорошо повышает производительность сварки так как наличие аргона увеличивает мощность сворачивай другие. Благодаря этому свойству процесс идет быстрее.
Расход газа при сварке полуавтоматом
Расход газа при полуавтоматической сварке зависит от нескольких факторов:
Наличие сквозняка— если в помещение есть сквозняк или работы ведутся на открытом воздухе, где есть ветер, газ будет сдувать. Чтобы предотвратить его сдувание нужно увеличивать расход газа. Именно поэтому при наличии сквозняков и работе на открытом воздухе расход газа значительно увеличивается.
Свойства газа— такие газы как гелий и его смеси который легче воздуха, улетучиваются и при их использовании расход достаточно высокий. Если необходимо сократить расход, то лучше выполнять сварку в среде гелия в закрытых камерах или с использованием козырьков.
Свойства свариваемого металла — для сварки цветных металлов, а также их сплавов для обеспечения качественной защиты, чтобы в сварочную ванну не попадали газы из атмосферы применяют параметры с высоким расходом газа.
Тип соединения— от типа сварного соединения напрямую зависит расход газа особенно это видно на соединениях, где необходимо подваливать корень шва или соединение с двусторонней разделкой кромок.

От толщины свариваемых деталей— чем больше толщина свариваемых деталей, тем больше сварочный ток и соответственно больше расход газа. Это необходимо чтобы защитить большую зону сварки, широкую ванну и сварочную дугу.
Область применения
Защитный газ используется как мы уже говорили в механизированной сварки для защиты сварочной дуги и расплава от попадания газов из воздуха. Он используется 80% случаев использования полуавтоматической сварки, 20% это сварка самозащитой порошковой проволокой.
Область применения весьма широка так как данный процесс несложен и очень производителен. Полуавтоматом варят как тонкий металл в автосервисах, потому что ручной сваркой тонкий металл варить очень проблематично. Его легко прожечь. Так и используют на производстве металлоконструкций и крупных изделий.
Там ситуация обратная, швы протяженные, а толщина металла большая. Она применяется там, потому что этот процесс очень производительный и варить длинные швы и толстый металл ручной сваркой получается дорого и долго.
По большей части отличие здесь будут лишь в использовании самих аппаратов. В автосервисе как правило используются дешевые модели, а на производстве применяются дорогостоящая профессиональное оборудование с синергетической системы управления обеспечивающие высокую производительность.
Какой газ используют для сварки полуавтоматом — критерии выбора

Поговорим о критериях выбора газа для полуавтоматической сварки более подробно. На выбор того или иного газа влияет несколько параметров таких как:
В большой части марка изделия и определяет использование тех или иных газов или их смесей.
Инертные газы подходит как правило для любых видов сталей, цветных металлов и их сплавов. Применение инертных газов для низкоуглеродистых и низколегированных сталей неоправданно, так эти газа стоят очень дорого.
Для углеродистых, низкоуглеродистой, конструкционных сталей используется углекислота (углекислый газ ), а также смеси СО2 с аргоном, СО2 + аргон +гелий.
При сварки нержавеющих сталей (сталей аустенитного класса), к примеру всем известная «медицинская» сталь – 12Х18Н10Т и близкие с ней свариваются в смеси углекислоты и аргона.
Для сварки цветных металлов таких как алюминий, титан, медь чаще всего используется аргон либо в чистом виде, либо смесь с Не. В чистом виде Не используется редко так как он очень дорогой.
Медь можно сваривать в среде азота. Для цветных металлов не используются смеси содержащей СО2 и кислород.
Ниже приведём таблицу, где наглядно покажем применение тех или иных газов и их смесей для различных видов металлов сплавов.
| Газ | Стали конструкционные (низкоуглеродистые) | Легированные стали (низко-, средне-, высоко-) | Титан, алюминий и их сплавы |
| Со2 (углекислый газ) | Да | Да, с ограничениями | Нет |
| Ar (Аргон) | Да (нецелесообразно) | Да | Да |
| Не (Гелий) | Да (нецелесообразно) | Да | Да |
| Аr + Со2 | Да | Да | Да |
| Аr+О2 | Да | Да, с ограничениями | Нет |
| Со2+О2 | Да | Да, с ограничениями | Нет |
| Аr+Со2+О2 | Да | Да, с ограничениями | Нет |
| Ar+Не | Да (нецелесообразно) | Да | Да |
Какой газ нужен газовой сварки
Зачастую газовую сварку и газы которые в ней применяются путают с полуавтоматической и газами которые применяются для нее. Вкратце расскажем разницу. Газовая сварка выполняется за счёт сгорания горючего газа, а при полуавтоматической же газ используется для защиты, он не горит.
Ацетилен
Чаще всего именно ацетилен используют как сварочный газ для газовой сварки. Этот газ легче воздуха он бесцветный имеет слабый запах. При горении температура пламени ацетилена бывает в районе 2950— 3120 Градусов Цельсия. Ацетилена очень легко воспламеняется даже от статического разряда, потому баллоны с этим газом заполнены пористым веществом который пропитывают ацетоном.
Также его применяют для газовой резки, но реже. Чаще для этой цели используют пиролизный или природные газы о них поговорим далее.
Природные
Природные газы для сварки применяются гораздо реже нежели ацетилен ввиду их низкой температурой горения, а вот для резки применяются очень часто потому что стоят они недорого по сравнению с тем же ацетиленом. Применение природных газов более безопасно в отличие от ацетилена потому как они менее огнеопасны. Температура их горения значительно ниже, где-то в районе 2100— 2300 Градусов Цельсия.
Водород
Применение водорода вместо ацетилена обеспечивает более качественные ровный сварочный шов. Но несмотря на это преимущество данный способ редко применяется на практике. Так как есть целый ряд сложностей, возникающих в процессе сварки. Одно из них это появление большого количества шлака в процессе сварки, что требует введение дополнительных компонентов в расплав металла.
Также для работы аппарат водородный сварки требуется электричество, лишая данный способ автономности присущий газовой сварке. Грубо говоря — Если есть электричество зачем получать газ, можно просто заварить ручной сваркой.
Пиролизный
Получают этот газ на крупных нефтеперерабатывающих предприятиях как побочный продукт процессе нефтепереработки. После его получения газ требует определенную очистку и обработку для снижения его химической активности. Его свойства очень близки свойствам природных газов.
Используется для резки металлов, для сварки же достаточно редко ввиду опять же низкой температурой горение.
Влияние на процесс
Защитный газ применяемые для сварки оказывают огромное влияние как на сам процесс, так и на результат — качество сварного соединения. Неправильный выбор газов приведёт либо к многочисленным дефектом, либо к ненужному удорожанию процесса.
Приведём несколько примеров:
Применение аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение получится качественным, но затраты необоснованно высокими. Или же другой пример: сварка титанового сплава ВТ9 в среде углекислого газа. В этом случае финансовые затраты будут минимальны, но соединение будет однозначно бракованным и скорее всего даст трещину еще до того, как сварщик завершит работу.
Преимущества и недостатки газовой среды
Преимуществами при использовании газовой защиты является удешевление процесса так как не требуется использование дополнительных флюсов с газообразующими компонентами. Также это защищает соединение попадание шлаковых включений.
Основными недостатками является наличие громоздкого и не дешевого газового оборудования:
Применять его в условиях монтажа достаточно проблематично. Также условиях монтажа использование газовой защиты осложняется тем, что ее сдувает порывами ветра или сквозняком. А из-за этого образуются дефекты, и дуга горит нестабильно.



