Виды напильника. Назначения и характеристики
Различные виды напильника, известны миру с 3 века до нашей эры.
Сегодня диапазон применения этого старейшего ручного приспособления практически не ограничен.
Различные типы инструмента применядт для доводки деталей и достижения необходимой чистоты поверхности.
Благодаря современным технологиям, напильники механического действия дополнились рядом электрического и аккумуляторного инструмента.
Что такое напильник и для чего он нужен?
Это один из самых популярных видов слесарных приспособлений для ручной обработки самых разнообразных материалов: металл, дерево, пластмасса, кости, стекло и прочих.

Для каждой сферы применения предназначается свой тип инструмента, имеющий подходящие элементы напильника для поставленной задачи.
В качестве общих функций, он предназначен для выполнения следующих операций:
Рифленая поверхность способна обеспечить высокий уровень точности и чистоты обрабатываемых элементов при небольших физических затратах.
Пилочку для ногтей с полным правом можно отнести к одной из разновидностей этого инструмента.
Внешний вид и формы напильников
Внешне, это многолезвийный брусок, состоящий из металлической полосы с острыми зубцами различного наклона.

Обычно, основные элементы напильника, это лезвие и хвостовик для крепления ручки.
По форме рабочей области инструменты могут быть:

Некоторые разновидности выпускаются без хвостовика, а в других типах в качестве рукояти используется продолжение стального полотна.
Как правило, длина рабочего полотна составляет от 100 до 400 мм.
Некоторые виды, с учетом специфики выпускаются большим размером.
Принцип действия
Принцип действия напильника заключается в снятии верхнего слоя с обрабатываемой детали по средствам трения.
Зубцы бруска определяют качество среза, а глубина зависит от усилий, прилагаемых нажатием на инструмент и скоростью движений.

Более грубая и крупная насечка позволяет работать значительно быстрее, но при этом снижается качество обработки.
Мелкие или алмазные грани обеспечивают практически идеальную поверхность.
Во многом, результаты работы зависят от особенностей материала и правильно подобранного вида напильника.
Классификация напильников
Основная классификация напильников, согласно госстандарта ГОСТ 23726-79 осуществляется по виду использования и подразделяет инструменты на 5 основных групп:
Так же, виды напильников различают по насечке – им присваиваются номера по классам от 0 до 5.
Маркировка
В маркировке отражаются необходимые данные, характеризующие предназначение инструмента.
Это класс от 1 до 6 и длина, которая обозначается латинской буквой L.
А также виды насечки напильника под № от 0 до 5.
Такой важный параметр как твердость зубьев обозначают сокращением HRC в сочетании с двузначным числом – например, HRC 55.
Так же, может быть указан тип стали, например: 13Х или У13А.
Обозначения ЦМ наносятся на инструменты, предназначенные для обработки цветных металлов.
Виды насечек и их нумерация
Виды насечки напильников – это самый важный рабочий показатель, по характеру которого классифицируют инструмент.
Абразивное покрытие может быть:
1. Простым одинарным
Простая насечка одинарного типа применяется для обработки мягких металлов и других материалов, а так же для производства специализированных напильников.
2. Двойным
Эта насечка усиливает воздействие на поверхность обрабатываемой детали.
Такие виды напильников применяют для грубой обработки чугуна, бронз, стали.
3. Крестовым
Перекрестная насечка состоит из зубьев для грубой обработки, а мелкая насечка является вспомогательной для шлифовки материала.
Так достигается более качественная обработка.
4. Точечным
Точечная или рашпильная насечка состоит из заусениц небольших размеров, она идеально подходит для обработки мягкой древесины, кожи, резины и пр.
5. Фрезерным дуговым
Такая насечка благодаря особой форме способствует достижению высокой производительности и хорошего качества обработанного изделия.
Применяют ее в работе с цветными металлами и деревом.
Как уже говорилось выше, виды напильника различаются по номерам насечки от 0 до 5.

Номера 0 и 1 отличаются крупными редкими зубьями от 4 до 12 штук на 10 мм.
Номера 2 и 3 имеют 13-24 зубца на 10 мм.
Насечки под № 4 и 5 характеризуются наибольшим количеством зубцов – более 24 на 10 мм.
Виды напильников и их назначение
Виды напильников по классам и форме определяют основную сферу применения.
К 1 классу относятся инструменты с насечкой с нумерацией от 0 до 1.
Это драчевый напильник его основная задача черновая обработка поверхностей.
Ко второму классу относятся инструмент с абразивом под № 2 и 3.
Это уже менее грубый напильник, называют его личной, и использует преимущественно для чистовой обработки, т.к. он оставляет более гладкую поверхность.
Инструменты 3,4,5 и 6 класса обладают насечкой 4 и 5 номеров.
Они больше известны как «бархатные» или ювелирные напильники, применяются для финишной обработки.
Виды напильника по форме
Классификация по форме подразделяет сферу применения более детально.

1. Плоские тупоносые напильники относятся к универсальному инструменту, т.к. предназначены они для работ по металлу и дереву.

Они легко справляются с обработкой плоских и выпуклых поверхностей. На одну из боковых граней у них нанесена одинарная насечка.
2. Плоские остроносые используют для обработки наружных или внутренних плоских поверхностей, также их применяют для пропиливания шлицев и канавок.

3. Квадратные изделия имеют острый нос, служат они для распиливания отверстий квадратного и прямоугольного сечения и зауженных поверхностей.

4. Трехгранная форма выпускается в двух вариантах – для послойного срезания материалов, обработки внутренних углов разной формы, трехгранных отверстий для опиливания мелких пазов и клиновидных канавок.

Также этот вид применяют для заточки пил по дереву, поэтому их еще называют ножовочными.
5. Круглая форма – этот вид, как и треугольный, имеет два различных подтипа.

Для обработки круглых пазов, отверстий, послойного отпиливания и для затачивания пил по дереву, цепей для пил.
6. Полукруглый тип относит инструмент к универсальным, так как сочетает преимущества плоских и круглых напильников.

Идеально выполняет обработку сферических и плоских поверхностей, имеет заостренный носик.
7. Ромбическая форма позволяет эффективно обрабатывать материалы со сложной конфигурацией поверхности, в том числе для работы с шестернями, звездами, колесами, дисками.

Напильники, предназначенные для специализированных операций, называются инструментом специального назначения, к ним относятся алмазные покрытия и другие режущие поврехности более высокой твердости, предназначенные для цветных сплавов, металла, для плитки из кафеля или керамики и прочих материалов.
Виды и размер насечек
Характер насечки определяет основные виды напильника.
Профиль и размер зубьев напильника зависят от станка, используемого для нанесения режущей поверхности.
Как правило, для производства используются:
— пилонасекательные станки с зубилом;
— фрезерные станки;
— шлифовальные станки со специальными кругами;
— зубонарезные и протяжные станки.
Вне зависимости от способа производства, все зубцы имеют заданные параметры угла расположения, заострения и резания.

Чем больше насечек на 1 см рабочей площади, тем меньше зубья насечки.
Отношение высоты к шагу основной насечки должно быть не меньше 0,5.
Материал напильника
Согласно стандартам РФ и международным нормам, напильники производятся из инструментальной стали углеродистого типа.
К таким относятся наиболее распространенные марки:
— У 10,12, 13;
— У 10, 12, 13 А;
— ШХ15 УА;
— 13Х и их зарубежные аналоги.
Что такое надфиль и его назначение?
Изделия маленьких размеров, основное назначение которых граверные, лекальные и ювелирные работы; также их используют для шлифовки в труднодоступных местах; коротких отрезков профиля, углов или отверстий; для керамики, твердых сплавов, доводки режущих инструментов – называются надфили.

Слесарные напильники и надфили имеют разную форму.
По типу насечки последние выпускаются под номерами от 1 до 5 и в зависимости от вида, имеют от 20 до 112 зубцов.
Производство надфилей регламентируется ГОСТ 1513-67.
Согласно стандарту, длина изделий может быть 80, 120 и 160 мм.

Абразивные насечки располагаются не на всей рабочей поверхности, а на длине 40, 60 и 80 мм. основная рабочая область покрывается перекрестной насечкой, а узкая сторона – одинарной.
Что такое рифель и для чего он нужен?
Разновидность надфиля – это особенный инструмент под названием рифель.
Он отличается изогнутой рабочей областью, и производится из магнитосодержащих сплавов.

Сфера использования рифеля достаточно узка – это ювелирные работы, где прибор служит для отделения отработки рифеля от опилок драгоценных сплавов.
Рашпиль
Рашпиль предназначен для обработки мягких металлов, каучука, кожи, дерева, кости и подобных материалов.

Согласно ГОСТ, выделяют три основных типа инструментов:
— общего назначения;
— сапожные (обувные)
— копытные.
Рашпили общего назначения выпускаются с острым и тупым носом плоского типа или круглые и полукруглые с насечкой 1 и 2.
Характерная особенность этого вида – большие размеры зубьев и просторные канавки перед каждым зубом.
Что такое тарированный напильник
Тарированный напильник служит своего рода эталоном определения твердости закаленных, металлических деталей, заготовок по шкале Виккерса или шкале «С» Роквелла.

Твердомеры позволяют быстро и дешево определить характер материала в быту и промышленности, а так же, в труднодоступных местах, где нет возможности воспользоваться стационарными или портативными инструментами.
Для этого выпускаются наборы, в которых инструменты в зависимости от эталона своей твердости отличаются по цветам:
Следы царапин на контрольном изделии показывают, что испытываемая поверхность более мягкая, чем определитель.
Испытания проводят до тех пор, пока твердость предмета не окажется выше твердости тестера и будет находится между средними показателями обоих инструментов.
Какие бывают напильники
Современное производство не всегда может быть удовлетворено результатами ручного труда, поэтому производители предлагают такие инструменты, как электрический или пневматический напильник.
Последние отличаются небольшой производительностью, но выигрывают в весе и размерах.
Сетевые инструменты имеют высокую производительность, тяжелее и габаритнее первых, но не требуют дополнительной подачи воздуха.

С развитием автономных технологий, появился новый вид – ленточный напильник аккумуляторный, который позволяет работать без привязки к точке питания.

Несмотря на то, что пневматика постепенно вытесняется с прилавков магазинов, есть модели, максимально отвечающие требованиям потребителя.
Один из таких популярных вариантов – ленточный пневматический напильник.

Он отлично справляется с зачисткой металлических поверхностей от следов сварки, коррозии и прочего в условиях небольших слесарных предприятий, частных автомастерских, производственных и сборочных цехов.
Как выбрать напильник
Выбирая определенный вид ручного напильника, профессионалы рекомендуют обратить внимание на обрабатываемые материалы и рабочие характеристики.
В числе значимых параметров – качество зубьев.
От него напрямую зависит эффективность работы.
Кроме того, стоит учесть:
— Тип насечек;
— Форму рабочего тела;
— Длину;
— Особенности рукояти или хвостовика.
Размеры должны соответствовать размерам обрабатываемых деталей.
Для габаритных деталей используйте максимальную длину – от 22 до 350 мм, а для небольших – от 150 до 180 мм.

Рукоять должна быть надежной и удобной.
Деревянные ручки считаются менее надежными, более удобны пластик и резина.
Так же, инструменты часто предлагаются без рукояти.
Очень важны такие показатели, как распределение твердости и вязкости.
Вязкость минимальна на поверхности, и максимальна на глубине, а твердость наоборот.
Недостаточная твердость приводит к быстрой потере остроты зубьев, а малая вязкость грозит разрушению насечки при работе.
Поверхностная твердость регламентируется в зависимости от назначения.
Средние показатели по производителям составляют следующие значения для напильников различного вида:
Действительное качество проверяется только в процессе использования.
Производители напильников
Действительно, визуально оценить качество инструмента для непрофессионала – задача очень сложная.
Поэтому основной критерий – это отзывы пользователей и репутация производителя.
Среди наиболее популярных марок стоит выделить:
Каждый производитель достоин отдельного внимания, поэтом на нашем сайте есть отдельный раздел, где представлена информация о различных фирмах, брендах, марках и т.п.
Как выбрать напильник для необходимых работ
От автора: здравствуйте, дорогие читатели! Напильник — один из самых старых инструментов в мире, но он все еще не теряет своей актуальности. Сейчас существует огромное множество моделей, различающихся по форме, длине, рукоятке и покрытию. Как выбрать напильник в таком разнообразии? Ответ прост: определите, для чего именно он вам нужен, а дальше смотрите на характеристики.

История
Напильникам уже несколько тысяч лет. Изготавливались они в те далекие времена из плоских камней, смоченных водой и обсыпанных песком. Для более мягкой работы использовались шкуры животных, намотанные на деревянную палку.
Со временем пришло понимание, что камень не слишком шершавый, а кожа слишком тонкая для обработки металлов, поэтому и начали делать напильники из металла — чаще всего, бронзы, которую затем сменило железо.
Уже в XII веке стали делать напильники разной формы и с разными типами насечек, которые наносили зубилом или молотком. Но в то время инструмент пользовался популярностью не только у ремесленников, но и у стоматологов.
Главная задача напильника — вовсе не пилить, а опиливать, то есть снимать материал слой за слоем. За счет этого можно достичь желаемой формы, размера или даже гладкости обрабатываемого объекта.
Помимо опиливания, у инструмента есть и другие функции:
При работе с напильником можно достичь точности до 0,05 мм, а иногда и до 0,01 мм.
Форма
Напильник представляет собой полоску из закаленной стали с сечением и насечкой, на конусообразном его конце закреплена рукоятка. Поскольку от инструмента необходима твёрдость, после закалки его не подвергают отпуску.
Первое, что бросается в глаза при выборе напильника — они различны по форме:
Назначение
Следующий параметр, по которому различаются напильники — тип работ, для которого они необходимы. Существуют следующие разновидности инструмента:
Вид насечки
Важно не только количество насечек, но и их тип:

Зернистость
Зернистость показывает, как много насечек сделано на 1 см рабочей поверхности напильника, а это определяет эксплуатационные особенности инструмента. Этот показатель разделяют на 6 классов: от нуля до пяти. Чем больше цифра, тем меньше насечка — это позволяет добиться гладкой поверхности. Напильники с зернистостью в 0–1 годятся только для грубой работы с твердыми металлами. Помимо цифрового разграничения, напильники делят и по типам насечек:
Стоит отметить, что работа с грубым напильником всегда идет быстрее, но качество при воздействии на мягкие металлы или дерево оставляет желать лучшего. Поэтому подбирать зернистость надо, исходя из материала, требующего обработки.
Напыление
Существуют напильники с алмазным напылением — они созданы для интенсивной работы с очень твердыми материалами. Покрытие придаёт инструменту повышенную износостойкость. Этим и обеспечивается возможность работы с особо твердыми материалами, вроде камня или металла. Стоит такой напильник ненамного дороже обычного, ведь алмазные зерна, используемые в напылении, добываются синтетическим путем.
Длина
В среднем длина рабочей части напильника составляет 10–35 см. Этот промежуток можно разделить на два типа по назначению:
Стоит учитывать, что размер насечки зависит и от длины рабочей части. То есть, если положить рядом два напильника: один длиной 15 см, а другой — 35, и оба будут помечены цифрой 2, то есть одним типом насечки, то у второго она будет больше.
Рукоятка
Рукоятка играет важную роль, поскольку он нее зависит безопасность и удобство работы. Она должна быть прочной, надежно сидеть и не разрушаться от растворителя, масла или бензина. Ручку делают из трех материалов:
Дерево — самый распространенный вариант, но устаревающий. С обоих концов его фиксируют металлическим кольцом, чтобы избежать трещин. Но все равно это мера не всегда помогает, дерево трескается, рукоятка может сломаться полностью. Помимо этого, данный материал может гнить и легко пачкается. Во избежание данной проблемы на дерево наносят лак или краску. На рукоятке из пластмассы рука может скользить, поэтому предпочтителен последний вариант — из резины.
Рукоятка должна быть в полтора раза длиннее конусообразного хвостовика напильника. Хвостовик — это как раз та часть, которая в рукоятке спрятана.
Правила выбора
Знание характеристик — прекрасно, но даже это не всегда поможет выбрать хороший и качественный инструмент. Перед выбором рекомендуется ознакомиться с правилами:
Поскольку качество материалов визуально оценить сложно, то стоит ориентироваться на известных производителей. К таким относят:
Правила работы с напильником
Выглядит инструмент абсолютно безопасно, но есть несколько правил, которых стоит придерживаться:
Эти простые правила помогут быстрее закончить работу и сохранить здоровье.
Уход за инструментом
Напильник довольно хрупкий и быстро портится при небрежном обращении, поэтому очень важен надлежащий уход. Во время обработки металлические опилки застревают в углублениях, из-за чего свойства инструмента снижаются, и он начинает скользить по поверхности — «не берет» ее.
Для драчевых напильников продают специальную лопатку из мягкого железа. Остальным же подойдет обычная щетка со стальной щетиной. Чистка должна происходить только по направлению насечки, чтобы предотвратить ее затупление.
Стоит ознакомиться и с другими правила ухода за напильником.
Умельцы в интернете даже самостоятельно затачивают напильник с помощью хлорного железа, уксуса или лимонной кислоты.
Где и по какой цене купить
Напильник можно найти в любом строительном магазине. Не всегда их выкладывают на витрину из-за низкого спроса и небольшой накрутки, в таком случае стоит уточнить их наличие у продавца. Цены на них достаточно демократичные: от 100 рублей за один инструмент до 700 — за целый набор из шести надфилей с алмазным покрытием, с чемоданчиком для хранения и производством в Швейцарии.

Решить, какие напильники лучше для вас, легко — не надо задумываться насчет мощности, частоте оборотов и прочих характеристиках электроинструментов. Все, что требуется — знать, с каким материалом предстоит работа, его форму, и насколько аккуратным должен быть результат.
Слесарные работы. Опиливание металла.

Опиливание производится, как правило, после операций рубки или резки для отделки поверхности обрабатываемого изделия и придания ему более точных размеров. В слесарном деле основными видами опиловочных работ являются:
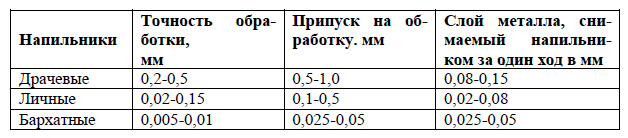
Опиливание подразделяется на предварительное (черновое) и окончательное (чистовое и отделочное), выполняемое различными напильниками. Напильник подбирают в зависимости от заданной точности обработки и величины припуска, оставляемого на опиливание; данные в таблице дают представление об этой зависимости.
Напильники и их конструкция.
Напильники представляют собой режущие инструменты в виде стальных закаленных брусков различного профиля с насеченными на рабочих поверхностях зубьями. Этими зубьями напильник срезает небольшие слои металла в виде стружки (опилок). Напильники бывают различной длины (за длину принимается насеченная часть напильника).
Виды насечек напильников. Насечка напильников бывает одинарной (простой) и двойной (перекрестной). Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, поэтому работа ими требует больших усилий.
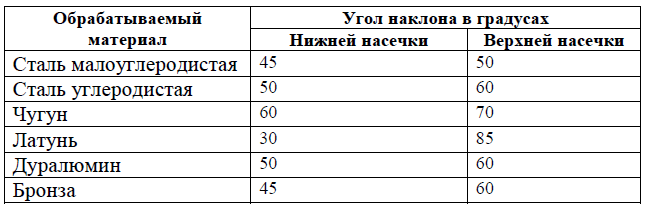
Такими напильниками опиливают мягкие металлы (медь, бронзу, латунь, баббит, алюминий). Одинарная насечка наносится под углом 70-80 0 к ребру напильника.
Шаг, т.е. расстояние между двумя соседними зубьями, делают у нижней насечки большим, чем у верхней. В результате зубья располагаются друг за другом по прямой, составляющей некоторый угол с осью напильника (рис. 2), при движении напильника следы зубьев частично перекрывают друг друга. Благодаря этому на обрабатываемой поверхности не остаются глубокие канавки и она получается более чистой и гладкой.
Классификация напильников и их применение.
Напильники делятся на обыкновенные, специальные, рашпили и надфили. К обыкновенным относятся напильники плоские (тупоносые и остроносые), квадратные, трехгранные, полукруглые и круглые.
К специальным напильникам относятся:
— ножовочные, ромбические (мечевидные), плоские с овальными ребрами, овальные, а также напильники- брусовки (рис. 3) и др.;
— напильники в виде круглых дисков с насечками, нанесенными по окружности и на боковых сторонах (рис. 4).
Рашпили — напильники с особым видом насечки, называемой рашпильной (рис. 5). Подразделяются они на плоские тупоносые, плоские остроносые, полукруглые, круглые.
Надфили (мелкие напильники) делятся на плоские тупоносые, плоские остроносые, трехгранные, квадратные, полукруглые, круглые, овальные, ромбические, ножовочные (рис. 6).
Классы напильников. По числу насечек, приходящихся на 1см длины, напильники делятся на шесть классов:
Напильники-брусовки имеют всего один класс. Это драчевые с очень крупной насечкой напильники, применяемые для самого грубого опиливания. Рашпили применяются для грубого опиливания баббитов, свинца, цинка и других материалов; они делятся на два класса. Рашпили 2-го класса имеют более мелкую насечку, чем рашпили 1-го класса, поэтому ими можно пользоваться и для чистовой обработки (там, где не требуется высокое качество чистоты поверхности).
Насечки подразделяются на шесть номеров. Первый номер имеет 22 насечки, шестой 80 насечек на 1см длины. Надфили применяются при опиливании очень точных и мелких изделий, при опиливании изделий в местах, не доступных для обычных напильников, при изготовлении инструментов и обработке штампов.
Обращение с напильниками и уход за ними.
Напильники во время работы изнашиваются. Износ напильника сопровождается потерей его режущих способностей. Преждевременный износ напильника является обычно результатом неумелой работой или небрежного обращения с ним. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания поверхности, не очищенной от окалины и корки, или закаленной поверхности.
На продолжительность службы напильника влияют твердость обрабатываемого металла, острота насечки и качество закалки напильника, умение пользоваться им. Для удлинения срока службы напильников нужно соблюдать определенные правила.
Зубья нового напильника имеют заусенцы. При обработке твердого металла эти заусенцы быстро обламываются, а напильник тупится раньше срока. Следовательно, нельзя употреблять им, нужно опиливать мягкую сталь, бронзу, латунь. Лишь когда заусенцы на зубьях окончательно сработаются, можно перейти к обработке более твердых металлов.
Новыми напильниками нельзя опиливать поверхности с окалиной или литейной коркой, а также твердые, стальные неотожженные детали. Корку и окалину нужно срубить зубилом или снять на обдирочном наждачном точиле или, в крайнем случае, опилить старым напильником.
Личный напильник нельзя употреблять для опиливания мягких металлов (свинца, олова и т.п.), так как стружка этих металлов быстро забивает впадины между зубьями, и напильник будет только скользить по обрабатываемой поверхности. Забитые стружкой напильники очищают вдоль зуба стальной щеткой или пластинкой.
Всегда следует пользоваться только одной стороной напильника, вторую нужно пускать в дело лишь после затупления первой стороны или же в том случае, когда обработка обязательно должна производиться острыми зубьями, как при работе, так и при хранении нельзя укладывать напильники один на другой, бросать их в кучу с другими инструментами и предметами.
Надо беречь напильники от ржавления, следить, чтобы на них не попала вода. Не следует также допускать попадания на напильники наждачной пыли, так как при опиливании она затупляет зубья инструмента. Затупившиеся и изношенные напильники надо сдавать на восстановление.
Отделка обработанной поверхности.
Опиливание поверхности обычно заканчивается ее отделкой, которая производится различными способами. В слесарном деле поверхности отделывают личным и бархатным напильниками, бумажной или полотняной абразивной шкуркой, абразивными брусками.
Отделка напильниками производится поперечным, продольным и круговым штрихами (рис. 7)
Чтобы получить в результате отделки гладкую и чистую поверхность, очень важно не допускать на ней глубоких царапин при доотделочном опиливании. Так как царапины получаются от опилок, застрявших в насечке напильника, необходимо во время работы насечку чаще прочищать и натирать мелом или минеральным маслом. Еще более тщательно надо прочищать и натирать мелом или маслом (а при опиливании алюминия — стеарином) насечку отделочных напильников, особенно при работе по вязким металлам.
После отделки напильником поверхность обрабатывают абразивными брусками или абразивной шкуркой (мелкими номерами) всухую или с маслом. В первом случае получают блестящую поверхность металла, во втором — полуматовую. При отделке меди и алюминия шкурку следует натирать стеарином.
Обработка плоской поверхности шкуркой требует умения; неправильная работа шкуркой может привести к порче изделия. Для отделки поверхностей пользуются также деревянными брусками с наклеенной на них абразивной шкуркой. Иногда шкурку навертывают на плоский напильник (в один слой) или же натягивают на напильник полоску шкурки, придерживая ее при работе.
При отделке криволинейной поверхности, а также в тех случаях отделки прямолинейной поверхности, когда возможный небольшой завал краев не будет считаться браком, шкурку навертывают на напильник в несколько слоев.
Измерение и контроль при опиливании. Чтобы убедиться в правильном опиливании плоскости, необходимо время от времени проверять ее проверочной линейкой на просвет. Если линейка ложится на плоскость плотно, без просвета, это значит, что плоскость опилена чисто и правильно. Если обозначается ровный по всей длине линейки просвет — плоскость опилена правильно, но грубо. Такой просвет образуется от того, что насечка напильника оставляет на поверхности металла тонкие бороздки и линейка опирается на их вершинки. На неправильно опиленной плоскости при наложении линейки обнаружатся неровные просветы. Проверка на просвет производится по всем направлениям контролируемой плоскости: вдоль и поперек и с угла на угол, т.е. по диагонали. Линейку надо держать тремя пальцами правой руки — большим, указательным и средним. Нельзя передвигать линейку по проверяемой плоскости: она от этого изнашивается и теряет прямолинейность. Чтобы переместить линейку, ее надо приподнять и осторожно наложить на новое место.
При проверке угольником его осторожно и плотно прикладывают длинной стороной к широкой плоскости детали; короткую сторону подводят к проверяемой боковой стороне и смотрят на свет. Если деталь с этой стороны опилена правильно, короткая сторона угольника плотно ляжет поперек боковой стороны детали. В случае неправильного опиливания угольник коснется либо только середины боковой стороны (если эта сторона выпуклая), либо какого-нибудь края (если боковая сторона косая).
Для проверки параллельности двух плоскостей пользуются кронциркулем. Расстояние между параллельными плоскостями в любом месте должно быть одинаковым. Кронциркуль держат правой рукой за шайбу шарнирного соединения. Установка раствора ножек кронциркуля на определенный размер производится легким постукиванием одной из ножек по какому-нибудь твердому предмету.
Ножки кронциркуля надо устанавливать на детали так, чтобы их концы находились друг против друга. При косо установленных ножках, смещениях и наклонах при проверке будут получены неверные результаты.
Для проверки устанавливают раствор ножек кронциркуля точно по расстоянию между плоскостями в каком-либо одном месте и перемещают кронциркуль по всей поверхности. Если при перемещении кронциркуля между его ножками ощущается качка, это значит, что в данном месте расстояние между плоскостями меньше; если же кронциркуль перемещается туго (без качки), это значит, что расстояние между плоскостями в данном месте больше, чем в другом.
Две плоскости могут считаться параллельными между собой, если ножки перемещаемого кронциркуля скользят по ним с легким трением равномерно.



