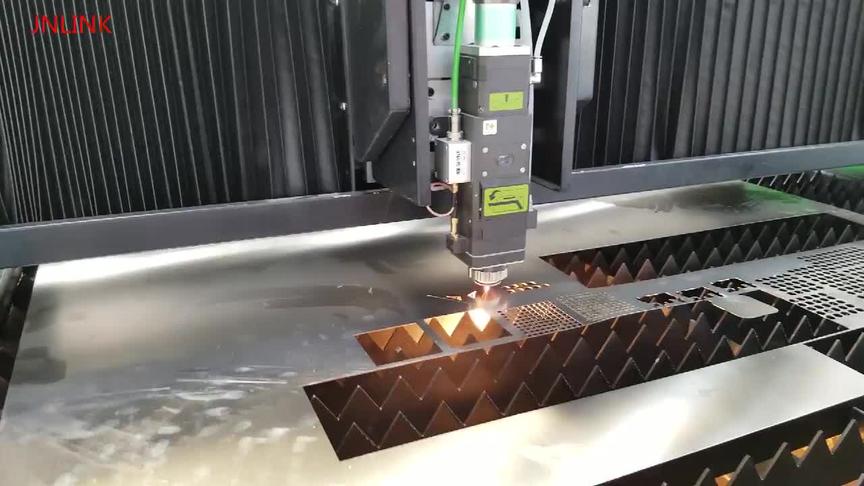
Выбор параметров лазера для качественной резки металла
Мощность лазера для резки металла определяет его максимальные возможности. Одно из главных правил при покупке такого устройства — станок для резки металла лазером нужно покупать с запасом. Ведь наличие запаса силы гарантирует большую производительность и возможность дальнейшего развития организации.
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
По виду рабочей среды устройства для нарезания бывают следующих видов:
Справка. К твердотельному типу относятся также и волоконные устройства. В них излучение становится выше, а в качестве источника энергии выступает полупроводниковый лазер.
Для резки металла

Мощность нарезания материала лазером зависит от его теплопроводности: чем она выше, тем эффективнее будет процедура, в среднем это 0,15–12,5 м/с. Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
В зависимости от типа используемых материалов
Справка. Чтобы нарезать металл с помощью специального оборудования, потребуется сила, которая в среднем составляет 450–500 Вт. Эффективным данный способ считается при толщине заготовок не выше 6 мм. При 20–40 мм подобное оборудование используется редко. Для материала большой толщины резка не осуществляется.
Резка лучом возможна, если материалом выступает:
Каждому из этих видов материала соответствует свой вид оборудования.
Справка. Нарезание материала лучом не используется на вольфраме, титане, молибдене. Они обладают высокой прочностью, которая приведет к выходу устройства из строя.
В зависимости от толщины
Для качественной нарезки материала нужно учитывать несколько факторов. К примеру, для малоуглеродистых сталей параметры будут такими:
Если обработке подвержена нержавеющая сталь, то параметры следующие:
При резке титана параметры следующие:
В зависимости от производительности

Чем мощнее источник лазерного станка, тем толще может быть лист материала. У лампового устройства мощностью 500 Вт есть два достоинства, которых нет у оборудования меньшей силы. Им можно разрезать латунь и алюминий, что нельзя осуществить оборудованием меньшей мощности из-за большой отражательной способности этого материала.
Если потребности в производстве и производственные задачи высокие, то вы свободно достигнете их, используя силу 250 или 500 Вт. Если предполагается нарезка металла, то понадобится 500 Вт мощности, а если нужен просто станок для резки деталей, то хватит и 100 Вт.
Станки для лазерной резки металла — современное решение, которое нацелено на будущее. Их главные отличия состоят в качестве и сбалансированности всех элементов вместе с современными разработками в области ПО.
Выбор мощность лазера для резки металла в зависимости от материала
Это одна из самых современных технологий, используемых не только на производстве, но и в небольших мастерских. Данный способ при правильном подборе вида оборудования подходит практически для всех металлов, позволяет делать обычную и художественную (фигурную) резку. Чтобы добиться хороших результатов, необходимо ориентироваться в технологиях и принципах работы этого оборудования.
Мощность лазера для раскроя металлических заготовок различной толщины
Резка лучом лазера термическая, дает возможность добиться точности, почти полностью исключающей необходимость в дальнейшей обработке. Чтобы повысить эффективность, применяются различные газы: кислород, углекислый газ, азот, водород, гелий, аргон. Выбор зависит от вида материала, толщины заготовки, планов по поводу последующей обработки. Если для раскроя требуется очень высокая температура, используется кислород. Для работы с цирконием или титаном подходит только аргон.
Любой лазерное оборудование состоит из:
В твердотельное лазерное оборудование размещается диод и стерженек, изготовленный из рубина, неодима или граната. В волоконных лазерах элементом, генерирующим луч, (иногда и резонатором) служит оптическое волокно. В газовом оборудовании используются газы или их смеси. Мощность и сфера применения полностью зависят от вида оборудования:
Для резки металла мощность лазера 450-500 Вт (кроме цветных металлов, для которых требуется от 1 кВт). Наиболее эффективен этот способ при толщине заготовок, толщина которых не превышает 6 мм. При 20-40 мм лазерное оборудование применяется редко. Для металла большой толщины лазерная резка (от 40 мм) почти не встречается.
Зависимость мощности от толщины заготовки
Толщина заготовки (мм)
Сталь (легированная, углеродистая)
Для обработки легированной и углеродистой стали в качестве вспомогательного элемента используется кислород, для нержавеющей стали – азот с давлением до 20 атмосфер. Цветные металлы и алюминий отличаются высокой теплопроводностью и низким уровнем поглощения лазерного луча. Для раскроя этих материалов используется твердотелый лазер, работающий в режиме импульсов.
Важно! Для резки металла толщиной 1мм выбор мощности лазера зависит от вида материала. Для стали достаточно 100 Вт, для титана необходимо 600 Вт.
Лазерный диод для резки металла
Лазерный диод для резки металла – полупроводниковый лазер, сконструированный по принципу p-n гомоструктурного диода. Полупроводником служит пластина, верхний слой которой создает n-области (отрицательную), нижний — p-область (положительную). Переход p-n сравнительно большой и плоский. Торцы по бокам служат резонаторами. Фотон, который движется перпендикулярно, отражается от торцов несколько раз, только потом сможет выйти.
В процессе прохода вдоль торцов создаются новые фотоны, излучение усиливается, начинается генерация луча. В момент выхода он сильно расходится, поэтому собирается линзами. Лазерные диоды для резки металла с большой мощностью (10 микрометров) дополнительно излучают углекислый газ (CO2).
Важно! Оборудование этого типа отличается повышенной производительностью, сравнительно низкой стоимостью
СО2 лазер (углекислый) для раскроя металла
Углекислые лазеры обладают характеристиками, делающими их идеальными для раскроя в промышленности. Первое — длинные инфракрасные волны, идеальные для нагрева. Второе — высокая эффективность (от 30%). Использование углекислого газа делает срез более гладким (если сравнивать с оборудованием со стекловолокном). Расширяется сфера применения, инвестиции быстро окупаются.
Недостаток СО2 лазер для резки металла – необходимость в оптических зеркалах, оснащенных сапфировыми элементами и золотом. Кроме того, этот вид оборудования требует высокого электрического разряда на этапе формирования луча. Для резки металла (нержавеющей стали, алюминия) толщиной 2 мм достаточно мощности 160 Вт, если применяется лазер этого типа. При повышении мощности до 200 Вт можно резать листы толщиной 3 мм.
Активная среда состоит из смеси углекислого газа, гелия, неона. В зависимости от того, какая для резки металла нужна мощность лазера, может добавляться ксенон или водород. Пропорции тоже меняются, исходя из требований к свойствам луча, но объем СО2 не превышает 20%. На рынке доступно оборудование этого вида с мощностью 1 кВт, 3-5 кВт и 10 кВт.
Длина волны лазера для резки металла
На поглощение материалом лазерного луча существенно влияют качества волны: длина и спектр. Длина волны лазера для резки металла полностью зависит от вида материала. Если рассматривать волоконный лазер, то один его узел создает луч с волной 1 мкм (миллимикрон). Если требуется более длинный луч, используется сумматор, объединяющий лучи нескольких модулей. Показатели твердотелых моделей отличаются мало – длина волны так же 1 мкм. Эти виды лазеров являются идеальным вариантом для резки практически всех видов металлов (даже благородных). Для резки металла (нержавейки) 20 мм мощность волоконного лазера – от 2 кВт.
В углекислых лазерах длина волны достигает 10,6 мкм, что создает более высокую плотность на обрабатываемой поверхности. Этот вид оборудования применяется для раскроя стекла, древесины, стеклопластика, демонстрируя высокое качество резки даже при большой толщине.
При выборе оборудования мало изучить технические характеристики: тип излучателя, мощность, длину волны, точность и качество реза. Важно точно определить требования конкретного производства. Мощность лазера для резки металла (например, нержавейки) толщиной 3 мм не может быть ниже 500 Вт. В противном случае снизится производительность, материал будет перегреваться. На первый взгляд может подойти СО2-лазер требуемой мощности. Но в данном случае необходимо учесть длину волны, которая не совсем подходит для металлических заготовок.
Совет! Чтобы не ошибиться, перед покупкой необходимо все точно рассчитать или посоветоваться с квалифицированным специалистом.
Параметры лазерной резки металла на волоконном лазерном станке
Статья содержит в себе рекомендации, параметры и настройки лазерной резки металла при помощи лазерного станка с волоконным (иттербиевым) излучателем, отличие волоконного станка от плазмы, а также рекомендации по подбору мощности излучателей относительно материала, экономические выгоды.
Для качественной и предельно точной лазерной резки металла мы рекомендуем в качестве излучателя использовать иттербиевый (волоконный) лазерный излучатель (ссылка на каталог с излучателями), более точного излучателя в современном мире не существует.
Основные отличительные черты волоконного излучателя от плазмы
Волоконный излучатель
Плазма
Выше в таблице мы произвели сравнение двух видов резки металла, при помощи лазерного волоконного (иттербиевого) станка и станка плазменной резки. Выбор очевиден, если требования к товару высокие, по точности размеров отверстий и прямых углов, по однородности торца детали, без зубцов и облоя, по конусности торца, то стоит остановить свой выбор на волоконном (иттербиевом) станке.
Если нужны детали без требований точности, с допустимыми погрешностями в размерах +3-+5 мм., под сварку, то следует остановить свой выбор на плазменном станке.
Итак, чтобы подобрать волоконный (иттербиевый) излучатель, нужно определиться с толщинами металлов для лазерной резки. К примеру, если 80% материалов составляет сталь толщиной от 8-10 мм., а 20% нержавеющая сталь и цветные металлы, то мы рекомендуем рассматривать к приобретению станок с мощностью не менее 1500 Ватт.
Излучатель с мощностью от 1,5 кВт, сможет резать сталь с адекватными параметрами скорости, что экономически будет выгодно. Сталь толщиной 8-10 мм., сможет порезать станок с мощностью 1000 Ватт, но скорость резки будет достаточно низкой (см. таблицу ниже), что влечет за собой большой расход газа и большое количество времени на обработку детали, что становится экономически не выгодно, на рынке лазерной резки.
Рассмотрим другие обстоятельства выбора излучателя, к примеру 80% материалов из стали до 6 мм., 10% времени материалы из металла 8-10 мм., при таких обстоятельствах, в целях экономии, выгодно приобрести лазерный станок с максимальной мощностью 1000 Ватт, потому что скорость обработки металла на станке с мощностью 1 кВт., достаточно высокая на толщинах до 6 мм., а 10% рабочего времени, как факультатив, можно резать и 8, и 10 мм., для более подробного анализа, можно воспользоваться таблицей данных скоростных характеристик ниже.



