Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
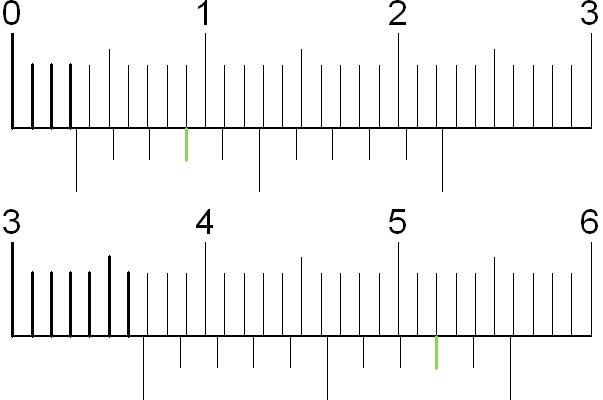
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
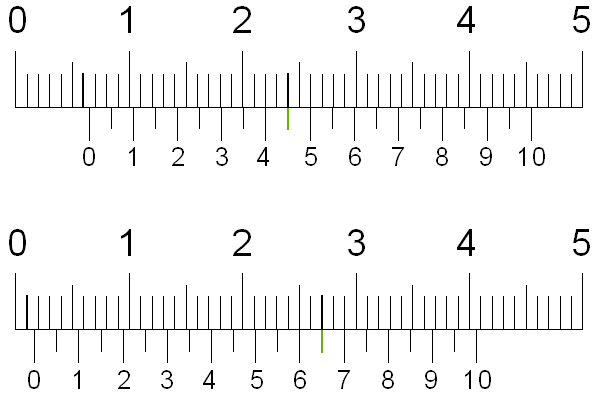
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
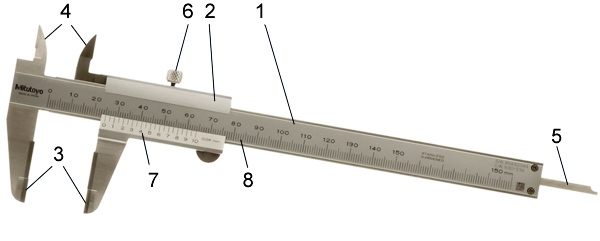
Основные элементы
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Метрология
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В настоящее время выпускают три группы штангенинструментов:
Шкала нониуса или верньер
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.

Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали. Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
Кроме обычных штангенциркулей существуют еще и электронные модели инструмента, которые выводят значение замера на табло.
Устройство штангенциркуля
Штангенглубиномеры

Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенрейсмасы
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
Конспект на тему: Штангенинструменты. Общие сведения
Ищем педагогов в команду «Инфоурок»
Общие сведения о штангенинструментах
К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты.
Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений.
Штангенинструментами называют контактные средства измерения линейных размеров, основными частями которых является штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний (вместо нониуса может использоваться специальное устройство).
К штангенинструментам относятся:
Штангенциркули служат для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п..

Рисунок 1- Разновидности штангенциркулей
Штангенциркули, в зависимости от способа снятия показаний, бывают:
— нониусные – оборудованные обычным нониусом.
— циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
— цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов
Штангенглубиномеры, применение и устройство
Штангенглубиномеры применяются для измерения глубины отверстий, пазов, уступов. Конструктивно штангенглубиномер представляет собой рамку из закаленной стали, которая имеет измерительную поверхность, внутри которой перемещается штанга со шкалой из твердого сплава (рисунок 1). На рамке также находится нониус, позволяющий измерять сотые доли миллиметра. Штанга имеет углубленную шкалу для исключения износа во время передвижения в рамке.


1 – штанга; 2 – микроподача; 3 – зажим; 4 – рамка; 5 – нониус; 6 – опора
Рисунок 2 – Штангенглубиномер, снабженный микроподачей
Штангенрейсмасы , применение и устройство
Штангенрейсмасы применяются для пространственной разметки и прямых измерений расстояний от базовых поверхностей деталей до выемок, выступов и осей отверстий.


1 – штанга; 2 – микроподача; 3 – зажимы; 4 – рамка; 5 – нониус; 6 – основание; 7 – державка; 8 – измерительная ножка; 9 – разметочная ножка
Рисунок 3 – Штангенрейсмасы
Во всех указанных штангенинструментах применяются нониусы, по которым отсчитываются дробные доли делений основных шкал.
Штангенциркули, их разновидности, устройство
Среди штангенинструментов наиболее широкое применение имеют штангенциркули.
Штангенциркули могут быть определенного вида и иметь маркировку:
ШЦ-1С — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
Штангенциркуль ШЦ-I применяют для измерения наружных и внутренних размеров и глубины детали (рисунок 4).

Нониус – это вспомогательная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы имеют различную цену деления, которая определяет точность замера данным инструментом. Значение точности (цену деления) измерения маркируется на инструменте, например: 0,1; 0,5; 0,01 мм.

Штангенциркуль имеет двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи.
Штангенциркуль ШЦ-2 (рисунок 5) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге 1 и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Измерения штангенциркулем, считывание результатов показаний
Правила обращения со штангенциркулем
1 Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2 Нельзя класть инструмент на нагревательные приборы.
3 Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4 Губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность.
5 Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6 При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Проведение измерений с помощью штангенциркуля
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Процесс измерения нониусным, стрелочным или цифровым штангенциркулем совершенно одинаков, разница заключается лишь в представлении данных прибором. Именно по этой причине работу со штангенциркулем рассмотрим на примере нониусного штангенциркуля, а комментарии, разъясняющие работу с приборами других типов, будут даваться по ходу.
Подготовка к процессу измерения
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) и проверить на точность.
Выполнить проверку на точность с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
Измерение внешних размеров деталей с помощью штангенциркуля
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Для того, чтобы измерить внешний размер детали, необходимо плотно зажать ее между основных – нижних – губок (рисунок 6). Штангенциркуль при этом следует держать в правой руке (четыре пальца обхватывают штангу, большой палец лежит на рамке).

Рамка перемещается большим пальцем и по достижении верного расстояния между губками, соприкасающимися с измеряемой поверхностью, фиксируется с помощью зажима большим и указательным пальцем правой руки.
Перед считыванием результата необходимо убедиться в том, что губки заняли правильное положение: перекосы отсутствуют, а при перемещении детали между ними соблюдается нормальность усилия (деталь проходит между измерительными поверхностями, легко контактируя с ними).
Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заостренных губок штангенциркуля. Для этого достаточно привести их в сомкнутое состояние и поместить в измеряемую деталь (рисунок 7). После этого вспомогательные губки разводятся.

Перед определением результата проверяют соблюдение тех же условий, что и при считывании показаний при измерении наружных размеров.
Определение глубины отверстия
Для определения глубины отверстия достаточно поместить в него расположенный на торце штангенциркуля глубиномер (рисунок 8).
После этого необходимо начать раздвигать основные губки до тех пор, пока глубиномер не упрется в поверхность. Как только это произошло, можно считывать показания прибора. Таким же образом определяются размеры выступов. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
(Обратите внимание: не каждый штангенциркуль оснащен глубиномером!)
Считывание показаний. Определение показаний нониусного штангенциркуля
Чтобы определить показания нониусного прибора, его следует держать непосредственно перед глазами (положение «сбоку» категорически запрещено – оно приведет к появлению дополнительной погрешности).
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.

Рисунок 9 – Определение показаний нониусного штангенциркуля
Неважно, какой параметр был измерен – наружный, внутренний размер или глубина – считывание размера выполняется по одному и тому же алгоритму.
Поверхность шкалы нониуса имеет небольшой скос, предусмотренный для лучшего совмещения ее с основной шкалой – именно по взаиморасположению этих двух градуировок и определяется размер детали.
В первую очередь определяется число целых миллиметров, соответствующее значению деления основной шкалы, располагающегося с левой стороны от нулевой отметки нониуса и ближе всего к ней.
Затем определяется количество долей миллиметра. На шкале нониуса находят штрих, совпадающий с одной из отметок основной шкалы (смотри рисунок 9). Если таких штрихов несколько, берут значение, ближайшее к нулю нониуса – именно оно отображает количество десятых долей мм.
Складывая целую часть и десятые доли, получают полный размер детали или глубину отверстия.
Определение показаний циферблатного и цифрового штангенциркулей


Рисунок 10 – Определение показаний циферблатного и цифрового штангенциркулей
Считывать показания со стрелочного прибора достаточно легко.
«Целое» значение определяется по основной шкале прибора, количество же десятых или сотых долей указывает стрелка отградуированного циферблата. Затем показания складываются. Работать с цифровым штангенциркулем еще проще – показания отображаются в удобном для пользователя формате на дисплее прибора (смотри рисунок 10).
Считывание результатов измерения (С) приведено на рисунке 7. Для получения результата измерения (С) производят суммирование показаний шкалы штанги (А) и нониуса (В), таким образом результат измерения равен С = А + В.
§ 5. Штангенинструменты
Штангенинструменты являются наиболее распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д.
Все штангенинструменты основаны на применении нониусов, по которым отсчитывают дробные доли делений основных шкал.
Штангенциркули. В машиностроении применяют три типа штангенциркулей: ШЦ-I, ШЦ-П и ШЦ-Ш. Штангенциркули по ГОСТ 166—63 изготовляют с пределами измерений 0—125 мм (ШЦ-1), 0— 200 и 0—320 мм (ШЦ-П), 0—500, 250—710, 320—1000, 500—1400, 800—2000 мм (ШЦ-Ш) и с величиной отсчета 0,1 мм (ШЦ-1 и ШЦ-III), 0,05—0,1 мм (ШЦ-П).
Наиболее широко применяются штангенциркули ШЦ-1 и ШЦ-П.
Штангенциркуль ШЦ-1 применяется для измерения наружных и внутренних поверхностей, диаметров, глубины глухих отверстий, выточек; величина отсчета — 0,1 мм.
Основной частью штангенциркуля является штанга 1 (рис. 42) с миллиметровыми делениями, на одном конце которой имеются неподвижные измерительные губки 2, а на другом — линейка 6 для измерения глубины отверстий. По штанге может передвигаться рамка 3, имеющая губки 2. Рамка в процессе измерения закрепляется на штанге зажимом 4. На скошенной грани рамки нанесена шкала 5, называемая нониусом.

Рис. 42. Штангенциркуль типа ШЦ-1
Нижние губки служат для измерения наружных размеров детали, а верхние — для внутренних.
Шкала нониуса длиной 19 мм разделена на 10 равных частей; следовательно, каждое деление нониуса равно 19:10=1,9 мм, т. е. оно короче расстояния между каждыми двумя делениями, нанесенными на шкале штанги на 0,1 мм (2,0—1,9=0,1). При сомкнутых губках начальные деления нониуса совпадают с нулевым штрихом шкалы штангенциркуля, а последний — десятый штрих нониуса — с девятнадцатым штрихом шкалы. При передвижении рамки деления нониуса могут совпасть с делениями штанги через одно. Например, первое от нуля деление нониуса совпадает со вторым делением шкалы, второе — с четвертым и т. д.
При измерении штангенциркулем ШЦ-I деталь берут в левую руку, а штангенциркуль — в правую, и нажатием на выступ большим пальцем перемещают подвижную рамку 3 по штанге до тех пор, пока рабочие поверхности губок не будут плотно прилегать к поверхностям измеряемой детали. После этого рамку закрепляют зажимом 4.
Штангенциркуль ШЦ-П (рис. 43) с величиной отсчета по нониусу 0,05 мм позволяет производить измерения с большей точностью, верхние губки заострены и могут быть использованы Для разметочных работ. Этот штангенциркуль для облегчения определения размера и создания необходимого усилия измерения снабжен микрометрической подачей.

Рис. 43. Штангенциркуль типа ШЦ-П
Деления на штанге 1 нанесены через один миллиметр. Шкала нониуса 5 длиной 39 мм разделена на 20 равных частей. Следовательно, каждое деление нониуса равно 1,95 мм (39:20=1,95), т. е. короче расстояния между каждыми двумя делениями, нанесенными на шкале штанги, на 0,05 мм (2—1,95 = 0,05).
Перед измерением детали необходимо прежде всего проверить совпадение нулевого штриха нониуса с нулевым штрихом штанги.
Для грубых измерений рамку 3 перемещают по штанге до плотного прилегания губок 2 к поверхности измеряемой детали и после закрепления зажимом 4 производят отсчет. Для точной установки штангенциркуля и точных измерений пользуются микрометрической подачей, которая работает так. Освобождают зажим 4, закрепляющий рамку 3 и закрепляют движок 7 зажимом 6; затем вращением гайки 8 заставляют рамку 3 медленно перемещаться до полного соприкосновения губок 2 с измеряемой поверхностью.
При измерении штангенциркулем необходимо наблюдать за правильной установкой губок штангенциркуля по отношению к измеряемой плоскости.
Штангенглубиномер. Служит для измерения высот, глубины глухих отверстий, канавок, пазов, выступов. Штангенглубиномеры (ГОСТ 162—64) изготовляются с пределами измерений 0—200; 0— 320 и 0—500 мм и величиной отсчета по нониусу 0,1 и 0,05 мм.
Штангенглубиномер (рис. 44) состоит из основания 1 с рамкой 2, нониусом 3, зажимом 4, штанги 7 с миллиметровой шкалой, механизма микрометрической подачи с движком 6, зажимом 5, винтом 8, гайкой 9.

Рис. 43. Штангенглубиномер
Измерительными поверхностями штангенглубиномера служат плоское основание и торец штанги.
При измерении штангенглубиномером основание его ставят на поверхность детали, от которой начинают измерение, а штангу выдвигают до упора в измеряемую поверхность (например, в дно отверстия, паза и т. п.), после чего движок микрометрической подачи стопорят зажимом. Затем вращают гайку и рамку стопорят зажимом. Отсчет ведут по основной шкале (целые миллиметры) и по нониусу (дробные части миллиметров).
В некоторых случаях для измерения труднодоступных мест применяют штанги с изогнутым концом.
Штангензубомер с нониусами (ГОСТ 163—41). Применяется для измерения толщины зубьев зубчатых колес и реек. Штангензубомеры выпускаются двух типов: для зубчатых колес с модулем от 1 до 18 мм и от 5 до 36 мм, величина отсчета по нониусу 0,02 мм.
Штангензубомер (рис. 45) имеет две штанги 1 и 2, расположенные по отношению одна к другой под прямым углом. По штанге 2, имеющей губку 4 перемещается высотная линейка 6 с рамкой, а по штанге 1 — рамка с подвижной губкой 5. Высотная линейка и подвижная губка точно устанавливаются микрометрической подачей и закрепляются зажимами 3.

Рис. 45. Штангензубомер:
1, 2 — штанги, 3 — зажим рамки, 4 — губка, 5 — рамка с подвижной губкой, 6 — высотная линейка, 7 — иониусы
При измерении высотную линейку б совмещают с делением штанги 2, соответствующим высоте головки зуба, и закрепляют зажимным винтом. После этого штангензубомер устанавливают высотной линейкой на контролируемый зуб шестерни. Показание штангензубомера отсчитывают по шкале штанги 1 и нониусу 7.
Штангенрейсмас (ГОСТ 164—64). Предназначается главным образом для измерения высоты (рис. 46, а) и для точной разметки деталей размером до 2500 мм (рис. 46, б).

Рис. 46. Штангенрейсмас:
а — измерение с помощью контрольных плиток, б — разметка
В отличие от штангенциркуля штангенрейсмас имеет массивное основание 1, перпендикулярно которому установлена и закреплена штанга 5 с делениями. По штанге перемещается рамка 6 с нониусом 7 и движок с микрометрической подачей 4. К рамке хомутиком 3 крепится сменная ножка 2.
К штангенрейсмасу прилагается комплект из пяти сменных ножек: одна острозаточенная для разметки, две с измерительными поверхностями и три ножки-шпильки для измерения глубин и высот.
Штангенрейсмасы изготовляют с нижним и верхним пределами измерений: 0—250; 40—400; 60—630; 100—1000; 600—1600; 1500—2500 мм и величиной отсчета по нониусу 0,1 и 0,05 мм.
Перед использованием для проверки нулевого отсчета штангенрейсмас устанавливают на проверочную плиту и рамку опускают вниз до соприкосновения измерительной поверхности ножки с плитой; при этом нулевой штрих нониуса должен совпадать с нулевым штрихом шкалы. Если же штангенрейсмас имеет нижние пределы измерения выше 40 мм, то проверка производится установкой под ножку плоскопараллельных плиток, размер которых должен быть равен нижнему пределу измерения.
При измерении подвижную ножку сначала подводят к поверхности, затем доводят микрометрической подачей до полного соприкосновения нижней части ножки с проверяемой поверхностью. Проверяют соприкосновение ножки штангенрейсмаса с деталью перемещением их относительно друг друга.
Отсчет показаний по штангенрейсмасу ведется так же, как по штангенциркулю. При измерении высоты верхней измерительной плоскостью необходимо к полученному размеру прибавить высоту ножек.
При разметке подвижную ножку устанавливают на требуемую высоту, а затем, перемещая штангенрейсмас вдоль детали, острием ножки наносят риски (см. рис. 46,б).



