Какие тормозные барабаны лучше чугунные или алюминиевые. Читать всем
Задние барабанные тормоза все еще довольно часто применяются (хотя сейчас достаточно много дисковых вариантов). Делается это в угоду экономии производства с одной стороны. И для более длительной эксплуатации с другой стороны, со стороны потребителя (ходят они как минимум на 30 – 40% дольше, чем оппонент). Однако торможение у них однозначно хуже, да и визуально лучше смотрятся задние дисковые тормоза. Кстати про плюсы и минусы спорили здесь. Однако барабанные системы не такие простые, как кажется, различием может служить материал. На данный момент, можно различить алюминиевые и чугунные варианты. Именно про них сейчас и поговорим …

СОДЕРЖАНИЕ СТАТЬИ
В интернете зачастую можно встретить информацию, что барабанная система из чугуна морально устарела, и применяют ее не часто. А вот напротив алюминиевая, является передовой и сейчас устанавливается везде и всюду! Но это не совсем так, тормозные барабаны применяются сейчас примерно 50 на 50. И причем некоторые производители не ходят уходить от чугуна и здесь есть веские причины. Давайте же про них поговорим.
Алюминиевые тормозные барабаны
Сейчас являются самыми передовыми. Почему? Да просто весят мало, а производители стараются изо всех сил, чтобы облегчить вес автомобиль и в частности уменьшить нагрузку на ось.

Поэтому этот материал сейчас все чаще и чаще применяют, какие есть еще плюсы:
Но у этой системы есть и минусы и они также существенные, давайте по порядку.
Если честно, то алюминиевые барабаны это не такое прочное изделие как скажем чугун. Они действительно очень легко ломаются. Допустим, заклинило у вас заднее колесо, сорвало тормозную накладку от высокого износа, снять просто так и посмотреть внутрь у вас не получится, а если будете бить молотком, банально сломаете барабан. В этом отношении оппонент смотрится намного выгоднее.
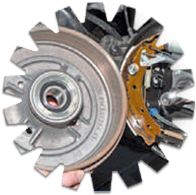
Чугунные тормозные барабаны
Что и говорить этот металл намного прочнее, но и в разы тяжелее, чем оппонент. Некоторые производители жертвуют облегчением подвески, и все же устанавливают чугун на свои авто.

Этому есть целый ряд причин, но как вы наверное догадались они вытекают из минусов конкурента, перечислим:
Это собственно все! Минусов конечно больше.
Кстати вот небольшое видео после покраски такого барабана.
Так что же лучше?
Что выбрать в итоге, чтобы не прогадать? Ребята скажу так мало кто сейчас меняет алюминий на чугун именно в барабанах или наоборот, скорее всего замена будет на дисковые тормоза (вот они действительно лучше), причем вентилируемые или даже еще и перфорированные, доказано с такими машина тормозит на 15 – 20% эффективнее.

А выбор между этими двумя, лично у меня пал бы на чугун, да нужно подкрашивать, да тяжелее, пара примерно на 8 – 10 килограмм, зато надежнее и легче снимаются. Это лично мое мнение.
НА этом буду заканчивать, читайте наш АВТОБЛОГ

 (19 голосов, средний: 4,21 из 5)
(19 голосов, средний: 4,21 из 5)
Похожие новости
Тормозная жидкость состав. Основные свойства, нужная информация

Что такое и как работает тормозной суппорт. Разберем основной пр.

Чем и какой краской покрасить тормозные барабаны. Чтобы не ржаве.
Из чего сделан тормозной барабан: материалы, технологии, производство
Тормозной барабан – это цельнолитая металлическая чаша, которая жестко крепится на ступицу колеса и вращается с той же скоростью, что и само колесо. Замедляя вращение барабана, человек, управляющий автомобилем, замедляет и вращение самого колеса.
Использовать тормозные барабаны начали в конце 19 века. Изготавливали их тогда из чугуна методом литья, и внешне они напоминали чашу, вращение которой замедлялось тормозной лентой. В начале ХХ века благодаря инженеру Луи Рено на смену тормозной ленте пришли устанавливаемые внутри барабана поршни.
Материалы

Несмотря на то, что с чугуна все начиналось, он активно применяется для изготовления тормозных барабанов и по сей день.
Плюсы: прочность, хорошие характеристики плавкости, широкий выбор производителей.
Минусы: большой вес, высокая стоимость (по сравнению с алюминиевыми), медленный цикл нагревания-остывания.

Плюсы: небольшой вес (в среднем, в разы меньше, чем у чугунных), низкая стоимость (немаловажную роль в этом играет именно вес), быстрое остывание.
Минусы: быстрый износ (по сравнению с чугуном), прикипание к месту крепления (иногда возникают сложности с заменой), ограниченное количество производителей.
Используемые сплавы алюминия*
Сплав АК12. Сплав алюминия с кремнием, в который добавляется небольшое количество магния (до 0,5%).
Сплав АК12М2. Алюминий с добавлением небольшого количества кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%).
Сплав АК9. Алюминий с кремнием (85-90% + 8-11%) и небольшим добавлением примесей: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%).
Сплав АК9М2. Алюминий (84,1-91,65%), кремний (7,5-10%), медь (0,5-2%), цинк и железо (до 1,2% каждого).
Технологии производства
Сейчас тормозные барабаны изготавливаются большими партиями на промышленной основе. Наиболее распространенная технология производства – литье металла под давлением с использованием пресс-форм. О ней речь пойдет ниже. Отметим, что для барабанов гусеничной техники также используется технология штамповки.
Литье под давлением — способ изготовления отливок, при котором сплав под давлением от 7 до 700 МПа быстро заполняет стальную пресс-форму и приобретает необходимую конфигурацию.
Литье металлов под давлением

Разработка пресс-формы сопровождается созданием технической документации и определением всех параметров будущей детали: толщины стенок, размеров технологических отверстий, расположения и размеров ребер жесткости и т.д.
Получение заготовки. Алюминиевый сплав заливается под большим давлением в пресс-форму. Предварительно в пресс-форму устанавливается чугунная обечайка. После определенной выдержки отливка извлекается из пресс-формы и остывает на воздухе. Современные автоматические машины способны обеспечить достаточно высокую точность и качество отливок, но после этого заготовка все же отправляется на дальнейшую механическую обработку.
Литье под давлением: преимущества и недостатки
Преимущества.
1. Возможность получения поверхности с минимальными припусками на механическую обработку (в нашем случае – ребер жесткости, технологических отверстий, установочных поверхностей и т.д.).
2. Толщина стенки производимых изделий от 0,8 мм и выше. Это особенно важно для экономии веса при отливке и снижения веса конечного изделия.
3. Высокое качество поверхности отливок (5-6 класс). Это позволяет не подвергать дополнительной обработке все нерабочие поверхности барабана и экономить время и деньги.
4. Высокая прочность заготовки. При литье под давлением исключается зернистость в строении металла, что повышает прочность на 25—40% по сравнению с литьем в песчаные формы.
5. Коррозионная стойкость и гидравлическая герметичность.
6. Высокая производительность.
Недостатки.
1. Длительность и высокая стоимость процесса производства при малых объемах партий. Даже для малой партии продукции нужно тратить время на разработку пресс-формы.
2. Зависимость качества продукции от качества пресс-формы. Брак при производстве пресс-формы целиком отражается на заготовках.
3. Незначительное уменьшение пластичности материала, связанное с увеличением прочности, что может ограничивать применить процесс для деталей, работающих при значительных динамических нагрузках и вибрациях.
4. Возможность образования в отливках мелких воздушных включений (воздушная пористость), что может снижать прочность и герметичность деталей.
Завод-производитель ООО «НТЦ-БУЛАТ»
Чтобы начать производить тормозные барабаны, предприятие должно соответствовать определенным требованиям:

ООО «НТЦ-БУЛАТ» соответствует всем перечисленным требованиям. Компания занимается производством тормозных барабанов и других изделий методом литья под давлением с 2000-го года. Производственная база предприятия включает конструкторско-технологический отдел, два токарных участка, литейный цех с семью литейными машинами (одна – с усилием запирания 400 тонн и 6 машин с усилием запирания 250 тонн). Производство укомплектовано станками с ЧПУ, что дает возможность самостоятельного программирования и увеличения номенклатуры деталей. Система менеджмента качества соответствует требованиям межгосударственного стандарта ГОСТ Р ИСО 9001-2015 и международного стандарта ISO 9001:2015.
ООО «НТЦ-БУЛАТ» на постоянной основе выпускает все модели тормозных барабанов, предназначенные для автомобилей ОАО «АВТОВАЗ». ООО «НТЦ-БУЛАТ» является одним из крупных поставщиков тормозных барабанов в качестве запчастей на российском рынке. Поставка продукции осуществляется по всей России.
Некоторые инновационные модели тормозных барабанов разработаны непосредственно специалистами ООО «НТЦ-БУЛАТ». Кроме того, налажено изготовление отдельных модификаций тормозных барабанов для автомобилей производства АЗЛК. Возможна разработка пресс-форм для изготовления отливок тормозных барабанов и для любой другой марки автомобиля.
Из чего сделан тормозной барабан?
Тормозной барабан – это цельнолитая металлическая чаша, которая жестко крепится на ступицу колеса и вращается с той же скоростью, что и само колесо.


Замедляя вращение барабана, человек, управляющий автомобилем, замедляет и вращение самого колеса.
Использовать тормозные барабаны начали в конце 19 века. Изготавливали их тогда из чугуна методом литья, и внешне они напоминали чашу, вращение которой замедлялось тормозной лентой. В начале ХХ века благодаря инженеру Луи Рено на смену тормозной ленте пришли устанавливаемые внутри барабана поршни.
Содержание статьи:
Требования к материалам для изготовления тормозных барабанов
Требования
Из чего сделан тормозной барабан?
Чугун
Несмотря на то, что с чугуна все начиналось, он активно применяется для изготовления тормозных барабанов и по сей день.

Плюсы: прочность, хорошие характеристики плавкости, широкий выбор производителей.
Минусы: большой вес, высокая стоимость (по сравнению с алюминиевыми), медленный цикл нагревания-остывания.
Алюминиевые сплавы
Плюсы: небольшой вес (в среднем, в разы меньше, чем у чугунных), низкая стоимость (немаловажную роль в этом играет именно вес), быстрое остывание.
Минусы: быстрый износ (по сравнению с чугуном), прикипание к месту крепления (иногда возникают сложности с заменой), ограниченное количество производителей.
Используемые сплавы алюминия
Сплав АК12. Сплав алюминия с кремнием, в который добавляется небольшое количество магния (до 0,5%).
Сплав АК12М2. Алюминий с добавлением небольшого количества кремния (от 11 до 13%), меди (1,8-2%) и железа (0,6-0,9%).
Сплав АК9. Алюминий с кремнием (85-90% + 8-11%) и небольшим добавлением примесей: никеля (до 0,3%), меди (до 1%) и цинка (до 0,5%).
Сплав АК9М2. Алюминий (84,1-91,65%), кремний (7,5-10%), медь (0,5-2%), цинк и железо (до 1,2% каждого).
Технологии производства
Сейчас тормозные барабаны изготавливаются большими партиями на промышленной основе. Наиболее распространенная технология производства – литье металла под давлением с использованием пресс-форм. О ней речь пойдет ниже. Отметим, что для барабанов гусеничной техники также используется технология штамповки.
Литье под давлением — способ изготовления отливок, при котором сплав под давлением от 7 до 700 МПа быстро заполняет стальную пресс-форму и приобретает необходимую конфигурацию.
Литье металлов под давлением

Разработка пресс-формы сопровождается созданием технической документации и определением всех параметров будущей детали: толщины стенок, размеров технологических отверстий, расположения и размеров ребер жесткости и т.д.
Получение заготовки. Алюминиевый сплав заливается под большим давлением в пресс-форму. Предварительно в пресс-форму устанавливается чугунная обечайка. После определенной выдержки отливка извлекается из пресс-формы и остывает на воздухе. Современные автоматические машины способны обеспечить достаточно высокую точность и качество отливок, но после этого заготовка все же отправляется на дальнейшую механическую обработку.
Литье под давлением: преимущества и недостатки
Преимущества.
1. Возможность получения поверхности с минимальными припусками на механическую обработку (в нашем случае – ребер жесткости, технологических отверстий, установочных поверхностей и т.д.).
2. Толщина стенки производимых изделий от 0,8 мм и выше. Это особенно важно для экономии веса при отливке и снижения веса конечного изделия.
3. Высокое качество поверхности отливок (5-6 класс). Это позволяет не подвергать дополнительной обработке все нерабочие поверхности барабана и экономить время и деньги.
4. Высокая прочность заготовки. При литье под давлением исключается зернистость в строении металла, что повышает прочность на 25—40% по сравнению с литьем в песчаные формы.
5. Коррозионная стойкость и гидравлическая герметичность.
6. Высокая производительность.
Недостатки.
1. Длительность и высокая стоимость процесса производства при малых объемах партий. Даже для малой партии продукции нужно тратить время на разработку пресс-формы.
2. Зависимость качества продукции от качества пресс-формы. Брак при производстве пресс-формы целиком отражается на заготовках.
3. Незначительное уменьшение пластичности материала, связанное с увеличением прочности, что может ограничивать применить процесс для деталей, работающих при значительных динамических нагрузках и вибрациях.
4. Возможность образования в отливках мелких воздушных включений (воздушная пористость), что может снижать прочность и герметичность деталей.
Какие тормозные барабаны лучше: чугунные или алюминиевые? Читать всем

Задние барабанные тормоза все еще довольно часто применяются (хотя сейчас достаточно много дисковых вариантов). Делается это в угоду экономии производства с одной стороны. И для более длительной эксплуатации с другой стороны, со стороны потребителя (ходят они как минимум на 30 – 40% дольше, чем оппонент). Однако торможение у них однозначно хуже, да и визуально лучше смотрятся задние дисковые тормоза. Однако барабанные системы не такие простые, как кажется, различием может служить материал. На данный момент, можно различить алюминиевые и чугунные варианты. Именно про них сейчас и поговорим …
В интернете зачастую можно встретить информацию, что барабанная система из чугуна морально устарела, и применяют ее не часто. А вот напротив алюминиевая, является передовой и сейчас устанавливается везде и всюду! Но это не совсем так, тормозные барабаны применяются сейчас примерно 50 на 50. И причем некоторые производители не ходят уходить от чугуна и здесь есть веские причины. Давайте же про них поговорим.
Алюминиевые тормозные барабаны
Сейчас являются самыми передовыми. Почему? Да просто весят мало, а производители стараются изо всех сил, чтобы облегчить вес автомобиль и в частности уменьшить нагрузку на ось.
Поэтому этот материал сейчас все чаще и чаще применяют, какие есть еще плюсы:
Но у этой системы есть и минусы и они также существенные, давайте по порядку.
Если честно, то алюминиевые барабаны это не такое прочное изделие как скажем чугун. Они действительно очень легко ломаются. Допустим, заклинило у вас заднее колесо, сорвало тормозную накладку от высокого износа, снять просто так и посмотреть внутрь у вас не получится, а если будете бить молотком, банально сломаете барабан. В этом отношении оппонент смотрится намного выгоднее.
Чугунные тормозные барабаны
Что и говорить этот металл намного прочнее, но и в разы тяжелее, чем оппонент. Некоторые производители жертвуют облегчением подвески, и все же устанавливают чугун на свои авто.
Этому есть целый ряд причин, но как вы наверное догадались они вытекают из минусов конкурента, перечислим:
Это собственно все! Минусов конечно больше.
Кстати вот небольшое видео после покраски такого барабана.
Так что же лучше?
Что выбрать в итоге, чтобы не прогадать? Ребята скажу так мало кто сейчас меняет алюминий на чугун именно в барабанах или наоборот, скорее всего замена будет на дисковые тормоза (вот они действительно лучше), причем вентилируемые или даже еще и перфорированные, доказано с такими машина тормозит на 15 – 20% эффективнее.
А выбор между этими двумя, лично у меня пал бы на чугун, да нужно подкрашивать, да тяжелее, пара примерно на 8 – 10 килограмм, зато надежнее и легче снимаются. Это лично мое мнение.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Барабанные тормоза: как они устроены и как их ремонтировать

Барабаны, конечно, давно проиграли эволюционную войну дискам, но по сей день достаточно активно используются на недорогих и легких машинах. Все Лады, Renault Logan, VW Polo sedan, Skoda Rapid, Daewoo Matiz – список вполне современных моделей, использующих эти архаичные, но долговечные тормозные механизмы, будет очень длинным. А значит – нелишне знать, как они устроены, почему ломаются и как чинятся. После теоретической подготовки отправимся в ремзону, где обследуем барабаны редкого китайского седанчика Chery Jaggi, более известного в России под именем QQ.
Конструкция барабанных тормозов
К ардинально барабанные тормозные механизмы не изменились с момента их массового появления в 1902 году благодаря Луи Рено. Правда, привод у тех тормозов был тросовый, а потому они были исключительно механическими. Плюс у них не было автоматической регулировки, так что шофер должен был регулярно проверять зазор между колодками и барабаном. Но принципиальная конструкция, повторюсь, изменилась минимально.
Опишем здесь самую распространенную, классическую конструкцию барабанного тормозного механизма. Есть тормозной щиток, который жестко закреплен на кожухе заднего моста или цапфе колеса, и он не вращается. Также есть барабан, который закреплен на ступице колеса и вращается вместе с ней и колесом.

Тормозные колодки установлены на тормозном щитке. С одной стороны колодки опираются на оси, с другой – на поршни рабочего тормозного цилиндра (это хорошо видно на фотографиях). Когда нажимают на педаль тормоза, тормозная жидкость раздвигает поршни в рабочем цилиндре, а те в свою очередь раздвигают тормозные колодки. Колодки прижимаются к поверхности барабана и автомобиль замедляется. На колодки приклеены или приклепаны фрикционные накладки. Чтобы колодки не выпали, установлены прижимные пружины.
Приятным моментом данной конструкции является то, что одна из колодок имеет свойство подклинивания (ее называют активной). Если привести пример, то представьте себе колесо автомобиля, хорошенько раскрутите его и попробуйте вставить рукой какой-нибудь предмет между колесом и аркой: с одной стороны предмет будет выталкиваться, а с другой – еще больше затягиваться в пространство между колесом и аркой, тем самым подклинивая колесо. Та же ситуация и с колодками.
Вторую колодку (пассивную) барабан отталкивает, и ее эффективность ниже первой – это, напротив, неприятный момент. Чтобы скомпенсировать разницу, фрикционная накладка пассивной колодки больше по размерам активной колодки.
Оборотная сторона подклинивания колодки в том, что тормозное усилие возрастает не пропорционально усилию на педали. Проще говоря, Вы давите на педаль тормоза и получаете совсем иное, намного большее замедление, чем ожидалось. С дисковыми тормозами такого нет.
Чтобы колодки вернулись на исходную после торможения, на них установлены возвратные пружины. Зачастую, если задний тормозной механизм барабанный, то те же колодки задействуются при затягивании стояночного тормоза («ручника»). На одной из колодок имеется дополнительный рычаг, к которому крепится трос, при перемещении которого колодки разводятся.
На современных автомобилях барабанный тормозной механизм саморегулируемый. То есть не нужно раз во сколько-то тысяч км или после ремонта лезть, как на ЗИЛ 130, под автомобиль, чтобы измерить зазор между фрикционными накладками и барабаном.

На фото: ЗиЛ-130 ‘1966–74
Однако даже на современных авто стояночный тормоз все же регулировать необходимо. Потому распорная стойка, благодаря которой разводятся колодки при затягивании ручника, имеет свойство удлиняться или укорачиваться за счет вращения гайки (ее тоже хорошо видно на фото). Еще одним из положительных аспектов барабанных тормозов является площадь рабочей поверхности фрикционных накладок – она в любом случае больше по сравнению с дисковыми тормозами.
Но из-за особенностей условий работы (см. выше) износ накладок неравномерен, а значит, и усилие также будет изменяться с износом. В свою очередь никто не мешает увеличить рабочую площадь накладок за счет увеличения не только диаметра барабана, но и его ширины, а это бесспорный плюс. Этим с умением пользуются конструкторы грузовиков, для которых важней затормозить 20 тонн в пределах приличия, нежели тонкая связь между ногой водителя и ускорением замедления автомобиля.
Более того, даже если на легковушке по кругу установлены дисковые тормоза, то с высокой долей вероятности тормозной механизм ручника реализован по барабанной схеме. Просто в диске делают проточку и создают свой небольшой барабан и помещают внутрь колодки.
Пару слов об уже отживших свое конструкциях барабанных тормозах. В поисках более простых и эффективных вариантов исполнения инженеры, чтобы решить проблему с колодкой, которая не подклинивается, пришли к выводу, что можно поставить два рабочих цилиндра с двух противоположных сторон тормозного щитка (как на ГАЗ 24 и множестве других машин с барабанными тормозами спереди и сзади). В таком случае обе колодки становились подклинивающими, но только при движении вперед.
Конструкторы АЗЛК применили барабанные механизмы с плавающими колодками. Плавающими потому, что опираются они не на оси, каждая на свою, а на шарнир, связывающий обе колодки. Поэтому когда поршни раздвигают их, они за счет усилий стабилизируются относительно барабана. А эффект подклинивания активной колодки снижается за счет передачи силы через шарнир на пассивную колодку.
Плюсы и минусы барабанов
Одним из главных достоинств барабанных механизмов называют его закрытость от окружающей среды – ни грязь, ни пыль внутрь не попадают. С этим трудно не согласиться, но с оговоркой – если речь идет о грязи снаружи. Все продукты износа колодок, что появляются в барабане внутри, просто так оттуда «выбраться» не могут. Вся прелесть закрытости барабаном видна на фотографиях подопытного.
Если в дисковых тормозах остатки фрикционных накладок просто выдуваются из механизма, то в барабанных почти все остается на месте. И еще. Кто в своей жизни эксплуатировал грузовики или древние автомобили с «барабанами» по кругу, должен помнить: если проехал глубокую лужу или брод, то после необходимо несколько раз нажать на тормоза, чтобы просушить их, иначе их попросту не будет. С дисками такого цирка нет.
Еще барабаны отлично перегреваются и их, в отличие от дисков, нельзя быстро охладить набегающим воздухом. Сам барабан при этом покоробить сложно (чего не скажешь о дисках), но эффективность торможения горячих барабанов снижается очень существенно.
С точки зрения динамики барабаны тоже проигрывают дискам, так как последние легче. Плюс максимальное тормозное усилие у барабанов сильно ограничено – чрезмерным давлением на колодки можно просто «порвать» барабан. Диски же можно сжимать намного сильнее.
Пример ремонта заднего барабанного тормозного механизма
Тут все, в общем-то, довольно предсказуемо. Барабаны разбирают, как правило, для двух манипуляций: замены колодок или ремонта самого заклинившего механизма.
На этот раз к нам попал автомобиль с неработающим задним правым тормозным механизмом и отсутствием стояночного тормоза. Опытным взором мастера утечек тормозной жидкости найдено не было. Потому вероятность заклинившего рабочего тормозного цилиндра возросла до 99%. Решение было принято незамедлительно – разборка и более детальная диагностика.

Отвернули гайки и сняли колесо. К счастью, барабан не прикипел и снялся довольно легко. Хозяину автомобиля стало легче, когда он узнал, что колодки менять еще рано. Но потом пошли плохие новости. Закисла распорка стояночного тормоза, следовательно, отрегулировать расположение колодок невозможно, а это причина отсутствующего ручника. Далее. Поршни в рабочем цилиндре заклинило, потому машина и не тормозила. Вердикт – замена рабочего цилиндра. Хозяин встретил трудности мужественно и благословил начинать незамедлительно.

Так как необходимо заменять рабочий цилиндр, пережимаем тормозной шланг, чтобы исключить вытекание всей тормозной жидкости из контура. Отвернули соединительную гайку и отсоединили тормозную трубку от рабочего цилиндра. При помощи узкогубцев сняли нижнюю пружину с тормозных колодок. Затем отсоединили трос стояночного тормоза от рычага тормозной колодки.
Все теми же узкогубцами прижали, провернули и сняли прижимные пружины обеих колодок. Пружины фиксируются на пальце: на каждой имеется небольшая опорная крышка с прорезью, а у пальца наружный конец расплющен. Соответственно, при установке пружину сжимают, конец пальца проходит через прорезь, а чтобы зафиксировать пружину, ее проворачивают. Но это будет потом, сейчас разборка.

После демонтажа прижимных пружин обе колодки можно снять с тормозного щитка и рабочего цилиндра. Что мы и делаем, немного раздвинув их для преодоления усилия верхней возвратной пружины. После выкрутили болты крепления и сняли рабочий тормозной цилиндр. Сняли с колодок распорку, тщательно ее очистили и разработали, чтобы можно было отрегулировать стояночный тормоз. Сняли затем и верхнюю возвратную пружину.



