Как правильно варить с углекислотой

Как правильно варить с углекислотой для начинающих
Сварка в среде углекислого газа имеет свои плюсы и минусы. Из преимуществ нужно выделить узкую зону термического воздействия на металл, что в свою очередь дает возможность сваривать даже самые тончайшие заготовки.
Кроме того, эффективность выполнения сварочных работ увеличивается в разы: улучшается горение дуги, а шов получается очень хорошего качества. Не нужно сбрасывать со счетов и тот факт, что углекислота является самым доступным из всех видов газов для сварки.
Что же касается недостатков сварки в среде углекислого газа, то они в основном связанны с разбрызгиванием металла. Также, чтобы сварной шов с применением углекислоты получился качественным и красивым, очень важно тщательно подготовить поверхность металлов перед свариванием.
Как правильно варить с углекислотой для начинающих
Как было сказано выше, качество сварочного шва при сварке с углекислотой во многом зависит от степени подготовки материалов. Также, не менее важно уделить внимание правильности настройки инверторного полуавтомата и расходу газа.
Следует знать, что для сварки каждого металла, в зависимости от его толщины, выбираются свои параметры сварочного тока и определённый диаметр проволоки. Важно учитывать и скорость подачи проволоки в зону сварки.

Отрегулировать скорость подачи сварочной проволоки на полуавтомате можно посредством шестерён и механизма. Сварка полуавтоматом в среде углекислого газа осуществляется следующим образом:
Нельзя во время сварки полуавтоматом осуществлять резкие движения газовой горелкой, поскольку это приведёт к ухудшению качества сварочного шва. Кроме того, не стоит забывать и о самом главном недостатке использования полуавтоматов с газом: защитный газ может сдувать ветер.

Чтобы не испортить заготовку, важно заранее потренироваться в сварке полуавтоматом с углекислотой на не нужном куске металла. Только так получится подобрать правильный расход газа, выбрать нужную скорость подачи сварочной проволоки.
Пару советов по выбору сварочного полуавтомата
Перед тем как выбрать сварочный полуавтомат прочитайте несколько важных советов:


Сварка полуавтоматом с углекислотой существенно отличается от ручной дуговой сварки. Чтобы получить качественный сварочный шов, нужно учитывать многие нюансы: расход газа, скорость подачи проволоки, диаметр присадочного материала и многое другое.
Особенности выполнения сварочных работ без газа
Сварочные работы при помощи полуавтоматического аппарата выполняются либо в среде защитного газа, либо с использованием специальной флюсосодержащей проволоки. Зачастую сварка полуавтоматом без газа обычной проволокой приводит к формированию несовершенного шва, подверженного быстрой деградации.
Защитная среда, образованная газом или испарениями флюсовой присадочной проволоки, обеспечивает хорошую проварку поверхностей и гарантирует отсутствие существенных дефектов сварного шва.
Что такое полуавтоматическая сварка в среде углекислого газа?
Сварка полуавтоматом без газа и с газом используется в таких промышленных отраслях:
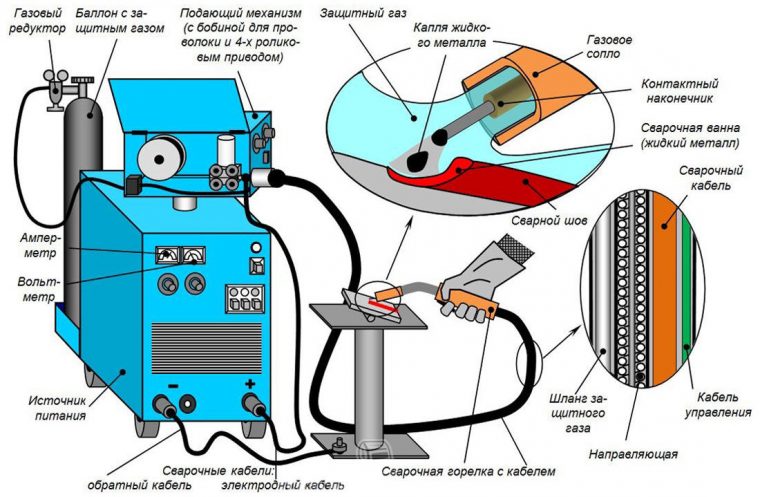
Принцип действия полуавтоматической сварки заключается в следующем: в зону сварки из баллона подводится углекислый газ, который распадается на угарный газ и кислород под действием высокой температуры от электрической дуги.
Угарный газ идеально подходит для защиты поверхности от окисления, однако, смесь углекислого газа и кислорода способствуют выгоранию легированных добавок и углерода из соединяемых изделий. Такой процесс приводит к падению качества шва и образованию в нем большого количества пор.
Для нейтрализации недостатков сварки в углекислой среде используют специальный присадочный материал. Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Наиболее популярными марками присадочной проволоки являются: Св-08ГС, Св-08Г2С. Присадки значительно активнее железа и окисляются первыми, тем самым перетягивая на себя кислород и не давая ему разрушить сварной шов при выполнении механизированной сварки.
Особенности сварки в углекислом газе
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.
Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможно лишь при предварительной тонкой настройке аппаратуры.
Проволока с наполнителем для полуавтоматической сварки.
Перед началом сварочных работ сварщикам необходимо:
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний.
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ.
Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
Техника безопасности
Сварочные работы – это достаточно опасный процесс, зависящий от внимательности, профессионализма и оснащения мастера.
Лучший вариант защиты для проведения сварки с проволокой включает:
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
Технология полуавтоматической сварки среде углекислого газа позволяет обеспечивать качественное соединение материалов. Однако, при недостаточно хорошей проветриваемости рабочего места, углекислый газ может вызвать удушье мастера и вызвать серьезные проблемы со здоровьем.
Заключение
Сварка без газа – это отличный вариант для небольших мастерских. Подобная технология позволяет не переживать об остатке углекислоты в баллоне.
Однако, к специальным флюсосодержащим проволокам, благодаря которым доступна сварка без газа, имеются определенные требования: высокое качество, совпадение заявленного состава и целостность полости с флюсом.
По сравнению со сваркой в атмосфере углекислого газа, безгазовый вариант позволяет выполнять работу даже в самых труднодоступных местах из-за отсутствия необходимости в переноске тяжелой емкости.
Как правильно сварить полуавтоматом с углекислотой?
Сварка в среде нейтрального газа является надёжным и прочным соединением заготовок в одно целое. Стоимость углекислоты по отношению к аргону и гелию значительно ниже и это улучшает соотношение цены и качества работы. Необходимо знать, как правильно варить полуавтоматом с углекислотой, добиваясь при этом хорошего качества шва. Можно варить, используя смеси газов, когда необходимо повышенное качество, а можно обучиться сварке в углекислотной среде с использованием полуавтомата и регулируемой подачи сварочной проволоки. Мы расскажем подробно об этом процессе, позволяющем сэкономить немалые средства и добиться необходимого результата.
Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей. Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей.
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.

Порядок действия и технология работ при сварке углекислотой
Необходимость подготовки заготовок заключается в зачистке будущего шва от оксидной плёнки, загрязнений и формирования краёв для наилучшего соединения деталей. Практически толщина металла также влияет на выбор особого режима сварки, например, при толщине металла в 1,5−2 мм диаметр сварочной проволоки подбирается в диапазоне от 0,8 до 1,2 мм.
Весь процесс крайне индивидуален и настраивается экспериментально вплоть до расхода газа и вылета проволоки в зоне действия углекислоты. Важно соблюдать следующие принципы:
После проведения этих процедур необходимо опробовать качество и скорость сварки на пробных деталях, и отредактировать параметры действия схемы сварочного процесса. При большой толщине заготовок первый шов необходимо вести с малым током, а при повторном прохождении увеличивать силу тока пропорционально скорости движения горелки.
Провар вертикального шва должен проходить снизу вверх для обеспечения последовательного затвердения нижней части соединения металла, при этом расход углекислого газа следует немного увеличить. Расход газа может колебаться в зависимости от условий процесса от 5 л/мин до 20 л/мин. Последовательность проходящего движения руки сварщика при полуавтоматическом процессе в ореоле углекислого газа должна напоминать нанесение чешуек расплавленного металла на поверхность шва.
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Сварка полуавтоматом. От А до Я 🙂

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно проводится сварка полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом?
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.
 Сварка полуавтоматом. От А до Я 🙂 10
Сварка полуавтоматом. От А до Я 🙂 10
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Аппарат для полуавтоматической сварки представляет собой механический прибор, в котором установлена катушка с проволокой, исполняющей роль плавящегося электрода и механизм для автоматической ее подачи. Сила тока и скорость подачи электрода устанавливает сварщик на аппарате сам, в зависимости от типа металла, который сплавляется, и от скорости перемещения горелки.
 Сварка полуавтоматом. От А до Я 🙂 11
Сварка полуавтоматом. От А до Я 🙂 11
Существует множество различных агрегатов для сварочных работ. Чтобы их немного упорядочить, существует несколько классификаций. Рассмотрим самую основную – по способу защиты материала во время процесса:
Кроме этого различают однофазный и трехфазный агрегаты для сварки полуавтоматом. Однофазные модели работают от обычной розетки в 220В. В этом случае, если сеть не будет соответствовать мощности агрегата, то дуга не будет стабильной, что приведет к дефектам при создании шва. Трехфазный аппарат не везде можно подключить, но при этом он отличается высоким качеством работы при разных нагрузках.
Хоть перечисленные сварочные полуавтоматы и отличаются между собой, все они имеют следующую комплектацию:
ТЕХНИКА СВАРКИ ПОЛУАВТОМАТОМ
Рассмотрим, как варить полуавтоматом, так как данный вид работ имеет несколько вариантов – сварка с защитных газах и сварка без газа, с использованием порошковой проволоки (флюса).
ТЕХНОЛОГИЯ СВАРКИ ПОЛУАВТОМАТОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА
Для сварки полуавтоматом можно использовать несколько видов газов. Чаще всего применяется углекислый газ или гелий. Это обусловлено их доступностью и небольшими расходами при использовании. Газы используются для того, чтобы снизить окисление металла, из которого изготовлена свариваемая деталь, чтобы повысить прочность шва. Основным условием для работы полуавтоматом с углекислотой является предварительная подготовка детали. Имеется в виду ее тщательная зачистка, чтобы удалить всю пыль, грязь, остатки лакокрасочных изделий или ржавчину. Для этого используется наждачная бумага или железная щетка.
Технология сваривания бывает трех видов:
Чаще всего сварка полуавтоматом с углекислотой производится на режиме переменного тока. Перед началом работы надо подготовить все для сварки. Аппарат настраивается в зависимости от типа металла и его толщины. От режима сварки будет зависеть расход газа из баллонов. Проволока расходится практически одинаково – в среднем 4 сантиметра в секунду. Более точные настройки можно посмотреть в таблицах ГОСТа, где указаны режимы и нормы для каждого вида металла. Когда и оборудование и детали готовы, можно начинать соединение изделий на полуавтомате. Первым делом, необходимо включить подачу газа, а затем возбудить дугу. Для этого нужно проволокой коснуться детали. При нажатии на «пуск/старт» на корпусе аппарата начинается механическая подача электродной проволоки.
Качество шва завит от многих нюансов. Например, важно проволоку держать и вести прямо, но не слишком близко к заготовке. Чтобы не перекрывать себе обзор сварочной ванны. Во время работы важно, чтобы между кромками свариваемых деталей соблюдался нужный интервал. Технология работы такова, что при толщине изделия до сантиметра зазор должен быть не более 1 мм, при толщине изделий более сантиметра зазор составляет 10% от данной величины. Очень часто детали в лежачем состоянии сваривают на специальной железной подложке, размещая ее снизу очень плотно к основному металлу.
Сварка полуавтоматом: возможные регулировки в процессе
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Как варить полуавтоматом видео уроки :
СВАРКА АЛЮМИНИЯ ПОЛУАВТОМАТОМ
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.
 Сварка полуавтоматом. От А до Я 🙂 12
Сварка полуавтоматом. От А до Я 🙂 12
Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Сварка нержавейки полуавтоматом
Существует несколько ключевых особенностей, о которых вам нужно знать, если вы хотите сформировать качественный шов. Мы перечислим наиболее важные из них.
Как мы уже говорили выше, чистый аргон или чистая углекислота редко применяются для сварки нержавеющей стали. Лучше использовать газовую смесь. Она должна состоять из 70% углекислого газа и 30% аргона.
Также обращайте на вылет присадочной проволоки относительно горелки. Оптимальная длина видимо части присадочного материала — от 6 до 12 миллиметров. При формировании шва следите за расстоянием от сопла до поверхности металла. Чем оно меньше, тем лучше. Это непросто, но при частой практике можно добиться хороших результатов. Не экономьте на газе. При недостаточном количестве газа шов будет некачественным.
Рекомендуем установить обратную полярность. Прямая полярность применяется только при использовании флюсов, что не предусмотрено в описываемой нами технологии.
Немаловажен и угол сварки. Оптимальное значение от 5 до 10 градусов относительно детали. Так шов хорошо проплавляется и получается ровным. Особенно это важно при сварке толстых деталей, где необходимо хорошо проплавить металл.
СВАРКА ПОЛУАВТОМАТОМ С ПРОВОЛОКОЙ
Особенности сварки заключаются в том, что производить работу можно как в газовой среде, так и без использования углекислоты, гелия или аргона. Одним из популярных методов соединения является сварка под флюсом. Ее чаще применяют в промышленных условиях, нежели в бытовых. Это связано с том, что сам по себе флюс – материал дорогостоящий. Это порошок, который находится в середине проволоки. Во время расплавления, под воздействием высокой температуры, он выделяет газовое облако, которое защищает сварочную ванну от окисления. То есть, при этом дополнительно инертный газ из баллона не подается.

Основной плюс порошковой проволоки в том, что с ее помощью можно варить сварочным агрегатом на улице, или в помещении при сквозняке. Например, при газовой сварке не получится качественная дорожка, если будет ветер, так как он нарушает полок газа.
Сварка полуавтоматом без газа может осуществляться при любых условиях, как в помещении, так и на улице.
Варить сварочным агрегатом с применением самозащитной проволоки не рекомендуется слишком тонкие листы или среднеуглеродистую сталь, так как могут появиться дефекты (в основном – горячие трещины).
Чтобы повысить температуру сварочной дуги для быстрого и качественного расплавления флюса необходимо использовать такой же трюк, как и при алюминиевой сварке – применить обратную полярность.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
Как варить полуавтоматом видео :



