Какими электродами лучше варить забор и профильную трубу
Когда нужно приварить что-либо, возникает вопрос, какими электродами лучше всего это сделать. При этом одному сварщику нравится варить электродами «Монолит», а другой предпочитает использовать электроды АНО или МР-3.
Как и в любом другом деле, в сварке важна точность и расчет. Нужно понимать, для каких целей предназначены те или иные марки электродов, какие лучше всего подходят для сварки тонкого металла и трубы.
В этом обзоре mmasvarka.ru будут рассмотрены самые популярные электроды, которые используются сварщиками при установке заборов. Статья носит рекомендательный характер, и предназначена лишь для ознакомительных целей.
Какими электродами приварить забор?
При установке забора нередко возникает необходимость в сварке каких-то отдельных элементов. На данный момент присутствует огромное разнообразие сварочных электродов. Все они могут использоваться для полного сваривания забора, либо для его подварки. Чаще всего сварщики покупают для этих целей следующие марки электродов: АНО-6, АНО-21, МР-3, ОЗС-6, ОЗС-12, УОНИ-13/55.
Если человек впервые пытается работать со сваркой, ему лучше отдать предпочтение электродам, у которых рутиловое покрытие. Варить рутиловыми электродами проще, чем обычными.
Ну а вообще, выбирать марку электродов необходимо исходя из того, какая марка стали у труб. Кроме этого, немаловажное значение имеют особенности сварки забора.

В большинстве случаев при установке ограждений используется профильная труба с прямоугольным сечением. Однако при работе с этим материалом следует принимать во внимание определённые моменты, чтобы не прожечь тонкий металл.
Как варить трубы с профильным сечением?
Профильная труба характеризуется небольшой толщиной стенок, поэтому у новичков возникают определенного рода сложности со сваркой. Вот несколько простых советов, которые помогут сварить профильную трубу и не прожечь её стенки.

Чаще всего для этих целей используется электродуговая сварка. Таким образом, получится с лёгкостью приварить детали в наиболее труднодоступных участках. Производить дуговую сварку нужно в отдельном помещении. Перед началом работ концы труб обезжириваются и зачищаются. В процессе сварки, будет появляться шлак, его понадобится время от времени убирать.
Можно осуществить сварку профильных труб и при помощи газовой сварки. Но для этого нужно быть профи в этом деле. К тому же, такие работы считаются небезопасными. Что касается контактной сварки, то её применяют преимущественно на промышленных объектах и различных предприятиях.
Сварка тонкого металла
Осуществлять сварку тонкого металла достаточно сложно, поэтому здесь важен опыт и знания.

В данном случае даже мастерам порой трудно подобрать подходящие электроды и режимы.
В чем заключаются сложности?
В первую очередь хотелось бы отметить, что при нагревании тонкий металл прогорает и его ведет. В результате появляются дыры.
Приваривать тонкий металл нужно на малых точках. Важно делать короткую дугу. Уже после небольшого отрыва она гаснет. Чтобы не было сложностей с розжигом дуги, лучше отдавать предпочтение аппаратам, обладающим хорошими вольтамперными характеристиками и плавной регулировкой сварного тока.
Во время сварки листы тонкого металла могут изменить свою геометрию, и стать непригодными для дальнейшего использования.
Если нужно осуществить сварку встык, необходимо кромки металла предварительно зачистить и ликвидировать ржавчину. Следует размещать листы без зазоров. Для фиксации деталей подойдут прижимы либо струбцины. В процессе сварки листы прихватываются короткими швами через каждые 7-10 см.

Помимо этого, когда детали привариваются встык, следует делать отбортовки. В результате после расплавления отбортованной кромки, отогнутые части входят внутрь. Таким образом, заполняется пространство между элементами и образуется шов.
Чтобы определиться, какими электродами варить металл, нужно учитывать специфику работы. Для сварки тонкого металла используют преимущественно электроды ОМА-2, МТ-2.
Какими электродами варить профильную трубу
Профильная труба чаще остального металлопроката используется для сварки теплиц, заборов и навесов. Небольшая стоимость и относительно лёгкий вес сделали этот вид трубы весьма популярным среди населения.
По этой причине многие хотят научиться варить, чтобы не нанимать частных мастеров. Куда проще и дешевле самостоятельно сварить забор из профильной трубы инвертором. И если вы до сих пор в раздумьях, получится у вас или нет, то можете даже не сомневаться.
Инверторная сварка — дело не хитрое, тем более, если к конструкциям не предъявляются какие-либо высокие требования. В данной статье мы рассмотрим, какими электродами варить профильную трубу.
Как варить профильные трубы
Толщина стенок профильной трубы может быть разной, но чаще всего используется труба 2 мм. В результате этого и возникают сложности у начинающих сварщиков, которые допускают ряд ошибок при сварке.

Чтобы не прожигать профильные трубы толщиной 2 мм, достаточно запомнить несколько правил:

Таким образом, используя вышеперечисленные правила, со сваркой профильной трубы 2 мм, проблем возникнуть не должно. Также многое зависит и от качества выбранных электродов.
Какими электродами варить профильную трубу
Профильная труба изготавливается из низколегированной и углеродистой стали. Соответственно электроды для сварки должны быть похожими по составу наплавленного металла.
Для сварки профильной трубы лучше всего использовать следующие марки электродов:
МР-3С — рутиловые электроды, которые наилучшим образом подходят для сварки начинающим сварщикам. Помимо создания высокого по качеству сварного шва, варить рутиловыми электродами проще, чем электродами, которые имеют основное покрытие.

ОЗС-12 — также электроды с рутиловым покрытием. В процессе наплавки покрытие данных электродов способно защитить сварочную ванну от попадания шлака. По качеству наплавленного металла электроды ОЗС-12 намного лучше, чем любые другие из ряда электродов с кислым покрытием.
УОНИ-13/55 — наиболее востребованные электроды с основным покрытием среди других марок. Варить электродами УОНИ-13/55 достаточно сложно, нужен навык. По этой причине, если вы только начинаете осваивать сварку, лучше отказаться от данной марки электродов, отдав предпочтение рутиловым электродам.

АНО-4 — еще одна популярная марка электродов, как среди начинающих сварщиков, так и профессионалов сварочного дела. Данные электроды применяются для сварки ответственных и рядовых конструкций, они обеспечивают высочайшее качество сварного шва.
Сварка профильной трубы 1.5 мм инвертором для начинающих
В настоящее время для производства легких каркасов, металлоконструкций, конструкций заборов, ферм, ворот, каркасов различного назначения и прочих изделий зачастую используют профильную трубу.
Сварные конструкции, изготавливаемые из данного материала, получаются легкими, а также имеют достаточно высокие прочностные показатели. Получают ее из обыкновенной трубы путем ее пластической деформации, в горячем или холодном состоянии. Профиль, который наиболее часто используется, имеет в сечении квадрат или прямоугольник. Изготавливают в подавляющем большинстве ее из низкоуглеродистой стали.
В значительно меньших масштабах применяются низколегированные и нержавеющие стали, обусловлено это высокой ценой получающейся конструкции. Для начинающих сварка инвертором профильной трубы часто бывает проблемой, особенно если толщина стенки 1.5-2 мм.
Сварочная маска — это та часть сварочного оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься сваркой и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет. Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала сварки. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
Виды сварки, применяемые для профильной трубы.
Профильная труба используется при производстве металлокаркасов и конструкций из низкоуглеродистых сталей. Размеры профиля согласно ГОСТ от 10-15 мм до 180-230 мм, а толщины от 0,8-1,0 мм, до 18-20 мм.
Чем лучше варит профильную трубу? Чтобы ответить на данный вопрос, необходимо разобраться, а как вообще варят такие изделия. Для сварки их применяют следующие способы:
Последний вид применяют для профиля малой толщины (как правило до 1,5 — 2,0 мм). При небольшом объёме работ данные профили варят ручной дуговой сваркой инвертором штучными электродами. Данный способ удобен, оборудование не дорогое, к тому же выполнение процесса не вызывает больших сложностей. В данной статье на сайте mrmetall.ru мы подробно раскроем технологию ручной сварки инвертором конструкций из данного материала.

Сварку профильной трубы полуавтоматом (механизированную) применяют при производстве габаритных сварных конструкций на производстве. Несомненным плюсом данного способа это возможность проведения процесса на малых толщинах и минимальное тепловложение, что на порядок снижает возникающие деформации. Особенно это актуально для протяженных швов. Проводить процесс полуавтоматом получиться практически у любого, так как процесс автоматизирован. О том что для этого необходимо читайте в нашей статье.
Конечно, есть и недостаток в виде сложности применения данного метода в монтажных условиях, ввиду сдувания порывами ветра газовой защиты. Приводит это к возникновению дефектов и нестабильному протеканию процесса.

Сварку в аргоне применяют для данного типа конструкций редко, ввиду высокой стоимости. Инертный газ дорог, а способ имеет невысокую производительность. Применяют его в случаях, когда необходимо сваривать изделия из нержавеющей стали или профилей очень маленькой толщины, тогда применение данного метода оправданно и незаменимо.
Как сварить профильную трубу инвертором.
На этот вопрос мы ответим в рамках стати. Информация в статье будет ориентирована на начинающих сварщиков и новичков. Варить профильную трубу инвертором достаточно просто, ввиду этого сварка данным способом применяется практически повсеместно. Первое что нужно сделать, это подготовить кромки.
Первое, что необходимо сделать это зачистить металл. Зачищать можно шлифмашинкой, металлической щеткой или напильником. Такая обработка поверхности значительно уличшит результат. Ржавчина, окалина, масло, пыль и прочие загрязнения должны быть полностью удалены. Желательно обезжирить поверхность.
Затем необходимо замерить толщину основного металла. От этого будет зависеть дальнейшая подготовка и обработка изделия, техника и режимы, на которых будет выполняться сварка. При толщине 1.5 мм до 3.5-4.0 мм процесс можно вести без разделки кромок. При толщине около 3 мм лучше использовать разделку кромок, для обеспечения полного провара.
Полярность – обратная («+» — на электроде; «-» — к изделию). Подробно о полярности можно прочитать тут.
Какими электродами лучше варить профильную трубу 1.5 — 3 мм.
Сварочные электроды лучше использовать с рутиловым или основным покрытием. Для начинающих, по нашему мнению, лучшими являются электроды ОК-46, ОЗС-12, МР-3, имеющие в составе обмазки рутил. Он обеспечивает легкий поджег и устойчивое горение дуги. Для того чтобы правильно сварить конструкцию необходимо уделить особое внимание сборке.
Сборку конструкций в большинстве случаев производят на прихватках. Прихватки ставим по краям соединяемых деталей. После выполнения прихваток настраиваем сварочный ток на пробной детали. Для различных марок электродов эти параметры разнятся. На упаковке с электродами заводом изготовителем даются общие рекомендации их и применяем, выставляем значения силы тока.
Профильную трубу можно сваривать между собой как встык, в нахлест, так и под углом 90 градусов. Выполняя процесс на пробной детали, меняем параметр силы тока добиваясь оптимальной геометрии шва. Металл не должен прожигается, а сварочная дуга должна устойчиво гореть и легко возбуждаться. К примеру, для электродов МР-3 диаметром 2,5 – 3 мм. Можно использовать сварочный ток в районе 75-80 А.
Режимы сварки, силу сварочного тока и размеры соединений нужно брать из техкарты. Если Вам необходимы техкарты, то можете написать нам, в форме обратной связи которая находится в самом низу страницы. Мы отправим Вам на вашу почту техкарты конкретно для вашего случая.
Чем меньше диаметр электрода, тем меньше сила тока, а следовательно изделие будет меньше греться. Рекомендуется при сварке тонких изделий использовать электроды как можно тоньше, для того чтобы не прожигать металл.
Как нужно варить профильную трубу чтобы не прожечь.
После окончания подготовки, начинаем варить наше изделие. При толщине детали 1,5 мм необходимо начинать именно на прихватке, чтобы не прожечь тонкий металл.
Рассмотрим правильную последовательность как сварить тонкостенные детали из профильной трубы встык:
Использование прихваток.
Если вы начинающий сварщик, то сварку профильной трубы инвертором для вас лучше вести с использованием дополнительных прихваток. Их необходимо сделать не только по краям, но и по одной прихватке в середине.
Как уже говорилось лучше применять электроды как можно тоньше: 2,0 — 2,5 мм. Если в процессе у вас дрожит рука и высота дуги колеблется, придерживайте электрод указательным пальцем левой руки. Так постепенно и можно научиться варить.
Для начинающих сварщиков в конце статьи очень полезные видео, посмотрите их. Еще один способ как Вам не прожечь профиль. Если металл все равно прожигается, для вас есть способ-лайфхак. Необходимо в трубу установить прямоугольник или квадрат из металла, подходящий по сечению. К примеру, для профиля 20х40 можно взять металл прямоугольного сечения 15х35.
После этого необходимо состыковать изделия между собой и начинать варить. Квадрат будет отводить тепло и деталь не будет прожигаться. Полезная хитрость для начинающего сваривать.
Как сварить профильную трубу толщиной 1.5 мм и более?
Особенности сварки каркаса из профильной трубы.
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.
Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Вертикальный шов при сварке профильной трубы.
Если необходимо красиво и качественно сварить профильную трубу в вертикальном положении – электрод держим углом вперед. Тем самым не давая вытекать расплавленному металлу за счет давления дуги. Если при этом свариваются детали с разной толщиной, то зажигание дуги производится на более толстой. Самая простая схема выглядит так:

Сварка профильной трубы – Потолочное положение
При сваривании в самом не удобном положении, которое называется потолочное, методика всё та же что при вертикальном положении.
Начинающим сварщикам лучше использовать способ выполнения с отрывом. При этом способе выполняется как бы точками. Зажгли дугу, наплавили точку, обрываем. Если получается варить без отрыва, то лучше всего совершать кольцевые движения, не большого размера.
Угол электрода направляем на более толстую деталь. Сила тока в данном положении для способа с отрывом 75-95А, а в случае выполнения процесса без отрыва поменьше порядка 65-75.
Сварка профильной трубы под углом. Сварка горизонтальных швов.
В случае когда изделия расположенные под углом 90 градусов, друг к другу необходимо учесть несколько особенностей. Варить необходимо на вертикально расположенной трубе, так как теплоотвод у нее будет больше (в обе стороны от сварного шва). Это снизит возможность ее прожигания и уменьшит деформацию конструкции. Наклон электрода к вертикальной стойке.

Процесс с отрывом все как в предыдущем случае. Варим каждую точку с зажиганием дуги на предыдущей точке. При способе без отрыва, перемещать электрод необходимо вдоль стыка без колебаний (вперед-назад). Получаться поступательные движение к себе от себя и снова к себе. Данный метод подходит также для выполнения процесса под различными углами 45, 60, 90 градусов.
Сварочное оборудование для сварки профильной трубы
В большинстве случаев, когда конструкции варится с применением ручной дуговой сварки, сварочным аппаратом является инвертор. Инвертор это современный источник питания, имеющий малую массу и весьма широкий спектр возможностей.
Также используются сварочные генераторы, а также выпрямители, обеспечивающие проведение сварочного процесса на постоянном токе.
Для сварки полуавтоматом применяют аппараты состоящие из: инвертора, механизма подачи проволоки, сварочной горелки и газового оборудования.
Газовое оборудование в виде баллона с газом, редуктора, шланга и подогревателя не используется, если применяется порошковая проволока.
Для выполнения процесса в аргоне используются инверторы, а также выпрямители, применяется тоже газовое оборудование, что и для полуавтоматической. Процесс выполняют неплавящимся электродом из вольфрама. Электрод устанавливается в сварочную горелку, ей и выполняют сам процесс сваривания.
Заключение
Для выполнения сварки профильной трубы своими руками требуется не так уж много знаний. Главное это желание решить поставленную задачу, а средств для этого много. В нашей статье мы рассказали о возможных способах, методах сварки профилей.
Видео — Как правильно сварить профильную трубу электросваркой
Выбираем электроды для сварки инвертором — советы профессионалов
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
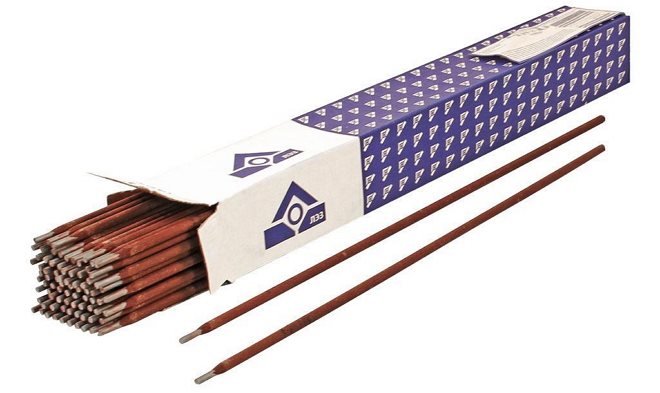
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
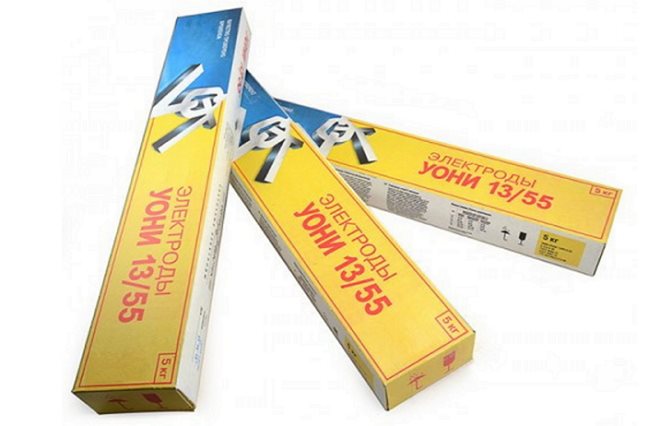
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
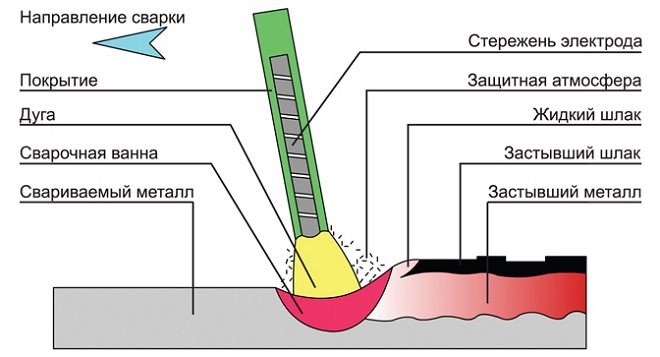
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
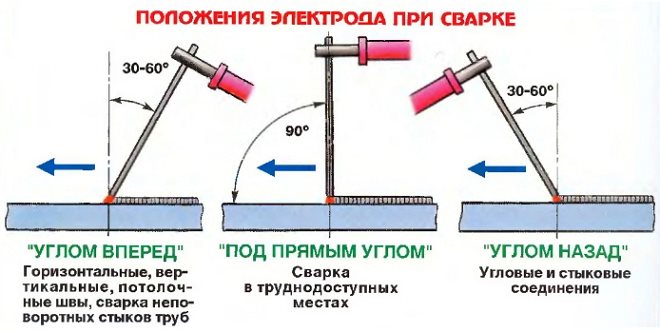
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
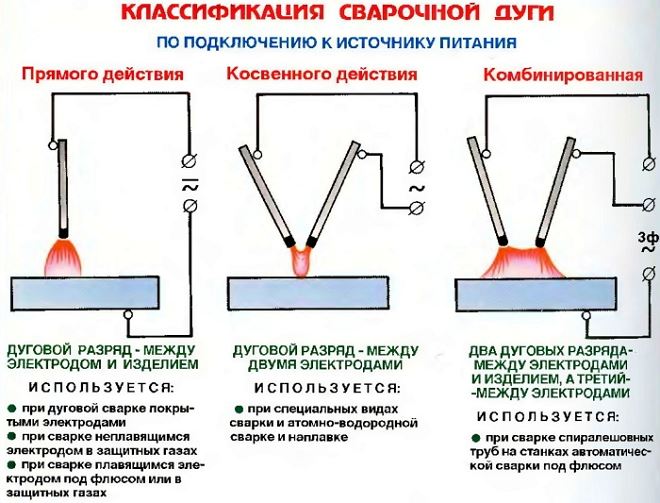
Виды сварочной дуги при сварке электродами
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.



