Условные изображения и обозначения неразъемных соединений
(ЕСКД ГОСТ 2.313-82)
Настоящий стандарт устанавливает условные изображения и обозначения соединений, получаемых клепкой, пайкой, склеиванием, сшиванием и металлическими скобками, на чертежах всех отраслей промышленности и строительства, кроме чертежей строительных металлических конструкций
Соединения клепанные
Таблица 1. Примеры условного изображение соединений, получаемых клепкой.
| Вид соединения | Изображение | Условное изображение | |
| в сечении | на виде | ||
 |  |  | |
 | |||
 |  |  | |
 |  |  | |
 |  |  | |
 |  |  | |
 | |||
 | |||
 Рисунок 1. Изображение на сборочном чертеже соединения |
 |  |
| а | б |
| Рисунок 2. Примеры изображения на чертеже соединения с использованием различных заклепок | |

 |  |
| Рисунок 4. Пример условного изображения паяного соединения | Рисунок 5. Пример условного изображения клеевого соединения. |
Швы, выполняемые по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией (рис.6, 7, 9).
 |  |
| Рисунок 6. Обозначение пайки, шов которой выполняется по замкнутой линии | Рисунок 7. Обозначение клейки, шов которой выполняется по замкнутой линии |
 |  |
| Рисунок 8. Обозначение пайки, шов которой ограничен определенным участком | Рисунок 9. Обозначение клейки, шов которой выполняется по замкнутой линии |
На изображении паяного соединения при необходимости следует указывать размеры шва и обозначение шероховатости поверхности.
Обозначение припоя или клея (клеящего вещества) по соответствующему стандарту или техническим условиям следует проводить в технических требованиях чертежа записью по типу: «ПОС 40 ГОСТ…» или «Клей БФ – 2 ГОСТ…».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии- выноски, проведенной от изображения шва.
При выполнении швов припоями или клеями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью по типу: «ПОС 4 ГОСТ…(№ 1), ПМЦ 36 ГОСТ…(№ 2), клей БФ-2 ГОСТ…(№3)».
Соединения, получаемые сшиванием

Рисунок 10. Изображение соединения, полученного сшиванием
Обозначение материала (ниток и т.п.) по соответствующему стандарту или техническим условиям, а также, при необходимости, сведения, характеризующие шов, в том числе количество ниток и размер стежка, следует приводить в технических требованиях чертежа. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва (рис.10).
Соединения, получаемые при помощи металлических скобок
Соединение, получаемое при помощи металлических скобок, следует обозначать условным знаком, выполненным сплошной основной линией и нанесенным на линии-выноске:
— для соединений, выполняемых внахлестку;
— для угловых соединений.
Линия-выноска подводится к соединению со стороны расположения скобок.
При изображении ряда металлических скобок следует изображать только крайние скобки, соединяемые между собой сплошной тонкой линией.
Соединение, выполняемое по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией.
Дополнительные сведения, характеризующие соединение, например, параметры скобки и расстояние между ними, при необходимости, следует приводить в технических требованиях чертежа.
Если соединение образуется несколькими рядами скобок, то на чертеже следует изобразить один ряд, расположенный ближе к краю, а на полке линии-выноски указать количество рядов и расстояние между ними.
Примеры изображения и обозначения соединений, выполненных при помощи металлических скобок, приведены в табл.2.
Условное изображение
1. С параллельным расположением скобок


2. С последовательным расположением скобок


3. С параллельным наклонным расположением скобок


4. Угловое с параллельным расположением скобок
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 декабря 1973 г. № 2641 срок введения установлен
с 01.01.75
Проверен в 1989 г. Постановлением Госстандарта СССР от 26.06.89 № 2032 снято ограничение срока действия
1. Настоящий стандарт устанавливает основные типы паяных соединений, конструктивные элементы паяных твои, их обозначения и параметры.
2. Основные типы паяных соединений и их условные обозначения приведены в табл. 1.
3. Параметры конструктивных элементов паяных швов и их условные обозначения приведены в табл. 2.
(Измененная редакция, Изм. № 1).
| Тип соединения | Конструктивные элементы паяных швов | Наименование конструктивных элементов | Буквенное обозначение конструктивных элементов |
| Нахлесточный телескопический |  | Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Стыковой |  | Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Косостыковой |  | Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол скоса | ? | ||
| Тавровой |  | Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угловой |  | Толщина основного материала | S |
| Толщина шва | a | ||
| Ширина шва | b | ||
| Угол соединения деталей | ? | ||
| Угол скоса | ? | ||
| Соприкасающийся |  | Толщина основного материала | S |
| Радиус кривизны паяемой детали | R | ||
| Ширина шва | b |
7. Величина нахлестки определяется механическими свойствами паяемого материала, паяного шва и требованиями предъявляемыми к конструкции.
8. Толщина паяемого материала S устанавливается при проектировании паяной конструкции.
(Измененная редакция, Изм. № 1).

6. Форма и конструктивные элементы швов паяных соединений, которые являются комбинацией основных типов, должны быть вычерчены с указанием размеров. Допускается не вычерчивать форму и конструктивные элементы швов комбинированных паяных соединений на электромонтажных чертежах.
7. Комбинированные паяные соединения, широко применяемые в отраслях промышленности, приведены в справочном приложении 2.
8. (Исключен, Изм. № 1).
9. Условные обозначения швов паяных соединений, применяемые при переписке и в документации, кроме рабочих чертежей, должны состоять из:
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Справочное
ПРИЛОЖЕНИЕ 2
Справочное
ПРИМЕРЫ КОМБИНИРОВАННЫХ ПАЯНЫХ СОЕДИНЕНИЙ И ИХ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
(Измененная редакция, Изм. № 1).
СОДЕРЖАНИЕ
Приложение 2 Примеры комбинированных паяных соединений и их условных обозначений
1. СОЕДИНЕНИЯ КЛЕПАНЫЕ
1.Заклепкой с полукруглой, плоской, скругленной головкой и с полукруглой, плоской, скругленной замыкающей головкой


2. Заклепкой с потайной головкой и с полукруглой, плоской, скругленной замыкающей головкой


3.Заклепкой с потайной головкой и с потайной замыкающей головкой


4. Заклепкой с полупотайной головкой и с потайной замыкающей головкой


5. Заклепками специальными



2. СОЕДИНЕНИЯ ПАЯНЫЕ И КЛЕЕНЫЕ
2.1. В соединениях, получаемых пайкой и склеиванием, место соединения элементов следует изображать сплошной линией толщиной 2 s ( черт. 3 ).
2.2. Для обозначения паяного и клееного соединения следует применять условный знак, который наносят на линии-выноске сплошной основной линией:
2.5. На изображении паяного соединения при необходимости следует указывать размеры шва и обозначение шероховатости поверхности.
2.6. Обозначение припоя или клея (клеящего вещества) по соответствующему стандарту или техническим условиям следует приводить в технических требованиях чертежа записью по типу: «ПОС 40 ГОСТ. » или «Клей БФ-2 ГОСТ. ».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва.
2.7. При выполнении швов припоями или клеями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью по типу:
«ПОС 4 ГОСТ. (№ 1), ПМЦ 36 ГОСТ. (№ 2), клей БФ-2 ГОСТ. (№ 3)».
3. СОЕДИНЕНИЯ, ПОЛУЧАЕМЫЕ СШИВАНИЕМ
3.1. Соединения, получаемые сшиванием, следует изображать на чертежах тонкой сплошной линией и обозначать условным знаком, выполненным сплошной основной линией и нанесенным на линии-выноске ( черт. 10 ).
3.2. Обозначение материала (ниток и т. п.) по соответствующему стандарту или техническим условиям, а также, при необходимости, сведения, характеризующие шов, в том числе количество ниток и размер стежка, следует приводить в технических требованиях чертежа. Ссылку на номер пункта следует помешать на полке линии-выноски, проведенной от изображения шва ( черт. 10 ).
3.3. Если соединение имеет несколько рядов швов, то на чертеже следует изображать только один шов, расположенный ближе к краю. Количество швов и расстояние между ними следует указывать под полкой линии-выноски ( черт. 10 ).
4. СОЕДИНЕНИЯ, ПОЛУЧАЕМЫЕ ПРИ ПОМОЩИ МЕТАЛЛИЧЕСКИХ СКОБОК
4.1. Соединение, получаемое при помощи металлических скобок, следует обозначать условным знаком, выполненным сплошной основной линией и нанесенным на линии-выноске:
 — для соединений, выполняемых внахлестку;
— для соединений, выполняемых внахлестку;
 — для угловых соединений.
— для угловых соединений.
Линия-выноска подводится к соединению со стороны расположения скобок.
4.2. При изображении ряда металлических скобок следует изображать только крайние скобки, соединяемые между собой сплошной тонкой линией.
4.4. Дополнительные сведения, характеризующие соединение, например, параметры скобки и расстояние между ними, при необходимости, следует приводить в технических требованиях чертежа.
4.5. Если соединение образуется несколькими рядами скобок, то на чертеже следует изобразить один ряд, расположенный ближе к краю, а на полке линии-выноски указать количество рядов и расстояние между ними.
Неразъемные соединения
Введение
Неразъемными соединениями называются такие, повторная сборка и разборка которых невозможна без повреждения деталей. К ним относятся соединения сварные, паяные, соединения, получаемые склеиванием, соединения заклепками и т.д.
6.1 Соединения сварные
Сварка — один из наиболее прогрессивных способов соединения составных частей изделия. Сварка — это процесс получения неразъемного соединения путем сплавления металлов деталей и сварочного электрода. При сплавлении образуется сварной шов.
Существует много видов сварки и способов их осуществления, например:
Сварные соединения (швы) делятся на следующие виды:
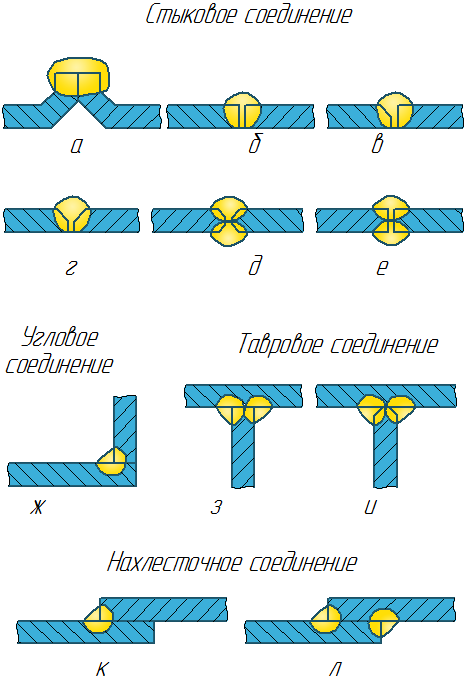
Рисунок 6.1 — Виды сварных швов
Кромки свариваемых деталей могут быть подготовлены: с отбортовкой (Рисунок 6.1, а), без скосов (Рисунок 6.1, б, е, ж, к), со скосом одной кромки (Рисунок 6.1, в), со скосом обеих кромок (Рисунок 6.1, г), с двумя симметричными скосами одной кромки (Рисунок 6.1, д, и) и др.
Шов может быть односторонний (Рисунок 6.1, а, б, в, г, ж, к) и двусторонний (Рисунок 6.1, д, е, з, и, л).
На чертежах к буквенному обозначению сварного шва добавляют цифровое, которое характеризует всю совокупность конструктивных элементов сварного шва, т.е. вид подготовки кромок, толщину свариваемых деталей и т.д.
Например, стыковое соединение, односторонний шов без скосов обеих кромок для деталей толщиной S = 1…6 мм — обозначается С2; тавровое соединение, шов двусторонний с двумя скосами одной кромки, толщина деталей S = 12…100 мм — обозначается Т9, см. таблицу ниже, на которой представлены некоторые обозначения типов сварных швов. 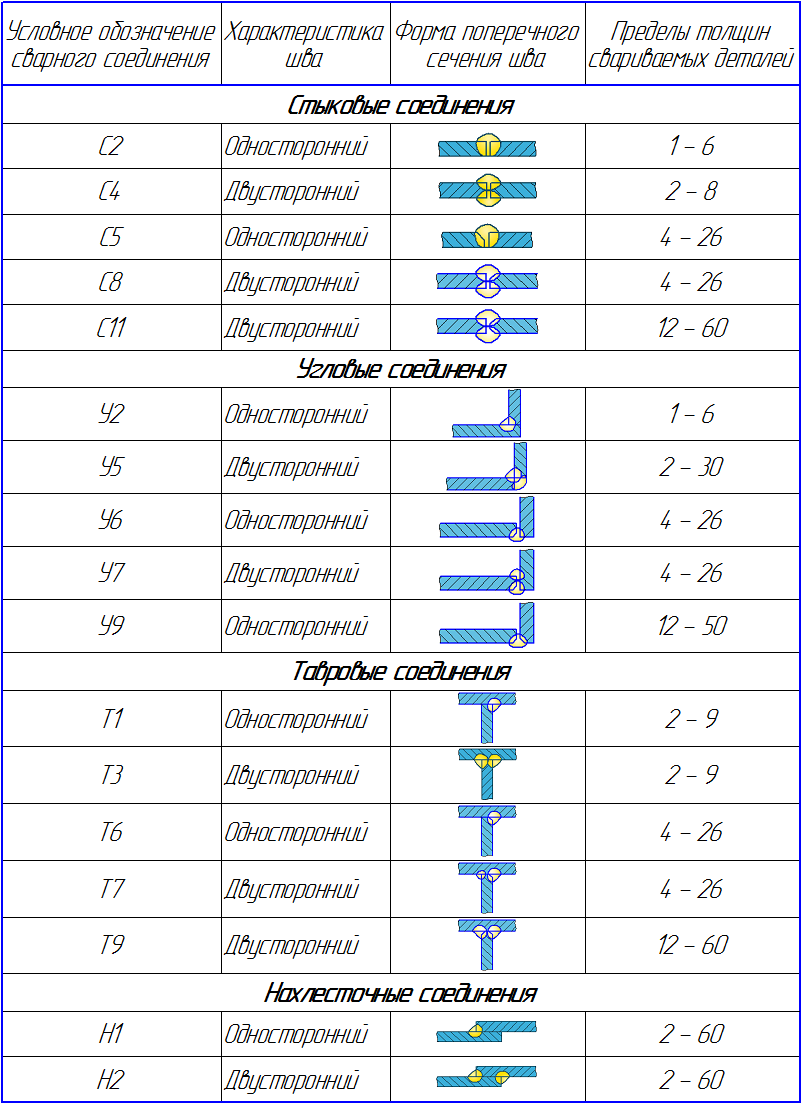
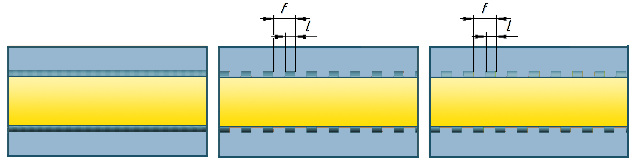
Шов характеризуется размером катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях). Шов может быть непрерывным (Рисунок 6.2, а), прерывистым с цепным расположением свариваемых участков (Рисунок 6.2, б) и непрерывным с шахматным расположением свариваемых участков (Рисунок 6.2, в).
 | ||
| а | б | в |
Рисунок 6.2 — Расположение сварочных швов
Выступающую часть шва над поверхностью основного металла называется выпуклостью или усилением шва (Рисунок 6.3). Шов может выполняться по замкнутой (Рисунок 6.4, а) или незамкнутой линии (Рисунок 6.4, б).
 | |
| а | б |
Рисунок 6.3 — Усиление шва
 | |
| а | б |
Рисунок 6.4 — Замкнутая (а) и незамкнутая (б) линии шва
Согласно ГОСТ 2.312-72, шов сварного соединения независимо от способа сварки условно изображают сплошной основной (видимый шов) или штриховой (невидимый шов) линией (Рисунок 6.5, а). Одиночные сварные точки изображают знаком «+» высотой и шириной 5…10 мм, толщина линий S (Рисунок 6.5, б). Невидимые сварные точки не изображают.
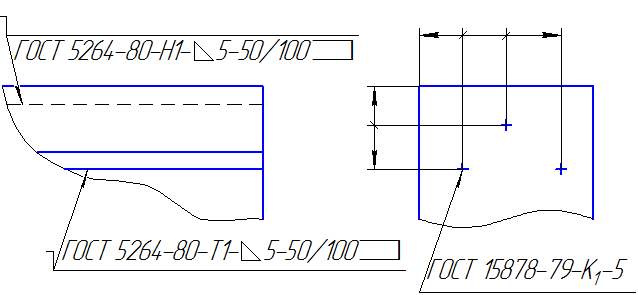
На Рисунке 6.5, а показаны примеры условных обозначений сварных швов:
— верхний шов (изображен штриховой линией) нахлесточного соединения, выполнен ручной электродуговой сваркой при монтаже изделия, по незамкнутой линии, катет шва 5 мм, шов прерывистый с цепным расположением провариваемых участков, l-50 мм и t-100 мм;
— нижний шов таврового соединения выполнен при монтаже изделия ручной электродуговой сваркой, шов прерывистый цепной, l-50 мм, t-100 мм, катет шва 5 мм, шов выполняется при монтаже изделия.
 | |
| а | б |
Рисунок 6.5 — Пример изображения и обозначения сварного шва на чертеже
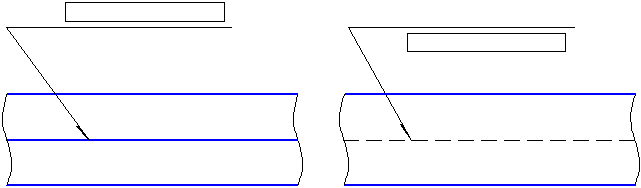
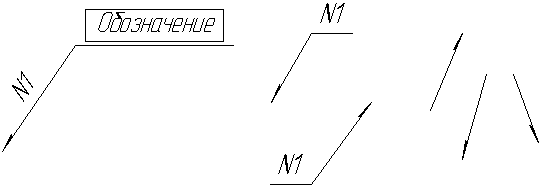
Условное обозначение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (Рисунок 6.6, а) или под полкой линии-выноски, проводимой от оборотной стороны (Рисунок 6.6, б). Линию-выноску начинают односторонней стрелкой.
 | |
| а | б |
Рисунок 6.6 — Схема нанесения условного обозначения сварного шва
В условном обозначении шва могут быть применены знаки, представленные в таблице 6.1.
Таблица 6.1- Условные обозначения типа сварного шва 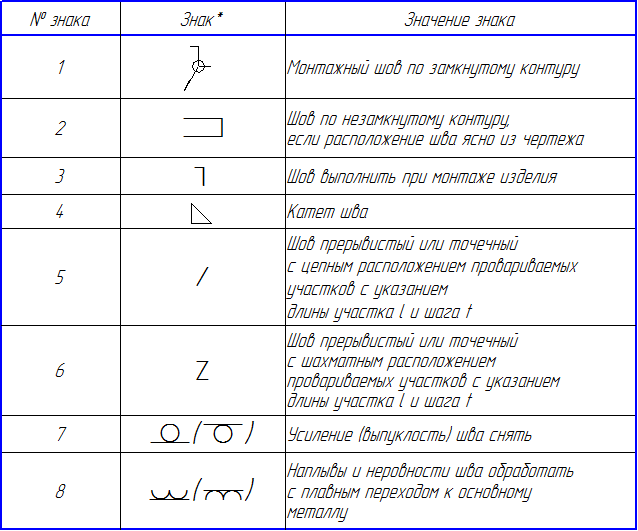
В скобках приведено изображение знаков при обозначении шва с оборотной стороны, т.е. при записи условного обозначения шва под полкой линии-выноски.
Все знаки выполняют тонкими линиями. Высота знаков должна быть одинаковой с высотой цифр, входящих в обозначение шва.
На Рисунке 6.7 приведено полное условное обозначение стандартного шва или одиночной сварной точки по ГОСТ 2.312-72. 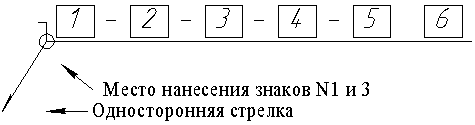
Рисунок 6.7 — Условное обозначение сварного шва
1 — Обозначение стандарта на типы и конструктивные элементы швов
2 — Буквенно-цифровое обозначение шва
3 — Условное обозначение способа сварки (допускается не указывать)
4 — Знак 4 (табл.6.1) и размер катета
5 — Размер:
— для прерывистого шва — длины привариваемого участка
— для одиночной сварной точки, или контактной точечной сварки — расчетного диаметра точки
— для контактной шовной сварки — расчетной ширины шва
— для прерывистого шва контактной шовной сварки — расчетной ширины шва, знак умножения, размер длины привариваемого участка, знак / и размер шва
6 — Вспомогательные знаки
При наличии одинаковых швов обозначение наносят у одного изображения, а у остальных проводят линии-выноски с полками для указания номера шва (Рисунок 6.8, а, б) или без полок, если все швы одинаковые (Рисунок 6.8, в).
 | ||
| а | б | в |
Рисунок 6.8
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняют по одному и тому же стандарту, например, ГОСТ 5264-80, его обозначение на полке не указывают, а дают ссылку в технических требованиях.
6.2 Соединения паяные
В паяных соединениях детали соединяются путем схватывания металлов припоя и деталей. Пайку применяют для получения герметичности, образования покрытия от коррозии (лужения), при соединении деталей, и т.д. В ряде случаев способ соединения пайкой имеет преимущество перед сваркой, его широко применяют в радиотехнике, электронике, приборостроении.
Существует большое число способов пайки, простейшим из которых является пайка паяльником.
Способ пайки указывают в технической документации.
Припои подразделяют:
Наиболее широко применяются оловянно-свинцовые припои. Выпускают припои в виде проволоки (Прв), прутков (Пт), лент (Л) и др.
Марку припоя записывают в технических требованиях по типу:
ПОС 40 ГОСТ (без указания сортамента) или
Припой Прв КР2 ПОС 40 ГОСТ 21931-76 1931-76 (с указанием сортамента),
где Прв КР2 — проволока круглого сечения диаметром 2 мм. Число 40 указывает содержание олова в процентах (остальное — свинец); припой ПСр 70 ГОСТ 19733-74* — 70% серебра, 26% меди и 4% цинка; припой ПОС 40 — мягкий, ПСр 70 твердый.
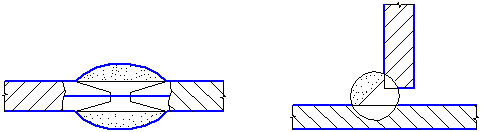
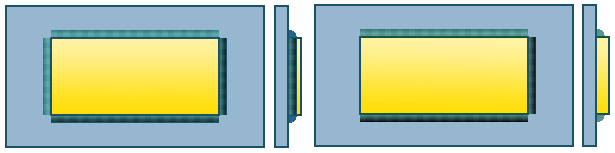
При соединении получается паяный шов (ГОСТ 19249-73 — Соединения паяные. Основные типы и параметры). Как и сварные, паяные швы (П) подразделяют (рис. 6.9) на: нахлесточные (ПН-1, ПН-2,…); телескопические (ПН-5, ПН-6); стыковые (ПВ-1,ПВ-2,…); косостыковые (ПВ-3, ПВ-4); тавровые (ПТ-1,ПТ-2,…); угловые (ПУ-1,ПУ-2,…); соприкасающиеся (ПС-1,ПС-2,…). 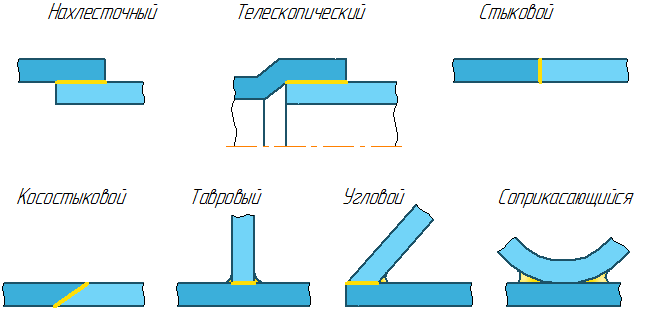
Рисунок 6.9 — Типы паяного шва
Независимо от способа пайки швы на видах и разрезах изображают, согласно ГОСТ 2.313-82 (СТ СЭВ 138-81), сплошной линией толщиной 2s. На линии выноске, выполняемой тонкой линией и начинающейся от изображения шва двусторонней стрелкой (а не односторонней, как у сварного шва), помешают условный знак пайки, наносимый основной линией. Шов по замкнутой линии обозначают тем же знаком, что и аналогичный сварной шов.
Согласно ГОСТ 19249-73*, тип шва указывают на полке линии-выноски (Рисунок 6.10). 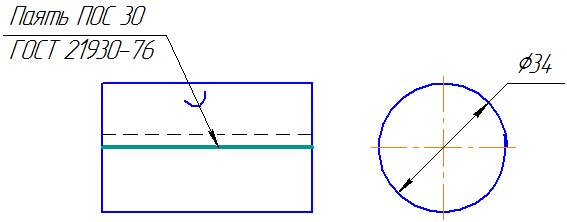
Рисунок 6.10 — Пример обозначения паяного шва на чертеже
6.3 Соединение заклепками
Такие соединения применяют для деталей из несвариваемых, а также не допускающих нагрева материалов в самых различных областях техники – металлоконструкциях, котлах, судо- и самолетостроении.
Заклепки изготавливают из достаточно пластичных для образования головок материалов: сталей марок Ст2, Ст3, Стали 10, латуни, меди и др. Материал заклепок должен быть однородным с материалом соединяемых металлических деталей.
Наиболее широко применяют заклепки с полукруглой, потайной, полупотайной, плоской головкой, классов точности В и С, с покрытием и без него. 
Рисунок 6.11 — Заклепки
Обозначение: Заклепка С8х20.38.МЗ.136 ГОСТ …, где — С — класс точности, 8 — диаметр, 20 — длина, 38 — обозначение группы материала, М3 — марка материала (медь), 136 — обозначение вида и толщины покрытия.
Отверстия под заклепки пробивают или сверлят немного больше размера (на 0,5 …1 мм) диаметра заклепки. Свободный конец должен иметь длину, необходимую для изготовления замыкающей головки (Рисунок 6.12) и выбираемую по ГОСТ 14802-85 — «ЗАКЛЕПКИ (ПОВЫШЕННОЙ ТОЧНОСТИ) Диаметры отверстий под заклепки, размеры замыкающих головок и подбор длин заклепок», размеры гнезд регламентированы ГОСТ 12876-67 — «Поверхности опорные под крепежные детали. Размеры».
. 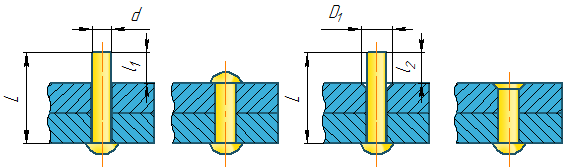
Рисунок 6.12 — Расчет длины заклепки
По назначению заклепочные швы делят на прочные, плотные, обеспечивающие герметичность, и плотно-прочные. По конструктивным признакам заклепочные швы бывают одно-, двух-, трехрядные и т.д. с листами, расположенными встык с одной или двумя накладками, с цепным или шахматным расположением заклепок (Рисунок 6.13). 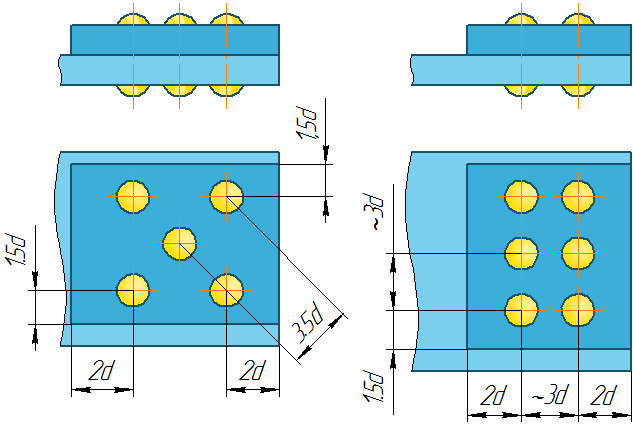
Рисунок 6.13 — Варианты расположения заклепок
Если шов содержит заклепки одного типа и с одинаковыми размерами, то на чертеже согласно ГОСТ их обозначают одним из условных знаков в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (Рисунок 6.14). На чертеже наносят размеры расстояний между заклепками в ряду, между рядами и от кромок листов. 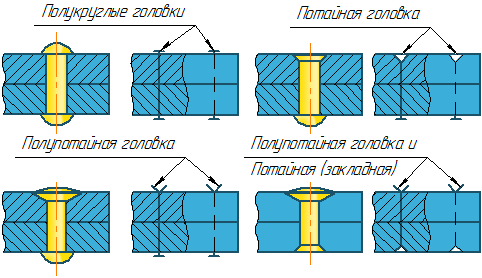
Рисунок 6.14 — Условные изображения заклепок различного типа на чертеже 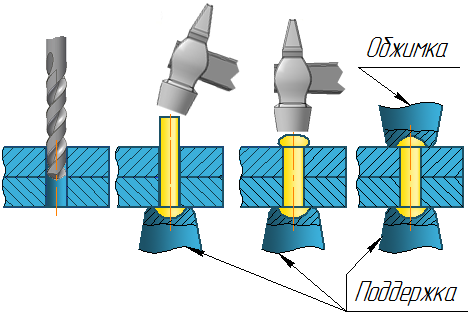
Рисунок 6.15 — формирование замыкающей головки 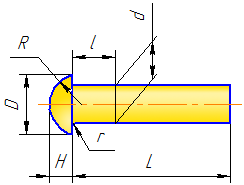
Рисунок 6.16 — Изображение заклепки с полукруглой головкой
| Диаметр стержня d | Диаметр головки D | Высота головки H | Радиус под головкой r, не более | Радиус сферы головки R | Расстояние oт основания головки до места измерения диаметра, l |
|---|---|---|---|---|---|
| 1 | 1,8 | 0,6 | 0,2 | 1 | 1,5 |
| 1,2 | 2,1 | 0,7 | 1,2 | ||
| (1,4) | 2,5 | 0,8 | 1,4 | ||
| 1,6 | 2,9 | 1,0 | 1,6 | ||
| 2 | 3,5 | 1,2 | 1,9 | ||
| 2,5 | 4,4 | 1,5 | 2,4 | 3 | |
| 3 | 5,3 | 1,8 | 2,9 | ||
| (3,5) | 6,3 | 2,1 | 0,4 | 3,4 | |
| 4 | 7,1 | 2,4 | 3,8 | ||
| 5 | 8,8 | 3,0 | 4,7 | 4 | |
| 6 | 11 | 3,6 | 0,5 | 6 | |
| 8 | 14 | 4,8 | 7,5 | ||
| 10 | 16 | 6,0 | 0,6 | 8,3 | 6 |
| 12 | 19 | 7,2 | 0,8 | 9,8 | |
| (14) | 22 | 8,4 | 11,4 | ||
| 16 | 25 | 9,5 | 1,0 | 13 | |
| (18) | 27 | 11 | 13,8 | 8 | |
| 20 | 30 | 12 | 15,4 | ||
| (22) | 35 | 13 | 18,3 | ||
| 24 | 37 | 16 | 1,2 | 18,7 | |
| 30 | 45 | 20 | 22,7 | 10 | |
| 36 | 55 | 24 | 1,6 | 27,8 |
Длина заклепок выбирается из следующего ряда: 2, 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100 мм и т.д..
| Диаметр заклепки | 1 | 1,2 | 1,6 | 2 | 3 | 4 | 5 | 6 | 8 | 10 | 13 | 16 | 19 | 22 | 25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Точная сборка 1-я | 1,1 | 1,3 | 1,7 | 2,1 | 3,1 | 4,1 | 5,2 | 6,2 | 8,2 | 10,5 | 13,5 | 16,5 | 20 | 23 | 26 |
| Точная сборка 2-я | 1,2 | 1,4 | 1,8 | 2,2 | 3,3 | 4,2 | 5,5 | 6,5 | 8,5 | 11,0 | 13,5 | 16,5 | 21 | 23 | 26 |
| Грубая сборка | — | — | — | 2,3 | 3,5 | 4,5 | 5,8 | 6,8 | 8,8 | 11,0 | 14,0 | 17,0 | 21 | 24 | 27 |
6.4 Соединения, получаемые склеиванием
Способ соединения деревянных, пластмассовых и металлических деталей и конструкций путем склеивания, находит широкое применение в промышленности.
Правила изображения полностью совпадают с изложенными выше для паяных соединений, отличается лишь знак (Рисунок 6.17) (ГОСТ ГОСТ 2.313-82).
Обозначение: Клей БФ-10Т ГОСТ 22345-77*, обозначение приводят в технических требованиях, в простейших случаях — на полке линии-выноски. 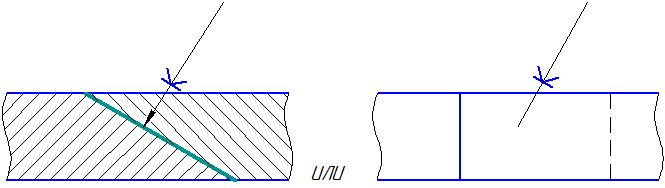
Рисунок 6.17



