Глава IX. Материалы и аппаратура для газовой сварки и резки
§ 40. Газы, присадочная проволока и флюсы для газовой сварки
Кислород. Высокая температура газового пламени достигается сжиганием горючего газа или паров жидкости в кислороде.
Кислород получают разложением воды электрическим током или глубоким охлаждением атмосферного воздуха.
Чистота кислорода имеет большое значение, особенно для кислородной резки. Снижение чистоты кислорода ухудшает качество обработки металлов и повышает его расход.
Сжатый кислород, соприкасаясь с маслами или жирами, окисляет их с большими скоростями, в результате чего они самовоспламеняются или взрываются. Поэтому баллоны с кислородом необходимо предохранять от загрязнения маслами.
Горючие газы. К горючим газам относятся прежде всего ацетилен, пропан, природный газ и другие (табл. 14); используются также пары керосина.
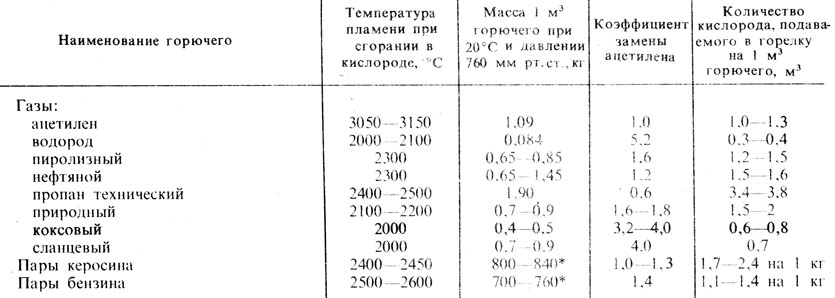
14. Характеристика горючих газов и жидкостей для сварки и резки
* ( Для керосина и бензина приведена масса 1 м 3 жидкости.)
Смеси ацетилена с кислородом или воздухом при очень малом содержании ацетилена способны при атмосферном давлении взрываться. Поэтому сварщикам необходимо соблюдать обязательные правила эксплуатации газовой аппаратуры. Самовоспламенение смеси чистого ацетилена с кислородом, выходящей из сопла газовой горелки, происходит при температуре 428°С.
В промышленности ацетилен получают тремя способами: разложением карбида кальция (CaC2) водой, термоокислительным пиролизом (разложением) нагретого природного газа в смеси с кислородом, разложением жидких углеводородов (нефти, керосина) электрической дугой. Для сварки и резки ацетилен получают из карбида кальция. Технический карбид загрязнен вредными примесями, которые переходят в ацетилен в виде сероводорода, аммиака, фосфористого и кремнистого водорода. Они ухудшают качество сварки и должны удаляться из ацетилена промывкой водой и химической очисткой.
Низкотемпературное пламя целесообразно применять при резке, нагреве деталей для правки, для огневой очистки поверхности металла, а также для сварки легкоплавких металлов. Пропан-кислородная сварка стальных листов толщиной до 3 мм по качеству не уступает ацетилено-кислородной сварке. Во всех этих случаях пропан можно заменить ацетиленом.
Для сварочных работ пропан-бутановая смесь доставляется потребителю в сжиженном состоянии. Переход смеси из жидкого состояния в газообразное происходит самопроизвольно в верхней части баллона из-за меньшего удельного веса газа по сравнению с сжиженной смесью.
Технический пропан тяжелее воздуха и имеет неприятный специфический запах.
Прочие газы и горючие жидкости. Для образования газового пламени в качестве горючего можно использовать и другие газы (водород, коксовый, нефтяной газы), горючие жидкости (керосин, бензин).
1 ( Запрещается употреблять для сварки и резки этилированный бензин из-за его токсичности.)
Характеристика горючих газов, применяемых для сварки и резки, приведена в табл. 14.
Получение ацетилена из карбида кальция происходит по реакции:
Теоретически для разложения 1 кг CaC2 надо затратить 0,562 кг воды, при этом получается 0,406 кг (372,5 л) ацетилена и 1,156 кг гашеной извести Ca(OH)2. Реакция происходит с выделением тепла (около 475 ккал/кг карбида кальция). Чтобы предотвратить нагревание ацетилена, которое может вызвать взрывчатый его распад, практически расходуется воды от 5 до 15 л в зависимости от конструкции ацетиленовых генераторов, в которых получают ацетилен.
Карбид кальция жадно поглощает пары воды из воздуха с выделением ацетилена.
С учетом примесей, содержащихся в карбиде кальция, и различной грануляции практически выход ацетилена из карбида кальция в среднем составляет от 250 до 280 л на 1 кг CaC2.
1 ( Куски карбида кальция размерами менее 2 мм считаются карбидной пылью.)
Флюсы применяют для удаления из металла шва неметаллических включений, попадающих в сварочную ванну, для защиты от окисления кромок свариваемого металла и сварочной проволоки. Флюс растворяет неметаллические включения и окислы, образуя относительно легкоплавкую с малой удельной плотностью механическую смесь, которая легко поднимается в сварочный шлак. Флюсы вводятся в сварочную ванну в виде порошков или паст.
При сварке низкоуглеродистых сталей флюсы не употребляются, так как образующиеся в этом случае легкоплавкие окислы железа свободно выходят на поверхность шва.
С флюсами выполняется сварка цветных металлов, чугунов и некоторых высоколегированных сталей. Составы этих флюсов приведены при описании технологии сварки соответствующих металлов.
Ацетиленовая сварка: особенности и технология

Помните, как в юном возрасте мы собирали на стройках или за гаражами куски карбида, дополняли находку пластиковой бутылкой с водой и играли в подрывников? Весёлое было детство и опасное. Теперь мы выросли и знаем, что такие вещи надо использовать строго по назначению с соблюдением всех мер безопасности.
Вспомним уроки химии: ацетилен – бесцветный горючий газ, с резким запахом. Непредельный углерод класса алкинов с формулой С2Н2. Вещество взрывоопасно и способно к самовоспламенению в определённых условиях. При горении пламя достигает температуры 3150 °С. Этого хватает, чтобы перевести в жидкое состояние даже тугоплавкие металлы. Поэтому газ ацетилен идеально подходит для сварки и резки металлоконструкций.

Ацетиленовая сварка
Для начала небольшой экскурс в историю. Патент на ацетилено-кислородную сварочную горелку датируется 1903 годом. Интересно, что её конструкция принципиально не изменилась и в наше время. В промышленности ацетиленовая сварка начала применяться в 1906 году, после того как появились генераторы ацетилена достаточной надёжности. В то время уже был известен электродуговой способ соединения металлов, но сварка ацетиленом уверенно завоевала свои позиции и активно применяется до сих пор.
Раньше сварщикам приходилось самостоятельно получать ацетилен. Карбид кальция засыпали в бак-генератор, наполненный водой. В результате реакции выделялся газ, который по шлангу поступал в горелку. Сюда же подводился из отдельного баллона кислород, выполняющий функцию катализатора. Процесс подготовки занимал много времени, зато оставшийся карбид можно было использовать повторно. В наше время всё проще. Достаточно купить баллон, уже наполненный ацетиленовым газом.
Применение
Ацетилено-кислородную смесь применяют для сваривания практически всех металлов, включая чёрные, цветные и их сплавы. Но есть исключения, к которым относятся стали:
хромистая и высокохромистая;
Ацетиленовая газовая сварка активно применяется в строительно-монтажных процессах, но особое распространение она получила при прокладке труб. Регулируя мощность пламени, можно соединять, резать или проводить газопламенную чистку металла.
Ацетиленовая сварка: технология работы
Во время сварочного процесса расплавляются и перемешиваются кромки соединяемых деталей. Дополнительно вводится присадочный материал. После застывания образуется прочный шов. Чтобы ацетилен сгорал полностью и не дымил, необходим катализатор – кислород. Оба газа из отдельных баллонов подводятся по шлангам к горелке и смешиваются. Оптимальная пропорция смеси – 45% ацетиленового газа и 55% кислорода. Без кислорода ацетилен сгорает не полностью, пламя будет дымить.
Подготовка к сварке
Прежде всего, очистите своё рабочее пространство от всего лишнего. Уберите на безопасное расстояние или надёжно защитите легковоспламеняющиеся материалы. Свариваемые поверхности должны быть очищены от грязи, ржавчины и окислов. При необходимости заранее проведите их правку, разметку, гибку и сборку.
Качество соединения металлов зависит от трёх основных факторов:
Мощность пламени – подбирают в зависимости от свойств (теплопроводности и температуры плавления) и толщины металла. С увеличением мощности возрастает расход горючего газа. Регулируют режим подбором горелок (от Г1 до Г4) и наконечников к ним разной величины.
Диаметр присадочной проволоки – измеряется в миллиметрах и рассчитывается так: померьте толщину свариваемого металла, поделите на два, к получившемуся значению прибавьте 1 мм.
Угол сварки – зависит от толщины. Чем больше, тем тупее угол и наоборот. Рабочий диапазон наклона горелки относительно детали от 10 до 80 градусов. Прогрев поверхности осуществляют всегда под прямым углом. А завершающий этап, на котором формируется кратер, делают с минимальным углом – это исключает риск прожечь металл.
Работа с горелкой
Оба газовых баллона оснащены редукторами, которыми регулируется давление на выходе. Оптимально выставлять значения до двух атмосфер. Большие показатели осложняют регулировку пламени. Открыв вентили на баллонах, выставите нужное давление, затем можно поджигать горелку. Первым открывают вентиль подачи ацетилена и поджигают вырывающийся из сопла газ. Затем плавно откручивают второй вентиль, пуская кислород, и регулируют пламя.
Виды пламени
Горящий факел состоит из нескольких частей, которые можно различить визуально. Самая короткая и ближайшая к горелке – ядро. Дальше идёт восстановительная (рабочая) зона. Внешняя наибольшая часть – факел, отвечающий за нагрев металла.
В зависимости от соотношения количества ацетилена и кислорода пламя делится на три вида:
Нормальное – пропорции газов 1:1 или 1:1,1. Все три зоны чётко видны, ядро имеет ровный округлый конец. Это самый распространённый вид. Применяется при работе с различными сталями и цветными металлами.
С избытком ацетилена – над ядром появляется зелёный ореол, рабочая зона пламени плохо различима, а сам факел жёлтого цвета. Применимо для работы с чугуном.
Избыток кислорода – все зоны укорачиваются, ядро бледнеет, становится конусообразным. Пламя шумит сильнее обычного и приобретает синевато-фиолетовый оттенок. Применимо для сварки латуни.
Способы ведения горелки и введение присадочной проволоки
Чтобы образовалась сварочная ванна, заготовку необходимо прогреть. Пламя направляется под прямым углом так, чтобы ядро находилось в 1-3 мм от поверхности. Когда металл приобретёт светло-жёлтый цвет – ванна готова, можно приступать к формированию шва.
Технология ацетиленовой сварки подразумевает ведение горелки двумя способами: справа налево (на себя) и слева направо (от себя).
В первом случае пламя направлено вперёд от шва, присадка расположена перед горелкой. Работая таким способом, удобно визуально контролировать шов. Применимо для тонкостенных деталей (до 5 мм).
Второй способ (от себя) используют при работе с металлом толщиной более 5 мм. Пламя горелки направлено в сторону шва. Это позволяет замедлить его остывание и повышает качество. Однако из-за того, что визуальный контроль осложняется, такое соединение будет выглядеть не слишком аккуратным.
Присадку подают либо непосредственно в сварочную ванну, либо ведут над швом. Горелку медленно продвигают вдоль соединения с поперечными дугообразными движениями. Ядро не должно касаться сварочной ванны.
Завершающий этап ацетиленовой сварки: как закрывать горелку и баллоны
Первым на горелке перекрывается ацетилен и только затем – кислород. Далее необходимо удалить из рукавов оставшийся газ. Перекройте баллоны, а вентили на горелке приоткройте. Дождитесь, когда прекратится шипение и стрелка на манометре покажет ноль. Затем обязательно закройте все вентили.
Оборудование и средства защиты
Для сварки ацетиленом потребуется минимум оборудования, которое стоит относительно недорого:
Баллоны с газом. Баллоны с ацетиленовым газом обычно окрашиваются в белый цвет, с кислородом – в голубой.
Редукторы для регулировки давления с обратными клапанами для защиты от обратного удара.
Два рукава для подачи газов в горелку.
Газовая горелка с мундштуком необходимой величины.
Горелки
Ацетиленовые горелки различаются по мощности, которая зависит от сменного наконечника. Размер подбирается в зависимости от толщины свариваемого металла. Минимальный размер – нулевой, максимальный – пятый. Чем больше диаметр сопла, тем больше газовой смеси подаётся в сварочную ванну, а значит сильнее и глубже прогревается металл.
Никогда не покупайте газосварочный инструмент от малоизвестных фирм. От его качества зависит ваша безопасность. Хорошим выбором для ручной ацетиленовой сварки в домашних условиях станет горелка КЕДР Г-2 Малютка с наконечниками размером от 0 до 3 или горелка малой мощности КЕДР Г-2А-02 Малютка. Обе снабжены сменными наконечниками для регулировки мощности и позволяют выполнять все виды газопламенной обработки металла – от нагрева и пайки до сварки и резки.
Средства защиты
Во время сварочного процесса есть риск повредить кожу или глаза. Отлетающие расплавленные частички металла способны привести к серьёзным травмам. Во избежание этого всегда работайте в сварочном костюме из толстой ткани. Большое количество брызг попадает на руки. Их необходимо защитить в первую очередь. Обычные рабочие перчатки здесь не подойдут, они легко прожигаются и не способны противостоять даже мелким искрам.
Сварочные краги должны надёжно защищать руки от температурного и абразивного воздействия, но при этом не сковывать движения и обеспечивать чувствительность. Перчатки сварщика (краги) производства российской компании Кедр максимально соответствуют этим качествам. Они долговечны и удобны.
Во время газовой сварки вспышки отсутствует УФ-излучение. Но варить в обычных сварочных затемнённых очках не рекомендуется. Такая защита становится модной, особенно среди сварщиков-блогеров. Но вам станет плевать на модные тенденции после того как первая капля расплавленного металла попадёт вам на лицо. Присмотритесь к полноценным маскам сварщика от производителя КЕДР. Они удобны и надёжны. Да и те, кому важен дизайн, смогут среди предлагаемого на сайте разнообразия подобрать для себя подходящий вариант. При этом можно заказать доставку не только по Москве, но и во все регионы страны.
Взрывоопасность
Опасная особенность ацетилена – склонность к самовоспламенению. Это может произойти при температуре от 300 °С и давлении 150-200 кПа (1,5-2 атмосферы). При хранении и транспортировке ацетилена соблюдайте технику безопасности:
Храните и используйте баллоны с ацетиленом только в вертикальном положении. Держите их вдали от отопительных приборов и защищайте от прямых солнечных лучей.
Применяйте только специально предназначенные для ацетилена клапаны и регуляторы давления.
Отслеживайте содержание ацетилена в воздухе. Концентрация выше 0,5 % взрывоопасна.
Открывайте баллон только неискрящимся ключом.
Не допускайте долгого контакта с медью или серебром.
Если произошло возгорание, постарайтесь удалить из опасной зоны баллоны с газом, которые ещё не успели нагреться. Оставшиеся охлаждайте, поливая водой. Если загорелся газ, выходящий из баллона, перекройте вентиль и остудите водой. При сильном возгорании находиться рядом с баллонами опасно, тушить огонь лучше с безопасного расстояния.
Плюсы и минусы сварки ацетиленом
Первое и неоспоримое преимущество – это мобильность. Варить можно хоть в чистом поле без привязки к электричеству, причём практически все виды металлов. Нет необходимости в операционных стыках, даже если выполняется поворотный шов с большим расстоянием до стены. Можно сваривать между собой детали из разных металлов. Температура пламени регулируется – это позволяет уменьшить деформацию и точно подобрать режимы. Отсутствует сильное разбрызгивание металла.
К недостаткам можно отнести тот факт, что тепло от пламени распространяется на большую площадь детали и может изменить её свойства. Нельзя варить ацетиленом высокоуглеродистые стали. Детали толщиной более 5 мм тоже лучше доверить электросварке. При варке внахлёст образуется напряжение металла, из-за чего впоследствии возможна деформация. Ну и естественно – взрывоопасность.

Заключение
Сварка ацетилено-кислородной смесью практически незаменима, когда необходимо соединить тонкостенные трубы. С её помощью легко варить изделия из чугуна, цветных металлов и конструкционных сплавов. Сварка ацетиленом с успехом используется для ремонтных работ и пайки, а также для восстановления своими руками изношенных деталей. Например, на выработанную поверхность коленчатого вала можно наплавить новый слой металла, а затем точением и шлифовкой довести его до нужного размера и класса шероховатости.
Однако скорость работы небольшая и напрямую зависит от толщины металла. Так 1-миллиметровую листовую сталь сварщик может варить ацетиленом со скоростью 10-15 метров в час. При увеличении толщины до 5 мм, скорость работы упадёт в 3-4 раза. Это стоит учитывать, при планировании сроков предстоящей работы.
Начинающим сварщикам освоить ацетиленовую сварку не составит труда. Но делать это желательно под руководством опытных мастеров, соблюдая технику безопасности.
Технический кислород
Транспортирование и хранение кислорода
Кислород из воздуха получают на специальных кислородных заводах. Поэтому существенное значение приобретает транспортирование и хранение кислорода. Кислород обычно хранится и транспортируется в газообразном виде в стальных баллонах под давлением 150 ат.
(1- колпак; 2- вентиль; 3- кольцо; 4- горловина; 5- башмак)

Кислородный баллон (см рис.) представляет собой стальной цилиндр со сферическим днищем и горловиной для крепления запорного вентиля. На нижнюю часть баллона насаживают башмак, позволяющий ставить баллон вертикально. На горловине имеется кольцо с резьбой для навертывания защитного колпака. Внутренняя коническая резьба горловины необходима для ввертывания вентиля. Баллоны изготовляют из стальных цельнотянутых труб углеродистой стали с пределом прочности не ниже 65 кГ/мм2, пределом текучести не ниже 38 кГ/мм2 и относительным удлинением не ниже 15%. Кислородные баллоны изготовляют для разных целей, емкостью 0,4-50 л. В сварочной технике применяются главным образом баллоны емкостью 40 л. Такой баллон имеет наружный диаметр 219 мм, длину корпуса 1390 мм, толщину стенки 7 мм; весит баллон без кислорода около 60 кг. Вес баллона из углеродистой стали для рабочего давления 150 ат на 1 л емкости составляет 1,6-1,7 кг.
В последнее время начато освоение производства баллонов из легированных сталей, что дает возможность повысить рабочее давление баллонов и снизить их вес для той же емкости и рабочего давления. Чтобы избежать опасных ошибок при наполнении и использовании баллонов, их для разных газов окрашивают в различные цвета; кроме того, присоединительный штуцер запорного вентиля имеет различные размеры и устройство. Кислородные баллоны окрашивают снаружи в голубой цвет и делают па них надпись черными буквами «Кислород». Через каждые пять лет кислородный баллон подвергают обязательному испытанию, что отмечается клеймом, насекаемым на верхней’ сферической части баллона. Производится также гидравлическое испытание на полуторное рабочее давление, т. е. на 225 ат
Обычно в цехе не должно находиться одновременно более десяти баллонов. В цехе баллоны должны прикрепляться хомутом или цепью к стене, колонне стойке и т. п. для устранения возможности падения. На территории завода баллоны нужно переносить на носилках или, лучше, перевозить на специальных тележках; переносить баллоны на руках запрещается. При перевозке рекомендуется применять деревянные подкладки, устраняющие перекатывание и соударения баллонов, или веревочные кольца, надеваемые на баллоны. Погрузка и выгрузка баллонов должны производиться осторожно без толчков и ударов.
Баллоны необходимо защищать от нагревания, например от печей, вызывающего опасное повышение давления газа в баллонах. При работах летом на открытом воздухе в солнечную погоду следует прикрывать кислородные баллоны мокрым брезентом. Нельзя допускать загрязнения баллона, в особенности его вентиля, маслами и жирами, которые самовозгораются в кислороде, что может привести к взрыву баллона. Баллоны с кислородом должны храниться в специально отведенных отдельных складах. Транспортирование газообразного кислорода в баллонах обходится дорого. Нормальный баллон емкостью 40 л, весящий около 60 кг, вмещает 6000 л = 6 м3 кислорода, весящего всего 6 −1,3 = 7,8 кг, так что на вес полезного груза 7,8 кг приходится перевозить тару 60 кг, т. е. вес тары составляет 88 %, а полезного груза 12%. Если учесть еще содержание, ремонт и амортизацию баллонов, то часто стоимость кислорода на месте у потребителя значительно превышает отпускную его стоимость на кислородном заводе.
Обращение с кислородом требует строгого соблюдения правил техники безопасности. Масла и жиры самовоспламеняются при взаимодействии с газообразным кислородом, который дает также взрывчатые смеси с горючими газами и парами. Пористые органические материалы — торф, дерево, ткани и пр., смоченные жидким кислородом образуют сильные взрывчатые вещества — оксиликвиты, специально применяемые для взрывных работ.
Вентиль кислородного баллона изготовляют из латуни. Присоединительный штуцер вентиля имеет правую трубную резьбу 3/4″. При хранении вентиль защищается предохранительным колпаком, который навертывают на наружное кольцо горловины.
Значение кислорода для газовой сварки
К газовой сварке относятся способы, при которых нагрев металла производится высокотемпературным газовым пламенем посредством специальных сварочных горелок. Для сварки многих металлов практически пригодно пламя с температурой не ниже 3000° С. В настоящее время для получения газосварочного пламени практически исключительно сжигают различные горючие в технически чистом кислороде. Сжигание различных горючих в воздухе дает пламя со слишком низкой температурой (не выше 1800-2000° С), пригодное для сварки лишь самых легкоплавких металлов, например свинца. Низкая температура газовоздушного пламени и малая пригодность его для газовой сварки металлов объясняется большим содержанием в воздухе инертных газов, главным образом азота, не участвующих в процессе- горения и резко снижающих пирометрический эффект и температуру пламени. При сжигании одного и того же горючего в воздухе и кислороде общий тепловой или калориметрический эффект реакции горения в обоих случаях практически одинаков, но температура пламени резко различна. Для обычных случаев сварки в промышленности применяется лишь пламя, получаемое сжиганием горючего в технически чистом кислороде. Газовоздушное пламя может иметь в сварочной технике очень ограниченное применение.
Технически чистый кислород является важнейшим газом в сварочной технике, для процессов газовой сварки и кислородной резки. Необходим он также и для других процессов, например в химической, металлургической и других отраслях промышленности и т. п. Для многих из этих производств не требуется высокая чистота применяемого кислорода и достаточен дешевый газ, с содержанием в нем кислорода только 50-90%. В сварочной технике применяется кислород высокой степени чистоты, во всяком случае не ниже 98,5%,
Способы производства технически чистого кислорода могут быть различны; промышленное значение имеют два способа получения: а) из воздуха — методом глубокого охлаждения; б) из воды — путем электролиза. В нашей промышленности применяется почти исключительно способ производства кислорода из воздуха, как более экономичный, при котором расходуется 0,5 — 1,6 кВт/ч электроэнергии на 1 м3 кислорода; на получение 1 м3 кислорода путем электролиза воды с одновременным получением 2 м3 водорода требуется 10-12 кВт/ч. Получение кислорода способом электролиза воды может быть рентабельно лишь при одновременном использовании получаемого водорода.
Производство кислорода из воздуха
Атмосферный осушенный воздух представляет собой смесь, содержащую по объему кислорода 20,93 % и азота 78,03 %, остальное — аргон и другие инертные газы, углекислый газ и пр. Содержание водяных паров в воздухе может меняться в широких пределах в зависимости от температуры и степени насыщения. Для получения технически чистого кислорода воздух подвергают глубокому охлаждению и сжижают (температура кипения жидкого воздуха при атмосферном давлении −194,5° С.) Полученный жидкий воздух подвергают дробной перегонке или ректификации в ректификационных колоннах. Возможность успешной ректификации основывается на довольно значительной разности (около 13°) температур кипения жидких азота (-196° С) и кислорода (-183° С).
Воздух, засасываемый многоступенчатым компрессором, проходит сначала через воздушный фильтр, где очищается от пыли, затем проходит последовательно ступени компрессора. За каждой ступенью компрессора давление воздуха возрастает и доводится до 50-220 ат, в зависимости от системы установки и стадии производства. После каждой ступени компрессора воздух проходит влагоотделитель, где отделяется вода, конденсирующаяся при сжатии воздуха, и: водяной холодильник, охлаждающий воздух и отнимающий тепло, образующееся при сжатии. Для поглощения углекислоты из воздуха включается аппарат — декарбонизатор, заполняемый водным раствором едкого натра. Сжатый воздух из компрессора проходит осушительную батарею из баллонов, заполненных кусковым едким натром, поглощающим влагу и остатки углекислоты. Полное удаление влаги и углекислоты из воздуха имеет существенное значение, так как замерзающие при низких температурах вода и углекислота забивают трубки кислородного аппарата и приходится останавливать установку для оттаивания и продувки.
Пройдя осушительную батарею, сжатый воздух поступает в так называемый кислородный аппарат, где происходит охлаждение и сжижение воздуха и его ректификация с разделением на кислород и азот. Газообразный азот чистотой 96-98% обычно не используется и из теплообменника выпускается в атмосферу. Кислород направляется в газгольдер и подается для наполнения кислородных баллонов под давлением до 165 ат; 1 м3 кислорода при 760 мм рт. ст. и 0° С весит 1,43 кг, и при 20° С 1,31 кг; 1 л жидкого кислорода весит 1,13 кг и, испаряясь, образует 0,79 м3 газообразного кислорода при 0° С и 760 мм рт.ст.; 1 кг жидкого кислорода занимает объем 0,885 л и, испаряясь, образует 0,70 м3 газообразного кислорода при 0° С и 760 мм рт,.ст.
По ГОСТу 5583-58 технический кислород для газопламенной обработки металлов выпускается трех сортов; высший сорт, с чистотой не ниже 99,5%; 1-й сорт, не ниже 99,2% и 2-й сорт, не ниже 98,5 % кислорода по объему.
Значительный экономический интерес представляет доставка кислорода с кислородного завода потребителям в жидком виде, при котором вес тары составляет около 50% общего веса груза; при том же весе перевозимого груза доставляется жидкого кислорода в 5 раз больше, чем при перевозке его в газообразном виде. Для возможности использования жидкого кислорода необходимы: 1) транспортный танк для перевозки жидкого кислорода, установленный на автомашине, обычно принадлежащий кислородному заводу; 2) газификатор, служащий для превращения жидкого кислорода в газообразный и устанавливаемый обычно у потребителя кислорода. Транспортный танк для перевозки жидкого кислорода в основном представляет собой шар из листовой латуни, заключенный в стальной кожух; пространство между шаром и кожухом заполнено теплоизоляционным материалом — порошкообразной углекислой магнезией. Жидкий кислород заливают в танк через приемно-спускной вентиль, заполняя латунный шар. Отбор кислорода из него производится через гибкий шланг, присоединенный к вентилю. Так как окружающая температура воздуха всегда выше критической температуры кислорода, то жидкий кислород неизбежно испаряется в окружающую атмосферу. При хорошем состоянии теплоизоляции танка эта потеря может составлять до 0,5% в час. На случай повышения давления танк снабжен предохранительным клапаном.
Потребители жидкого кислорода должны иметь газификаторы. Кислородные газификаторы разделяются на стационарные и переносные, а также: а) низкого давления, или холодные, подающие кислород в распределительную трубопроводную сеть при давлении до 15 am, и б) высокого давления, или теплые, дающие кислород для наполнения баллонов под давлением 150-165 am.
Наиболее распространен на наших заводах стандартный стационарный холодный газификатор емкостью 1000 л жидкого или 800 м3 газообразного кислорода. Газификатор устанавливают в отдельном помещении. Он состоит из толстостенного стального шара, внутри которого помещен тонкостенный латунный шар для жидкого кислорода. Шар газификатора находится в кожухе; пространство между кожухом и шаром заполняют магнезией, как в кислородных танках. Наполняется газификатор жидким кислородом из транспортного танка через вентиль и гибкий шланг. Из газификатора жидкий кислород поступает в змеевик испарителя, и оттуда газообразный кислород направляется в сеть кислородных трубопроводов. Для выравнивания колебаний давления приключают ресивер (реципиент) емкостью около 10 м3.
Дополнительная информация:



