Измерение радиального и торцевого биений
Согласно ГОСТ 24642-81, и радиальное, и торцевое биения относятся к суммарным отклонениям формы и расположения.
Радиальным биением называется разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси. Радиальное биение является результатом совместного влияния отклонения от соосности оси рассматриваемого реального профиля (сечения) с базовой осью и некруглости этого профиля (сечения).
Торцевым биением называется разность наибольшего и наименьшего расстояний от точек реального профиля торцевой поверхности до плоскости, перпендикулярной базовой оси. Торцевое биение является результатом совместного влияния отклонения от перпендикулярности реальной торцевой поверхности относительно базовой оси и отклонений от плоскостности этой поверхности в измеряемом сечении.
Очевидно, что контроль биений необходимо проводить относительно тех баз, с помощью которых деталь базируется в механизме.
Базовыми поверхностями у валов могут быть:
1) ось центров, в этом случае измеряемый вал должен устанавливаться в два центровых отверстия детали (рис. 14.1, п. 1 и 2);
2) две цилиндрические поверхности (рис. 14.1, п. 3 и 4) – в этом случае биения всех остальных поверхностей должны задаваться и измеряться относительно так называемой общей оси, проходящей через середины осей двух базовых поверхностей, поэтому при измерении биений вал должен устанавливаться на две узкие призмы серединами базовых шеек;
3) цилиндрическая поверхность (рис. 14.1, п. 5 и 6) – в этом случае биения всех остальных цилиндрических и торцевых поверхностей должны определяться при установке детали на широкую призму этой базовой поверхностью.
В данной работе предусмотрено измерение радиального и торцевого биений на специальном приспособлении (рис. 14.2). На станине 1 установлены две бабки 2 и 6 с центрами, бабка 2 перемещается и закрепляется в нужном положении. На этой же станине укреплена стойка 5 с индикатором 4 и упором 3.
Кроме центров на направляющих станины могут быть установлены различные призмы: широкая – для измерения биений относительно оси базовой шейки и две узкие – для измерения биений относительно общей оси.
| № | Измеряемое биение | Обозначение допуска по ГОСТ 2.308-79 | Схема измерения |
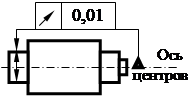 1 1 | Радиальное биение от оси центров | 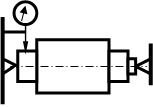 | |
| Торцевое биение от оси центров | 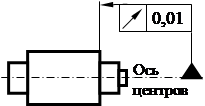 |  | |
| Радиальное биение от общей оси | 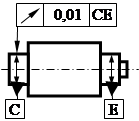 | 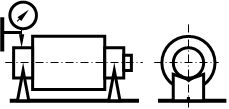 | |
| Торцевое биение от общей оси |
|  | |
| Радиальное биение от оси базовой шейки | 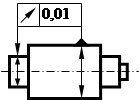 | 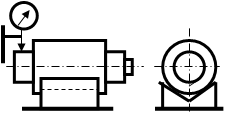 | |
| Торцевое биение от оси базовой шейки |
| 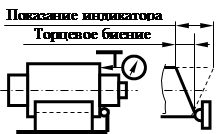 |
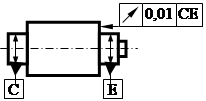
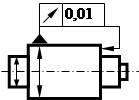
Рис. 14.1. Схемы измерения биений
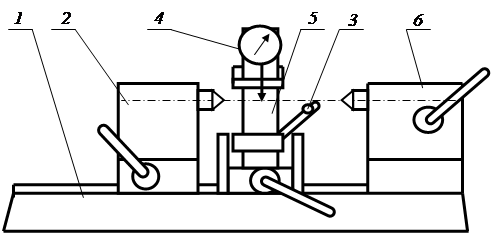 |
Рис. 14.2. Схема установки для измерения биений ПБ-500
Порядок выполнения работы
1. Радиальное биение в центрах. Определить радиальное биение одной из крайних шеек вала относительно базовой оси центровых отверстий. Для этого необходимо: установить деталь в центрах 2 и 6, закрепить бабки в нужном положении зажимами; если призма мешает установке бабок, то ее необходимо снять с направляющих.
1.1. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над контролируемой шейкой и добиться показания около
1.2. Медленно вращая деталь в центрах, определить радиальное биение как разность наибольшего и наименьшего показаний индикатора за один или несколько оборотов детали; измерения проводить в крайних сечениях по длине шейки, выбрать наибольшее значение и результат занести в форму отчета.
2. Торцевое биение в центрах. Определить торцевое биение одного из торцов наибольшего диаметра относительно базовой оси центровых отверстий.
С этой целью следует:
2.1. Установить деталь в центрах, расположить индикатор таким образом, чтобы его измерительный стержень располагался параллельно оси детали и касался измеряемого торца на возможно большем расстоянии от оси. Добиться показания индикатора примерно
2.2. Медленно вращая деталь, определить торцевое биение как разность между наибольшим и наименьшим показаниями индикатора и занести в форму отчета.
3. Радиальное биение относительно общей оси. Определить радиальное биение той же крайней шейки вала относительно общей оси базовых шеек (базовые шейки должны быть одного диаметра). Для этого необходимо.
3.1. Установить на станине прибора две узкие призмы (при необходимости раздвинуть бабки с центрами); на призмы установить базовые шейки вала так, чтобы призмы касались шеек приблизительно в средней части. Призмы закрепить.
3.2. Расположить измерительный наконечник индикатора примерно перпендикулярно оси детали над проверяемой шейкой и добиться показания около
3.3. Медленно вращая деталь на призмах, определить радиальное биение; измерение проводить в крайних сечениях по длине шейки, выбрать наибольшее и результат занести в форму отчета.
4. Торцевое биение относительно общей оси. Определить торцевое биение того же, что и ранее, торца относительно общей оси. Для этого необходимо.
4.1. Установить детали базовыми шейками на призмы.
4.2. Переместить призмы так, чтобы стойка с индикатором оказалась в районе проверяемого торца, и закрепить; переместить упор на стойке так, чтобы шарик упора касался проверяемого торца снизу, на том же расстоянии, что и индикатор от оси детали и в этом положении закрепить.
4.3. Расположить индикатор так, чтобы измерительный стержень был направлен вдоль оси детали, а измерительный наконечник касался измеряемого торца детали в диаметрально противоположной от упора точке, на возможно большем расстоянии от оси детали; добиться показания индикатора
4.4. Медленно вращая деталь на призмах и слегка прижимая ее рукой к шарику упора, определить по индикатору разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. Следует иметь в виду, что при этой схеме измерения полученная разность показаний является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний.
5. Радиальное биение на призме. Определить радиальное биение той же, что и ранее, шейки относительно базовой. Для этого необходимо.
5.1. Установить широкую призму на станину и закрепить винтом; если этому мешают бабки с центрами, то их надо раздвинуть.
5.2. Измеряемую деталь установить на призму базовой поверхностью.
5.3. Расположить измерительный наконечник индикатора примерно перпендикулярно оси измеряемой поверхности детали и добиться показания индикатора
5.4. Медленно вращая деталь в призме, найти по индикатору радиальное биение, как разность между наибольшим и наименьшим показаниями за один или несколько оборотов детали (измерения проводить в крайних сечениях по длине шейки), выбрать наибольшее и результат занести в форму отчета.
6. Торцевое биение на призме. Определить торцевое биение того же, что и ранее, торца относительно базовой поверхности. С этой целью следует.
6.1. Установить деталь на призме таким образом, чтобы измеряемый торец детали упирался в сферический упор, имеющийся на стойке индикатора.
6.2. Расположить индикатор так, чтобы измерительный наконечник его был расположен параллельно оси детали и касался бы измеряемого торца в диаметрально противоположной от упора точке на том же расстоянии от оси детали, что и упор; добиться показания индикатора
6.3. Медленно вращать деталь в призме и, слегка прижимая ее рукой к упору, определить по индикатору разность между его наибольшим и наименьшим показаниями за один или несколько оборотов детали; занести в форму отчета. При этой схеме измерения полученная разность показаний индикатора является удвоенной величиной торцевого биения. Поэтому за величину торцевого биения следует брать половину разности показаний по индикатору.
7. Измерить размеры детали с той точностью, которую позволяет имеющийся измерительный прибор, и в зависимости от действительных размеров детали определить степень точности, по табл. П16 и П17 Приложения 2.
8. Оформить отчет согласно прилагаемой форме.
Форма протокола измерений
| Группа № | Ф. И. О. | |
| Работа 14 | Измерение радиального и торцевого биений | |
| Данные об индикаторе | Данные о детали
| |
| Цена деления | ||
| Пределы измерения |
| N° п.п | Измеряемое биение | Схемы измерений для каждого из 6 случаев (рис. 14.1, столбец 4) | Измеренное биение, мм | Степень точности* |
П р и м е ч а н и е. Степень точности определяется по ГОСТ 24643-81
Измерение радиальных и торцевых биений поверхности вала при
Помощи индикатора часового типа
Цель работы:изучение методики и техники измерения радиального и торцового биения деталей типа тела вращения с помощью универсальных измерительных средств.
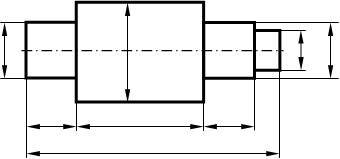
Задание:измерить радиальное и торцовое биение детали − вал ступенчатый, дать заключение о годности вала.
Перечень приборов и принадлежностей, необходимых для выполненияработы:стол с центрами; штатив ШМ-I, индикатор часового типа ИЧ 02, объект измерения и его чертеж, уровень точности (выдает преподаватель).
Методы измерения биений
У деталей типа тел вращения наиболее часто нормируют радиальное и торцовое биения, являющиеся суммарными отклонениями формы и расположения поверхностей этих деталей.
Полное радиальное биение отличается от радиального биения тем, что оно учитывает отклонение всей цилиндрической поверхности ΔΣ = rmax − rmin (рис. 2.15.б). Оно является результатом совместного проявления отклонения от цилиндричности рассматриваемой поверхности (отклонение формы) и отклонения от соосности поверхности относительно базовой оси (отклонение расположения). При измерении полного радиального биения, кроме вращения, деталь или измерительное средство (например, индикатор) дополнительно перемещают вдоль базовой оси вращения
Рис. 2.15. Суммарное отклонение формы и расположения
а − радиальное биение; б − полное радиальное биение;
в − торцовое биение; г − полное торцовое биение
Торцовым биением называют разность ΔΣ наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Профиль расположен в сечении торцовой поверхности цилиндром заданного диаметра d1, соосным с базовой осью, а если диаметр не задан, то в сечении наибольшего диаметра (рис. 2.15.в). Торцовое биение является результатом совместного проявления отклонения от общей плоскости точек, лежащих на линии пересечения торцовой поверхности с секущим цилиндром, соосным с осью детали (отклонение формы), и отклонения от перпендикулярности торца относительно оси базовой поверхности (отклонение расположения) на длине, равной диаметру рассматриваемого сечения. При нормировании торцового биения не выявляются отклонения от плоскостности всей рассматриваемой поверхности, в частности выпуклости или вогнутости. Для ограничения этих отклонений введено понятие полного торцового биения.
Полное торцовое биение является результатом совместного проявления отклонения от плоскостности рассматриваемой поверхности (отклонение формы) и отклонения ее от перпендикулярности относительно базовой оси (отклонение расположения) (рис.2.15.г). Таким образом, полное торцовое биение отличается от торцового биения тем, что при контроле учитывают плоскостность всей торцовой поверхности. При измерении полного торцового биения, кроме вращения детали, следует дополнительно перемещать измерительное средство (например, индикатор) по радиусу от центра к периферии (или наоборот).
Базами, относительно которых задают радиальное и торцовое биение, могут быть: общая ось центровых отверстий или двух других поверхностей вращения, а также оси наружной или внутренней цилиндрических поверхностей.
Радиальное и торцовое биения определяют как разность показаний измерительного прибора при вращении детали, установленной, в зависимости от требований чертежа к измерительной базе, в центрах (рис.2.16.а), на призмы (рис. 2.16.б), цилиндрической (рис. 2.16.в) или разжимной (рис. 2.16.г) оправках.
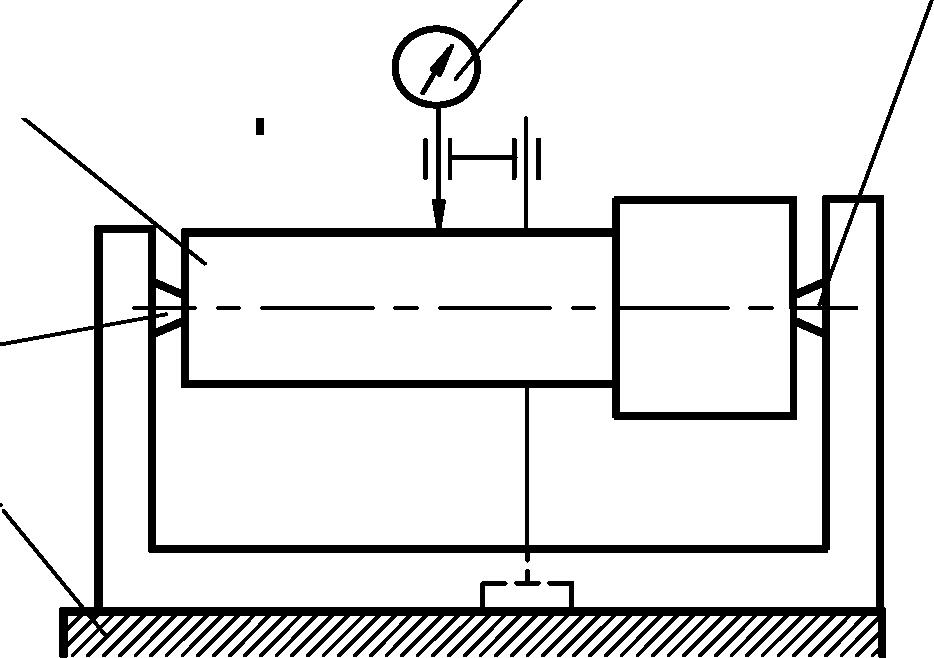
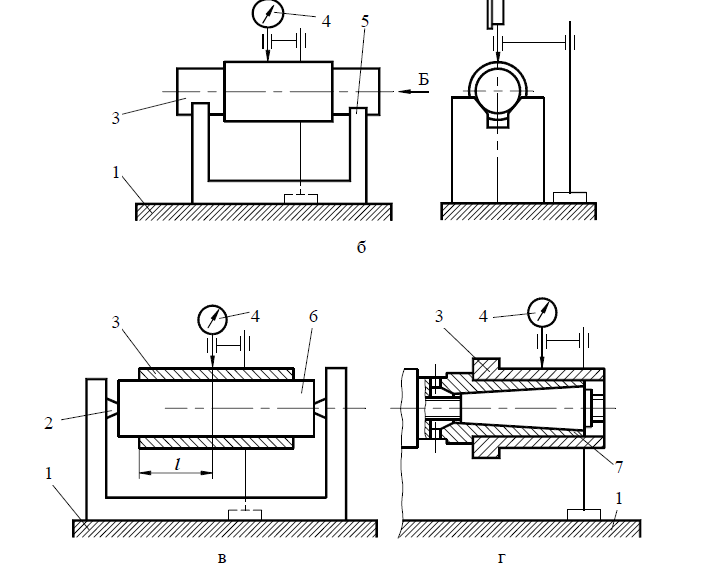
Рис.2.16. Схемы измерения радиального биения при установке детали
а – в центрах; б – на призмы, в – на гладкую цилиндрическую оправку;
г – на разжимную (цанговую) оправку;
Если положение плоскости измерения указано на чертеже детали, радиальное биение определяют, как разность наибольшего и наименьшего показаний измерительного прибора в заданном сечении. Если положение плоскости измерения чертежом не оговаривается, измерение радиального биения осуществляют в нескольких сечениях, количество которых определяется длиной нормируемого участка в соответствии с табл. П 2.4.1. За
радиальное биение в этом случае принимают максимальное значение биения из всех измеренных в различных сечениях.
Полное радиальное биение определяют как разность максимального и минимального показаний измерительного прибора из всех выполненных измерений в нескольких сечениях. Количество сечений, в которых
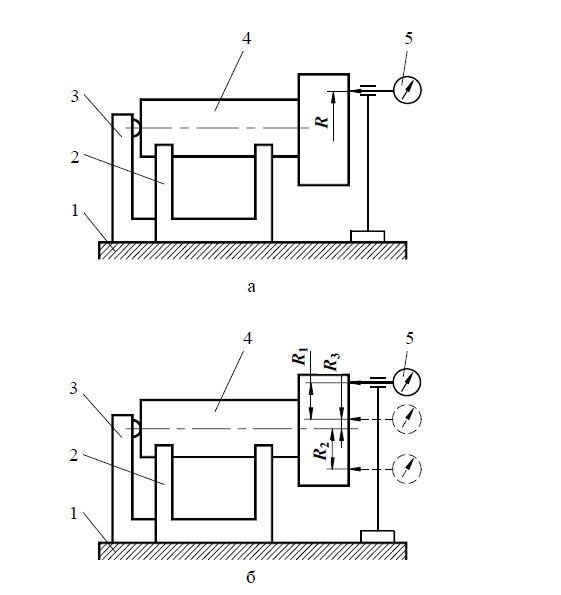
Рис.2.17. Схемы измерения торцевого и полного торцевого биения при
установке детали на призмах
а) измерение торцевого биения; б) измерение полного торцевого биения.
осуществляют измерения, как и в предыдущем случае, определяют в зависимости от длины нормируемого участка по табл. П 2.4.1.
Торцовое биение на заданном радиусе R определяют как разность наи-большего и наименьшего показаний измерительного прибора, установленного по схеме (рис. 2.17а). Показания прибора снимают, вращая деталь и поджимая ее к упору. Если радиус R чертежом не оговорен, торцовое биение измеряют на максимально возможном для измерения радиусе Rmax.
Для определения полного торцового биения измерения проводят на не-скольких радиусах, начиная от оси вращения до Rmax (рис.2.17б). За полное торцовое биение принимают разность наибольшего и наименьшего показаний измерительного прибора из всей совокупности проведенных измерений
2.4.2 Устройство биенеметра и подготовка прибора к работе.
Устройство биенеметра показано на рис. 2.18.
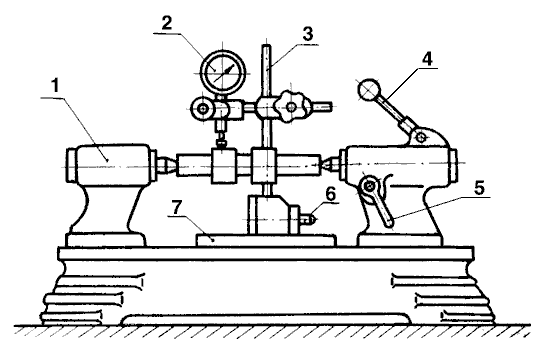
Рис. 2.18. Прибор для проверки годности ступенчатого валика по
радиальному биению его ступеней относительно оси центров
1 – прибор для проверки изделий на биение в центрах; 2 – индикатор
часового типа; 3 – штатив; 4 – рукоятка; 5 – зажим; 6 – кнопка
управления магнитом; 7 – стол.
Ступенчатый валик устанавливается своими центровыми отверстиями в центры прибора 1, для чего подвижный центр предварительно отводится рукояткой 4, а затем фиксируется зажимом 5. Штатив 3 с закрепленным на нем индикатором 2 ставится на стол 7 так, чтобы измерительный стержень упирался в точку проверяемой поверхности, лежащую в плоскости, проходящую через ось центров (рис. 2.18.). В найденном положении штатив фиксируется своим основанием на столе с помощью магнита, управляемого кнопкой 6. Перемещением индикатора относительно штатива создается измерительный натяг (1 – 2 мм).
Индикатор часового типа (рис. 2.19.) применяют для измерения размеров, отклонений формы и взаимного расположения поверхностей (радиальное биение, торцовое биение и др.). Шкала индикатора 2 имеет 100 делений. Полный оборот стрелки 3 соответствует перемещению измерительного стержня5 на один миллиметр. Перемещение
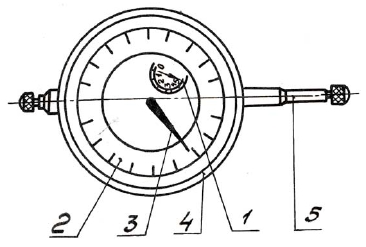
Рис. 2.19. Индикатор часового типа 1 – указатель оборотов; 2 – шкала индикатора; 3 – большая стрелка; 4 – корпус.
100 делений. Полный оборот стрелки 3 соответствует перемещению измерительного стержня5 на один миллиметр. Перемещение стрелки 3 на одно деление соответствует перемещению измерительного стержня на величину цены деления шкалы 2. Каждому обороту большой стрелки 3 соответствует одно деление маленькой стрелки по шкале указателя оборотов 1. Следовательно, цена деления шкалы указателя оборотов равна 1 мм.
Шкала индикатора 2 вместе с ободком может поворачиваться относительно корпуса прибора 4, так что против большой стрелки 3 прибора можно установить любой штрих шкалы. Это используется при установке прибора в нулевое положение.
Рекомендации по измерению
Осмотреть индикатор, проверить надёжно ли он закреплён на стойке. При нажатии на измерительный стержень стрелка должна свободно перемещаться относительно шкалы. При повороте шкала должна должна свободно перемещаться относительно неподвижной стрелки. Плавно вращая проверяемый валик на полный оборот, замечают наибольшее Rmax и наименьшее Rmin показания индикатора. Складывая число делений, соответствующих наибольшим отклонениям стрелки в обе стороны от нуля и умножив на цену деления шкалы, рассчитывают величину радиального или торцевого биения валика.
Числовые величины показаний записывают в таблицу результатов измерений и по разности Е1 = Rmax – Rmin определяют радиальное биение поверхности в каждом сечении.
Измерение полного радиального биения проводят при вращении детали и перемещении штифта индикатора вдоль оси перемещения.
Измерение торцевого биения производят на заданном диаметре торцевой поверхности. При измерении полного торцевого биения измеряемая деталь должна вращаться, а штифт индикатора перемещаться в радиальном направлении перпендикулярно базовой оси на нескольких заданных радиусах измеряемой поверхности.
Порядок выполнения работы
1. Изучить инструкцию по технике безопасности при выполнении лабораторных работ.
2. Изучить методы измерения радиального и торцового биения деталей типа тел вращения.
4. Для измерения радиального и полного радиального биения.
4.1. По табл. П 2.5.1., исходя из размеров измеряемой поверхности, установить количество плоскостей измерения радиального биения.
4.2. В каждом сечении наметить n равномерно распределенных точек для замеров, желательно замеры в последующих сечениях проводить обходом точек в той же последовательности.
4.3. Измеряемую деталь установить в центра. Штатив с индикатором часового типа установить в положение «0», показанное на рис.2.19. с натягом в один полный оборот стрелки индикатора. Измерить радиальное биение в каждом сечении,в n точках, причем «0» выставляется один раз при первом измерении.
4.4. Результаты измерения занести в таблицу (табл. 2.13.).
4.5. Определить радиальное биение и полное радиальное биение поверхности по формулам: TCR= Rmax – Rmin ;
Результаты измерений радиального и полного радиальных сечений.
| № поперечного сечения | Результат измерения, мм | Радиальное биение, мм TCR | Полное радиальное биение, мм TCTR |
| М1 | М2 |
4.6 Начертить эскиз вала с указанием табличных значений радиального и полного радиального биений.
4.7.Дать заключение о годности вала, сравнивая полученные измерением значения показателей с табличными.
5. Для измерения торцевого и полного торцевого биения.
5.1 Установить штатив с индикатором в положение, показанное на рис.2.17а с натягом 1 … 2 мм.
5. 2 Измерить торцовое биение на заданном радиусе R
5.3 Измерить полное торцовое биение на радиусах R1, R2, … Rn(рис.
2.17). Для сравнения с табличным значением взять максимальное из
5.4 Рассчитать полное торцовое биение поверхности.
5.5 Результаты измерения и расчетов занести в таблицу табл.2.14.
5.6 Начертить эскиз вала с указанием табличных значений торцевого и полного торцевого биений.
5.7 Дать заключение о годности вала.
Результаты измерения торцевого и полного торцевого биений.
| Вид биения | Радиус измерений | Результаты измерений, мм | Значение биений в сечениях, мм | Итоговое значение, мм |
| обозначение | мм | max | min | |
| Торцевое ECA | R | |||
| Полное торцевое ECTA | R1 R2 Rn |
2.5 Приложения к разделу
Минимальное количество точек на образующей при дискретном измерении отклонения профиля продольного сечения отклонений от цилиндричности
| Длина нормируемого участка L, мм | До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 250 | Св. 250 до 630 |
| Количество точек измерения на каждой образующей Kmin |
Степени точности для цилиндрических поверхностей
| Степень точности | Пример назначения | Вид окончательной обработки |
| 1, 2 | Ролики подшипников 2-го класса точности, поверхности деталей плунжерных и золотниковых пар, валы и отверстия втулок измерительных приборов, координатных измерительных машин | Доводка, тонкое шлифование, алмазное растачивание повышенной точности |
| 3, 4 | Посадочные поверхности подшипников 4-го и 5-го классов точности и соединяемые с ними поверхности валов и корпусов, поверхности поршневых пальцев и др. | Доводка, хонинговаиие, тонкое шлифование, алмазное растачивание, тонкое обтачивание и растачивание |
| 5, 6 | Посадочные поверхности подшипников 6-го и 0-го классов точности и соединяемые с ними поверхности валов и корпусов, валы редукторов | Шлифование, хонингование, чистовое обтачивание и растачивание, тонкое развертывание, протягивание |
| 7, 8 | Подшипники скольжения двигателей, гидротурбин и редукторов; отверстия под втулки в шатунах двигателей | Чистовое точение и растачивание, развертывание, протягивание, зенкерование |
| 9, 10 | Подшипники скольжения при невысоких частотах вращения, поршневые кольца дизелей | Обтачивание, растачивание, сверление |
Степени точности формы цилиндрических поверхностей в зависимости от квалитета допуска диаметра и относительной геометрической точности (по ГОСТ 24643-81)
| Относительная геометрическая точность | Квалитет допуска диаметра |
| Степень точности формы | |
| Нормальная (А)(60%) | |
| Повышенная (В)(40%) | |
| Высокая (С) (25%) | |
| Особовысокая (менее 25%) |
Допуски Т (в мм) формы цилиндрических поверхностей (цилиндричности, круглости и профиля продольного сечения)
| Степень точности | Номинальный диаметр поверхности, мм | |||||||||
| До 3 | Св.3 До 10 | Св. 10 До 18 | Св. 18 До 30 | Св. 30 До 50 | Св. 50 До 120 | Св. 120 До 250 | Св. 250 До 400 | Св.400 До 630 | Св. 630 До1000 | Св. 1000 До1600 |
| 0,3 0,5 0,8 1,2 | 0,4 0,6 1,6 2,5 | 0,5 0,8 1,2 | 0,6 1,6 2,5 | 0,8 1,2 | 1,6 2,5 | 1,2 | 1,6 2,5 | 2,5 |
Допуски Т (в мкм) параллельности, перпендикулярности, наклона, торцового и полного торцового биения
| Степень точности | Номинальная длина нормируемого участка поверхности, мм Номинальный диаметр торцовой поверхности, мм | ||||||||
| До 10 | Св. 10 До 16 | Св. 16 До 25 | Св. 25 До 40 | Св. 40 До 63 | Св. 63 До 100 | Св. 100 До 160 | Св. 160 До 250 | Св.250 До 400 | Св. 400 До630 |
| 0,4 0,6 1,6 2,5 | 0,5 0,8 1,2 | 0,6 1,6 2,5 | 0,8 1,2 | 1,6 2,5 | 1,2 | 1,6 2,5 | 2,5 |
Допуски Т (в мкм) радиального биения и полного радиального биения. Допуски Т (в мкм) соосности, симметричности, пересечения осей в диаметральном выражении



