Помощники в работе по металлу для домашней мастерской
Достаточно зайти в любой магазин, торгующий электроинструментом для металлообработки, или посетить специализированный сайт, как глаза разбегаются от обилия предложений. Помимо стандартного инструмента — дрелей и углошлифовальных машин, встречается и более «экзотическое» оборудование. Например, дисковые циркулярные пилы и отрезные станки по металлу. Кроме этого, любой домашний мастер хотел бы узнать, как упростить и ускорить работу с металлом, используя самый обычный электроинструмент. В этой статье мы собрали практический опыт пользователей портала и ответим на следующие вопросы:
Особенности работы циркулярной пилой по металлу
Часто при строительстве дома или изготовлении металлоконструкций нужно быстро и точно разрезать листовой металл толщиной от 3 до 6 мм. Как это сделать? На первый взгляд, всё просто — берём УШМ («болгарку») и режем материал. Но как быть, если требуется распилить много металла и сделать десятки метров прямого реза? Причём, желательно с ровными краями. Именно такой вопрос задал пользователь портала с ником Jurky.

У меня есть самая обычная бюджетная «болгарка». Думаю, распилить с её помощью много листового металла не получится. Инструмент может не выдержать нагрузки, да и качество реза не то. Хочу купить дисковую циркулярную пилу по металлу. Задумался, стоит ли она того, сколько прослужит диск, и удобно ли с ней работать?

У дисковой пилы, предназначенной для распиловки древесины, в среднем, число оборотов составляет 5000-5500 об/мин. У дисковой пилы по металлу число оборотов снижено — около 2000-3200 об/мин. Важно: у пильных дисков по металлу в характеристиках написано максимальное допустимое количество оборотов, обычно не более 2000-3200 об/мин (в зависимости от вида распиливаемого металла — сталь, алюминий, нержавеющая сталь). Поэтому попытка сэкономить и поставить пильный диск по металлу на обычную циркулярную пилу может привести к печальным последствиям — высока вероятность того, что диск разлетится. Кроме этого, режим пиления обычной «циркулярки» по дереву при повышенных оборотах не предназначен для работы с металлом.

Выход: нужно купить специальную дисковую пилу, предназначенную для работы с металлом, или приобрести циркулярную пилу с регулятором числа оборотов и системой электронной поддержки постоянных оборотов под нагрузкой. Такая пила может стать «универсальным бойцом», с помощью которого (меняя количество оборотов и пильные диски) можно пилить дерево, алюминий, пластик, кирпич и металл.
Я в итоге купил циркулярную пилу по металлу, а впечатления от работы с ней только положительные. Пилил листовой металл толщиной 5 мм, по два листа 4-ки и 3-ки размером 1х2 м. Нарезал много уголков и труб, фиксируя их в самодельной приспособе.


По словам пользователя, в связке «пила + УШМ + лобзик» можно выпилить из металла всё, что угодно.

Пильного диска хватило на один строительный сезон (весна-лето), после чего он затупился и хоть и пилит, но работать стало сложнее.

Нюансы эксплуатации дискового отрезного станка по металлу
Иногда для работы с металлом требуется особенный инструмент. Например, с помощью которого можно делать точные чистые резы труб, двутавра, швеллера, уголка, строго под определённым углом, например, 45 или под 90 градусов. Именно такая задача стояла перед Mechanicus.
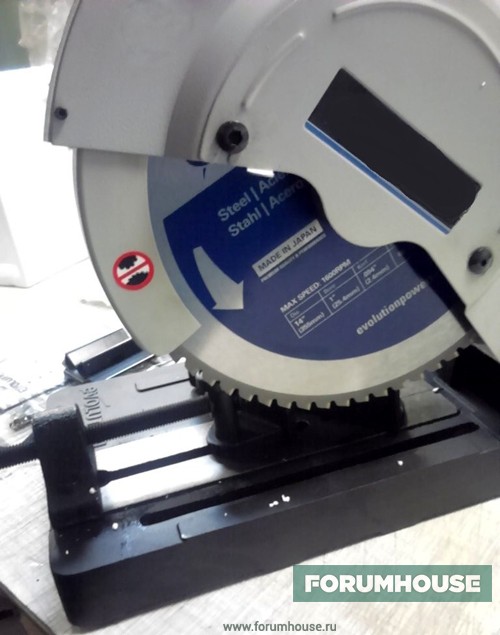
Мне нужно распилить профильную трубу (примерно 70 заготовок), сечением 10х5 см и толщиной стенки 3 мм точно под 45 градусов. Затем предполагается работа с профилем сечением 2х2 см и т.д. Сначала пробовал пилить трубу обычной отрезной машиной с абразивным диском диаметром 350 мм. Диск упирается в нижнюю стенку трубы и дальше стопорится. Поэтому решил купить дисковый отрезной станок по металлу родом из Англии, с максимальным диаметром пильного диска 355 мм.

Внешне такой станок похож на всем известную дисковую торцовочную пилу по дереву.

Т.е. заготовка зажимается в тисках, на станине, и далее производится рез дисковой маятниковой пилой. Заготовку из стали, алюминия и нержавейки можно пилить под точно выставленным углом, при этом рез не имеет заусенцев, а металл не перегревается. Также отсутствует абразивная пыль, что особенно важно при работе в закрытом помещении, например, в гараже или мастерской.
Широкому распространению этого инструмента мешает высокая стоимость – в магазине за такую пилу просят около 50 тыс. руб., и «кусается» цена на пильные диски. В зависимости от вида распиливаемого материала (сталь, алюминий, нержавейка) «родной» фирменный диск на такой станок может стоить от 9 до 15 тысяч рублей и выше.
Mechanicus купил отрезной станок напрямую, минуя посредников в Англии, за 36 тыс. руб. Распаковав дорогой инструмент, пользователь, вопреки ожиданиям, увидел на коробке надпись не «Made in England», а «Сделано в Китае». Хотя инструмент изготовлен и собран качественно, а пила отпускается без бокового люфта, пришлось его немного доработать, чтобы иметь возможность распиливать профиль нужного сечения.
Я переставил неподвижную губку тисков на резьбу для самого широкого реза и попытался выставить 45 градусов. Оказалось, что в таком положении отпиливаемый край заготовки упирается в элемент станины. Пришлось подложить на неподвижную губку пластинку из ПВХ в 1 см. Также пришлось спилить часть кожуха пилы, чтобы при опускании он не упирался в неподвижную губку. Т.к. мне надо пилить длинные заготовки, возможен сдвиг угла, поэтому пришлось просверлить станину и губку и закрепить губку на дополнительный болт.

Настал черёд работы. По инструкции при работе с отрезной пилой не требуется использовать СОЖ (смазочно-охлаждающую жидкость). Количество оборотов диска в минуту 1450. Первую заготовку (профтрубу 100х50х3 мм) распилили под углом 45 градусов секунд за 30. Рез едва теплый, заусенцев нет, искр практически тоже.

На девятом резе изменился звук пиления. Труба стала заметно греться. Скорость работы упала. На десятом резе пила не смогла пройти нижнюю стенку трубы. Не помогли ни «перекуры», ни использование в качестве охлаждающей жидкости вэдешки (WD-40).
Работали мы с пилой аккуратно, сильно на неё не давили. Попытались отдать диск в переточку. Не берут. Говорят, нет оборудования под такой диаметр. Причём, при внешнем осмотре диск не имеет критического износа. Конечно, работать с профилем меньшего сечения можно, но мне-то нужно пилить большую трубу!
В результате поисков точильщика Mechanicus нашёл мастера, который чуть подправил диск (всего 3-4 зуба), хотя, по его мнению, диск вполне острый. Пользователь продолжил работу, используя самодельную СОЖ такого состава: водка + жидкое мыло + WD-40. Смесь подаётся в область реза шприцом с длинной иглой. Подавая СОЖ непрерывно, удалось с трудом допилить не распиленную в прошлый раз трубу. Новую заготовку распилить не получилось.
Для чистоты эксперимента Mechanicus попробовал распилить профиль сечением 15х15х1.5 мм. Пила пилит быстрее, чем «болгарка», рез получается чистым, хотя заготовка и нагревается. В результате мытарств пользователь сначала думал продать пилу как бесполезную игрушку, на которой можно пилить профиль сечением не больше, чем 5х5 см, но потом передумал.
Я решил еще «помучить» пилу. Также куплю несколько дисков разных фирм и сравню их ресурс.

Замечу, что металл не «любит» обработки с высокой скоростью и большим количеством оборотов. Лучше уменьшить скорость и увеличить подачу. Причём, с такими дисками и станком нужно работать, строго выдерживая скорость/количество оборотов и глубину обработки/подачу, что можно сделать в условиях производства, но не в домашней мастерской. Плюс, думаю, сразу закладываются затраты на переточку недешёвых дисков.
Чтобы продолжить работу с отрезным станком, Mechanicus отправил диск на переточку из Читы в Москву, т.к. для заточки диска необходимо специальное оборудование, которого просто нет в мастерской «средней руки».

Итоги: после перезаточки «родным» диском с непрерывной подачей СОЖ удалось сделать ещё 23 распила профиля 10х5 см, после чего диск снова отправили на переточку.

Неродным диском на 90 зубьев (от другого производителя) удалось сделать только 3 реза и диск перестал пилить, после чего его тоже отправили на заточку.
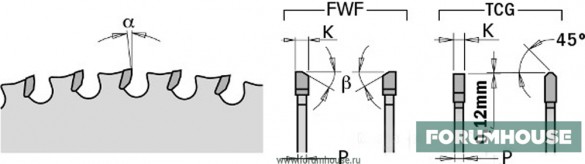
После переточки неродной диск заработал. Распилил им 15 больших труб, а мелкие продолжаю пилить. Родной диск мне испортили — неправильно заточили — переточили с типа заточки TCG на заточку FWF. Удалось им распилить только 2 трубы, и он вышел из строя, но к чести компании отмечу, что т.к. это произошло по их вине, они мне вернули деньги за диск, а это 13 тыс. руб.
Использование лобзика для резки металла
Электрический лобзик чаще всего используют для резки плитных материалов ОСП, фанеры и для фигурного вырезания по дереву. И, хотя в технических характеристиках написано, что инструментом можно резать металл, у начинающих мастеров возникают вопросы: какой металл можно резать лобзиком, какой толщины, на какой скорости и подаче хода маятника и какую использовать для этого пилку?

У меня есть обычный электрический лобзик. Инструмент валялся без дела. Однажды я решил им разрезать лист нержавеющей стали толщиной в 5 мм. Перепробовал пилки по металлу нескольких производителей. Пилить непросто, но рез получается очень аккуратным. Правда, под конец работы не хватило терпения и дорезал металл «болгаркой».
Также Big Muzzy попробовал пилить лобзиком обычный «чёрный» металл толщиной 2-3 мм. Инструмент режет, как по маслу, причём, приноровившись, можно делать даже фигурные вырезы.

Itpb также пилил лобзиком профтрубу 3х3 см. На распиливание заготовки уходит около 1 минуты. Обороты ставятся поменьше, ход маятника не использовался или ставился на первый шаг. В место реза подавалось масло, т.к. без масла пилка быстро выходит из строя.

Я резал лобзиком лист металла толщиной 4 мм. Пилку и обратную сторону реза смазывал салом, все получилось.

Я распилил лобзиком две стальные пластины толщиной больше 1 см. На рез длиной 25 см ушло примерно 25 минут + 1 пилка. Резал с «перекурами» на первой подаче, обороты ставил на третье и четвёртое деление регулятора оборотов. В зону реза подливал масло. Еще резал металл толщиной 9 мм. Пилил пилкой по алюминию, на самой маленькой скорости. Вот, что получилось.

musicman3 делится опытом разрезания металла толщиной 0.5 см и длиной 1300 мм. Скорость он ставил на цифру 5 из доступных 6. Маятник на 1. Резал без использования воды и масла. С учётом перерывов на работу ушло примерно полчаса, и израсходована одна пилка. По словам musicman3, пилить лобзиком проще и безопаснее, чем УШМ, а рез получается качественнее.
Подведение итогов: покупка дорого специализированного инструмента для металлообработки не всегда оправдана, если он нужен для разовой работы. Ведь потом он большую часть времени станет валяться без дела в мастерской или, в лучшем случае, использоваться 1-2 раза в год. Поэтому: прежде чем приобрести какой-либо инструмент, нужно подумать и взвесить все «за» и «против». Зачастую распилить металл, отрезать трубу под нужным углом и даже обточить детали можно с помощью самых простых бытовых электроинструментов или бюджетных самоделок. Главное – знать, как это сделать, а для этого нужно изучить темы на FORUMHOUSE.
На портале есть раздел, где пользователи делятся опытом металлообработки и секретами выбора металлорежущего инструмента. Также полезен материал об особенностях ручной дуговой сварки инвертором.
Инструменты применяемые при резке металла
Общие сведения
Резание металла — операция разделения металла на части. В зависимости от формы и размеров заготовок и деталей резку осуществляют:
Инструменты для резания
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5—1,0 мм и цветных металлов — до 1,5 мм.
В зависимости от расположения режущих кромок лезвия различают ножницы правые и левые. У правых ножниц скос режущей части каждой половинки находится с правой стороны, а у левых — с левой. Правыми ножницами режут по левой кромке листа в направлении часовой стрелки, чтобы все время была видна разметочная риска. Левыми ножницами режут против часовой стрелки и наблюдение за разметочной риской затруднено отрезаемой частью металла. Левые ножницы применяют для вырезания криволинейных деталей.
Ручная ножовка применяется для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицов, пазов, обрезки и вырезки заготовок по контуру и других работ.
Ручная ножовка состоит из стальной рамки (станка) и ножовочного полотна, закрепленного в хвостовиках. Один хвостовик с ручкой и неподвижной головкой, другой — имеет подвижную головку и натяжной винт с барашковой гайкой для натяжения режущего полотна.
Ножовочное полотно (режущая часть ножовки) представляет собой тонкую и узкую стальную пластину с зубьями на одном из ребер (иногда на обоих). Каждый зуб ножовочного полотна имеет форму клина (резца). Стружка должна размещаться в пространстве между двумя соседними зубьями (в стружечном пространстве) до тех пор, пока острие зуба не выйдет из пропила.
Шаг зубьев принимается, мм:
Для слесарных работ пользуются преимущественно ножовочными полотнами с шагом 1,25 мм, при котором на длине полотна насчитывается около 20 зубьев.
Приемы резки ножовкой. На заготовку предварительно наносят разметочную риску, затем заготовку зажимают в слесарных тисках в горизонтальном положении и трехгранным напильником по разметочной риске делают неглубокий пропил для лучшего направления ножовочного полотна. Предварительно полотно смазывают маслом.
Процесс резки ручной ножовкой состоит из двух ходов:
При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно.
При работе ножовкой необходимо выполнять следующие правила:
Для правильного начала реза на неразмеченной заготовке у места реза ставят ногтем большой палец левой руки и полотно ножовки приставляют вплотную к ногтю, ножовку держат только правой рукой. Указательный палец этой руки вытягивают вдоль ручки ножовочного станка сбоку. Этим обеспечивается устойчивое положение ножовки во время резания.
Отрезку производят без отламывания отрезаемой части. Отламывание допускается в том случае, если торцы заготовки будут подвергаться дальнейшей механической обработке, например опиливанию.
Режущий инструмент
Выбор режущего инструмента зависит от степени твердости и толщины металла. Так, для резки тонких листов из металла вполне сойдут ножницы для металла.
При ручной резке металлических листов толщиной 4-7 мм следует пользоваться лобзиком или электрическими ножницами. Резку стальных труб лучше производить ножовкой по металлу.
Полотно по металлу должно быть прочно зафиксировано в раме ножовки.
» data-medium-file=»https://i1.wp.com/odnastroyka.ru/wp-content/uploads/2014/11/rezka-elektrolobzikom.jpg?fit=352%2C352″ data-large-file=»https://i1.wp.com/odnastroyka.ru/wp-content/uploads/2014/11/rezka-elektrolobzikom.jpg?fit=352%2C352″ > Резка металлического профиля электролобзиком
Для более удобной ручной резки в комплекте с болгаркой всегда идет боковая рукоятка. Не забывайте ее использовать.
 Резка металлической трубы болгаркой
Резка металлической трубы болгаркой
Фиксация заготовок
При ручной резке листов из металла при помощи электро-лобзика или ножниц для металла, заготовку необходимо уложить на ровную широкую поверхность и зафиксировать струбцинами. А при резке заготовок ножовкой по металлу всегда фиксируйте заготовку в тисках.
Процесс резки металла
При ручной резке металла ножницами плоскость заготовки необходимо располагать по отношению к области режущих кромок ножниц четко перпендикулярно. Разводить лезвия ножниц нужно не больше чем на ¾ всей их длины. Во время резки не сводите лезвие до конца – это приводит к разрыву металла в местах разреза.
При резке металлической заготовки толщиной более 1 мм, лучше воспользоваться ручными прямыми ножницами по металлу, зажав одну рукоятку в слесарных тисках и сверху надавливать другой рукояткой.
Кроме прямых ножниц для металла, существуют ножницы с загнутыми лезвиями. Эти ножницы удобны для вырезания деталей более сложной формы, отверстий.
В работе с ножовкой для металла все движения необходимо производить плавно без резких движений. Старайтесь задействовать большую часть режущего полотна. Не отклоняйте его в сторону.
Во время резки стальных заготовок лобзиком кол-во циклов рабочего хода следует устанавливать в частотах не более 1000 в минуту. Иначе, при более быстром режиме, режущее полотно от перегрева быстро выйдет из строя.
Для получения более ровного края заготовки, используйте специальную линейку, которая поставляется в комплекте ПЭМ.
Если на лобзике режущее полотно в отличном состоянии, то резка протекает плавно, без усилий. Если же во время резки, приходиться прилагать некое усилие, то режущее полотно затупилось и его следует поменять на другое.
При резке стальных заготовок при помощи ПЭМ или других режущих инструментов на кромке заготовки образуются металлические заусенцы. Поэтому все работы стоит проводить строго в рабочих перчатках.
Итак, здесь мы рассмотрели самый основной инструмент для резки металла, и обозрели основные принципы работ по резке металла. Конечно же, инструмента бывает гораздо больше, есть ещё масса различных нюансов, и думается мы еще вернемся к этой теме. А впереди у нас аналогичная статья, но только по теме сверления древесины. До новых встреч.























































Расценки на монтаж всегда по карману нашим клиентам. Они полностью уверены, что здесь их не обманут и посоветуют правильное решение. Доверие – вот залог успеха нашей компании! А качественные материалы от известных производителей и умелые руки наших профессионалов не оставляют ни единого сомнения, что монтаж будет выполнен в срок!
Еще один плюс – при заключении договора вы получаете смету, в которой учтены цены на кровельные работы и материалы, а также стоимость доставки по Москве и Московской области с точностью до рубля!



