§ 3. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемой поверхности при помощи линейки, угольника или шаблона. Изготовляются чертилки из инструментальной стали У10 или У12. Для разметки на стальной хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.

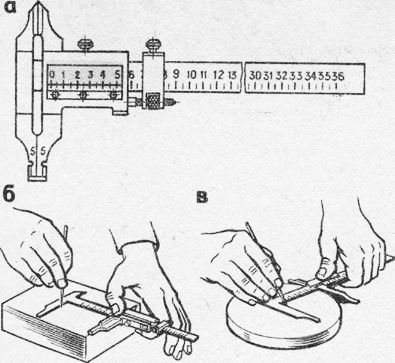
Рис. 79. Чертилки:
а — с концом, согнутым в кольцо, б — с загнутым концом, в — с вставной иглой: 1 — вставная игла, 2 — гайка, 3 — место для запасных иголок. 4 — пробка
Чертилки должны быть остро заточенными. Чем острее рабочая часть их, тем тоньше будет разметочная линия и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках, их прижимают к образивному кругу и равномерно вращают.
Для нанесения прямых линий применяют линейки. Линейки со скошенными ребрами (кромками) обеспечивают более высокую точность разметки.
Разметочные циркули (рис. 80) бывают трех типов, обыкновенные, со сменными иглами и пружинные. Разметочные циркули применяются для разметки окружностей, дуг, деления углов и окружностей, перенесения размеров и других геометрических построений. Концы ножек разметочных циркулей на длине 20—30 мм закалены.

Рис. 80. Разметочные циркули:
а — простой, б — со сменными иглами, в — пружинный
Рейсмас служит для нанесения на заготовки рисок на определенном расстоянии от рабочей поверхности плиты.
На стальном (или чугунном) основании рейсмаса шарнирно закреплена вертикальная стойка, на которой перемещается муфта с установленной на ней чертилкой. Муфта может перемещаться по стойке и закрепляться на любой высоте винтом. Но такая конструкция рейсмаса не обеспечивает точной установки чертилки на размер, вследствие чего разметка бывает не совсем точной.
Для точной разметки, часто применяется штангенрейсмас, устройство которого описано в главе XI, и разметочный штангенциркуль (рис. 81).

Рис. 81. Приемы разметки разметочным штангенциркулем
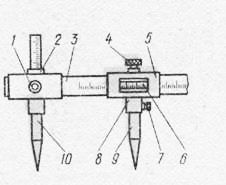
Перенос размеров с одной плоскости на другую, проведение концентричных окружностей и радиусных кривых, разметку деталей с бобышками и т. п. трудно выполнять простыми инструментами. Для такой разметки применяется усовершенствованный разметочный штангенциркуль (рис. 82). Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится центр 13, в отверстие которого вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
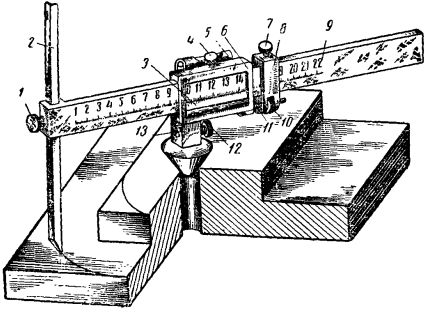
Рис. 82. Усовершенствованный разметочный циркуль
Рамка 6 при помощи микрометрического винта 11 соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору соответствующую базовому отверстию, затем на плоскость размечаемой детали ставят резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 1 и производят разметку.
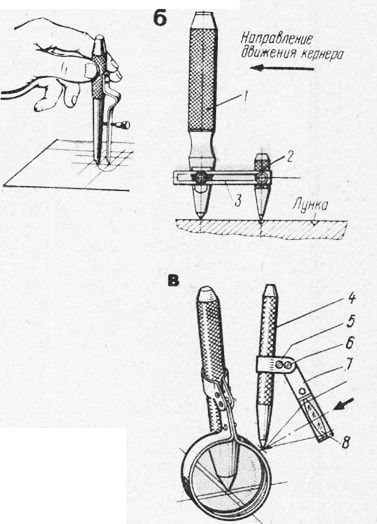
Кернер применяется для нанесения углублений (кернов) на предварительно размеченных линиях. Углубления делаются для того, чтобы линии были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали марок У7А, а также У7, У8 и У8А.
Острие кернера затачивается на шлифовальном круге под углом 60°. При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30—45°.
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивается под углом 75°.
Кернер обыкновенный (рис. 83, а) представляет собой стальной стержень длиной 90; 100; 125 и 150 мм и диаметром 8; 10; 12 и 13 мм (ГОСТ 7212—54); боек кернера имеет сферическую поверхность, ударная часть кернера закаливается на длине 15—20 мм средняя часть имеет накатку для того, чтобы кернер удобно было держать.

Рис. 83. Кернеры:
а — простой, б — пружинный, в — электрический
Кернер указанной конструкции вследствие неодинаковой силы удара молотком наносит керны различной глубины. Кроме того, в момент удара он может быть сдвинут с риски и кернение будет неточным. Этих недостатков нет у пружинных и электрических кернеров.
Электрический кернер отличается высокой производительностью.
Какой инструмент применяется для плоскостной разметки металла




§ 13. Инструменты для плоскостной разметки
Чертилки (иглы) служат для нанесения линий (рисок) на размечаемую поверхность при помощи линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминий риски наносят остро заточенным карандашом.
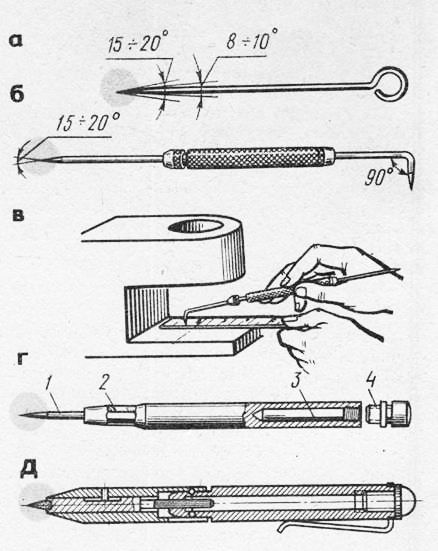
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
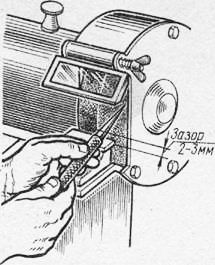
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 32, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис 32, в).
Чертилка со вставной иглой (рис. 32,г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика
В. А. Андреева (рис. 32,л) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочим стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20°. Чертилки должны быть острозаточенными. Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на зоточных станках (рис. 33). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
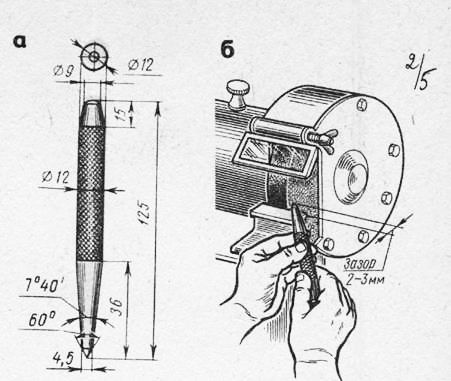
Обыкновенный кернер (рис. 34,а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на шлифовальном круге под углом 60° (рис. ЗА,6). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45°.
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75°.
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 35,а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Пружинный кернер (рис. 36) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
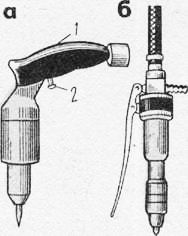
Пневматический «пистолет» (рис. 38,а) применяется для различных керновочных работ. Для удобства он снабжен ручкой 7, расположенной под углом к оси корпуса, и пусковой кнопкой 2.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 38,6) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Разметочные циркули бывают: простой или с дугой, точный (рис. 39,а) и пружинный (рис. 39,6). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 39,а), целых или со вставными иглами (рис. 39,а), он позволяет установку нужного раствора ножек фиксировать винтом.
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис 39,г), состоящего из двух ножек 6, снабженных на концах закаленными иглами 4, и двух разъемных линз 7 с пятикратным увеличением. Линзы установлены так, что концы игл 4 находятся в фокусе. Это дает возможность отчетливо видеть острие иглы и точно совмещать его с делениями масштабной линейки или с рисками размечаемой детали.
Для точной установки размеров циркуль имеет микрометрический винт 2. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 39,а) является устройство 3 для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты 7 и 2 повышают точность этой установки. Сменные иглы 4 затягиваются гайками 5.
Разметочный штангенциркуль (рис. 40,а) предназначен для точной разметки прямых линий (рис. 40,6) и центров (рис. 40,а).
На рис. 42 показан усовершенствованный разметочный штангенциркуль для разметки плоскостей. Он имеет штангу 9 с утолщенным концом, в который устанавливается резец 2. По штанге перемещается рамка 6 с нониусом 3. В нижней части рамки находится вставка 13, в отверстие которой вставляется сменная центрирующая коническая опора, закрепляемая зажимом 12.
Рамка 6 при помощи микрометрического винта 7 7 соединяется с хомутиком 8. Перемещается рамка 6 по штанге вручную и закрепляется зажимом 4. Микрометрическая подача рамки осуществляется поворотом гайки 10 при закрепленном хомутике винтом 7.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливают резец. После этого проверяют горизонтальное положение штангенциркуля по уровню 5, закрепляют резец стопорным зажимом 7 и производят разметку.
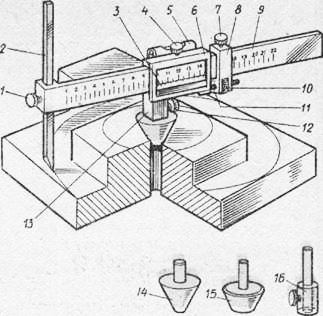
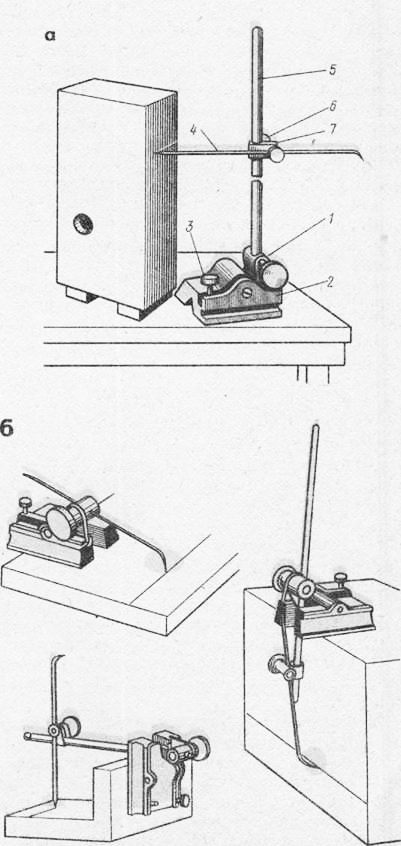
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания 2 (рис. 43,а), вертикальной стойки (штатива) 5, винта с гайкой 6 для крепления чертилки 4, установочного винта 3 для подводки иглы на точную установку размера, планки 7 и муфты 7. Применение рейсмаса показано на рис. 43,6.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Штангенрейсмасы для разметки описаны в главе XIX «Основы измерения».
Pereosnastka.ru
Обработка дерева и металла
Чертилки (иглы) – служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 илиьУ12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 1, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 1, в).
Чертилка со вставной иглой (рис. 1, г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика В. А. Андреева (рис. 1, д) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20° Чертилки должны быть острозаточенными.
Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках (рис. 2). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40—45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 4, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 4, б) состоит из двух кернеров — основного и вспомогательного, скрепленных общей планкой. Расстояние между ними регулируется с помощью отверстий в планке в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером. Затем в полученное углубление вставляют кернер и ударом молотка по кернеру накернивают углубление. После этого кернер переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 4, в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы по зрению рабочего. В одном хомутике устанавливается 3 — 5-кратиая лупа, другой хомутик служит для установки лупы на кернер по высоте ее крепления.
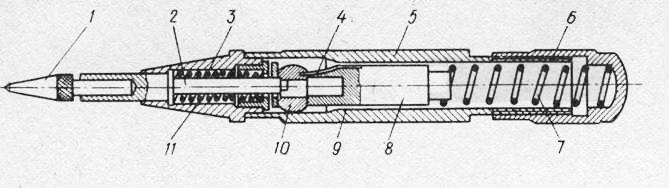

Пружинный кернер (рис. 5) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Пневматический «пистолет» (рис. 7, а) применяется для различных керновочных работ. Для удобства он снабжен ручкой, расположенной под углом к оси корпуса, и пусковой кнопкой.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 7, б) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
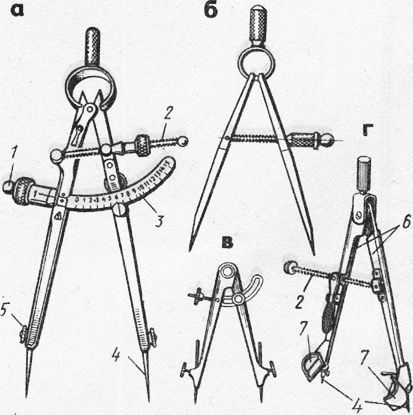
Разметочные циркули бывают: простои или с дугой, точный (рис. 8, а) и пружинный (рис. 8, б). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 8, а), целых или со вставными иглами (рис. 8, в), он позволяет установку нужного раствора ножек фиксировать винтов.
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис. 8, г), состоящего из двух ножек, снабженных на концах закаленными иглами, и двух разъемных линз с 5-кратным увеличением.
Для точной установки размеров циркуль имеет микрометрический винт. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 8, а) является устройство для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты повышают точность этой установки. Сменные иглы затягиваются гайками.
Разметочный штангенциркуль (рис. 9, а) предназначен для точной разметки прямых линий (рис. 9, б) и центров (рис. 9, в).
Разметочный штангенциркуль (рис. 10) служит для разметки окружностей больших диаметров. Он имеет штангу с миллиметровыми делениями и две ножки — неподвижную со стопорным винтом и подвижную с рамкой и нониусом, стопорным винтом для закрепления рамки. Стопорный винт служит для крепления вставной иглы, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.
Рамка с помощью микрометрического винта соединяется с хомутиком. Перемещается рамка по штанге вручную и закрепляется зажимом. Микрометрическая подача рамки осуществляется поворотом гайки при закрепленном хомутике винтом.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню, закрепляют резец стопорным зажимом и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания (рис. 12, а), вертикальной стойки (штатива), винта с гайкой для крепления чертилки, установочного винта для подводки иглы на точную установку размера, планки и муфты. Применение рейсмаса показано на рис. 12.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
Основные требования к качеству и конструкции столов:
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию | |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке | |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент | |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | ||
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:

Перед выполнением плоскостной разметки, рекомендуется:
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
| Тип поверхности | Окрашивающие средства |
| любые типы поверхностей, кроме горячекатаной стали и цветных металлов | быстросохнущие водоэмульсионные краски, спиртовые лаки |
| заготовки из чугуна или стали | медный купорос: · раствор (3 чайные ложки на 200 г воды) |
| необработанные заготовки черного цвета | раствор мела в воде (консистенция густого молока) с добавкой сиккатива или льняного масла |
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
Если при работе используется чертеж, то порядок выполнения разметки следующий:



Приемы качественного нанесения разметки:
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.



