Режущие инструменты для токарных станков
В силу своей почти безграничной универсальности токарные станки предрасположены к применению практически всего широкого спектра металлорежущего инструмента. При установке на токарный станок соответствующих приспособлений на них можно выполнять операции шлифования, сверления, протяжки и даже фрезерования. Другое дело целесообразность таких нестандартных процессов – как правило, они используются в штучном производстве.
Основным режущим инструментом токарных станков являются всевозможные резцы – их достаточно много и применяются они для выполнения определённых операций. Существует пять основных видов резцов для токарной обработки – это проходные резцы, расточные, отрезные, резьбовые и фасонные.
В свою очередь каждый из этих видов инструмента может разделяться на отдельные группы. Проходные резцы могут быть левыми, правыми, упорными и наклонными; расточные разделяются на упорные и сквозные; отрезные и резьбовые классифицируются на наружные и внутренние; а различие в фасонных инструментах заключается в их назначении.
Вид используемых в токарной обработке резцов обуславливается их задачами. Так, проходные резцы используются для наружной и внутренней проточки заготовки с целью достижения необходимого диаметра. Расточные резцы применяют для увеличения внутреннего диаметра отверстия и придания ему специфических форм.
В задачи отрезных резцов входит не только порезка заготовки – с их помощью создаются всевозможной формы кольцевые пазы, вроде посадочных углублений для стопорных колец. Также к их помощи прибегают для обработки валов сложной формы.
С резьбовыми резцами понятно всё и без слов, их применяют для нарезания внутренней и наружной резьбы большого диаметра и разной конфигурации.
Фасонные резцы являются наиболее интересным вариантом для токарной обработки – своеобразной формы твердосплавные головки могут устанавливаться практически на все типы резцов. Их прямое назначение – изготовление деталей, имеющих сложную геометрическую форму поверхности.
Кроме основных режущих инструментов на токарных станках используется и другая оснастка – при использовании дополнительных приспособлений на станках этого типа можно выполнять сверлильные, шлифовальные операции и даже осуществлять протяжку прямоугольных отверстий. С одинаковым успехом (опять же при наличии определённых приспособлений) на токарных станках можно использовать резьбонарезные плашки и метчики, фрезы и даже полировочные заточные и шлифовальные круги.
Инструмент, применяемый при токарной обработке
Содержание
Инструмент, применяемый при токарной обработке……………………4
Инструментальные материалы…………………………………………. 8
Введение
Обработка резанием — одна из наиболее распространенных операций при изготовлении деталей из конструкционных материалов. В настоящее время до 80% деталей машин, аппаратов и приборов изготовляется методом снятия стружки. Большое разнообразие конструкционных материалов, применяемых в машиностроении, а также высокие требования к точности и качеству обрабатываемых поверхностей ставят перед технологами проблемы изыскания методов и средств наиболее производительной и экономически целесообразной обработки резанием.
Токарная обработка является одной из разновидностей обработки металлорезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Инструмент, применяемый при токарной обработке
Резцы. Основными инструментами при токарной обработке являются резцы. В зависимости от характера обработки резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя. По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис. 1, а), отогнутые (рис.1, б), и оттянутые (рис.1, в). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части.

Рисунок 1. Разновидности токарных резцов: а — прямые, б — отогнутые, в — изогнутые, г — оттянутые по отношению к оси державки резца или быть смещено вправо или влево.
По назначению токарные резцы разделяют на проходные, расточные, подрезные, отрезные, фасонные, резьбовые и канавочные (рис.2).

Рисунок 2. Типы токарных резцов: а — проходные прямые и б — проходные отогнутые, в — проходные упорные, г, д — подрезные, е — расточные проходные, ж — расточные упорные, 3 — отрезные, и —фасонные, к —резьбовые
Проходные прямые (рис.2, а) и отогнутые (рис.2, б) резцы применяют для обработки наружных поверхностей.
Для одновременной обработки цилиндрической поверхности и торцовой плоскости применяют проходные упорные резцы (рис.2, в), работающие с продольным движением подачи.
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и протачивания канавок. Они работают с поперечным движением подачи (рис.2, з).
Фасонные резцы применяют для обработки коротких фа сонных поверхностей с длиной образующей линии до 30-40 мм. Форма режущей кромки фасонного резца соответствует профилю детали. По конструкции такие резцы подразделяют на стержне вые, круглые, призматические, а по направлению движения подачи — на радиальные и тангенциальные. На токарно-винторезных станках фасонные поверхности обрабатывают, как правило, стержневыми резцами, которые закрепляют в резцедержателе станка (рис.2, и). Резьбовые резцы (рис.2, к) служат для формирования наружных внутренних резьб любого профиля: прямоугольного, треугольного, трапецеидального. Форма их режущих лезвий соответствует профилю и размерам поперечного сечения нарезаемых резьб.
По конструкции различают резцы цельные, изготовленные из одной заготовки; составные (с неразъемным соединением его частей); с припаянными пластинами; с механическим креплением пластин (рис.3).

Рисунок 3. Типы токарных резцов по конструкции: цельные (а, б) составные с припаянными (в) или с механическим креплением (г) пластинами.
Сверла. Свёрла предназначены для сверления и рассверливания орверстий диаметром до 80 мм. Различают следующие типы сверл:
1) цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные);
2) сверла для рассверливания чугуна с пластинкой из твердого сплава;
3) перовые для глубоких отверстий;
4) полые для кольцевого сверления отверстий диаметром более 60 мм.
Зенкеры. Зенкеры предназначены для окончательной обработки просверленных отверстий по 11, 12-13 квалитетам или для обработки гнезд с плоским дном под головки винтов и болтов.
Зенкеры бывают следующих типов:
1) со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава);
2) со спиральным зубом (насадные и цельные);
3)насадные, со вставными ножами, быстрорежущие;
4) насадные, оснащенные твердым сплавом;
5) для цилиндрических углублений (цельные и съемные);
6) для зачистки торцовых поверхностей (пластинчатые или со вставными ножами);
7) зенковки обратные со штифтовым замком, оснащенные пластинками твердого сплава;
8) специальные для борштанг.
Развертки. Развертки предназначены для чистовой обработки отверстий с целью получения правильной формы и точных размеров по 6-7 и 8-9 квалитетам и шероховатости поверхности по 7-8 классам.
Типы разверток следующие:
1)цельные с цилиндрическим или коничским хвостовиком;
2) насадные для сквозных и глухих отверстий;
4) специальные для оправок и борштанг.

Рисунок 4. Метчики: а — для цилиндрических резьб, б — для конических резьб
Резьбы большого диаметра нарезают сборными регилируемыми метчиками, размеры и конструкция которых не стандартизированы.
Токарная обработка металла
Токарная обработка — самая распространенная технология изготовления различных деталей и изделий, при которой с заготовок снимаются слои металла различной величины. Этот процесс выполняется на специальных станках.
В этой статье мы расскажем обо всех особенностях токарной обработки металла. Вы узнаете:
на каких станках происходит токарная обработка металла;
какие изделия изготавливают по этой технологии;
какие операции выполняются;
какие инструменты для этого используют;
какие особенности имеет токарная обработка металла;
как предупредить возникновение брака.
Обработка металла на токарных станках
Токарные станки применяют для единичного, мелкосерийного, серийного и массового производства следующих деталей и изделий.
Валы различных конфигураций.

Фотография №1: токарная обработка металла
Виды токарной обработки металла
Существуют следующие виды токарных станков.
Токарно-винторезные. Это самая распространенная группа токарных станков. На них чаще всего обрабатывают тела вращения для:

Изображение №1: основные виды токарной обработки металла
Токарно-карусельные. Эти станки используют для обработки заготовок больших диаметров.
Токарно-револьверные. Чаще всего их используют для обработки прутков, поковок и отливок.
Лоботокарные. Такие станки предназначены для обработки шкив, колес, полуфабрикатов шестеренок, фланцев, звездочек и пр.

Фотография №2: токарно-винторезный станок
Технология токарной обработки металла
Основной принцип технологии токарной обработки металла заключается в следующем. Подаваемый инструмент врезается своей режущей кромкой в поверхность заготовки. Слой металла снимается и преобразуется в стружку. Расскажем о ее видах.
Ступенчатая. Формируется при обработке заготовок из алюминиевых сплавов и сталей средней твердости на средних скоростях.
Стружка надлома. Формируется при токарной обработке материалов с невысокой пластичностью.
Элементная. Такая стружка образуется при токарной обработке твердых и маловязких металлов.
Слитая. Формируется при высокоскоростной токарной обработке заготовок из мягких материалов. К ним относятся мягкая сталь, свинец, олово, медь, сплавы на их основе, а также полимеры.

Изображение №2: виды стружки, формирующейся при токарной обработке металла
Основной инструмент для обработки металла на токарных станках
Для обработки металла на токарных станках чаще всего используют резцы. Опишем кратко самые распространенные их разновидности.
Прямые проходные токарные резцы. Применяются для обработки наружных поверхностей заготовок. Наибольшее распространение получили три размера державок.

Фотография №3: прямые проходные токарные резцы
Резьбовые токарные резцы. Эти инструменты применяют для нарезания наружных и внутренних резьб. Для выполнения операций первого типа используют прямые приспособления с копьевидными головками.

Фотография №4: резьбовой резец для нарезания наружной резьбы.
Резцы, предназначенные для нарезания внутренних резьб имеют изогнутую форму.

Фотография №5: резьбовые резцы для нарезания внутренних резьб
Отрезные токарные резцы. Их используют для получения канавок различной глубины. Головки инструментов имеют твердосплавные напайки.

Фотография №6: отрезные токарные резцы
Расточные токарные резцы. Предназначены для обработки глухих и сквозных отверстий. Инструменты этих категорий отличаются друг от друга углами наклона головок..
Фотография №7: расточные резцы, предназначенные для обработки глухих отверстий
Фотография №8: расточные резцы, предназначенные для обработки сквозных отверстий

Фотография №9: отогнутый подрезной резец
Упорные проходные токарные резцы. Их применяют для обработки ступенчатых валов и иных деталей при необходимости получения уступов на концах.

Фотография №10: упорный проходной резец
Отогнутые проходные токарные резцы. Предназначены для обработки торцевых поверхностей и снятия фасок.

Фотография №11: отогнутые проходные токарные резцы
Особенности выбора ключевых параметров токарной обработки металла
Главные параметры токарной обработки металла — это скорость вращения шпинделя и подача. Расскажем о критериях выбора режимов.
Скорость вращения шпинделя. При черновой токарной обработке металла устанавливают низкую скорость вращения шпинделя, а при чистовой — высокую.
Подача. При черновой обработке она больше, чем при чистовой.
Как предупредить возникновение брака при токарной обработке металла и устранить последствия ошибок
При токарной обработке металла могут возникать следующие виды брака.
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже.
Обточенная поверхность приобрела овальную форму.
Обработанная поверхность получилась конической.
В результате токарной обработки была изготовлена деталь с неправильными габаритами.
Часть поверхности не была обработана.
Рассмотрим вышеперечисленные виды брака в деталях.
Шероховатость полученной поверхности не отвечает требованиям, указанным в чертеже
Это происходит по следующим причинам.
Задана слишком большая подача.
Из-за износа подшипников шпинделя или неправильного крепления заготовки она сильно дрожит.
Между отдельными частями суппорта увеличился зазор.
Резец закреплен недостаточно надежно.
Инструмент имеет малый радиус закругления.
Резец плохо заточен.
Материал детали слишком вязкий.
Резец имеет неправильные геометрические параметры
Вышеперечисленные виды брака чаще всего устраняют путем снятия тонких слоев металла.
Обточенная поверхность приобрела овальную форму
Заготовка может приобрести овальную форму из-за биения шпинделя по трем причинам.
Неравномерная выработка подшипников.
Неравномерный износ шеек шпинделя.
Попадание мелкой стружки или грязи в коническое отверстие шпинделя.
Эти проблемы решаются при:
регулярных поверках станков;
своевременных ремонтах оборудования;
очистке передних центров и конических отверстий.
Обработанная поверхность получилась конической
Чаще всего это происходит при смещении заднего центра относительно переднего. Причиной данной проблемы чаще всего становится попадание мелкой стружки или грязи в заднее отверстие пиноли. Для устранения этой причины брака нужно:
правильно установить задний центр;
очистить центр и коническое отверстие пиноли;
переместить корпус задней бабки на ее плите (при необходимости).
В результате токарной обработки была изготовлена деталь с неправильными габаритами
Габариты полученной детали чаще всего не соответствуют заданным из-за:
неточной установки глубины резания;
неправильного измерения при снятии пробной стружки.
Если диаметр детали получился меньше требуемого, то брак не исправить. В кардинально противоположном случае снимают слои металла нужной толщины.
Часть поверхности не была обработана
Этот вид брака обычно возникает по следующим причинам.
Неправильные начальные размеры заготовок.
Недостаточный припуск на обработку.
Плохая правка заготовки.
Неправильная ее установка.
Неточное расположение центровых отверстий.
Смещение задних центров.
Обычно такой брак исправить не удается. Чтобы его избежать:
следите за расположением отверстий;
всегда проверяйте правильность установки задних центров;
удостоверяйтесь в том, что заготовка надежно установлена;
устанавливайте нужные величины припусков;
измеряйте заготовки перед обработкой;
тщательно их правьте пред закреплением в станках.
Охрана труда при выполнении токарных работ
При работе надевайте защитные очки и вставляйте противошумовые вкладыши.
Включайте сжатый воздух только при контакте инструментов с заготовками.
Не включайте сжатый воздух, если привод не работает.
Перед началом работы убедитесь в исправности
Используйте сжатый воздух для удаления стружки только в том случае, если этого требует технологическая документация.
Не удаляйте стружку руками и не выдувайте ее. Используйте специальные крючки и магниты.
Чтобы избежать поломки инструмента и вырыва заготовки:
При включении станка:
Не стойте на линии отлета стружки. Находиться нужно с правой стороны от суппорта.
Используйте хороший и правильно заточенный инструмент.
Все поверхности очищайте от масла и грязи.
При подготовке к токарной обработке металла удостоверьтесь в надежности крепления:
Где купить инструменты для токарной обработки металла
Резцы и иные инструменты для токарной обработки металла вы можете выгодно купить в нашем магазине. Мы продаем изготовленные по ГОСТам приспособление и предлагаем максимально выгодные условия сотрудничества. Есть вопросы – звоните.
Как правильно проводить токарную обработку?
В машиностроении доля токарных станков составляет до 70% металлорежущего оборудования. На нем изготавливаются многие детали. Токарная обработка характеризуется быстрым вращением заготовки и закрепленным неподвижно на суппорте резцом, перемещающимся вдоль или поперек оси крутящейся детали. В результате получаются детали цилиндрической и конической формы.
 Токарная обработка
Токарная обработка
Оборудование и инструмент
На токарных станках производят обработку заготовок при их вращении вокруг горизонтальной и вертикальной оси. Основной применяемый инструмент — резцы. Все токарное оборудование маркируется цифрой «1» и делится на 9 видов с учетом особенностей устройства.
Инструмент вращается с помощью специального приспособления на суппорте. На токарном станке производятся шлифовальные и фрезерные работы.
Виды токарных станков
Различают основные виды токарных станков, применяемых на производстве:
Наибольшее распространение имеют токарно-винторезные станки. На них обрабатываются длинные детали типа вала и короткие цилиндрические.
Карусельные используют для изготовления втулок, колец и других крупных деталей, у которых диаметр больше высоты.
Классификация резцов
По расположению режущей кромки и направлению движения суппорта, резцы делятся на два типа:
По форме рабочей части:
Для обработки снаружи используют виды резцов, названные по производимым им операциям:
Токарное оборудование широко применяется для обработки торцов. При этом устанавливают торцовые и отрезные резцы на суппорт. Кроме этого на задней бабке крепятся:
Существуют определенные геометрические параметры резца, которые предъявляются к клину. Режущая кромка может располагаться под углом к направлению движения и перпендикулярно. У отрезных инструментов — параллельно оси вращения.
 Токарная обработка металла
Токарная обработка металла
Внедрение ЧПУ
С появлением станков с ЧПУ значительно упростилась обработка деталей со сложными поверхностями радиальной и эвольвентной формы. Повысилась производительность при изготовлении крупных партий.
На одной установке делается несколько операций, включая фрезеровку. Оборудование может иметь 2 подвижных суппорта и несколько револьверных головок.
Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Токарная технология
При обработке на токарных станках резец, перемещаясь вдоль заготовки, врезается в ее поверхность. Режущая кромка отделяет узкую полоску металла — стружку. Ширина и толщина стружки задаются станочником.
Технология обработки позволяет изготавливать валы с большим количеством переходов и размеров. При этом все цилиндры и конусы соосны, поскольку вытачивались с одной установки. Сверловка торца и другая обработка делаются без переустановки детали. Неподвижный инструмент закреплен жестко, что позволяет в несколько раз увеличить скорость обработки.
Режущие инструменты для токарной обработки
В качестве режущего инструмента при точении используются резцы, конструкция, размеры и форма которых соответствуют выполняемой операции. Так, например, растачивание производится расточными резцами, отрезка прутков или готовых деталей – отрезными и так далее [2].
Независимо от вида резца, его режущей части присущи все элементы режущего лезвия.
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом и применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д. Элементы резца показаны на рис. 5.
 |
Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе. Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца. Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
Резцы классифицируются по направлению подачи – на правые и левые (правые резцы на токарном стане работают при подаче справа налево, т. е. перемещаются к передней бабке станка); по конструкции головки – на прямые, отогнутые и оттянутые (рис. 6).
Также резцы классифицируются по роду материала – из быстрорежущей стали, твердого сплава и т. д.; по способу изготовления – на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка – из инструментального материала, а стержень – из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически); по сечению стержня – на прямоугольные, круглые и квадратные; по виду обработки – на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. Основные виды токарных работ показаны на рис 7.
Резцы можно подразделить на три основные группы: токарные, строгальные и долбежные. Режущая часть резца имеет форму клина, заточенного под определенным углом.
По технологическому назначению различают резцы проходные (рис. 8, а – в) – для обтачивания наружных цилиндрических и конических поверхностей; подрезные (рис. 8, г) – для обтачивания плоских торцов; отрезные (рис. 8, д), лопаточные прорезные или канавочные (рис. 8, е) – для точения наружных кольцевых канавок; резьбовые (рис. 8, ж) – для нарезания резьб; фасонные (рис. 8, з) – для обработки фасонных поверхностей и т.д.; расточные – для растачивания сквозных (рис. 8, и) и глухих (рис. 8, к) отверстий; По характеру обработки различают резцы для чернового, получистового и чистового точения.

 |
2.3. Технологические приспособления для токарной обработки
Токарные патроны
На токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима (рис. 9). В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали. В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков – детали прямоугольной или несимметричной формы.


Рис. 9. Патроны, используемые на токарных станках: а) трехкулачковый самоцентрирующий; б) четырехкулачковый
|
|
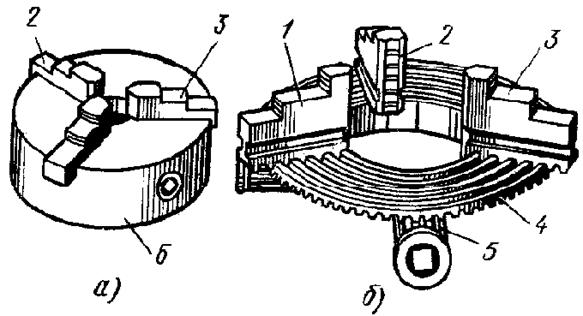
Рис. 10. Трехкулачковый самоцентрирующий патрон: а) общий вид; б) механизм привода
Кулачковые патроны могут оснащаться механизированным приводом – тяговым или встроенным. Патроны с тяговым приводом имеют зажимные элементы, связанные цельными или пустотелыми тягами с пневмо- или гидроцилиндром.
Центры. В зависимости от формы и размеров обрабатываемых деталей применяют центры различных типов (рис. 11). Угол при вершине рабочей части 1 центра (рис. 11, а) обычно равен 60 градусам. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, которые приводят к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части. Центр, показанный на рисунке (рис. 11, б), служит для установки заготовок диаметром до 4 мм. У этих заготовок вместо центровых отверстий изготовляют наружный конус с углом при вершине 60 градусов, который входит во внутренний конус центра, поэтому такой центр называется обратным. Если необходимо подрезать торец заготовки, то применяют задний срезанный центр (рис. 11, в), который устанавливают только в пиноль задней бабки. Центр со сферической рабочей частью (рис. 11, г) применяют в тех случаях, когда требуется обработать заготовку, ось которой не совпадает с осью вращения шпинделя станка. Центр с рифленой поверхностью рабочей части (рис. 11, д) используют при обработке без поводкового патрона заготовок с большим центровым отверстием. В процессе обработки передний центр вращается вместе с деталью и служит только опорой, а задний центр не вращается и поэтому (вследствие потери твердости от повышенного нагрева) интенсивно изнашивается. Для предотвращения износа рабочую часть заднего центра изготовляют из твердого сплава (рис. 11, е). При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 12). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой.

Рис. 11. Виды центров
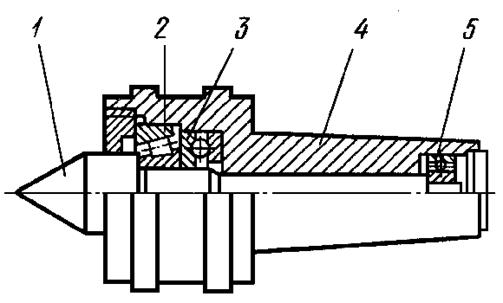
Рис. 12. Вращающийся центр
Хомутики. Передачу вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка, осуществляют с помощью хомутика, который надевают на заготовку и закрепляют винтом 1 (рис. 13, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. Более удобен в работе самозатягивающий хомутик (рис. 13, б), в котором хвостовик 2 закреплен в корпусе 5 подвижно на оси 4. Нижняя часть хвостовика 2, обращенная к заготовке, выполнена эксцентрично по отношению к оси 4 и имеет насечку. Для установки хомутика на заготовку хвостовик 2 наклоняют в сторону пружины 3, которая после установки хомутика предварительно затягивает заготовку хвостовиком. В процессе обработки палец-поводок 1 патрона производит окончательную затяжку заготовки хвостовиком пропорционально силе резания.

Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15–90 мм применяют самозажимные поводковые патроны. Заготовку устанавливают в центрах станка и поджимают пинолью задней бабки. При этом центр патрона, смещаясь, сжимает пружины до тех пор, пока заготовка своим торцом не нажмет на цангу, которая жестко закрепляет центр. При пуске шпинделя вместе с корпусом патрона приводится во вращение кольцо, которое крепится к корпусу винтами. Кольцо пальцами поворачивает кулачки против часовой стрелки относительно осей до соприкосновения зубчатой поверхности кулачков с поверхностью заготовки. Сила зажима заготовки кулачками зависит от силы резания. Для равномерной нагрузки на кулачки кольцо, в котором закреплены оси, может перемещаться в радиальном направлении и обеспечивать самоустановку кулачков по поверхности заготовки. После остановки шпинделя деталь, вращаясь по инерции, поворачивает диском кулачки по часовой стрелке относительно осей и освобождается от крепления.
 |
Люнеты.При обработке длинномерных нежестких заготовок может возникнуть погрешность обработки, связанная с прогибами, и, как следствие, потеря геометрической точности детали. Для предотвращения указанных погрешностей используются люнеты (поддерживающие приспособления). Люнеты устанавливают на каретке станка и перемещают вместе с ней вдоль станины, непрерывно поддерживая обрабатываемую заготовку на постоянном расстоянии от инструмента или неподвижно закрепляют непосредственно на станине станка [9]. Люнеты подразделяют на универсальные и специальные. Универсальными называются люнеты с раздвижными опорными кулачками, допускающими использование люнета при обработке заготовок различных диаметров. Специальные люнеты применяют при обработке одной определенной детали или для поддержки приспособления, установленного на шпинделе станка и имеющего значительный вылет. В зависимости от служебного назначения люнеты могут иметь различную форму (рис. 15). Основными элементами люнетов являются опоры 1 и механизм привода опор 2.

Планшайбы. Для обработки деталей типа «диск» (диски турбин, компрессоров, зубчатые колеса и т.д.) в большинстве случаев используют планшайбы. Планшайба выполнена в виде круглого диска, устанавливаемого на шпиндель и снабженного необходимым количеством прихватов.
Существует ряд унифицированных переналаживаемых токарных планшайб многократного применения, отличающихся конструкцией, наружными диаметрами, количеством пазов для крепления наладок, размерами и расположением центрирующих элементов. Базовыми элементами конструкции планшайбы (рис. 16) являются фланец 1 и планшайба 2, а сменными элементами является наладка [11].
При переходе от обработки одной детали к другой конструируется соответствующая наладка, базирующаяся на отверстии диаметром 40. Возможны случаи базирования и крепления наладки непосредственно на планшайбу. Крепление наладки осуществляется винтами, а детали – Г-образными прихватами. Прихваты передвигаются в планшайбе по Т-образным пазам 3. Унифицированная планшайба с наладкой обеспечивает точность обработки деталей с биением не более 0,04 мм.
   |
Контрольные вопросы
1. Перечислите основные типы токарных станков и их назначение.
2. Какие существуют движения формообразования при работе на токарных станках?
3. Перечислите основные универсальные приспособления для токарной обработки и их назначение.
4. Какие режущие инструменты используются для работы на токарных станках?
3. Оборудование, инструменты и технологическая
оснастка для обеспечения сверлильных операций



