Протяжки и протяжные станки для обработки металла протягиванием
Протяжка – это инструмент, при помощи которого выполняется обработка металла протягиванием (одна из наиболее распространенных технологических операций по обработке металлов резанием). Такая технология применяется для деталей, используемых во многих отраслях промышленности.
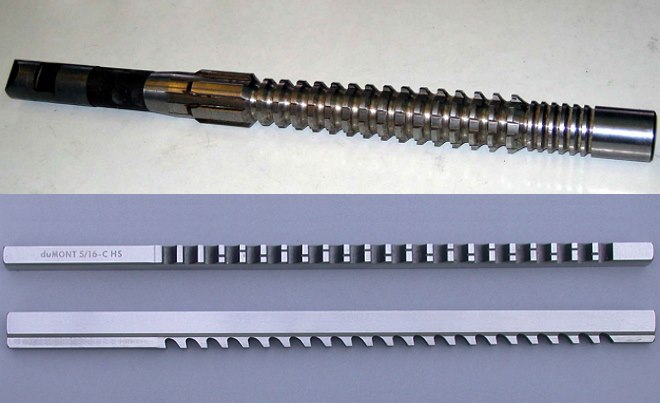
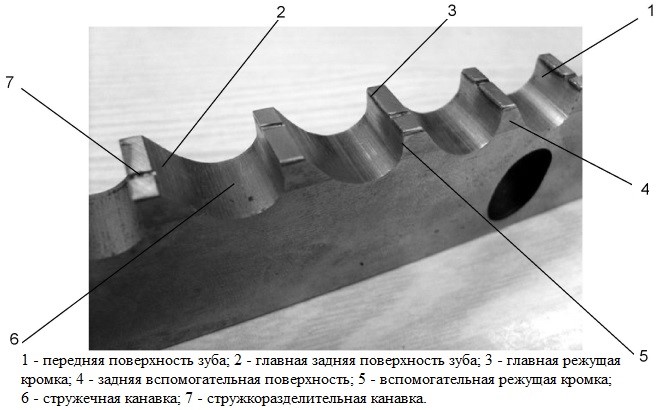
Рабочая поверхность протяжек может иметь различный профиль в зависимости от назначения и типа инструмента
Для чего необходимо протягивание
Такая технологическая операция, как протягивание, считается одним из наиболее эффективных способов обработки металлов резанием. Для ее выполнения необходимы протяжной станок и специальный инструмент, использование которого дает поверхность с шероховатостью порядка 0,32 мкм и точностью геометрических параметров, соответствующей 6 квалитету.
Инструмент, при помощи которого выполняется протяжная металлорежущая обработка, состоит из множества зубьев. Каждый из них выше другого, если измерять их высоту в плоскости, перпендикулярной направлению, в котором осуществляется основное движение резки. Оснащение протяжки множеством режущих лезвий и расположение их в определенном положении позволяют использовать всего один такой инструмент для того, чтобы снимать весь необходимый объем стружки как в процессе черновой обработки поверхности, так и при ее калибровке.

Большинство протяжных станков налаживаются под обработку однотипных деталей
Применяя протяжные станки, а также специализированный инструмент, можно обрабатывать как наружные, так и внутренние поверхности изделий различной конфигурации. При протягивании не используется движение подачи: вся обработка осуществляется за счет совершения протяжкой главного движения, которое может быть вращательным или поступательным. По похожему принципу работает инструмент для прошивания отверстий. Несмотря на всю схожесть этих технологических операций, принципиальная разница между ними заключается в том, что инструмент для прошивки работает на сжатие, а протяжка – на растяжение.
На видео ниже показан процесс обработки внутренней поверхности трубы методом протягивания.
Протягивание, если сравнивать его с другими методами обработки металлов резанием, обладает целым перечнем преимуществ, к которым следует отнести:
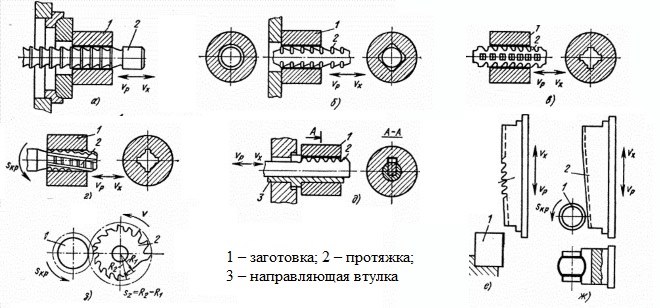
Схемы различных типов протяжки отверстий и поверхностей
Инструмент, которым оснащаются протяжные станки, изготавливается преимущественно из быстрорежущих сталей со средним уровнем легирования, отличающихся достаточно высокой стоимостью. По этой причине его применение рекомендовано для производств, выпускающих свою продукцию крупными и массовыми сериями.
Между тем использовать протяжные станки и протяжку могут и при мелкосерийном и единичном производстве изделий из металла, если их геометрические параметры стандартизированы. Не обойтись без такой технологической операции и в тех случаях, когда она является единственно возможным либо самым выгодным способом обработки.
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:
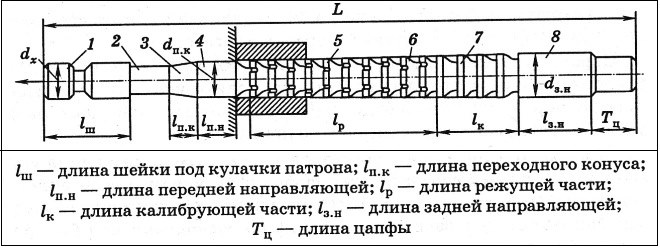
Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
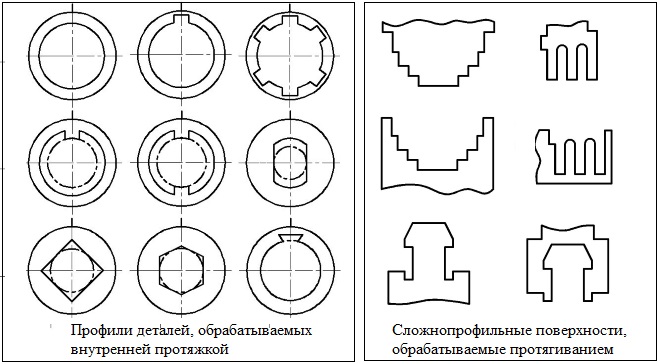
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:

Шлицевая протяжка для обработки отверстий
Несмотря на то, что для обработки внутренних поверхностей используются различные типы протяжек, конструкция этих инструментов практически идентична и включает в себя несколько составных элементов.
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).

Стандартный хвостовик шлицевой протяжки
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
Основные элементы режущей части шпоночной протяжки
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
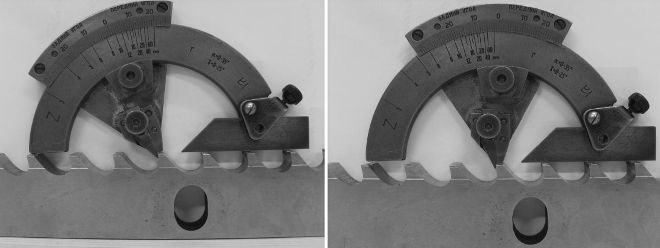
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Виды шлицевых протяжек и сферы их применения
Шлицевая протяжка, как уже говорилось выше, применяется для обработки внутренних поверхностей, на которых имеются шлицевые элементы. Такие инструменты в зависимости от количества и типа резцов, которыми они оснащены, могут быть:

Протяжка для шлицевых отверстий ЦЛ-2408-4333-8Х42Х46 изготовлена из стали Р6М5
Шлицевая протяжка в зависимости от ее типа может быть произведена по одному из следующих нормативных документов:
В отдельных случаях, когда подобрать стандартный инструмент не представляется возможным, изготовление протяжек может выполняться по специально разработанной конструкторской документации.
Используя протяжки шлицевого типа, можно эффективно выполнять следующие технологические операции:
Оборудование для протягивания
Станки для протягивания разделяются на различные типы по целому ряду параметров. Такими параметрами, в частности, являются:
Основные части протяжных станков
Наиболее распространенными типами такого оборудования являются:
Выбирая оборудование для выполнения протягивания, специалисты ориентируются на два основных параметра таких станков: развиваемую тяговую силу, величина которой может находиться в интервале 50–1000 кН, и длину хода протяжки, которую можно выбрать в диапазоне 1000–2000 мм.
Литштамп Инструмент и Оснастка
Смазочно-охлаждающие жидкости на основе масел являются наиболее распространенными в металлообработке, однако СОЖ на основе водорастворимых жидкостей также находят широкое применение – они используются из-за их превосходных свойств: охлаждения, смыва стружки, и не горючести.
Применение протяжек Изначально протяжки были разработаны для обработки внутренних шлицевых и шпоночных пазов. Однако практика показала, что протягивание является очень эффективным и для обработки других поверхностей и форм для деталей высокой точности. Так как каждая протяжка специализирована для конкретного профиля, то либо протяжка должна быть разработана под геометрию изделия, либо детали должны быть разработаны соответственно геометрии стандартных протяжек. Применение протяжки, как правило, обусловлено большим объемом изготовления деталей, так как стоимость самого производство протяжек может достигать сотен тысяч рублей и уникальных протяжек для обработки пазов турбинных лопаток до миллиона рублей.
Изначально протяжки были разработаны для обработки внутренних шлицевых и шпоночных пазов. Однако практика показала, что протягивание является очень эффективным и для обработки других поверхностей и форм для деталей высокой точности. Так как каждая протяжка специализирована для конкретного профиля, то либо протяжка должна быть разработана под геометрию изделия, либо детали должны быть разработаны соответственно геометрии стандартных протяжек. Применение протяжки, как правило, обусловлено большим объемом изготовления деталей, так как стоимость самого производство протяжек может достигать сотен тысяч рублей и уникальных протяжек для обработки пазов турбинных лопаток до миллиона рублей.
Скорость обработки поверхности протягиванием варьируется от 6 до 40 м/мин. Это приводит к сокращению полного цикла обработки до 5-30 секунд. Большая часть времени расходуется на обратный ход протяжки, заготовки и установки новой заготовки и закрепления инструмента.
Есть несколько ограничений при обработке протягиванием:
1. Длина протягивания,
2. Геометрия протягиваемой поверхности,
3. При внутреннем протягивании шлицевого отверстия, требуется предварительное отверстие,
4. Размер отверстия при внутреннем протягивании шпоночного паза.
Обычно наружный диаметр отверстия при протягивании шлицевой протяжкой или шпоночной протяжкой варьируется от 3 до 150 мм, но в отдельных случаях можно изготовить протяжку диаметром от 1,5 до 320 мм).
Длина стандартных протяжек обычно от 400 до 1600 мм. Имеется возможность производства протяжек с длиной до 2200 мм
Допуски при этом виде механической обработки, как правило ± 0,05 мм, но при высокоточной чистовой обработке допуск может быть до ± 0,01 мм.
Легче всего металлорежущие протяжки работают:
1. на нетвердых металлах: алюминий, медь, латунь, бронза,
2. на неметаллах: пластик и композиционные материалы, графит, твердая резина, дерево.
По-прежнему незаменимы протяжки при обработке эвольвентных и шлицевых отверстий, при обработке легированных и углеродистых сталей. Стойкость напрямую зависит от твердости инструмента и от твердости обрабатываемого изделия. Оптимальная твердость детали для качественного выполнения операции протягивания от 16 до 24 HRC, твердость изделия больше 35 HRC будет негативно влиять на стойкость инструмента. Протягивание твёрдых и вязких материалов как нержавеющая и жаропрочная сталь, титан сложнее, но тоже возможно. Это обеспечивается изменением передних и задних углов зубьев, а также подачей и шагом зуба.
Внутренние протяжки
Производство протяжек из монолитного материала, например Р18, Р6М5, является наиболее распространенным способом изготовления. Для металлорежущего инструмента, работающего в тяжелых условиях и подвергающегося быстрому износу, в частности протяжкам, работающим по твердым материалам, используется другая технология производства. Такой инструмент изготавливают сборным. Т.е. на корпус, выполненный в виде точного «стержня» надеваются внешние режущие элементы, которые изготавливаются серийными партиями и поэтому стоят дешевле, чем монолитные инструменты. Монолитные протяжки стоят дороже, но окупаются со временем, так как они более ресурсостойки и не требуют столь частой замены сменных режущих элементов в процессе производства.
Сборные протяжки обычно применяются в массовом производстве. Они представляют собой собранный из разных элементов инструмент: корпус, режущие лезвия и крепеж. Сборная конструкция используется, так как дешевле в изготовлении и позволяет быстрее сменить режущие элементы при смене партии деталей.
Самое массовое применение нашли шпоночные протяжки для получения паза в деталях типа втулок. Для установки ее в станке, точнее обеспечения ее непровисания, используют специальное устройство – адаптер.
Шлицевая протяжка изготавливается в основном для автомобильной промышленности. Автопром и станкопром используют их при производстве шлицевых втулок, работающих в сопряжении со шлицевым валом.
Производство Винтовых протяжек сложнее, чем простых шлицевых, т.к. они изготавливаются на станках имеющих не менее 3-х осей обработки. Такой инструмент применяется в основном для производства шестерен для коробок передач.
Эвольвентная протяжка – это вариант шлицевой, но боковые поверхности шлицов которой выполнены по эвольвентному профилю – специальной кривой линии. Наше предприятие выпускает их по ГОСТ, DIN, а также по чертежам заказчика.
Типы и особенности приспособлений для протягивания
Метод протягивания различных по форме внутренних и наружных поверхностей занимает самое широкое распространение в изготовлении крупных партий и массовой обработке деталей. При протягивании внутренних поверхностей обрабатываемая деталь, зачастую, не закрепляется на станке, а при наружном протягивании крепление детали должно быть в обязательном порядке. При наружном протягивании возникает сильный поворотный момент и сдвигающая сила, которые надлежит восполнить надежным закреплением детали.
Механизм приспособления для протягивания бывают стационарные, передвижные и поворотные. Протягивание внутренних поверхностей часто осуществляется при помощи горизонтально-протяжных станков. На рис. 1 показано механизм приспособления для протягивания шпоночного паза 7 в зубчатом колесе 2. Положение этого паза должно быть согласовано с положением зубьев малого венца колеса, что вызывает необходимость устанавливать обрабатываемые детали относительно протяжки в определенном положении. В этой конструкции – это требование обеспечивается применением подвижной призмы 3, которая «улавливает» один из зубьев малого венца обрабатываемого колеса и тем ориентирует колесо относительно протяжки, положение которой зафиксировано выполненной по размерам протяжки выемкой 6 в пальце 1, укрепленном неподвижно в кронштейне станка.

Для снятия со станка обработанной детали призма 3 слегка приподнимается поворотом гайки 4 при помощи рукоятки 5. Сменная пластина 8 применяется для обеспечения обработки паза за два прохода и для компенсации уменьшения высоты протяжки при ее износе или при переточке.
Для производства спиральных пазов необходима протяжка с зубьями, расположенными спиралевидно. Угол спирали зубьев протяжки исполняется того же размера, что и детали. Обработка выполняется без использования направляющего пальца. Деталь специально направляется цилиндрическим хвостовиком самой протяжки. Чтобы получить спиральный паз при осевом перемещении, необходимо вращать протяжку либо обрабатываемую деталь.
Соединение протяжки со станком обязательно должно быть крепким и функциональным, так как протяжку снимают после каждого прохода. В патронах, изредка, протяжка автоматически защелкивается и под конец рабочего хода освобождается. В патроне (рис. 2, а) под действием пружины 2, упирающейся в неподвижную гайку 1, стакан 3, свободно перемещающийся по корпусу 6, перекрывает отверстия корпуса, в которых расположены кулачки 7, связывающие конец протяжки 4 с этим корпусом. В конце холостого хода стакан 3 встречает неподвижный упор 5 и останавливается. При дальнейшем движении протяжки кулачки 7 попадают в кольцевую выточку корпуса 6, и протяжка в результате скошенной поверхности своей кольцевой проточки при небольшой силе может быть свободно вынута.

В многосерийном и массовом производстве при отделке наружных поверхностей деталей применяется именно протягивание. При таком методе КПД труда повышается в 3-8 раз в сравнении с фрезерной обработкой. Этот способ гарантирует высокую точность обработки (до 0,025 мм) и высокий класс чистоты обработки поверхности. При этом методе обрабатываемую деталь необходимо надежно закреплять при помощи ручных, пневматических и гидравлических зажимных механизмов.
В целях сокращения времени используют поворотные многопозиционные столы, на которых очередная обрабатываемая деталь крепится вне места обработки, а обработанная заготовка может сниматься без открепления зажима.

Крепление шатуна производится системой рычагов 3, 4, 6 и 7, приводимых в действие штоком 8 пневматического цилиндра 9. Ввиду того, что шарнирная ось 5 перемещается по вертикали, цилиндр выполнен качающимся около оси 10. Так как машинное время при протягивании невелико, в ряде обстоятельств автоматизация механизма приспособления приносит большую экономию во времени.
Функция механизм приспособления, изображенного на рис. 4, чистовая обработка косых пазов на наружной цилиндрической поверхности тонкостенного кольца 9 значительного диаметра. Посему деталь центрирована и выставлена с помощью упругой мембраны 10. Зажимное устройство приводится в действие вращением червяка 11 посредством электро-или пневмодрели или вручную.

Поворот планшайбы 8 с обрабатываемой деталью выполняется автоматически при помощи так называемого «шагающего» делительного устройства, состоящего из двух зубчатых клиньев 19 и 22, сблокированных валиком 21, и кольца 23 (см. рис. 5).
Для автоматизации двустороннего поворота валика 21 использовано движение стола станка 20, происходящее после каждого хода инструмента. Для этого случая на стационарной опоре стола 1 закреплена рейка 2, с которой валик 7 объединено при помощи зубчатых колес 3, 5, 6. Чтобы избежать поломки в конце поворота применена храповая подпружиненная муфта 4. Отсюда следует, что за один обоесторонний холостой ход стола станка обрабатываемая деталь проворачивается на целый шаг.

Для предотвращения вибраций всей системы при обработке поворотная планшайба 8 автоматически прижимается к корпусу 17 при помощи гидропластмассы 18. Сжатие гидропластмассы происходит при помощи винта 12, приводящегося в действие при движении приспособления относительно неподвижной рейки 16. Для связи валика 12 с колесом 13 применена подпружиненная храповая муфта, одна половина которой выполнена за одно целое с колесом 13, а вторая 15 — отдельно. Колесо-полумуфта 13 свободно надето на винт 12 и находится в зацеплении с рейкой 16. Полумуфта 15 соединена с винтом 12 при помощи шпонки. Пружина 14 обеспечивает совместную работу делительного и зажимного механизмов и предохраняет их от поломки.

Подобно рассмотренной выше возможности одновременной обработки зубьев колес на зубодолбежных станках, возможно одновременное протягивание зубьев на протяжных станках с используя специальные кольцевые протяжки по схеме, сходна схеме, показанной на рис. 7. В отличие от обычного протягивания в этом случае протяжка 1 (рис. 6) неподвижна, а обрабатываемая деталь 2 перемещается, внутри протяжки вдоль ее оси.
ОСОБЕННОСТИ КОНСТРУКЦИЙ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
Разновидности и конструкция протяжек
Протяжки классифицируются по целому ряду параметров. Выделяют следующие виды протяжек:

Значимые элементы круглой протяжки
Различные типы протяжек выделяют и по их основному назначению, причем такую классификацию можно назвать одной из самых важных. Так, в зависимости от данного параметра различают протяжки для наружных и внутренних поверхностей. При помощи инструмента, предназначенного для выполнения наружных работ, можно выполнять обработку поверхностей различной конфигурации (шестерни, профили елочного типа, пазы, в том числе и Т-образного типа, цилиндрические валы, канавки различной формы, в том числе и «ласточкин хвост», шлицевые валы и др.).
Протяжкой могут обрабатываться поверхности различного профиля
Обработка протягиванием отверстий является более распространенной технологической операцией, чем обработка протягиванием наружных поверхностей. Используя протяжной станок и протяжку, можно обрабатывать внутренние поверхности следующих типов:
Шлицевая протяжка для обработки отверстий
Несмотря на то, что для обработки внутренних поверхностей используются различные типы протяжек, конструкция этих инструментов практически идентична и включает в себя несколько составных элементов.
Передняя часть
Это направляющий элемент. Перед обработкой деталь фиксируется именно на передней части инструмента, которая затем плавно передает обрабатываемую поверхность на режущие кромки протяжки. Номинальное сечение передней части инструмента и размер обрабатываемого отверстия должны совпадать, а выбор степени посадки осуществляется с учетом требуемой величины зазора между протяжкой и стенками отверстия.
При помощи этого элемента протяжку фиксируют в патроне используемого оборудования. Для протяжек как круглого, так и плоского типа размеры хвостовиков строго оговариваются положениями соответствующих нормативных документов (ГОСТы 4043-70 и 4044-70).
Стандартный хвостовик шлицевой протяжки
Режущая часть
Данный элемент протяжки состоит из множества зубьев и отвечает за снятие с обрабатываемой поверхности требуемого припуска. Геометрические параметры режущих зубьев протяжки, начиная от ее передней части и заканчивая задней, постепенно изменяются. Так, передний зуб имеет форму и размеры отверстия, которое предстоит обрабатывать, а задний режущий элемент отличается геометрическими параметрами, соответствующими характеристикам уже готового отверстия. За счет того, что высота зубьев протяжки постепенно увеличивается к ее задней части, при выполнении обработки отсутствует движение подачи, при этом припуск с обрабатываемой поверхности эффективно снимается.
Основные элементы режущей части шпоночной протяжки
Опорная цапфа
Этим элементом оснащаются длинные и тяжелые протяжки для того, чтобы обеспечить их поддержку при помощи люнета.
Задняя направляющая часть
Данная часть протяжки необходима для того, чтобы обрабатываемую деталь не перекосило при выходе из ее отверстия последнего режущего зуба.
Этот элемент характеризуется меньшим количеством зубьев, чем режущая часть протяжки. Форма и размеры зубьев, расположенных на калибрующей части, полностью идентичны аналогичным параметрам готового отверстия.
С целью выявления погрешностей параметры протяжек периодически контролируются. На фото показана проверка переднего и заднего углов шпоночной протяжки
Средства оснащения
Оборудование
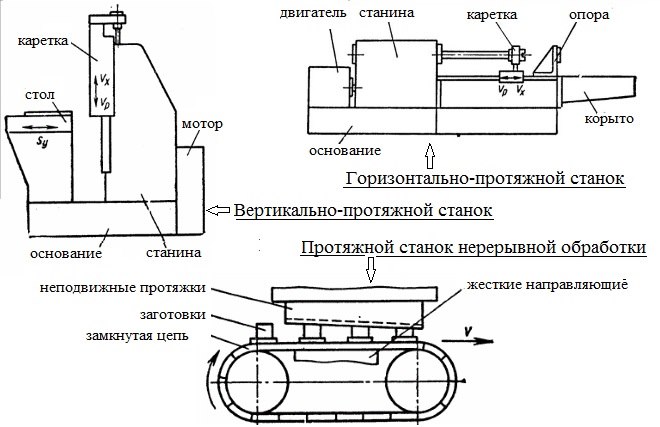
Для выполнения протягивания применяется следующее оборудование:
Оснастка
Приспособления
Инструменты
Протяжка для выполнения внутреннего шпоночного паза отверстия
Различные протяжки
Протягивание осуществляется с помощью протяжек, прошивание — с помощью прошивок. Причем для выполнения протягивания эти инструменты должны быть спроектированы для резания при поступательном главном движении.
Некоторые протяжки и прошивки, согласно определению протягивания, не могут для него использоваться. В частности, к ним следует отнести круговые и винтовые протяжки (они служат для выполнения кругового и винтового протягивания соответственно), а также комбинированные протяжки (прошивки), имеющие зубья, предназначенные для выполнения поверхностного пластического деформирования (такие протяжки выполняют комбинированную обработку). Дорны также не используются для протягивания, поскольку выполняют дорнование.
Применение протягивания
Протягивание применяется в крупносерийном и массовом производстве металлоизделий. Протяжки различных конструкций — наружные, внутренние и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки). Протягивание применяют для следующих операций:
В мелкосерийном и единичном производстве (напр. при обработке шлицевых и шпоночных канавок в отверстиях шкивов, втулок, шестерен и др.) как альтернативу протягиванию применяют долбление.
Работа на протяжных станках
На протяжных станках (внутренних и наружных) могут использоваться в отдельных случаях общие для других металлорежущих станков универсальные приспособления. К этим приспособлениям можно отнести прижимные планки, машинные тиски (у наружных протяжных станков).
Однако для основных работ на внутрипротяжных станках применяют для упора заготовок кронштейн станка или дополнительную прокладку к нему, а для работы на наружнопротяжных станках — специальные приспособления.
Типы вспомогательного инструмента зависят от вида замковой части протяжек. Например, цилиндрический замок с продольным окном стопорится чекой (клином), цилиндрический замок с боковыми срезами — скобой, плоский замок — поперечной шпонкой.
Работы, выполняемые на протяжных станках. Протягивание внутренних и наружных поверхностей получило широкое применение на заводах крупносерийного и массового производства благодаря высокой производительности и точности обработки. Протягивание, как правило, исключает возможность брака по размерам и чистоте обработанных поверхностей.
Протягивание применяют для обработки симметричных и асимметричных сквозных отверстий различных форм (рис. 356, а
), сквозных пазов и полуоткрытых отверстий (
рис. 356, б
), наружных поверхностей: плоскостных, канавок, фасонных (
рис. 356, в
), тел вращения (
рис. 356, г
).
Типы поверхностей, обрабатываемых протягиванием: О. П. — обрабатываемые поверхности.
Предварительная подготовка заготовок. Отверстия под протяжку обычно предварительно сверлят или растачивают. Наружные поверхности обрабатывают протяжками в черном виде без предварительной обработки. Профильная схема протягивания плоскости предусматривает предварительную обработку этой плоскости на строгальном станке.
Конструктивные особенности протяжек и заготовок. В результате наличия у протяжек режущих и калибрующих зубьев они выполняют одновременно и черновую, и чистовую обработку. Длина протягиваемых отверстий l не должна превышать трехкратной величины диаметра отверстия D, т. е. L = 3 ּ D и менее.
Диаметр протяжек для отверстий колеблется от 3 до 300 мм.
Протягивание отверстий. Предварительно полученное исходное отверстие далее обрабатывают протяжкой. Порченные протягиванием отверстия показаны на рис. 357
. Пример обработки шпоночной канавки дан на
рис. 358, а
. Направляющая втулка одним концом входит в кронштейн, второй ее конец входит в отверстие заготовок. Вдоль втулки сделана прорезь, в которой скользит протяжка. Таким образом, одношпоночная протяжка получает надежное направление при работе, что обеспечивает хорошее качество работы и высокую точность обработки.
Различные формы отверстий, получаемые протягиванием.
Если у заготовки один торец не обработан, то при протягивании заготовку необработанным торцом устанавливают на сферическую подкладку (рис. 358, б
). Под действием силы резания заготовка поворачивается на сферической подкладке и устанавливается по протяжке. Обработанный торец предохраняет зубья протяжки от действия окалины.
Протягивание отверстий: а — шпоночной канавки; б — круглого отверстия: 1 — протяжка; 2 — заготовка; 3 — направляющая втулка; 4 — упорный кронштейн станины станка; 5 — сферическая подкладка; 6 — втулка-седло под сферическую подкладку 5.
Наружное протягивание. Протягивание вертикальных плоскостей или поверхности фигурного профиля показано на рис. 359, а
. Здесь наружная протяжка 1 обрабатывает заготовку 2, закрепленную в приспособлении 3. На
рис. 359, б
приведен пример обработки горизонтальной плоскости наружной протяжкой. Здесь в работе одновременно участвуют несколько зубцов, протяжка движется со скоростью резания V м/мин, подача на зуб Sz есть одновременно толщина срезаемого слоя а мм и глубина резания t мм, т. е. t = а = Sz мм/зуб.
Протягивание наружных поверхностей: а, б — плоскостей (вертикальной и горизонтальной); в, г — поверхностей (плоских и фигурных) на наружнопротяжных станках непрерывного действия (с транспортером или круглым столом); д, е — тел вращения (плоской и улиточной протяжкой).
Общий припуск А срезается за один проход протяжки, чем и объясняется высокая производительность процесса протяги вания. Этот припуск А срезают протяжкой, у которой на режущей части изготовлено А/Sz зубцов.
Два принципа работы наружнопротяжных станков непрерывного действия показаны на рис. 359, в и г
. В первом случае наружная протяжка 1 неподвижна, а обрабатываемые детали 2, установленные в приспособлении 3 на транспортере 4, перемещаются под протяжкой, осуществляя этим главное движение. Во втором случае наружная протяжка 1 также неподвижна, а обрабатываемыe детали 4, установленные в приспособлениях 2 на круглом столе 3, вращаются вместе со столом. Установка и снятие происходит на ходу станка.
При протягивании тел вращения плоскими протяжками (рис. 359, д
) заготовке сообщается главное вращательное движение, а протяжка совершает поступательное движение по направлению касательной к заготовке.
На рис. 359, е показан принцип обработки тел вращения улиточной протяжкой. Эту протяжку можно рассматривать как обычную плоскую протяжку для наружного протягивания, навернутую на цилиндр.
Для осуществления процесса наружного протягивания улиточными протяжками заготовка получает быстрое главное вращательное движение со скоростью резания V м/мин, а протяжка — медленное вращательное движение подачи Sк. Кроме того, радиальная подача Sz осуществляется за счет превышения одного зубца над другим на величину
Схема работы плоской протяжкой по профильной схеме представлена на рис. 360
, а. Зубья протяжки изготовляются с наклоном под углом ω = 10 — 20°, облегчающим процесс протягиваня. Режущие зубья снабжены канавками, которые располагаются в шахматном порядке и служат для дробления стружки на части.Заготовки, полученные после штамповки и ковки, обрабатывают протяжками прогрессивного типа (рис. 360, б). У такой протяжки нет превышения Sz между зубцами, но она устанавливается несколько наклонно к вертикали, под углом φ. В этом случае Sz = tр ּ sin φ мм, где tр — шаг между зубцами протяжки.
Работа плоскими протяжками: а — по профильной схеме: 1 — протяжка; 2 — заготовка; б — по прогрессивной схеме: 1— плита; 2 — заготовка; 3 — вторая рабочая секция протяжки; 4 — первая рабочая секция протяжки.



