Статьи
Первые две статьи этой серии были посвящены вопросам конструирования печатных плат (ПП) с помощью серии стандартов IPC-2220 и стандарта IPC-7351B, выбору базовых материалов ПП с помощью стандарта IPC-4101C, а также серии стандартов по оценке параметров и характеристикам ПП IPC-6010, помогающих установить общие требования и ответственность поставщиков и потребителей печатных плат. В третьей статье мы рассмотрим некоторые дефекты, которые могут образоваться на печатных платах, если у поставщика нет процедур и производственных возможностей для контроля входящих данных о конструкции, изготовлении ПП и проведении необходимых испытаний для обеспечения качества поставляемых печатных плат и требований к ним в соответствии со стандартом IPC-A-600H.
Печатная плата — самый важный элемент электронного изделия
Ассоциация IPC была создана 6 компаниями — поставщиками печатных плат в 1957 году в Чикаго, и основной предпосылкой для этого послужила необходимость разработки стандартов для повышения качества и надежности печатных плат. Сегодня печатные платы — это не кусок пластика с несколькими медными проводниками. Часто они представляют собой очень сложные изделия, которые определяют, выйдет ли устройство из строя сразу же, проработает некоторое время или прослужит долгие годы в заданных условиях эксплуатации.
Если поставщик ПП не проверяет входящие данные Gerber, не применяет заданные базовые материалы, не имеет процедур для механических, химических, оптических и электрических испытаний, могут возникнуть дефекты, показанные на рис. 1–6.
На рис. 1 показано, как выглядит переходное отверстие с площадкой, когда оно создается в программе трассировки САПР. Отверстие выглядит идеально, однако это всего лишь теоретический этап.
 Рис. 1. Внешний вид переходного отверстия с площадкой, когда оно создается в программе трассировки САПР |  Рис. 2. Внешний вид отверстия после выполнения сверловки |
После выполнения сверловки отверстие может выглядеть, как на рис. 1, только при большом везении. Наиболее вероятно, что просверленное отверстие окажется расположенным, как показано на рис. 2. При этом образуется слабое место в области соединения проводника и площадки.
Проходя весь производственный цикл, многослойная плата несколько раз подвергается нагреву. Одни из самых слабых мест конструкции ПП — соединения переходных отверстий с внутренними слоями (рис. 3).
На рис. 5 можно видеть трещину металлизации на кромке металлизированного отверстия.

Рис. 3. Слабое место конструкции ПП
— соединения переходных отверстий с внутренними слоями
Рис. 4. Трещина в металлизации отверстия
Разброс значений КТР (коэффициента температурного расширения) в большой степени зависит от того, из какого базового материала изготовлена ПП (стандарт IPC-4101C). Если плата подвергается множеству циклов изменения температуры, а базовый материал обладает большим КТР, возникает трещина в металлизации отверстия (рис. 4), подобная той, что показана на рис. 3.
 Рис. 5. Трещина металлизации на кромке металлизированного отверстия |  Рис. 6. Пример, когда паяльная маска близка к тому, чтобы закрыть часть площадки BGA |
Электротестирование до нанесения финишного покрытия способно идентифицировать этот дефект как разрыв. В приведенном примере финишное покрытие было выполнено до электротестирования, плата его успешно прошла и была отгружена как качественная.
При расширении применения компонентов с матричным расположением выводов и масштаба кристалла (BGA и CSP) со все меньшим шагом выводов совмещение паяльной маски становится сложной задачей (рис. 6). В приведенном выше примере паяльная маска близка к тому, чтобы закрыть часть площадки BGA, что может привести к проблемам пайки шариковых выводов из-за неплотного прилегания трафарета и «вычерпывания» паяльной пасты.
Критерии приемки печатных плат в соответствии со стандартом IPC-A-600H-2010
Этот стандарт IPC описывает предпочтительные, допустимые и недопустимые явления, которые можно заметить на поверхности или внутри печатной платы. Примеры таких явлений показаны на рис. 1–5. Стандарт представляет визуальную интерпретацию минимальных требований, изложенных в различных стандартах по печатным платам, таких как серия IPC-6010 и стандарт J-STD-003B. Цель приведенных в стандарте наглядных иллюстраций — дать изображение для определенных критериев, относящихся к требованиям действующих стандартов IPC. Чтобы можно было корректно использовать этот стандарт и содержащиеся в нем сведения, печатная плата должна отвечать конструкторским требованиям подходящего стандарта серии IPC-2220 [1] и требованиям к параметрам ПП подходящего стандарта серии IPC-6010 [2]. Если печатная плата не отвечает данным или эквивалентным требованиям, критерии приемки должны основываться на договоренности между пользователем и поставщиком.
Примеры, представляющие собой лишь малую часть содержания стандарта IPC-A-600H:
Что допустимо, а что нет?
Бoльшая часть рисунков и фотографий, включенных в стандарт IPC-A-600H, отражает три уровня качества для каждой определенной характеристики, а именно: желаемое состояние, допустимое состояние и недопустимое состояние. Текст, сопровождающий каждый уровень, устанавливает «критерий приемки» для каждого класса изделия. Обратите внимание, что выбор класса IPC, 1-го, 2-го или 3-го, может быть осуществлен в рамках обсуждений между потребителем и поставщиком.
На рис. 7 показано, насколько важным является расположение просверленного отверстия и что считается допустимым для различных классов IPC. Вывод, сделанный на основе рис. 1 и 2, заключается в том, что эти САПР должны быть подготовлены так, чтобы производитель ПП мог выполнить требования IPC.
Стандарт IPC-A-600H содержит правила, касающиеся всех типовых дефектов печатных плат, как это показано на рис. 7–11.
Желаемое состояние — классы 1, 2, 3:
отверстия находятся по центру площадок. 
Допустимо — класс 3:
Рис. 7. Расположение просверленного отверстия и что считается допустимым для различных классов IPC
Тренинги и сертификация IPC по стандарту IPC-A-600H
Если ваша деятельность связана с качеством изготовления печатных плат, вы знаете, что печатные платы влияют почти на всю электронику в мире. В течение многих лет документы IPC-A-600 «Критерии приемки печатных плат» и IPC-6012 «Оценка параметров и характеристики жестких печатных плат» устанавливали стандарт качества и надежности печатных плат. Программа по обучению и сертификации по стандарту IPC-A-600 помогает представителям всех сегментов отрасли коммутации в электронике лучше понимать вопросы качества ПП, существенно повышает уровень взаимопонимания между производителями ПП, их поставщиками и заказчиками и предоставляет профессионалам отрасли ценный сертификат, а также обеспечивает признание их компаний.
Допустимо — класс 1:
трещина допустима только с одной стороны фольги и не проходит по всей толщине фольги. 
Рис. 8. Трещина в фольге при определенных условиях может допускаться для класса 1, но не для классов 2 и 3 (сравните с рис. 3)
дефект не соответствует приведенному выше критерию или выходит за его допустимые рамки.

Рис. 9. Согласно IPC-A-600H трещина в металлизации стенки не допускается для всех классов (сравните с рис. 4)
Рис. 10. Дефект этого типа недопустим для всех классов (сравните с рис. 5)
Желаемое состояние — классы 1, 2, 3:
паяльная маска расположена концентрически вокруг медной площадки с зазором. 
Рис. 11. Сравните с рис. 6: различие очевидно
Кому нужны тренинги по стандарту IPC-A-600H?
Знание критериев приемки крайне важно для понимания причин недопустимых состояний, проистекающих из производственного процесса. Программа обучения и сертификации по стандарту IPC-A-600 открывает важную взаимосвязь между стандартами IPC-A-600 и IPC-6012. Эта программа указывает потребителям печатных плат на то, что данная компания серьезно относится к непрерывному повышению качества продукции. До недавнего времени не существовало настолько широко признанного промышленностью и имеющего высокий технический уровень тренинга для всех, кто вовлечен в производство печатных плат.
Компаниям — сборщикам электроники
Никому не хочется устанавливать множество дорогих компонентов на дефектную плату. Тре-нинг и сертификация по стандарту IPC-A-600 предоставляет компаниям — сборщикам электроники информацию, как лучше организовать входной контроль. Знание допустимых состояний означает, что платы не будут браковаться без необходимости. Знание недопустимых состояний ограждает сборщика от монтажа дорогих компонентов на бракованные платы. Сертифицированные тренеры IPC, работающие в области сборки электроники, могут обеспечить более продуктивные взаимоотношения с поставщиками ПП.
OEM-компаниям и поставщикам материалов и оборудования
Всем, кто участвует в цепочке поставок или разработке технических требований к печатным платам, необходимо понимание критериев стандартов IPC-A-600 и IPC-6012. OEM-компании, как и компании-сборщики, выполняют входной контроль и вкладывают большие деньги в печатные платы. Конструкторы могут познакомиться с основными требованиями к качеству плат для изделий всех классов. Поставщики оборудования и материалов вместе с OEM-компаниями улучшат свои возможности по распознаванию недопустимых состояний.
В чем польза от стандарта IPC-A-600H, а также тренингов и сертификации?
Те, кто заинтересован в обеспечении качества в рамках всей компании, получают разработанную, принятую промышленностью и реализованную IPC программу для поддержки своего намерения постоянно улучшать работу и повышать качество продукции. Известность ассоциации IPC убеждает потребителей в том, что ваша компания имеет серьезные намерения, если она применяет стандарт IPC-A-600H и проходит обучение по нему.
Если компании, задействованные в цепочке производства электронной аппаратуры, следуют идеям, приведенным в этих трех статьях, у вас в руках — очень хорошая печатная плата, и мы можем перейти к следующему шагу: монтажу и пайке компонентов, о чем пойдет речь в четвертой статье цикла.
Литература
(c) «Производственная компания Альтоника» 2010-2021
NCAB: опыт применения стандарта IPC class 3 при производстве печатных плат специального назначения
В статье рассматривается опыт применения стандарта IPC при производстве плат специального назначения, а также факторы, существенно влияющие на стоимость таких плат.
Наша компания всегда очень серьезно относилась к вопросам стандартизации. Это касается и технологических, и бизнес-процессов, и, конечно же, нашей продукции — печатных плат. До недавнего времени основным стандартом на нашем рынке был ГОСТ 23751-86. Но не секрет, что этот стандарт морально устарел в силу того, что со времени его издания технологии и требования к печатным платам существенно изменились. Тем не менее, ГОСТы актуальны и сегодня. Особенно для таких «консервативных» отраслей рынка электроники как военная техника, а также всевозможная техника «специального назначения». Еще в 2002 году мы начали применять в своей работе наряду со стандартами ГОСТ европейский стандарт PERFAG, который очень похож по требованиям на наш ГОСТ, но более современный, поскольку отражал на тот момент новые технологии в области печатных плат.
Высокая динамика развития как рынка, так и нашей компании, заставила нас продолжить работу в области стандартов. Наше внимание привлек стандарты IPC, которые стали в последние годы очень популярными во всем мире. Это «живые» стандарты, которые учитывают мировой опыт в области электроники. Поэтому в 2007 году наша компания одной из первых в России стала членом организации IPC.
Поскольку платы для изделий «специального назначения» составляют значительный сектор производства нашей компании, одной из приоритетных задач в области освоения стандартов IPC стало их применение к этим самым платам с приставкой «спец». Как известно, ГОСТ предлагает разработчикам изделий четыре класса жесткости. Эти классы соответствуют «жесткости» условий эксплуатации. Стандарт IPC также предлагает классификацию по требованиям к надежности изделий. Таких классов всего три. Причем третий класс соответствует требованиям наивысшей надежности функционирования.
Области применения третьего класса:
– медицинское оборудование;
– системы жизнеобеспечения;
– военная техника;
– бортовое оборудование.
То есть, платы, изготовленные по стандарту IPC class 3, применяются в тех случаях, когда требуется:
– высокая надежность изделия;
– длительный срок службы изделия;
– простой оборудования недопустим.
Теперь давайте разберемся, за счет чего можно достигать наивысшего класса надежности. Требования стандарта можно разделить на 3 основные части:
1. Проектирование и технологические возможности;
2. Управление технологическим процессом;
3. Контроль качества.
Рассмотрим эти требования на примере всего лишь одного элемента печатной платы — сквозного переходного отверстия.
Минимальный гарантийный ободок — это расстояние от внутренней поверхности стенки металлизированного отверстия до внешнего края контактной площадки наружного слоя (см. рис. 1). Согласно IPC class 3:
– Допускается смещение отверстия относительно центра контактной площадки, но ободок не должен быть менее 0,050 мм (см. рис. 2);


– Допускается уменьшение ободка на внешних слоях на 20% от минимального за счет таких дефектов, как царапины, точечные протравы, несквозные следы от инструмента и шероховатости (см. рис. 2).
Как обеспечить эти требования еще в процессе проектирования? Конструктор должен выбирать диаметр сквозных отверстий и размеры площадок в соответствии с учетом технологических возможностей оборудования (биение инструмента сверлильного станка и т.п.). То есть, закладывать максимальное отклонение (биение) для обеспечения минимально допустимого гарантированного ободка.
Для изучения влияния технологического процесса на обеспечение высшего стандарта надежности рассмотрим пример с требованием IPC class 3 к качеству металлизации: минимальная толщина металлизации на стенках отверстия — 25 мкм, финишная толщина фольги на внешнем слое при базовой меди, к примеру, 35 мкм составляет 52,9 мкм (см. табл. 1).

А теперь разберемся, как стандарт трактует требования к контролю качества металлизации в переходном отверстии. На рисунке 3 приведен фрагмент стандарта IPC, демонстрирующий варианты снятия шлифов для контроля толщины металлизации. В соответствии с требованиями IPC class 3 при производстве партии четырехслойных печатных плат, состоящей из 91…150 панелей, контроль качества только гарантийных ободков на внутренних слоях потребует снятия 250 шлифов (!). Понятно, что это повлечет разрушение большого количества плат, потребует дополнительного оборудования и трудозатрат.
Из вышесказанного, можно сделать вывод, что контроль качества печатных плат, произведенных по 3-му классу, является наиболее дорогостоящей и трудоемкой частью всего процесса.
Давайте посмотрим, откуда берется такое огромное количество шлифов?!

Согласно таблице 2, определяем, сколько нужно снять шлифов в зависимости от объема партии, для чего из таблицы 3 выясним, в соответствии с каким индексом это необходимо сделать.
Таблица 2 приведена здесь частично, она описывает каждый критерий, который необходимо контролировать при помощи шлифов. Не трудно себе представить, каким огромным это количество будет, если только для контроля ободков на внутренних слоях требуется 250 шлифов.

Если сравнить в таблице 2 столбцы для 2-го и 3-го классов, то громадная разница между классами становится очевидной. Эта разница в количестве шлифов не может не отразиться и на цене печатной платы. Цена вырастает в разы.
Например, 4-слойная печатная плата для медицинской техники по 3-му классу может стоить примерно столько же, сколько 20-слойная HDI плата для видеокамеры по 2 классу (!).
А теперь о нашем опыте применения стандарта IPC class 3 на нашем же, российском, рынке. Приведу одну из самых распространенных ситуаций: заказчик предъявляет к продукции требования этого наивысшего стандарта надежности, но при этом не знает, как его проконтролировать. Другая ситуация: заказчик предъявляет указанные требования, но при этом предполагает, что стоимость плат должна остаться той же, что и аналогичные платы, произведенные по IPC class 2. Какой выход?
Мы разработали внутренний стандарт нашей организации, который уже более года применяется на рынках Европы и России. Он является в определенном смысле компромиссом, позволяющим заказчику получать высококачественные надежные платы без существенного удорожания продукции.
Во-первых, что касается требований к технологическому процессу, в нашем документе «NCAB General Requirements», который определяет требования к печатным платам, сказано, что все платы соответствуют IPC class 2, за исключением требований к переходным отверстиям и металлизации. А уже эти элементы соответствуют… IPC class 3 (!). Следовательно, «по умолчанию» заказчик получает от NCAB платы наивысшего стандарта надежности, зачастую об этом даже не подозревая.
Во-вторых, если заказчик осознанно предъявляет требования IPC class 3, то мы предлагаем на обсуждение 3 варианта внутреннего стандарта:
NCAB-1: Полный контроль качества в соответствии с требованиями IPC class 3.
Основные характеристики стандарта:
– платы полностью соответствуют любым, самым жестким, требованиям;
– ограниченное количество производств, способных обеспечить соответствие данному стандарту;
– очень высокая стоимость продукции.
NCAB-2: Контроль качества в соответствии с таблицей 3 стандартов IPC-6012, IPC-6013 или IPC-6016 с ограниченным количеством шлифов — согласно таблице 2 AQL 4.0 для 3-го класса (Кроме случая, если количество панелей менее 26. В этом случае, качество контролируется на 2 панелях из партии, количество шлифов — 2 шт. с каждой панели.). Стандарт NCAB-2 в разы снижает стоимость контрольных операций, но не снижает требования к качеству и надежности печатной платы.

Основные характеристики стандарта:
– платы полностью соответствуют основным требованиям, предъявляемым к технике «специального назначения»;
– приемлемая стоимость;
– расширенный круг производителей данного класса продукции.
NCAB-3: Количество шлифов ограничивается двумя (т.е. контролируются 2 панели из любой партии ПП, по 1 шлифу с каждой панели).
Основные характеристики стандарта:
– платы удовлетворяют специфическим потребностям заказчика;
– приемлемая стоимость;
– возможность изготовления и контроля практически на любом производстве.
Данная проблема актуальна не только для производителей техники «специального назначения», но и для российских компаний, которые выходят на европейский рынок электроники, а также для всех российских компаний, которые потребляют печатные платы импортного происхождения для своих производств.
Обратившись в нашу компанию, вы сможете воспользоваться преимуществами нашей внутренней спецификации, что позволит оптимизировать стоимость плат наивысшего стандарта надежности и качества.
IPC Class 2 VS Class 3: The Different Design Rules
As a circuit board manufacturer, designers often ask us about the difference between IPC Class 2 and Class 3. Class 1 does exist although we rarely produce boards that fall into this classification. Most of the times, even if the end-use of the product only requires Class 1, we will make it Class 2 just to ensure a better performance. This article will help you understand the different design rules for IPC Class 2 and Class 3 circuit boards.
There are four IPC classifications. Class 1 is assigned to general electric boards with a limited life and a “simple” function, such as the ones you can find in remote controls. Class 2 is for dedicated service electronic products. This means that you expect the board to have an extended life so you can place it in a television, a computer, or an air conditioner. Class 3 PCBs are tighter in tolerances as opposed to Class 1 and Class 2 boards. John Perry, Director of Printed Board Standards and Technology at IPC, explained:
“Class 3 includes products where continued high performance or performance-on-demand is critical, product downtime cannot be tolerated, end-use environment may be uncommonly harsh, and the product must function when required.”
These circuit boards are highly reliable. They are used to achieve high performances in the military or in medical, for instance. IPC-6012DS Class 3A includes space and military avionics. It is the highest class for printed circuit boards.
Class 1 – General electronic products
Class 1 boards are assigned to general electronic boards with a limited life and a simple function. This class includes most typical everyday products. The class 1 boards allow various cosmetic defects as long as it doesn’t affect the functioning of the board. The reliability of the product isn’t a critical factor in these types of boards. For instance, they can be found in TV remote controls, LED lights, kids’ toys, etc. They are the most inexpensive boards to manufacture in the industry but they come with a limited life expectancy.

Class 2 – Dedicated service electronic products
Class 2 boards have higher reliability and extended life. They follow more stringent standards than class 1 but allow some cosmetic imperfections.
Here, uninterrupted service is preferable, but not critical. The class 2 products aren’t exposed to extreme environmental conditions. The board is expected to run continuously but its operation is not extremely critical. These kinds of boards are implemented in your laptops, smartphones, tablets, communication equipment, etc.

Class 3 – High-performance electronic products
Class 3 boards must provide a continued performance or performance on demand. There can be no equipment downtime, and the end-use environment may be exceptionally harsh. High levels of inspection and testing are performed on these boards with stringent standards. This makes the class 3 boards highly reliable. This category includes critical systems such as life support systems, military equipment, electronic monitoring systems, automotive PCB, etc.

IPC 6012 Class 3/A
The IPC-6012 class 3/A is relatively a new class that includes space and military avionics. This is the highest class for printed circuits . The class 3/A boards call for very stringent manufacturing criteria since the boards should remain operational in critical conditions such as Outerspace, etc. These boards are expensive to manufacture compared to the other classes since they need to be close to perfection. They are found in aerospace, military airborne systems, and missile systems.
The major difference between all these classes is the degree of inspection. The classes define the permissible defects while manufacturing the boards.
What are the differences between Class 2 and Class 3 for assembly?
Umut Tosun, Application Technology Manager at Zestron America, explained, “The major differences between Class 2 and Class 3 are found in component placement for surface-mount components, cleanliness requirements based on residual contaminants on the assemblies, plating thicknesses as defined in plating through-hole and on the surface of PCBs.”
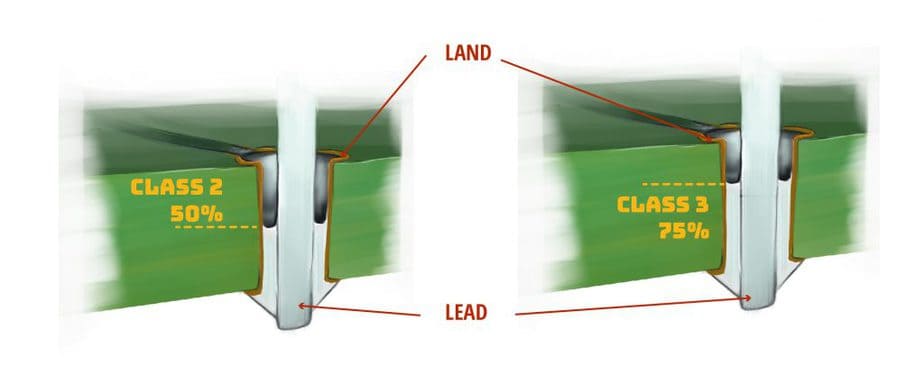
During assembly, surface-mount components might be slightly placed off pad. This is what we call a visual defect since it does not usually affect the electrical and mechanical performance. It, therefore, does not matter for Class 2 circuit boards. However, Class 3 does not accept any imperfection and this type of assembly misstep will cause the circuit board to fail the inspection.
The amount of barrel fill required for through-hole leads is 50% for Class 2 and 75% for Class 3. As it can be delicate to get the paste into small plated through-holes (PTH), Sierra’s advice is to design your PTH 15 mils over the diameter of the lead. This way, you will have 7.5 mils on each side, which will make it easier for the paste to fill the barrel.
| Factors | Class 2 | Class 3 |
|---|---|---|
| Surface-mount components | Can be slightly placed off pad. (Considered as a visual defect, doesn’t affect the electrical and mechanical performance) | Imperfections are not acceptable including visual flaws. This kind of imperfection will cause the circuit board to fail the inspection |
| Amount of barrel fill | Through-hole leads 50% | Through-hole leads 75% |
What are the differences between Class 2 and Class 3 for PCB manufacturing?
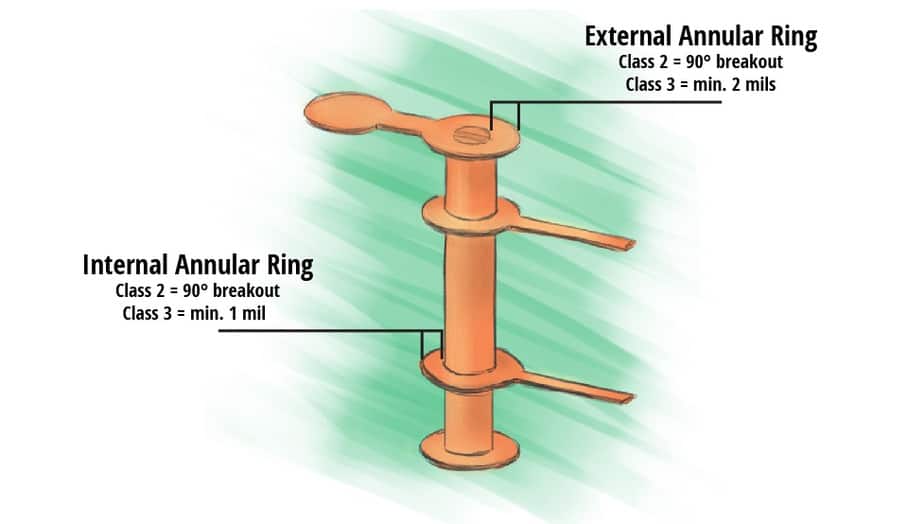
Annular ring and drill breakout
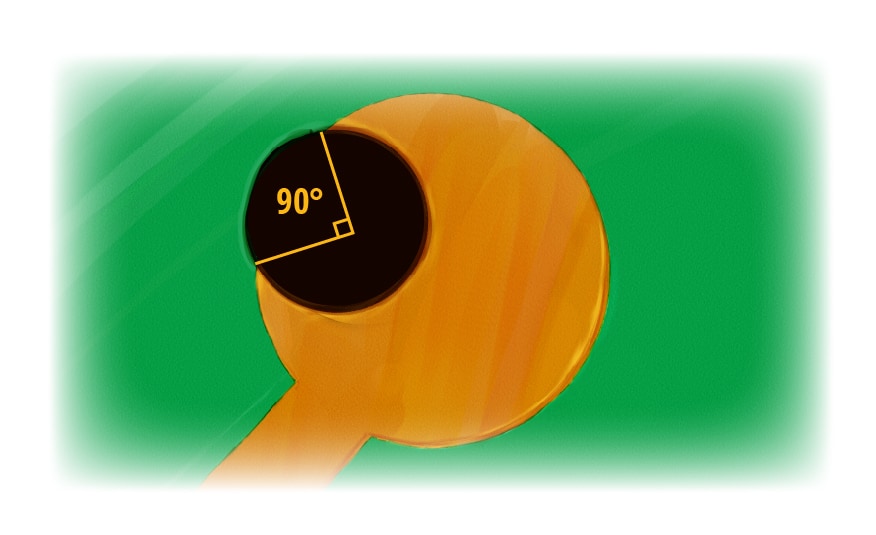
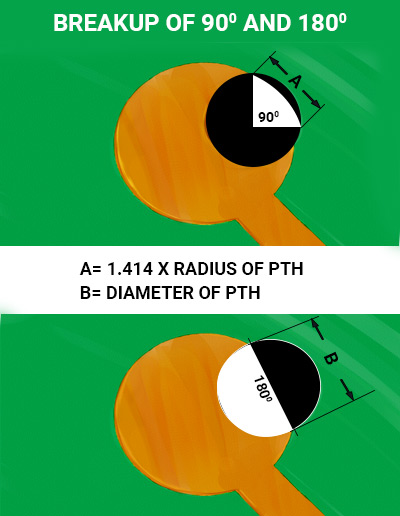
90 degrees annular breakout
Another topic Class 2 and Class 3 differ on is drill breakouts. Class 2 allows breakouts from the annular ring whereas Class 3 does not accept any lifted or fractured annular rings. Class 3 boards need to be highly reliable and when there is a breakout, it is too difficult to find out how much is really broken out and how much it really affects the connection with the pad. For Class 2, 90 degrees breakout of the hole from land is allowed provided minimum lateral spacing is maintained.
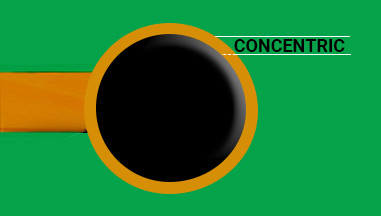
IPC Class 3 acceptable annular ring
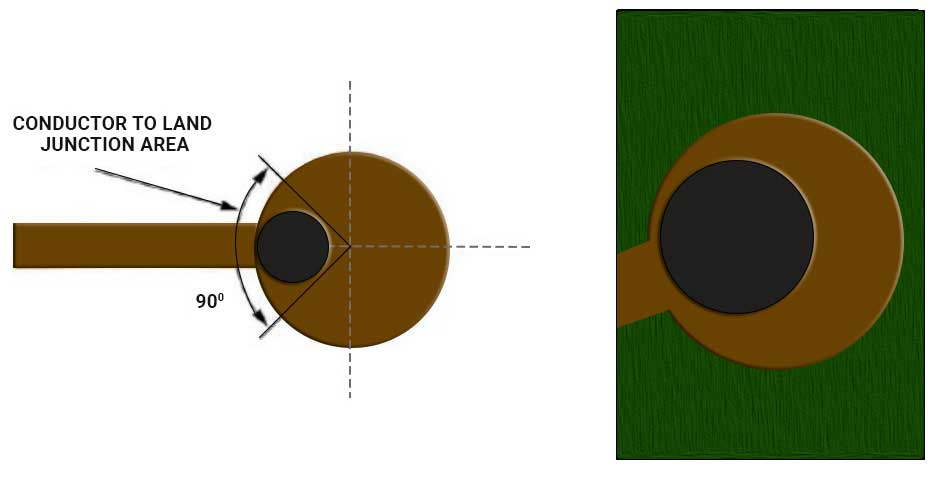
Conductor to land junction area
The conductor junction cannot be reduced by more than 20% of the minimum conductor width specified on the engineering drawing. The conductor junction should never be less than 2 mils or the minimum line width, whichever is smaller. For Class 3, the minimum internal annular ring cannot be less than 1 mil. The external annular ring cannot be less than 2 mils. It is measured from the inside of the PTH barrel to the edge of the land pad and may have a 20% reduction of the minimum annular ring in isolated areas due to defects, like pits, nicks, pinholes, or dents.
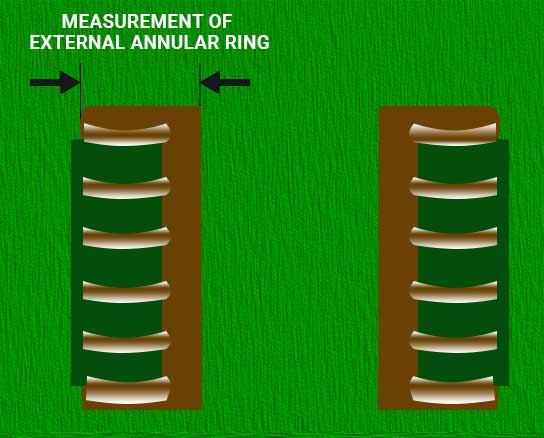
There will be a difference between the designed annular ring and the manufactured / actual annular ring. This is due to shifting in materials during the circuit board manufacturing process. To meet the Class 3 requirements, Sierra uses Pluritec machines to discover the shift in material, software to re-scale the drill locations, and vision drilling to accurately place the drills.
IPC annular ring acceptance criteria
| Feature | Class 1 | Class 2 | Class 3 |
|---|---|---|---|
| Plated-through hole | 180⁰ annular ring breakout from the land is acceptable provided the minimum lateral spacing is maintained. |
The land/conductor junction should not be reduced by more than 30% of the minimum conductor width.
The land/conductor junction should not be reduced by more than 20% of the minimum conductor width.
The conductor junction should not be less than 0.05mm or the minimum line width, whichever is smaller.
The minimum external annular ring may have a 20% reduction of the minimum annular ring.
What are the design rules for annular rings?
To achieve acceptance for Class 2 and Class 3, follow the tables below published by Altium. The first one gives the annular ring requirements for mechanically drilled blind, buried, and through holes on ½ oz copper:
IPC Class 2 Drill & Pad Diameter for 1/2 oz Copper
| Drill | Pad | Anti-Pad | PCB Thickness | Aspect Ratio |
|---|---|---|---|---|
| 0.006» | 0.016» | 0.026» | Up to 0.039» | 6.5:1 |
| 0.008» | 0.018» | 0.028» | Up to 0.062» | 7.75:1 |
| 0.010» | 0.020» | 0.030» | Up to 0.100» | 10:01 |
| 0.012» | 0.022» | 0.032» | Up to 0.120» | 10:01 |
| 0.0135» | 0.024» | 0.034» | Up to 0.135» | 10:01 |
IPC Class 3 Drill & Pad Diameter for 1/2 oz Copper
| Drill | Pad | Anti-Pad | PCB Thickness | Aspect Ratio |
|---|---|---|---|---|
| 0.008» | 0.023» | 0.033» | Up to 0.062» | 7.75:1 |
| 0.010» | 0.025» | 0.035» | Up to 0.100» | 10:01 |
| 0.012» | 0.027» | 0.037» | Up to 0.120» | 10:01 |
| 0.0135» | 0.028» | 0.038» | Up to 0.135» | 10:01 |
And these tables are for various copper thicknesses:
| Drill & Pad Diameter | 8 Layers or Less | >8 Layers |
|---|---|---|
| IPC Class 2 | Pad Diameter Over Drill | Pad Diameter Over Drill |
| 1/4 oz Copper | 0.010» | 0.010» |
| 3/8 oz Copper | 0.010» | 0.010» |
| 1/2 oz Copper | 0.010» | 0.010» |
| 1 oz Copper | 0.012» | 0.012» |
| 2 oz Copper | 0.014» | 0.014» |
| 3 oz Copper | 0.016» | 0.016» |
| 4 oz Copper | 0.018» | 0.018» |
| Drill & Pad Diameter | 8 Layers or Less | >8 Layers | Drill & Pad Diameter | 8 Layers or Less | >8 Layers |
|---|---|---|---|---|---|
| IPC Class 2 | Pad Diameter Over Drill | Pad Diameter Over Drill | IPC Class 3A | Pad Diameter Over Drill | Pad Diameter Over Drill |
| 1/4 oz Copper | 0.013» | 0.015» | |||
| 3/8 oz Copper | 0.013» | 0.015» | |||
| 1/2 oz Copper | 0.013» | 0.015» | 1/2 oz Copper | 0.013» | 0.015» |
| 1 oz Copper | 0.015» | 0.017» | 1 oz Copper | 0.015» | 0.017» |
| 2 oz Copper | 0.016» | 0.018» | 2 oz Copper | 0.016» | 0.018» |
| 3 oz Copper | 0.019» | 0.021» | |||
| 4 oz Copper | 0.022» | 0.024» |
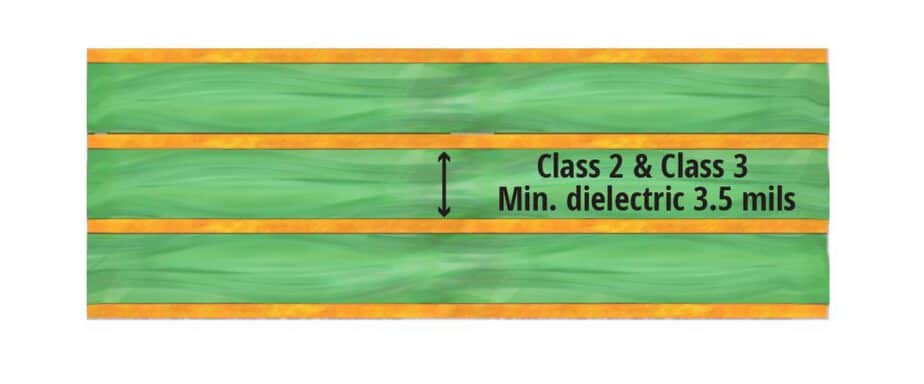
PCB dielectric requirement
The minimum dielectric for Class 2 and Class 3 is 3.5 mils.
PCB through-hole plating requirement
Class 3 requirements are as well more astringent for voids in copper. On Circuitnet, Paul Reid, Program Coordinator at PWB Interconnect Solutions, said, “A copper void is where the copper plating in the barrel of the hole is missing exposing the dielectric material of the drilled hole. Class 2 allows one void in 5% of the holes. Class 3 and 3/A allows no voids.” The plating thickness requirement for Class 2 is 0.8 mil as opposed to 1 mil for Class 3.
These are just a few requirements that differ between Class 2 and Class 3. As usual, the best advice we can give you is to communicate with your PCB manufacturer. They will guide you and help you get it right the first time. You should also request a cross-section of your board to make sure that your shop met your Class 2 or Class 3 requirements. For a more detailed explanation read our post on 6 DFM issues.
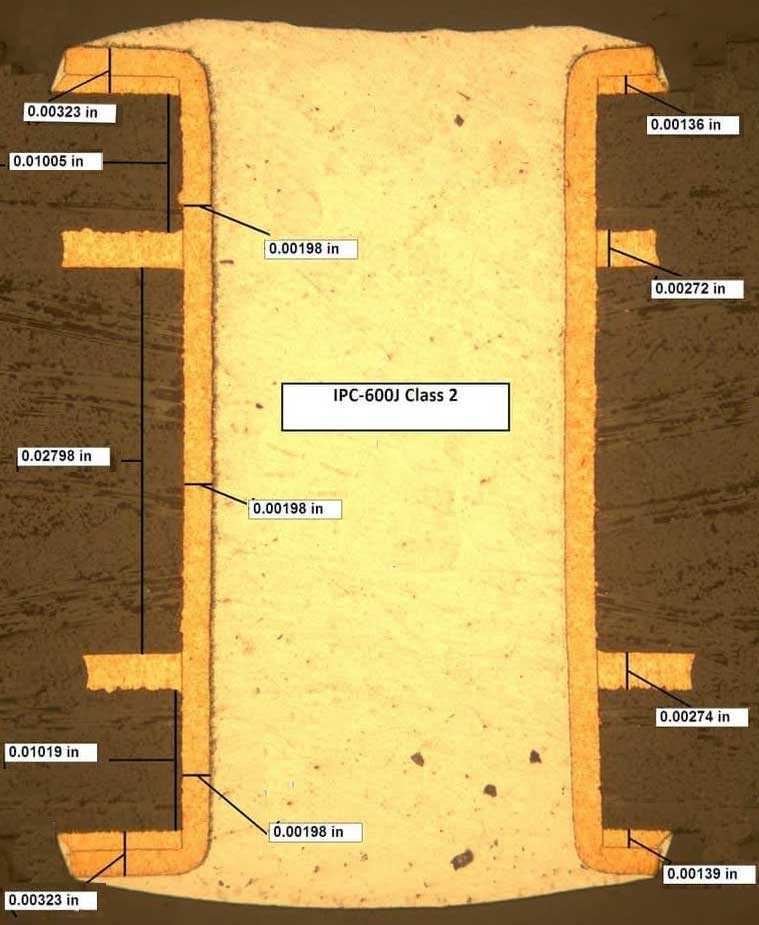
PCB cross-section to verify the spec requirement
Visual and X-ray inspections are not always enough to ensure the integrity of a board. To make sure that your PCB manufacturer met your requirements, ask for a cross-section analysis. This destructive technique is the best way to verify your PCB internal structure, mostly using a microscope. The test can check for various aspects, such as cracks, voids in solder joints, through-hole filling, etc.
Below is a cross-section of a Class 2 circuit board:
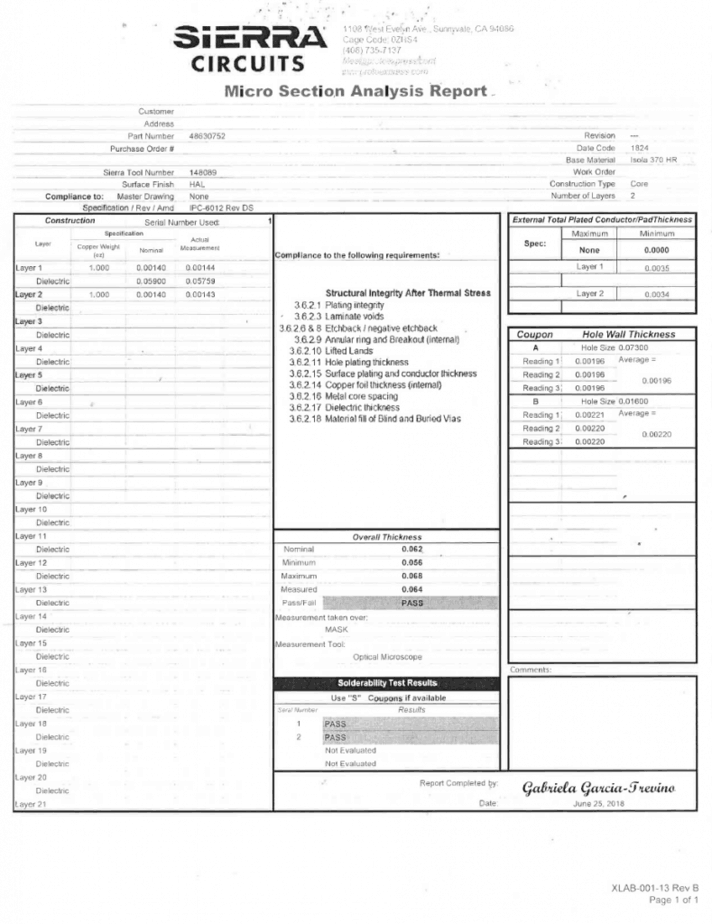
And this is a cross-section of a Class 3A board:
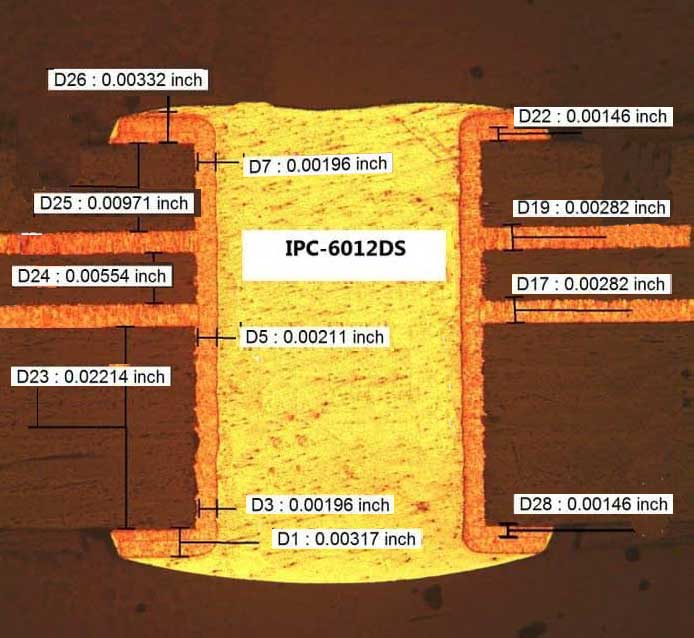
At Sierra, we do in-process cross-sections for every circuit board we manufacture at each step of the building process. We check for dielectric, plasma etch, solder mask thickness, copper, plating, etc. And if we don’t meet the customer’s requirements, we reject the board and build another one. If you need a report, you can ask for a final cross-section. We will send you a document with everything we tested and the results. The micro section analysis report looks like this:
Inspection and acceptance criteria
After the end-use of the product, the degree of inspection is what you should take into account when choosing which classification your PCB should fall into. Keep in mind that inspection is one of the factors that drive up the cost when an assembly goes from Class 2 to Class 3.
When you think about it, PCBA (Printed Circuit Board Assembly) is not a simple task. The board needs to properly function once assembled with all its components, materials, and the solder to hold them together. Depending on which class your board falls into, the requirements you will have to meet for inspection will differ. This is when some IPC documents come in handy to set the level of acceptance criteria for each class of products.
Documentation
On Circuitnet, Leo Lambert, Vice President of EPTAC, made a list of the most significant documents, which are “the IPC 2220 series for circuit board design and fabrication, the IPC 6010 series documents for board performance and quality, IPC-A 600 for board Acceptability requirements, J-STD-001 for soldering requirements and IPC-A-610 for Acceptability requirements.”
There is a misconception that links Class 3 boards only to the aerospace field. It is often true but Class 3 is not exclusive to aerospace or any other industry. The criteria for the four IPC classes are based upon the application of the product. Therefore, Class 3 can also be the criteria for avionics, military, industrial, and medical applications.
It makes sense that a lot of Class 3 boards are for aerospace. The products launched into space have to be highly reliable to prevent any failure that could be critical. And the additional inspection is just too pricey for the commercial and consumer market.
When you require a Class 3 circuit board, it implies that the product has to be built according to the complete IPC criteria. This means that the design and manufacture teams must take into account laminate selection, plating thickness, annular ring requirements, manufacturing processes, material qualifications, facilities arrangements, inspection criteria, etc. in order to produce the board that meets all the Class 3 requirements.

In another article, we will discuss Class 3 for flex according to IPC-6013, the document about the qualification and performance specification for flexible PCBs.

8 Comments
Very Informative blog! Thanks for sharing the differences between Class 2 and Class 3 for PCB assembly. However, here my eagerness increases to know about the IPC-6013 standard. As I have already aware of other courses like IPC 610, IPC 620, IPC J STD-001 etc but not about IPC 6013 and its design rules.
It looks like the cross-section figures for both your Class-2 example and your class-3A example meet the Class-3 critiera. Does your class-2 example have any class-3 violations?
I have a question concerning the requirements for Class 3 when it comes to connector mechanical holding assists which could be plastic or metal snap designs intended for holding connector in place for soldering process. My question is if you utilize a metal snapping component which does not have any electrical connections and the interface holes have copper through hole and annular ring top and bottom do they have to be soldered? If yes what is the criteria for acceptance to meet class 3?
At this location, soldering is not required. You can simply attach the component bodies with screws and nuts.
December 11, 2019 Class 2 vs. Class 3 Where are the mayor differences in class 2 and class 3 other than in the IPC-A-610 standard? In which standards is the difference most significant and notable? A.M
This is an important post which takes me to a quick look at the difference between IPC-A-610 Class 2 and Class 3 and also explains the various classes of boards as well and their working.
For ball park, what are the differences in terms of pricing among 4 classes of PCB for the same design : Class 1, 2, 3 and 3/A?
The price goes up the higher the specs, but we can’t give you an exact number. It depends on your design.



