Инверторы: принцип работы устройств и преимущества

Содержание:
Впервые источник питания для сварочного аппарата на основе инверторной технологии появился в 70-х годах прошлого века, и за прошедшее время он был значительно усовершенствован: появился электронный блок, значительно снизилась цена и существенно увеличилась надежность.
На сегодняшний день инверторный сварочный аппарат является самым совершенным среди сварочных «собратьев». В чем же заключается особенность этого источника питания? Рассмотрим подробнее далее.
Устройство и принцип работы инверторов
Вся суть инверторной технологии заключается в выпрямлении сетевого переменного тока в постоянный сварочный ток с промежуточным изменением его частоты. Как же происходит весь процесс преобразования? Рассмотрим поэтапно, в какой узел попадает ток и куда следует далее:
Все эти процессы преобразования энергии тока контролирует микропроцессорный блок управления, который и является самой дорогой частью инверторного сварочного аппарата.
IGBT или MOSFET?
Сегодня инверторные сварочные аппараты производятся по двум разным полупроводниковым технологиями:

Основное различие между ними — в транзисторах, отличающихся током коммутации. Транзисторы MOSFET, по сравнению с IGBT, имеют большие вес и габариты и стоят дешевле, однако их необходимо, соответственно, и большее количество.
Для наглядного сравнения рассмотрим устройство инвертора с силой тока в 200 А. В том случае, если он будет изготовлен по технологии MOSFET, то он будет содержать около 24 транзисторов MOSFET, а элементов IGBT потребуется в несколько раз меньше — около 10.
Другим немаловажным преимуществом технологии IGBT является возможность работы на более высоких частотах (60-85 кГц), что уменьшает вес инвертора.
Значение температуры, при которой включается термозащита, у IGBT также намного выше (она составляет около 90 °С против 60 °С у MOSFET), а это напрямую влияет на продолжительность непрерывной работы аппарата.
Рассмотрим два инвертора, выполненные по этим разным технологиям, со стороны ремонтопригодности. Оба имеют преимущества: IGBT-инвертор имеет меньшее количество элементов и транзисторов, которые в случае выхода из строя нужно будет менять, а транзисторы в MOSFET-инверторе имеют большие габариты и более простое расположение, что также облегчает их замену.
Три полезные функции

При сварке одна из самых непростых задач — это необходимость держать электрод на расстоянии нескольких миллиметров от поверхности. Если Вы все же коснетесь им металла, то электрод сразу прилипнет к детали и во вторичной обмотке произойдет короткое замыкание. Если его с силой не оторвать, то обычный трансформатор перегреется и сразу включится тепловая защита (а если ее нет, то сгорит обмотка).
Такие процессы часто происходят в обычных сварочных аппаратах, однако инвертор упрощает работу: благодаря функции antistick при малейшем касании поверхности детали моментально снижается сила тока, что исключает прилипание электрода к металлу. И любой пользователь без проблем оторвет его от детали.
С зажиганием дуги тоже не возникнет никаких проблем — в момент инициации автоматически повышается значение сварочного тока (функция HOT START).
В случае, если Вы слишком близко поднесли электрод к заготовке, то с помощью функции arc force повышается значение силы тока. В результате деталь и электрод подплавляются, что позволяет восстановить расстояние между ними, исключая прилипание.
Достоинства инверторов
Среди недостатков инверторных сварочных агрегатов можно выделить:
Применение инверторной технологии при производстве сварочных аппаратов стало настоящим прорывом, позволив значительно расширить функциональные возможности «сварочников». На нашем сайте вы найдете широкий ассортимент инверторных сварочных аппаратов, а также расходных материалов и комплектующих деталей. Для получения более подробной информации о конкретных моделях устройств или по оформлению покупки, пожалуйста, звоните по бесплатному номеру телефона 8-800-333-83-28.
Применение igbt транзисторов в инверторе
Применение высоковольтных мощных полупроводников позволило создавать компактные производительные сварочные инверторы. Последним словом в этой области после MOSFET инверторов стали сварочные аппараты на IGBT транзисторах.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.

Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
 Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Применение в сварке
 Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Силовой инверторный блок
 Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.
Блок управления и драйвер
Управление инвертором осуществляет микросхема широтно-импульсного модулятора. Она подает высокочастотный сигнал на управляющий электрод биполярного транзистора с изолированным затвором. Для защиты силовых транзисторов от перегрузок дополнительно устанавливаются стабилитроны между затвором и эмиттером.
Для контроля напряжения сети и выходного тока используется операционный усилитель, на нем происходит суммирование значений контролируемых параметров. При превышении или понижении от допустимых значений срабатывает компаратор, который отключает аппарат.
Для ручной регулировки сварочного тока предусмотрен переменный резистор, регулировочная ручка которого выводится на панель управления.
Сварочное оборудование на IGBT транзисторах имеет наилучшие характеристики по надежности. По сравнению с полевыми ключами биполярные транзисторы с изолированными затворами имеют преимущество больше 1000 В и 200 А.
При использовании в бытовых приборах и сварочных инверторах для домашнего пользования первое место до недавнего времени оставалось за сварочным оборудованием с MOSFET полупроводниками. Эта технология давно используется и хорошо отработана. Но у нее нет перспектив роста, в отличие от оборудования на IGBT транзисторах.
Новые модели уже ничем не уступают устройствам с полевыми приборами и на малых напряжениях. Только по цене первенство остается за аппаратами с полевыми транзисторами с индуцированным затвором.
MOSFET или IGBT?
Сначала рассмотрим различия в целом. В настоящий момент все производители инверторов (ММА) выпускаются по двум полупроводниковым технологиям IGBT и MOSFET. Не буду вдаваться в подробности, скажу только то, что в схемотехнике этих аппаратов используются разные полупроводниковые транзисторы IGBT и MOSFET. Основое различие между этими транзисторами — различный ток коммутации. Большим током обладают транзисторы IGBT.
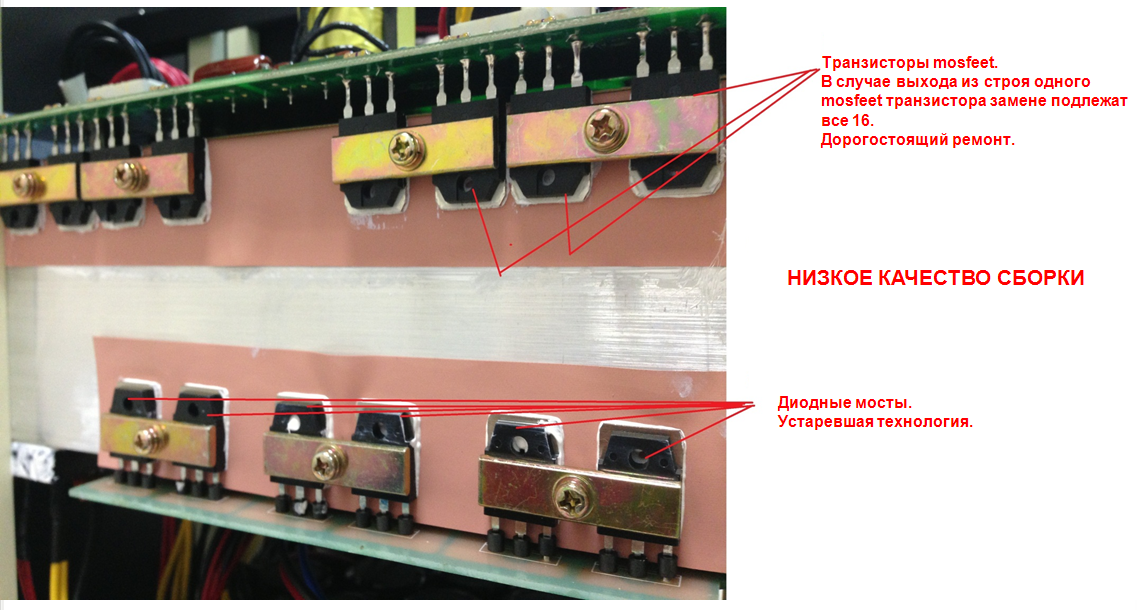
Для изготовления стандартного инвертора понадобится 2–4 IGBT транзистора (в зависимости от рабочего цикла), a MOSFET — 10–12, т. к. они не могут пропускать через себя большие токи, поэтому их приходится делить на такое большое количество транзисторов. Вот собственно в чем и отличие.
Тонкость в том, что транзисторы очень сильно греются и их необходимо установить на мощные алюминиевые радиаторы. Чем больше радиатор, тем больше съем тепла с него, а, следовательно, его охлаждающая способность. Чем больше транзисторов, тем больше радиаторов охлаждения необходимо установить, следовательно, увеличиваются габариты, вес и т. д. MOSFET здесь однозначно проигрывает.
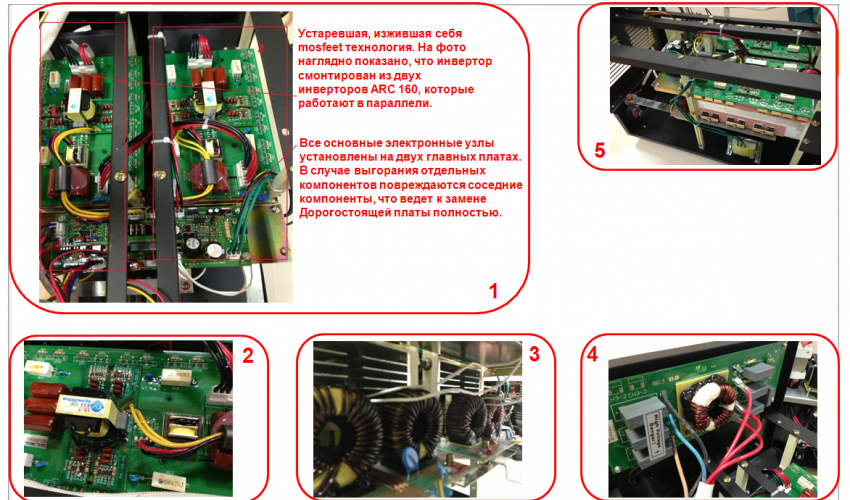
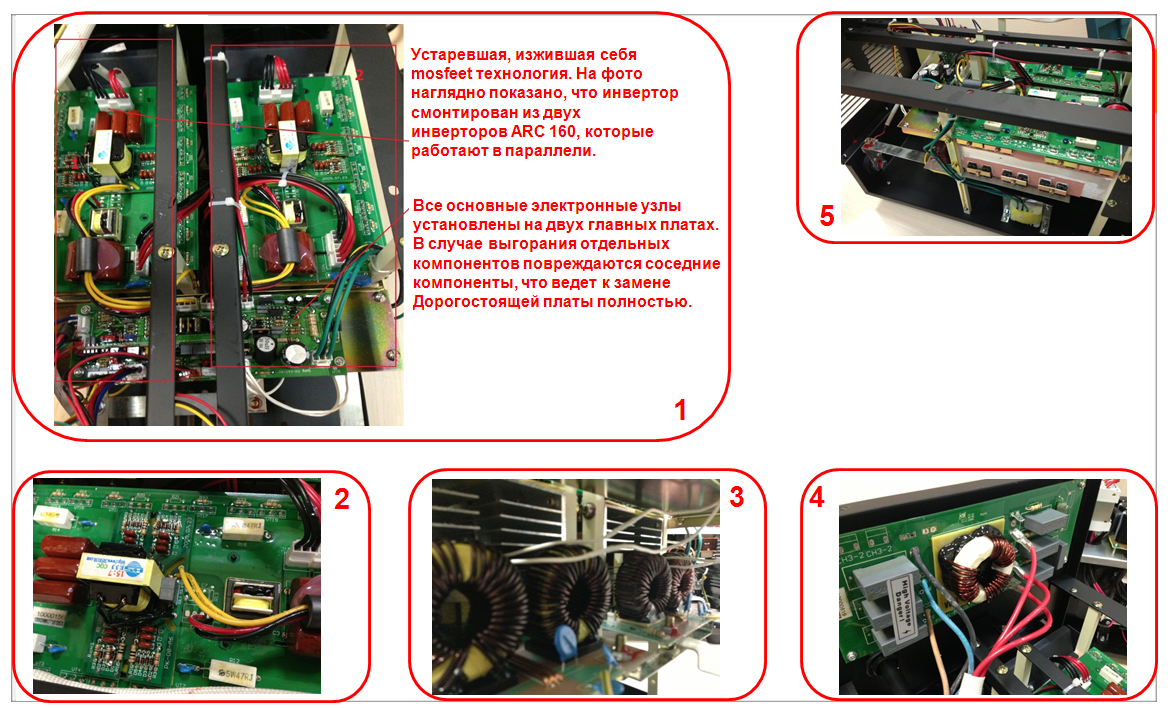
На практике схемотехника MOSFET не позволяет создать аппарат на одной плате: т.е аппараты, которые сейчас есть в продаже, собраны в основном на трех платах. IGBT аппараты всегда идут на одной плате.
Основные недостатки MOSFET
Проще говоря, IGBT более современная технология, чем MOSFET.
Недостатки MOSFET
Что лучше MOSFET или IGBT?
Некоторые компании идут в ногу со временем и при производстве сварочных инверторов используют IGBT транзисторы американской фирмы «Fairchaild», частота переключения которых составляет 50 кГц, т. е. 50000 раз в секунду. IGBT технологию выбрали неспроста, ведь рабочий диапазон температур у них с сохранением параметров гораздо больше, чем у MOSFET, т. е. при нагреве у MOSFETa падают качественные характеристики.
В конструкции САИ (Ресанта) используется одна маленькая плата, которая устанавливается вертикально, а также 4 IGBT транзистора (работают обособленно друг от друга, т. е. не выгорают все, если выгорел один как у MOSFET) и 6 диодов-выпрямителей (а не 12 как у MOSFET), соответственно отказоустойчивость ниже. Это ещё один «плюс» IGBT.
Можно напомнить покупателю о том, что в современных сварочных инверторов используется только 4 обособленных транзистора, а не 12 каскаднозависимых как у MOSFET. Всякое в жизни бывает, но, чтобы не произошло в случае выхода из строя одного транзистора (если не гарантийный случай), замена покупателю обойдется где-то в районе 400 р., а не 12×110 р. = 1320 р. Думаю, что разница приличная.
Как отличить: Визуально аппараты IGBT в большинстве своём отличаются от MOSFET вертикальным расположением силовых разъёмов, т. к. плата одна и обычно устанавливается вертикально. У MOSFET аппаратов выходы обычно расположены горизонтально, т. к. платы в конструкции горизонтально закреплены. Нельзя точно утверждать, что это верно на 100%. Точнее можно сказать, сняв кожух с аппарата.
Многие компании пытаются «выиграть баллы» на транзисторах. Так, например, компания «Aiken» в настоящий момент выпустила на рынок аппараты (по технологии MOSFET) с наклейками на боковых панелях «Используются транзисторы TOSHIBA» а также «Используются транзисторы Mitsubishi». Пытаются выползти на громких и знакомых брендах. На практике это не подтвердилось. Так на крупнейшей Международной инструментальной выставке России Moscow International Tool Expo (MITEX-2011), которая проходила в ноябре 2011г. в «Экспоцентре» (г. Москва), я попросил представителей стенда данной компании разобрать их САИ с наклейкой «Используются транзисторы Mitsubishi» и продемонстрировать данные транзисторы. В итоге сварочные инверторы разобрали, но данных транзисторов не обнаружили. Сами сотрудники компании «Aiken» были в шоке, обнаружив безымянные транзисторы.

Не нужно на 100% разбираться в премудростях электротехники, чтобы высказать мнение по теме. Заголовок «MOSFET или IGBT?» напоминает старое соревнование форматов: VHS или DVD? Кто же победит? И пусть скажут, сравнение не корректное. Но, DVD формат великолепный, качество звука и изображения замечательные, а мы все так привыкли к старому доброму VHS…
Для тех, кто не понимает о чем идет речь, поясним. На сегодняшний день существует две технологии изготовления сварочных инверторов,
Возникает закономерный вопрос: что же выбрать старое, проверенное временем, или относительно новое, но более технологичное?
Попробуем привести пару доводов и, как говорится, ближе к «телу»…
Что не говори, а IGBT занимают меньший объем и при этом позволяют получить более высокую силу тока на выходе, они меньше нагреваются. Разве это не аргумент в пользу IGBT? Возражения же заключаются в том, что схемы IGBT покамест не идеально продуманы и т.д., разработчикам не было времени на это и они звучат «натянуто».
Конечно, если покупать инвертор для бытовой сварки, то не так уж важно, какие у него транзисторы внутри. Вообще не важно, что внутри. Главное, чтобы электрод поджигался нормально, дуга не прыгала туда-сюда, чтобы электрод не залипал. Так же, желательно, чтобы инвертор работал при пониженном напряжении в сети, не боялся забросов напряжения, чтобы желтая лампа перегрева редко зажигалась.
Если речь идет о небольших объемах бытовых работ, то практически любой инвертор в этом станет вашим надежным другом и товарищем, та же Ресанта или Сварог, или Фубаг, или отечественный Форсаж и т.д. и т.п.
Но что, если нужен профессиональный аппарат, когда варить придется целый день. Наше мнение, здесь лучше IGBT. Почему? Возьмем для примера сварочный аппарат РICO 180— это же прелесть, а не сварочник! Приведем в качестве примера его систему охлаждения. Она интеллектуальная и включается только тогда, когда транзисторы нагреваются. А в РICO даже после 15 и более минут сварки на небольших токах вентилятор не шелохнется. Это значит, что схемы холодные, корпус аппарата холодный. И все это IGBT, они греются менее интенсивно, чем MOSFET и на более высоких токах. Ну и что мне с этого, скажете Вы? Очень просто. Чем меньше работает вентилятор, тем лучше! Особенно если Вы работаете в запыленных помещениях. Основной враг инвертора — это пыль. Она является основной причиной досрочного выхода инверторов из строя. Соответственно, чем меньше пыли затягивается в сварочный аппарат, тем лучше! А это значит, чем дольше не включаются кулеры, тем лучше! Получить это можно только с IGBT.
Несомненный плюс так же состоит в том, что достигается высокая мощность при еще более малом весе. Каждый грамм играет роль, если приходится целый день носить инвертор на плече.
Минус в свое время был в дороговизне ремонта IGBT и невозможности подчас найти запчасти. Но время идет, техника совершенствуется, а то, что было раньше дорогим и недоступным, становится обыденным и легкозаменяемым! Так что наше мнение, будущее за новыми технологиями. А Вы как думаете? Стоит с этим согласиться?
Сегодня уже ни для кого не секрет кто выиграл в битве «VHS или DVD».
Почему сгорают транзисторы в сварочном инверторе
Главная / Приспособления и детали
Время на чтение: 2 мин

Технический прогресс за последние столетия не смог пройти мимо сварочного производства. На смену громоздкому и не удобному агрегату пришел современный инверторный сварочный аппарат.
Внедрение электронных систем в устройство, позволило максимально облегчить работу в сварочном деле. Теперь стало намного легче использовать сварку в быту.
Наличие электроники позволило включить в аппарат те функции, которые невозможно применить для старых моделей трансформаторах. Конечно, факт использования электронных элементов указывает на факт использование транзисторов.
Полевые полупроводники
Используемые в инверторах полупроводники по MOSFET технологии – это полевые силовые транзисторы с изолированным затвором. Управление полупроводником осуществляется напряжением, в отличие от биполярных транзисторов, управляемых током. Канал ключа имеет высокую проводимость 1 мОм. В закрытом виде у них огромное входное сопротивление.
Изначально полевые полупроводники использовались и до сих пор применяются как ключи. В схемах импульсных источников питания применяются полевики с индуцированным затвором. В таком исполнении при нулевом напряжении на затвор-исток канал закрыт.
Для открытия ключа требуется подать потенциал определенной полярности. Для управления ключом не требуется силовых источников. Данные полупроводники часто используются в источниках питания и инверторах.
Биполярный прибор
IGBT – это биполярный транзистор с изолированным затвором, применяемый в инверторе. Фактически он состоит из двух транзисторов на одной подложке. Биполярный прибор образует силовой канал, а полевой является каналом управления.
Соединение полупроводников двух видов позволяет совместить в одном устройстве преимущества полевых и биполярных приборов. Комбинированный прибор может, как биполярный, работать с высокими потенциалами, проводимость канала обратно пропорциональна току, а не его квадрату, как в полевом транзисторе.
При этом IGBT транзистор имеет экономичное управление полевого прибора. Силовые электроды называются, как в биполярном, а управляющий получил название затвора, как в МОП приборе.
IGBT транзисторы для сварочных инверторов и силовых приводов, где приходится работать при высоких напряжениях, стали использовать, как только отладили технологию их производства. Они сократили габариты, увеличили производительность и мощность инверторов. Иногда они заменяют даже тиристоры.
В IGBT инверторе для обеспечения работы мощных переключателей применяются драйверы – микросхемы, усиливающие управляющий сигнал и ускоряющие быструю зарядку затвора.
Некоторые модели IGBT транзисторов работают с напряжением от 100 В до 10 кВ и токами от 20 до 1200 А. Поэтому их больше применяют в силовых электроприводах, сварочных аппаратах.
Полевые транзисторы больше применяют в импульсных источниках и однофазных сварочных инверторах. При токовых параметрах 400-500 В и 30-40 А они имеют лучшие рабочие характеристики. Но так как IGBT приборы могут применяться в более тяжелых условиях, их все чаще применяют в сварочных инверторах.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
Следы попадания жидкости внутрь корпуса инвертора
Применение в сварке
Простой сварочный инвертор представляет собой импульсный источник питания. В однофазном инверторном источнике питания переменный ток напряжением 220 В и частотой 50 или 60 Гц выпрямляется с помощью мощных диодов, схема включения мостовая.
Затем инвертор преобразует постоянное напряжение в переменное, но уже высокой частоты (от 30 кГц до 120 кГц). Проходя через понижающий высокочастотный трансформатор (преобразователь), напряжение понижается до нескольких десятков вольт. Потом этот ток преобразуется обратно в постоянный.
Все преобразования необходимы для уменьшения габаритов сварочного аппарата. Традиционная схема сварочного инвертора получалась надежной, но имела очень большие габариты и вес. Кроме этого, характеристики сварочного тока с традиционным источником питания были значительно хуже, чем у инвертора.
Передача электроэнергии на высокой частоте позволяет использовать малогабаритные трансформаторы. Для получения высокой частоты постоянный ток преобразуется с помощью высоковольтных, мощных силовых транзисторов в переменный частотой 50-80 кГц.
Для работы мощных транзисторов напряжение 220 В выпрямляется, проходя через мостовую схему и фильтр из конденсаторов, который уменьшает пульсации. На управляющий электрод полупроводника подается переменный сигнал с генератора прямоугольных импульсов, который открывает/закрывает электронные ключи.
Выходы силовых транзисторов подключаются к первичной обмотке понижающего трансформатора. Благодаря тому, что они работают на большой частоте, их габариты уменьшаются в несколько раз.
Ремонтируем сварочный аппарат TELWIN Force 165
Здесь будет рассмотрен ремонт сварочного инвертора TELWIN Force 165. Для тех, кто не знаком с устройством и схемотехникой сварочного инвертора, предлагаем сначала ознакомиться с материалами на эту тему, а именно:
В этих двух статьях на примере реального аппарата TELWIN Force 165 и принципиальной схемы сварочных инверторов TELWIN Tecnica 144-164 подробно описана электронная начинка и назначение каждого элемента схемы.
Но давайте вернёмся к нашему неисправному аппарату – сварочному инвертору TELWIN Force 165. По словам владельца, аппарат исправно работал, но вдруг, после небольшой передышки в работе напрочь отказывался выполнять свои обязанности. При попытке начать работу искра не появлялась, а изнутри корпуса доносился неестественный для штатной работы «гул» и «писк».
По словам владельца также было известно, что аппарат вроде как работал – был слышен шум вентилятора обдува, включался индикатор штатной работы. А это свидетельствует о том, что транзисторы инвертора исправны.
Складывалось впечатление, что сварочный инвертор «уходит в защиту» — срабатывают внутренние защитные цепи, которые есть в составе любого импульсного агрегата, тем более такого мощного.
Поиск неисправности сварочного инвертора я начал нестандартно. Включать приборчик не стал.
Ранее я с такими приборами не сталкивался, и они были для меня в новинку. Поэтому первым делом вскрыл корпус и стал проверять мультиметром все доселе известные мне детали.
На печатной плате сварочного инвертора обнаружил знакомые элементы: вентилятор, мощный диодный мост (на него установлен радиатор), высоковольтные электролитические конденсаторы фильтра, фильтр EMC, ключевые мощные транзисторы инвертора (установлены на радиатор), импульсный трансформатор, электромагнитное реле…
Неприятным сюрпризом оказалось то, что поверхность печатной платы была залита каким-то лаком, который затруднял считывание маркировки SMD-элементов и микросхем.
Также были обнаружены защитные элементы. Один из них – термопредохранитель на 90 0 С. Он приклеен к радиатору диодного моста.
Насколько мне известно, такие термопредохранители срабатывают намертво, то есть если нагреются выше своей температуры срабатывания, то размыкаются навсегда. Похожие термопредохранители можно обнаружить в силовых трансформаторах. Там они включаются в цепь первичной обмотки и приклеиваются к ней. Защищают трансформатор от перегрева. Иногда можно ложно судить о том, что первичная обмотка трансформатора в обрыве, хотя стоит убрать (или замкнуть накоротко) этот самый термопредохранитель, как оказывается, что трансформатор исправен.
Поэтому первым делом проверил целостность термопредохранителя на 90 0 С. Он оказался исправен.
Кроме этого на одном из радиаторов, к которым крепятся мощные ключевые транзисторы инвертора, также есть температурный датчик. Внешне он очень похож на термовыключатель серии KSD, которые используются в термопотах, водяных нагревателях и прочей бытовой электротехнике.
Особенность этих термовыключателей в том, что их контакты вновь замыкаются, если температура опустится ниже определённого значения. Понятно, что этот температурный датчик отслеживает нагрев мощных ключевых транзисторов и, если есть перегрев, временно отключает работу сварочного инвертора. Как только радиаторы, а, следовательно, и транзисторы остынут, то аппарат вновь запустится, и будет работать в штатном режиме.
При проверке термовыключателя оказалось, что он также исправен. Ну, что ж, будем искать неисправность дальше.
После недолгих поисков, было решено проверить мощные выпрямительные диоды. На печатной плате они расположены рядком и надёжно прикручены к радиатору шурупами. На страницах сайта уже рассказывалось о том, как проверить диод.
Маркированы как 60CPH03. Это ультрабыстрые сдвоенные диоды VS-60CPH03.
После проверки оказалось, что ориентировочно неисправны все три сдвоенных диода. Но это всего лишь предположение, так как диоды впаяны в схему, и 100% утверждать, что именно они неисправны нельзя. Несмотря на это стало понятно, в каком направлении нужно «копать» дальше.
Разобраться в проблеме можно было бы и без схемы, но с ней интересней, тем более что под рукой оказалось руководство по ремонту сварочных инверторов TELWIN Tecnica 144-164, которые, честно говоря, мало чем отличаются по своему составу и схемотехнике от TELWIN Force 165. Если взглянуть на принципиальную схему, то можно заметить, что даже при пробое одного из сдвоенных диодов 60CPH03, все остальные диоды при проверке будут также «неисправными», если их не выпаять из платы и не проверить каждый в отдельности. Вот кусочек схемы — выходной выпрямитель.
Силовой инверторный блок
Переменное напряжение 220 В – это некоторое усредненное значение, которое показывает, что оно имеет такую же энергию, как и постоянный ток в 220 В. Фактически амплитуда равна 310 В. Из-за этого в фильтрах используются емкости на 400 В.
Мостовая выпрямительная сборка монтируется на радиатор. Требуется охлаждение диодов, поскольку через них протекают большие токи. Для защиты диодов от перегрева на радиаторе имеется предохранитель, при достижении критической температуры он отключает мост от сети.
В качестве фильтра используются электролитические конденсаторы, емкостью от 470 мкФ и рабочим напряжением 400 В. После фильтра напряжение поступает на инвертор.
Во время переключения ключей происходят броски импульсного тока вызывающие высокочастотные помехи. Чтобы они не проникали в сеть и не портили ее качество, сеть защищают фильтром электромагнитной совместимости. Он представляет собой набор конденсаторов и дросселя.
Сам инвертор собирается по мостовой схеме. В качестве ключевых элементов применяются IGBT транзисторы на напряжения от 600 В и токи соответствующие данному инвертору.
Они тоже с помощью специальной термопасты монтируются на радиаторы. При переключениях этих транзисторов возникают броски напряжения. Чтобы их погасить применяются RC фильтры.
Полученный на выходе электронных ключей переменный ток поступает на первичную обмотку высокочастотного понижающего трансформатора. На выходе вторичной обмотки получается переменный ток напряжением 50-60 В.
Под нагрузкой, когда идет сварка, он может выдавать ток до нескольких сотен ампер. Вторичная обмотка обычно выполняется ленточным проводом для уменьшения габаритов.
На выходе трансформатора стоит еще один мощный диодный мост. С него уже снимается необходимый сварочный ток. Здесь используются быстродействующие силовые диоды, другие использовать нельзя, потому что они сильно греются и выходят из строя. Для защиты от импульсных бросков напряжения используются дополнительные RC цепи.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов: • Изначально выпрямляют ток, полученный из сети; • Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток; • Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе; • Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Читать также: Сколько масла в бензин для бензопилы штиль
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно: • Вентиляторов; • нескольких радиаторов. Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема. На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Мягкий пуск
Для питания блока управления инвертора применяется стабилизатор на микросхеме с радиатором. Напряжение питания поступает с главного выпрямителя через резистивный делитель.
При включении сварочного инвертора конденсаторы начинают заряжаться. Токи достигают таких больших величин, что могут сжечь диоды. Чтобы этого не произошло, используется схема ограничения заряда.
В момент пуска ток проходит через мощный резистор, который ограничивает пусковой ток. После зарядки конденсаторов резистор с помощью реле отключается, шунтируется.



