Процесс хроматирования.
Процесс хроматирования — это химическое пассивирование деталей с цинковым или кадмиевым покрытием (см. «Пассивация металлов»). Проводится для повышения коррозионной стойкости цинковых и кадмиевых покрытий, а также придания им декоративности (см. «Процесс цинкования», «Процесс кадмирования»).
Пассивирование проводят в растворах на основе хромовой кислоты или ее солей – бихромата натрия (калия) или хромового ангидрида с серной кислотой. Поэтому пассивирование называют процессом хроматирования. При взаимодействии хроматов с цинком или кадмием происходит частичное растворение металла и восстановление шестивалентных ионов хрома до трехвалентных.
В результате этих реакций на поверхности металла образуется пленка толщиной не более 0,5 мкм, содержащая хроматы цинка или кадмия, а также хрома, желтого или зеленоватого цвета, что придает ей радужный оттенок.
Такие пассивирующие пленки значительно повышают стойкость металлов против коррозии, но не допускают нагрева выше 60ºС, т.к. при этом ухудшается их защитная способность.
Перед процессом хроматирования цинковые и кадмиевые покрытия осветляют, используя растворы:
1) азотной кислоты 20 – 30 г/л;
2) хромовый ангидрид 150 – 200 г/л
азотная кислота 50 – 70 г/л
серная кислота 8 – 10 г/л
В зависимости от состава раствора в процессе хроматирования пленки могут быть различных оттенков и толщины.
Бесцветные хроматные пленки на цинке и кадмии получают двухступенчатой обработкой – сначала в растворе, содержащем, г/л:
хромовый ангидрид 150 – 200
натрий сернокислый 30 – 45
и в растворе состава, г/л:
натрий двухромовокислый 200 – 250
серная кислота 8 – 10
азотная кислота 80 – 100
натрий сернокислый 4 – 6
а, затем, после промывки в воде – в растворе, содержащем 60 – 70 г/л тринатрийфосфата. Продолжительность процесса хроматирования в обеих ваннах составляет от 5 до 40 сек, выдержка в растворе тринатрийфосфата 2 – 3 мин.
Толстые пленки желто-золотистого цвета можно получить в растворе, г/л:
натрий двухромовокислый 200
температура 20 – 30ºС, продолжительность 5 – 30 сек.
Толстые пленки золотисто-красного цвета получаются из раствора, г/л:
хромовый ангидрид 100
хлористый натрий 25
температура 20 – 30ºС, продолжительность процесса хроматирования 5 – 30 сек.
Недостаток этих ванн – большая концентрация солей хрома, затрудняющих нейтрализацию сточных вод. Кроме того, очень концентрированные растворы приводят к стравливанию 2 – 3 мкм цинкового или кадмиевого покрытия, что может привести к полному удалению покрытия в углубленных местах, например, в отверстиях, где толщина покрытия очень мала.
Для деталей, подвергаемых обезводораживанию при температуре 180 – 200ºС после процесса хроматирования в течение 2 часов рекомендуется следующий раствор:
Состав раствора, г/л:
натрий двухромовокислый 15 – 25
азотная кислота 14 – 28
натрий сернокислый 10 – 20
температура 20 – 30ºС, продолжительность 15 – 60 сек.
Цвет пленки при этом изменяется до темно-коричневого, защитные свойства несколько ухудшаются.

Цинковое покрытие с хроматированием.
Учитывая проблему очистки промышленных стоков, можно для пассивирования использовать раствор, не содержащий хроматов.
Состав раствора, г/л:
Аммоний молибденовокислый 4 – 6
Аммоний хлористый 35 – 50
Борная кислота 6 – 10
Продолжительность обработки 60 – 70 сек.
Такой раствор используется на автоматических линиях.
Контроль качества пассивирующих пленок проводится капельным методом. Наличие пленки проверяют, нанося на поверхность детали, каплю раствора уксуснокислого свинца (50 г/л, pH 7,7). Отсутствие потемнения капли в течение 5 сек подтверждает наличие на металле защитной пленки.
Качество считается удовлетворительным, если потемнение капли раствора не происходит на пассивированном цинке в течение 60 сек, на пассивированном кадмии – в течение 10 сек.
Хроматный раствор что такое







Быть в курсе последних новостей Узбекистана крайне важно для многих.
Строительство любого здания, коммерческого или бытового назначения, требует соблюдения всех норм и правил. Так как от этого зависит надежность и долговечность постройки.
Техноэласт ХПП – это рулонный материал на основе стеклохолста для гидроизоляции объектов во время кровельных работ. Изделие покрыто мелкой крошкой и дополнено с двух.
Металлообрабатывающее оборудование для промышленности имеет огромное значение, позволяя производить продукцию для различных сфер деятельности.
Для любителей рыбалки, отдыха на воде наличие лодки является обязательным условием. Не всегда хочется грести веслами. Хочется рассечь водную гладь на скорости, ощутив.
Для офисных зданий и учреждений, где имеется большое скопление людей, пожарная безопасность имеет большое значение.
Где нужны тенты? В первую очередь, мысли будут склоняться к необходимости использования такого продукта для защиты автомобиля от непогоды и других внешних негативных.
В гражданском строительстве, машиностроении, промышленности и других сферах деятельности требуется использование действительно качественных исходных заготовок.
Хроматирование поверхности
Несмотря на внешнее сходство исходных растворов, получаемые из них аморфные покрытия сильно различаются по свойствам и назначению.
Процесс получения покрытий на основе фосфата хрома осуществляют в 5-позиционных агрегатах. Он включает следующие операции:
В зависимости от состава раствора цвет покрытия может быть разным, от светло-зеленого до темно-зеленого. Покрытия из фосфата хрома нашли широкое применение как подслой под лакокрасочные покрытия в самолетостроении, электронике и кабельной промышленности.
Хроматные покрытия получают в 7-позиционных агрегатах. При этом проводят следующие операции:
1. обезжиривание при температуре раствора от 40 до 70 °С;
2. промывка;
3. осветление (обработка кислым раствором для удаления оксида алюминия с поверхности);
4. промывка;
5. хроматирование; раствор хромата нагревается до температуры 30-40 °С;
6. промывка;
7. промывка в подкисленной воде.
Хроматные покрытия имеют цвет от золотистого до желтого. В отличие от покрытий из фосфата хрома они электропроводны и находят широкое применение в производстве электропроводов и в электронной промышленности. Покрытия, как хроматные, так и из фосфата хрома, являются наилучшей основой при окрашивании порошковыми красками изделий из алюминия.
В связи с возможной пористостью конверсионных покрытий исторически на завершающей стадии их получения предусматривают промывку пассивирующими растворами, содержащими соединения шести или трехвалентного хрома, их комбинации с другими компонентами, оказывающими пассивирующий эффект. Поскольку использование тяжелых металлов по соображениям экологии должно быть строго ограничено, появились разные варианты исключения их из технологического процесса.
В частности, предложено проводить хроматирование без промывки образующегося покрытия пассивирующими составами или использовать промывные воды, не содержащие шестивалентного хрома. Роль пассиватора в этом случае могут выполнять различные органические соединения (полимеры, кислоты, ПАВ), соли фтора, фосфаты, нетоксичные соединения металлов (молибдена, титана, циркония и т. д.) либо другие вещества, увеличивающие противокоррозионную устойчивость покрытия без выделения экологически вредных веществ. Применяют 4- и 6-позиционные агрегаты для проведения операций, указанных на рисунке
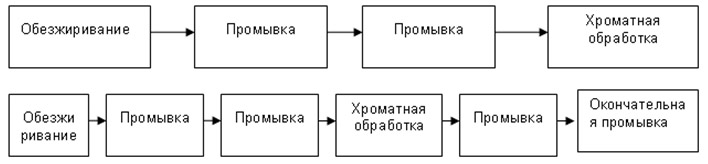
Последовательность операций получения конверсионных хроматных покрытий:
1- без применения окончательной промывки изделий;
2- при использовании бесхроматных пассиваторов.
Что такое хроматирование
Хроматирование это процесс химической пассивации металлических изделий с предварительно нанесенным на них цинковым или кадмиевым покрытием. Хроматирование цинковых и кадмиевых покрытий позволяет улучшить их декоративные и защитные свойства. Химическая пассивация позволяет значительно увеличить коррозионную стойкость оцинкованных деталей.
Процесс основан на частичном растворении цинка или кадмия при их взаимодействии в растворах хромовой кислоты или ее солей с хроматами. Получаемая в результате на поверхности изделий тонкая (до 0,5 мкм) пленка содержит хроматы цинка или кадмия, имеет радужный зеленоватый и желтый оттенок.
Подготовка деталей к хроматированию
Перед процессом хроматирования цинковые и кадмиевые покрытия на деталях осветляют в растворе азотной кислоты (20-30 г/л) либо в растворе, содержащим в своем составе хромовый ангидрид (150-200 г/л), азотную кислоту (50-70 г/л) и серную кислоту (8-10 г/л).
Варианты хроматирования
В настоящее время гальванические производства используют несколько вариантов составов реактивов для хроматирования, которые позволяют получать защитные пленки различной толщины и оттенка. В таблице представлены различные варианты работы ванн химической пассивации цинковых и кадмиевых покрытий.
Растворы хроматирования и режимы процесса
Натрий двухромовокислый, г/л
Хромовый ангидрид, г/л
Хлористый натрий, г/л
Аммоний молибденовокислый, г/л
Аммоний хлористый, г/л
По варианту А получают толстые пленки золотистого цвета. Вариант В используется для получения пленок золотисто-красного оттенка. Вариант С используется в автоматических линиях – отсутствие хроматов позволяет решить проблему экологической безопасности процесса.

Особенности процесса хроматирования и свойства покрытий
Общей проблемой хроматирования, за исключением использования растворов не содержащих хроматов (вариант С) является проблема очистки сточных вод и экологической безопасности. Кроме того, использование концентрированных растворов может привести к растворению тонких пленок цинкового или кадмиевого покрытия в углубленных местах изделий. Следует также учитывать, что при нагреве свыше 60 0 С защитные свойства хроматных пленок снижается. Общим свойством хроматных пленок является также их низкая стойкость к истиранию и средняя или низкая пластичность.
Преимущества хроматных пленок кроме очевидного увеличения защитных свойств покрытий является способность восстановления небольших повреждений покрытия со временем («самозалечивание» хроматной пленки). Для резьбовых деталей, подвергнутых хроматированию преимуществом является их легкая «свинчиваемость».
Гальванические производства предлагают услуги хроматирования с использованием специальных добавок и составов, позволяющих получить, например, пленки цвета хаки. Детали с такими покрытиями используются в военной технике. Или пленки глубокого черного цвета, которые обладают повышенной коррозионной защитой и позволяют заменять химическое оксидирование металлических поверхностей.

Контроль качества хроматных пленок
Контроль качества пассивирующей пленки на изделии проводится капельным методом. На поверхность детали наносят каплю раствора уксуснокислого свинца (50 г/л) с РН 7,7. Качественными считаются покрытия, на которых не происходит потемнение капли индикатора в течение 60 секунд на цинковых покрытиях и 10 секунд на кадмии.
Экологические, технологические и экономические аспекты замены шестивалентных растворов хроматирования (пассивирования).
Делается попытка осветить технологические, экологические и экономические аспекты замены шестивалентных хроматных растворов на трехвалентные «хромитные».
В настоящее время в России для хроматирования цинковых покрытий применяются преимущественно растворы на основе соединений шестивалентного хрома. Растворы хроматирования обладают рядом ценных свойств: они достаточно универсальны и применяются для дополнительной защиты цинковых, кадмиевых и алюминиевых поверхностей. Образующиеся при этом конверсионные хроматные пленки обладают высокой способностью ингибировать коррозионные процессы на поверхности металлов и способностью к «самозалечиванию» при механических нарушениях пленки. Простота процесса, низкая стоимость и эффективная защита от коррозии цинковых покрытий хроматными пленками обеспечили широчайшее применение хроматирования в промышленности. Сегодня все цинковые покрытия подвергаются хроматированию.
В то же время известно, что соединения шестивалентного хрома, которые неизбежно присутствуют в хроматных пленках, весьма токсичны и являются канцерогенами. В одном автомобиле поверхность хроматированных деталей составляет 5-10 кв. метров, на которых находится 3-5 г шестивалентного хрома. Это означает, что при мировом производстве 60 млн. автомобилей в год, количество водорастворимых соединений шестивалентного хрома разносится по земле в количестве нескольких сотен тонн [1].
Это обстоятельство и явилось причиной полного запрета с 2007 года применения шестивалентного хрома в конверсионных покрытиях, применяемых в автомобиле.
Ведущие автомобильные фирмы объявили о намерениях досрочного выполнения данной директивы, для чего были разработаны корпоративные стандарты и нормативные документы, регламентирующие технические требования к цинковым покрытиям, не содержащим шестивалентного хрома в конверсионных пленках [2].
Помимо токсичности, хроматные пленки обладают существенным недостатком – резким снижением защитной способности после их нагрева выше 100°С, что отрицательно сказывается на деталях, работающих, например, в подкапотном пространстве и в других горячих точках автомобиля. Способность пленок к «самозалечиванию» после термического воздействия у хроматных пленок исчезает.
Коррозионная стойкость традиционных хроматных (CrVI) пленок хорошо изучена. Например, радужное хроматирование обеспечивает стойкость к солевому туману не менее 200 часов, однако, после нагрева до 150°С (требования автомобильных стандартов), коррозионная стойкость падает в 7-10 раз.
Альтернативой хроматированию (CrVI) является формирование защитной пленки на цинке в кислых растворах трехвалентного хрома – растворах « хромитирования ». В таких растворах формируются пленки, состоящие из нерастворимых в воде хромитных соединений, отчего эти пленки правильнее называть «хромитными». Впрочем, в литературе процесс и пленки из хроматных или хромитных растворов чаще называют общим термином «пассивирование».
В отличие от традиционных хроматов, пленки из растворов трехвалентного хрома термостойки и их защитная способность при нагревании не снижается.
На рисунке 1 показаны результаты проведенных нами коррозионных испытаний радужных хроматных и хромитных пленок на покрытиях из цинка и его сплавов в солевом тумане до и после термошока (150°С, 1час).
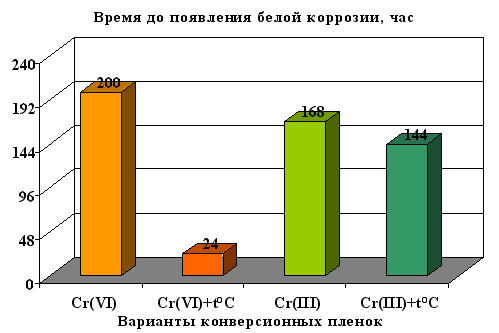
Рис.1 Коррозионная стойкость в солевом тумане конверсионных пленок на цинке. Для шестивалентного хроматирования применяли раствор типа «Ликонда-2», для хромитирования – композицию «Хромит-2А» на основе трехвалентных соединений хрома.
Fig.1. Corrosion test of conversion coatings in salt-spray cabinet. “Likonda-2” was used for chromate treatment and “Chromite-2A” – for trivalent bath.
В автомобильной промышленности действуют стандарты, устанавливающие норму коррозионной стойкости в солевом тумане радужных хроматных/ хромитных пленок не менее 48 часов до появления первой точки белой коррозии цинка и не менее 96 часов до появления коррозии основы.
Как видно из рисунка 1, хроматные пленки после термошока не укладываются в норму 48 часов. В тоже время хромитные пленки из растворов Cr 3+ надежно обеспечивают заданные требования и независимо от термического воздействия показывают высокую коррозионную стойкость в солевом тумане порядка 150-170 часов, что является их существенным и неоспоримым преимуществом.
В некоторых случаях для усилениz противокоррозионной защиты пассивные пленки подвергают дополнительной обработке в различных составах, например, в полимерных или кремний содержащих растворах. Тогда коррозионная стойкость цинка с хромитными пленками возрастает в несколько раз.
Большой интерес для автомобильной промышленности представляет также качество хромитных пленок и, прежде всего, их коррозионная стойкость на цинковых покрытиях, легированных железом, никелем или другими металлами. Хромитная пленка на сплаве Zn-Fe (рис 2) обладает более высокой коррозионной стойкостью, чем на чистом цинке.
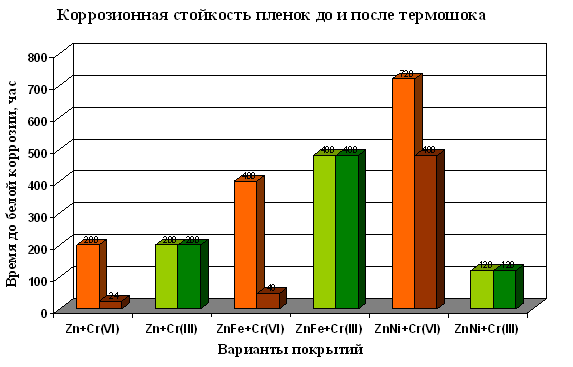
Рис. 2. Коррозионная стойкость в солевом тумане радужных хроматных и хромитных пленок на цинке и его сплавах [3].
Fig. 2. Corrosion resistance of iridescent chromate and chromite films on zinc and its alloys in salt-spray test.
Кроме того, на покрытии Zn-Fe легко получить глубоко черные хромитные пленки с высокой коррозионной стойкостью. Это расширяет возможности применения трехвалентных растворов хромитирования в промышленности.
Из сказанного следует, что растворы на основе трехвалентных соединений хрома вполне могут заменить традиционные шестивалентные, хотя не все аспекты такой замены кажутся однозначными.
В настоящее время имеется ряд зарубежных и отечественных разработок пленок на основе соединений трехвалентного хрома альтернативных шестивалентным конверсионным покрытиям. В отечественной гальванотехнике некоторые поставщики автомобильных деталей уже начали применять трехвалентное хромитирование. Однако более широкое внедрение сдерживается недостаточной технико-экономической проработкой вопроса, недостаточной информированностью технологов и руководителей гальванических производств о достижениях в этой области и рядом других организационно-технических проблем.
Что же следует ожидать от внедрения хромитных пассиваций?
1. Технические аспекты.
Прежде всего надо рассмотреть вопросы качества новых конверсионных пленок и вопросы технологии.
Конверсионные пленки служат для защиты от коррозии оцинкованных изделий и их коррозионная стойкость является наиболее важной ответственной характеристикой. Как уже было сказано, коррозионная стойкость радужных хромитных (Cr 3+ ) пленок может достигать150-160 часов. Реальная же коррозионная стойкость трехвалентных пленок, получаемых на деталях в производственных условиях, обычно несколько ниже заявляемой величины. Это объясняется отсутствием эффекта «самозалечивания», что является, пожалуй, самым серьезным недостатком хромитных пленок.
Понятно, что в производственном процессе детали с покрытием транспортируются в специальной таре в насыпном виде, при этом возникают микроповреждения защитной пленки из-за ударов и трения деталей друг о друга. Практически, этот недостаток проявляется при коррозионных испытаниях на кромках деталей в виде белой коррозии уже через 20-24 часа. Металл основы при этом остается защищенным достаточно надежно благодаря необходимой толщине цинкового покрытия.
Учитывая, что в промышленности применяется большое разнообразие электролитов цинкования, совершенно не ясно, хромитные пленки какого качества будут получаться в том или ином случае. Очевидно, что в каждом конкретном случае это нуждается в дополнительных исследованиях. Это лишний раз подчеркивает, что коррозионные испытания при внедрении трехвалентных растворов пассивации должны быть обязательными и регулярными. К сожалению, далеко не все отечественные гальванические производства имеют камеры солевого тумана, что не позволит им оперативно влиять на качество продукции.
По-видимому, для достижения лучших свойств покрытия при замене шестивалентных растворов на трехвалентные целесообразнее приобретать раствор хромитирования в паре с электролитом цинкования после соответствующих испытаний.
Существенным для качества трехвалентных пленок является время хромитирования. Для получения хромитных пленок нужной толщины и, соответственно хороших защитных свойств, время хромитирования обычно должно быть порядка 1,5-2 минут. В некоторых растворах удается сформировать пленку за 30-60 секунд, однако, при сокращении времени хромитирования мы рискуем потерять коррозионную стойкость.
2. Экологические аспекты целесообразно рассмотреть на конкретных примерах.
В таблице 1 показаны основные параметры сравниваемых процессов, влияющих на экологическую опасность, приведенные к 1 квадратному метру обрабатываемой поверхности.
2. Обработка сточных вод сводится к повышению рН до 8-8,5 и удалению шлама
Waste water treatment consists in pH increasing up to 8-8,5 and sludge removal
Amount of sludge formed
3. Экономический аспект.
В таблице 2 приведены ориентировочные затраты на материалы (рассчитаны, исходя из действующих в настоящее время цен на материалы)
Из сопоставления прямых затрат (табл.2), следует, что традиционное хроматирование в растворах шестивалентного хрома обходится несколько дешевле предлагаемого хромитирования в трехвалентных растворах, однако, по экологическим параметрам (табл.1) ему уступает.
Необходимо учесть, что в табл.2 не показаны другие статьи расхода, такие, как трудозатраты, затраты на утилизацию шлама и стоимость электроэнергии из-за сложности их нормирования. Очевидно, что на нейтрализацию раствора «Хромит-2А» они будут значительно ниже, так как нет необходимости в операции восстановления хрома для осаждения гидроксида хрома, что, в конечном счете, делает замену традиционного шестивалентного хроматирования на современный процесс трехвалентного хромитирования экономически приемлемым.
Следует также подчеркнуть, что стоимость хроматирования цинкового покрытия составляет в общих затратах на цинкование порядка 2-3% в связи с чем некоторая разница в стоимости рассматриваемых вариантов становится несущественной.
Приведенный расчет является лишь примером и не претендует на точность. В каждом конкретном случае на предприятиях при замене ванн хроматирования на хромитные растворы необходимо делать расчет экономической эффективности, исходя из конкретных условий.
Подводя итог сказанному, можно сделать следующие выводы:
— Разработаны современные составы растворов и технологии для получения на цинковых покрытиях хромитных пленок, не содержащих токсичных соединений шестивалентного хрома;
— В растворах трехвалентных хромовых соединений можно получать бесцветные, радужные и черные защитные пленки с высокой коррозионной стойкостью;
— Отечественными фирмами освоено производство химических композиций для хромитирования и эти материалы есть на российском рынке;
— По экологическим характеристикам растворы на основе трехвалентного хрома и технология их применения существенно превосходят растворы шестивалентного хроматирования;
— С экономической точки зрения замена растворов шестивалентного хрома на более дорогие растворы трехвалентного хрома с учетом экономии затрат на нейтрализацию, не приводит к совокупному увеличению затрат и удорожанию покрытия.
Таким образом, рассмотренные технологические, экологические и экономические аспекты замены шестивалентных растворов хроматирования позволяют уверенно рекомендовать к применению растворы хромитирования на основе трехвалентных соединений хрома.
Environmental, Technical and Economic Aspects of the Replacement of Chromate Passivating Solutions



