Нанесение на чертежах обозначений покрытий, термической и других видов обработки
(ЕСКД ГОСТ 2.310-68)
Настоящий стандарт устанавливает правила нанесения на чертежи изделий всех отраслей промышленности обозначений покрытий (защитных, декоративных, электроизоляционных, износоустойчивых и т.п.), а также показателей свойств материалов, получаемых в результате термической и других видов обработки (химико-термической, наклепа и т.п.).
Правила нанесения обозначений покрытий
Обозначение покрытия – по ГОСТ 9.306 – 85 и ГОСТ 9.032 – 74 или отраслевому стандарту или все данные, необходимые для выполнения нестандартизованного покрытия, приводят в технических требованиях чертежа после слова «Покрытие».

Рисунок 1. Обозначение одинакового покрытия на нескольких поверхностях
В технических требованиях чертежа после обозначения покрытия приводят данные о материалах покрытия (марку и обозначение стандарта или технических условий), указанных в обозначении.
Если на все поверхности изделия должно быть нанесено одно и то же покрытие, то запись делают по типу: «Покрытие…».Если должны быть нанесены покрытия на поверхности, которые можно обозначить буквами или однозначно определить (наружная или внутренняя поверхности и т.п.), то запись делают по типу: «Покрытие поверхностей А…»; «Покрытие наружных поверхностей …».
При нанесении одинакового покрытия на несколько поверхностей их обозначают одной буквой и запись делают по типу: «Покрытие поверхностей А…» (рис. 1).
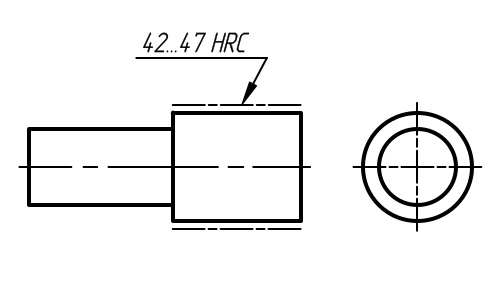
Рисунок 2. Обозначение различных покрытий
Рисунок 3. Обозначение покрытия поверхности отличающегося от покрытия большинства поверхностей детали (или остающегося без покрытия)
При нанесении различных покрытий на несколько поверхностей изделия их обозначаю разными буквами (рис.2) и запись делают по типу: «Покрытие поверхности А …, поверхностей Б …».
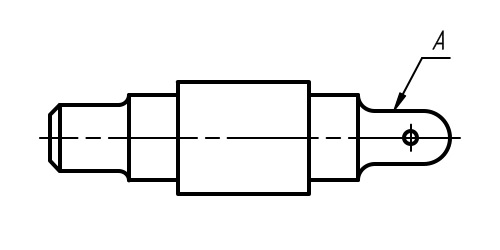
Если необходимо нанести покрытие на поверхность сложной конфигурации или на часть поверхности, которую нельзя однозначно определить, то такие поверхности обводят штрих пунктирной утолщенной линией на расстоянии 0,8…1 мм от контурной линии, обозначают их одной буквой и проставляют размеры, определяющие положение этих поверхностей; запись делают по типу: «Покрытие поверхности А …» (рис.4).
Размеры определяющие положение поверхности, на которую должно быть нанесено покрытие, допускается не проставлять, если они ясны из чертежа (см. рис.4а).
 |  |
| а | б |
| Рисунок 4. Обозначение покрытие поверхности, которую нельзя однозначно определить | |
Участки поверхности, подлежащие покрытию, отмечают, как показано на рис.5, с указанием размеров, определяющих положение этих участков.
Рисунок 5. Обозначение участка поверхности подлежащего покрытию
Правила нанесения показателей свойств материалов
Величины глубины обработки и твердости материалов на чертежах указывают предельными значениями: «от…до», например: h 0,7…0,9; 40…46 HRC э
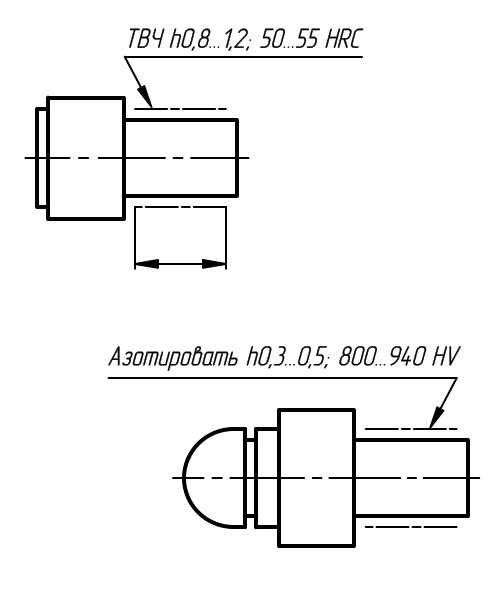
Допускается на чертежах указывать виды обработки, результаты которых не подвергаются контролю, например, отжиг, а также виды обработки, если они являются единственными гарантирующими требуемые свойства материала и долговечность изделия. В этих случаях наименование обработки указывают словами или условными сокращениями, принятыми в научно-технической литературе (рис.6, 7).
 |  |
| Рисунок 6. Указание на чертежах вида обработки | Рисунок 7. Указание на чертежах вида обработки |
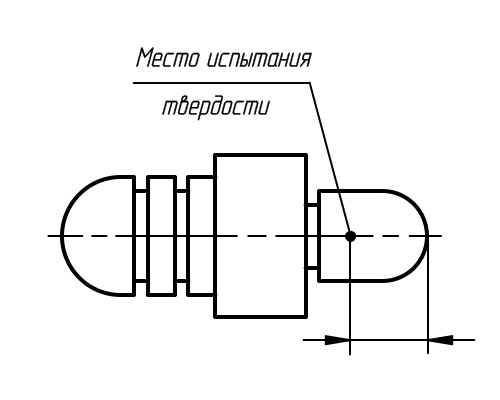
При необходимости в зоне требуемой твердости указывают место испытания твердости (рис. 8).
Если все изделие подвергают одному виду обработки, то в технических требованиях делают запись: «40..45 HRC э » или «Цементировать h 0,7…0,9 мм, 58…62 HRC э » или «Отжечь» и т.п.
 |  |
| Рисунок 8. Указание на чертежах места испытания | Рисунок 9. Указание поверхности, отличающейся по твердости от остальных поверхностей детали |
 |
| Рисунок 10. Указание поверхности, отличающейся по твердости от остальных поверхностей детали |
 |  |
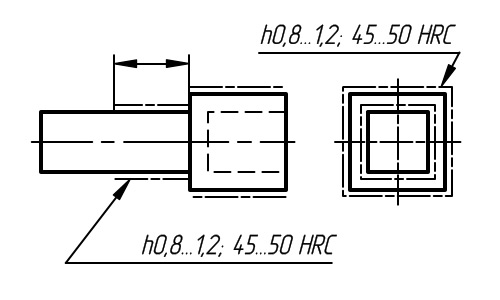
| Рисунок 11. Обозначение показателей свойств материала отдельных участков изделия | Рисунок 12. Обозначение показателей свойств материала отдельных участков изделия |
Размеры, определяющие поверхности, подвергаемые обработке, допускается не проставлять, если они ясны из данных чертежа (рис. 13, 14).
 |  |
| Рисунок 13. Обозначение поверхности, подвергаемой обработке | Рисунок 14. Обозначение поверхности, подвергаемой обработке |
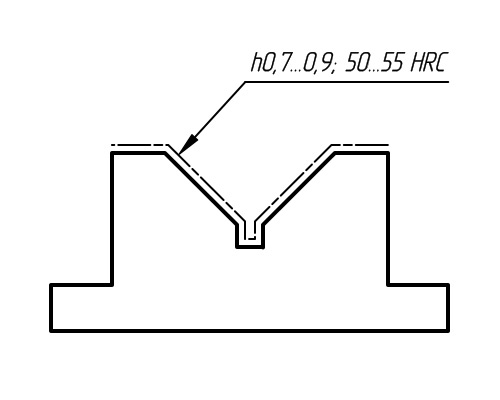
Поверхности изделия, подвергаемые обработке, отмечают штрих-пунктирной утолщенной линией на той проекции, на которой они ясно определены (рис. 15).
Допускается отмечать эти поверхности и на других проекциях, при этом надписи с показателями свойств материала, относящимися к одной и той же поверхности, наносят один раз (рис. 16).
 |  |
| Рисунок 15. Обозначение поверхности, подвергаемой обработке | Рисунок 16. Обозначение поверхности, подвергаемой обработке |
При одинаковой обработке симметричных участков или поверхностей изделия отмечают штрих пунктирной утолщенной линией все поверхности, подвергаемые обработке, а показатели свойств материала указывают один раз (рис. 13, 17).
Рисунок 17. Обозначение симметричных поверхностей,
подвергаемой обработке
При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (см. рис. 11,12).
Если надписи с указанием свойств материала и размеры, определяющие поверхности, подвергаемые обработке, затрудняют чтение чертежа, то допускается приводить их на дополнительном упрощенном изображении.
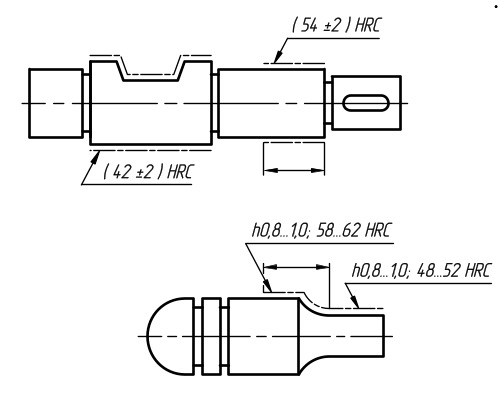
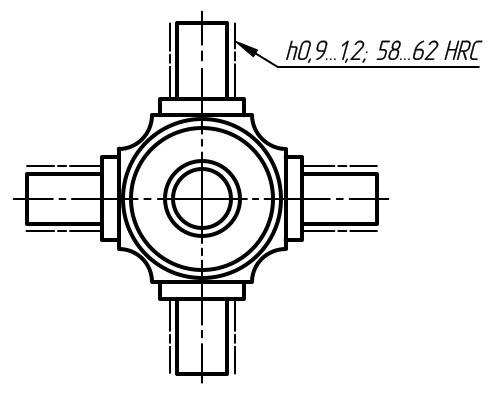
При обработке поверхностей или участков изделия, определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев, зубчатого колеса или поверхности, обозначенные буквами, и т.п.), допускается (если это не приведет к неоднозначному пониманию чертежа) не отмечать их штрих пунктирной утолщенной линией, а в технических требованиях делать запись по типу: «хвостовик h 0,8…1 мм; 48..52 HRC э ». «Поверхность А-45…50 HRCэ ».
Обозначение термообработки на чертежах
В технике под термической обработкой подразумевается такая технология обработки металлов и сплавов при которой в результате теплового воздействия происходит изменения их свойств в необходимом для нас направлении. В ходе этого процесса происходят структурные изменения обрабатываемых материалов. Таким образом, изменение строения их кристаллических решеток является основной и единственной задачей, которую решает термообработка.
Чертежи тех деталей, которые в ходе изготовления предполагается подвергать термической, химико-термической и другим разновидностям обработки, согласно ГОСТ 2.310–68 должны содержать показатели свойств, которые будут получены в результате проведения необходимых технологических процессов. К примеру:
• Твердость: НВ (по Бринелю), HV (по Виккерсу), HRA (по Роквеллу, шкала А ), HRB (по Роквеллу, шкала В ), HRCэ (по Роквеллу, шкала Сэ );
• Ударная вязкость: ( σв ) ;
• Предел упругости: ( σу ) ;
Выбор проекции
Поверхности деталей, которые в ходе их изготовления должны подвергаться термической обработке, на чертежах отмечаются утолщенной штрихпунктирной линией. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.
Термическая обработка поверхности
Поверхности изделий, которые в ходе производственного цикла должны быть термически обработанными, можно отметать и на прочих проекциях. Надписи, содержащие показатели свойств материала, которые относятся к одним и тем же поверхностям, должны наноситься только один раз.
Обозначение термообработки на чертежах
Нередко при составлении чертежей бывает так, что те надписи, которые служат для указания размеров и свойств материалов подвергаемых обработке поверхностей, могут существенно затруднить чтение технической документации. Чтобы этого избежать, действующими стандартами допускается их указание на упрощенном изображении, приводимом дополнительно.
Наименование обработки
Существуют разновидности термической обработки, результаты проведения которой контролю не подвергаются (таковой, к примеру, является отжиг). Кроме того, технологический процесс изготовления деталей нередко предполагает проведения только одного вида обработки, гарантирующего достижения всех требуемых свойств материала и долговечности изготавливаемой детали. Их также допускается указывать на технических чертежах. Они обозначаются теми словами или условными сокращениями, которые принято использовать в научно-технической литературе.
Указание на чертеже термообработки
Место испытания твердости
В случае если это необходимо, место проверки показателя твердости обозначают на чертеже в зоне требуемой твердости.
Место испытания твердости
Запись в технических требованиях
В тех случаях, когда согласно технологии изготовления детали вся ее поверхность подвергается одному виду обработки, это указывается на чертеже в технических требованиях, к примеру: « Отжечь », « Цементировать 0,5. 0,6 мм; 53. 60 HRC » « 30..35HRC ».
В тех случаях, когда согласно технологии изготовления детали одному виду обработки подвергается большая ее часть, а остальные части подлежат предохранению от такого воздействия, то технические требования должны содержать запись следующего типа: « 35. 40 НRС, кроме места, обозначенного особо », « 45. 50 HRC, кроме поверхности А » и т.д.
Изменение свойств металлов
Термообработка на чертежах
В тех случаях, когда должны быть обработаны участки или поверхности изделий, которые определяются техническим понятием или термином (к примеру, поверхности, обозначаемые буквенными символами, поверхности зубчатого колеса или зубьев, хвостовики режущих инструментов или же их рабочие части), то действующие стандарты допускают их не обозначать с помощью утолщенной штрихпунктирной линии, в случае если это не приведёт к неправильному пониманию чертежа. В технических же требованиях делается надпись следующего типа: « Поверхность В – 40. 45 НRС », « Хвостовик h0,7. 0,9 мм; 45. 50 НRС » и т.п.
Обработка участков изделия
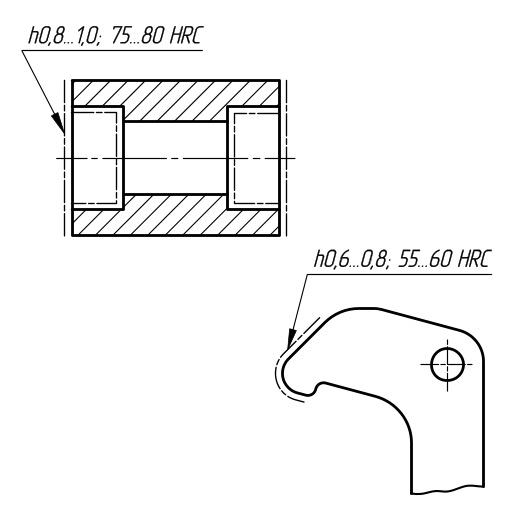
В тех случаях, когда обработке подвергаются отдельные участки деталей, то они должны быть на чертежах отмечены утолщенной штрихпунктирной линией. Она проводится на расстоянии 0,8…1 мм от них и указываются определяющие размеры поверхности. Кроме того, все показатели свойств материала, а также, если это необходимо, способы их получения, указываются на полках линий-выносок.
Изменение свойств металла при нагреве
В тех местах, где те размеры, которые определяют подвергаемые обработке поверхности, ясны из данных чертежа, их можно не проставлять.
Термическая обработка деталей
В тех случаях, когда требования к свойствам материала детали различны для разных участков ее поверхности, то все они должны указываться по отдельности.
Симметричные участки обработки
В тех случаях, когда симметричные поверхности или участки деталей обрабатываются одинаково, все они отмечаются утолщенной штрихпунктирной линией. Указание свойств материала делается только один раз.
Обозначение на чертеже термической обработки
Обозначение свойств термической обработки металла на чертеже
Технологические потребности, особенно необходимость производства стальных орудий, превратили термическую обработку из искусства в науку. В середине XIX века, когда военные стремились заменить бронзовые и чугунные пушки более прочными, стальными аналогами, проблема производства высокопрочных стволов приобрела большую актуальность. Несмотря на то, что металлурги знали процедуры плавки и разливки стали, стволы орудий часто взрывались без видимой причины. На Обуховском заводе в Санкт-Петербурге наблюдая под микроскопом шлифы, приготовленные из дул орудий, и изучая под лупой строение изломов в месте разрыва, Дмитрий Константинович Чернов (1839 — 1921 гг.) пришел к выводу, что сталь тем прочнее, чем мельче ее структура.
Железоуглеродистый сплав с содержанием углерода от 0,008% до 2,14% называется сталью. В этом диапазоне существуют различные марки стали, известные как низкоуглеродистая сталь (или мягкая сталь), среднеуглеродистая сталь и высокоуглеродистая сталь.
Когда содержание углерода превышает 2,14%, мы достигаем стадии чугуна. Чугун очень твердый, но его хрупкость сильно ограничивает его области применения.


Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые спецсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их свойства для применения.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов. Это очень важный производственный процесс, который может не только помочь производственному процессу, но и во многих отношениях улучшить продукт, его производительность и характеристики. Рекристаллизационный отжиг холоднокатаной меди снижает предел прочности с 400 до 220 меганьютон на квадратный метр (МН / м2) или с 40 до 22 килограммов-сил на квадратный миллиметр (кгс / мм2), и в то же время увеличивает относительное удлинение от 3 до 50 процентов. Отожженная сталь У8 имеет твердость 180 HB; закалка поднимает показатель до 650 НВ. Сталь 38 ХМЮА после закалки имеет твёрдость 470 HV, а после азотирования твёрдость поверхностного слоя достигает 1200 HV. Предел прочности дуралюмина Д16 после отжига, закалки и естественного старения равен соответственно 200, 300 и 450 Мн/м 2 (20, 30 и 45 кгс/мм 2). Предел упругости σ0.002 бериллиевой бронзы после закалки равен 120 Мн/м 2 (12 кгс/мм 2), а после старения 680 Мн/м 2 (68 кгс/мм 2).
Термическая обработка металлов может быть нескольких видов – термической, термомеханической, а также химико-термической.
Виды термической и ХТО обработки стали
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла. Отличие отжига и закалки состоит в скорости охлаждения металла после нагрева до критических температур.
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
В зависимости от насыщающего элемента различают следующие процессы химико-термической обработки:
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Пригодность материала, используемого для детали, очень важна для того, чтобы деталь могла функционировать в предполагаемой среде. Одним из таких материалов, определяющих пригодность материала для проекта, является его твердость. Он определяет, требуется ли вашему проекту материал с высокой твердостью, например сталь, или более мягкие материалы.
Все мы знаем, что использование неправильных материалов в проекте может иметь катастрофические последствия, особенно когда произведенная деталь является частью более крупного проекта. Поэтому перед производством необходимо рассчитать предполагаемую твердость материала.
Если вам нужен материал, который может выдерживать сильное вдавливание или истирание без деформации, вам следует выбрать и обеспечить требуемую твердость материала.
Можно разделить твердость материалов на три категории. Материалы имеют разные значения для этих разных типов твердости. Они включают:
Стандартом ГОСТ 2.310—68 (СТ СЭВ 367—76) установлены следующие правила нанесения на чертежах указаний о термической и химико-термической обработке, обеспечивающей получение необходимых свойств материала детали, должны содержать показатели свойств, которые будут получены в результате проведения необходимых технологических процессов.
Различные типы твердости имеют разные шкалы измерения. Методы измерения твердости по царапинам, вдавливанию и отскоку различаются (например, по Бринеллю, Роквеллу, Кнупу, Леебу и Мейеру). Поскольку единицы получены на основе этих методов измерения, они не подходят для прямого сравнения. Однако вы всегда можете использовать таблицу преобразования для сравнения значений Роквелла (A,B,C), Виккерса и Бринелля. Такие таблицы не точны на 100%, но дают хорошее представление.
Кривая «напряжение-деформация» предоставляет инженерам-конструкторам длинный список важных параметров, необходимых для проектирования детали. График напряжение-деформация дает множество механических свойств, таких как прочность, ударная вязкость, эластичность, предел текучести, энергия деформации, упругость и удлинение при нагрузке. Независимо от того, хотите ли вы выполнить экструзию, прокатку, гибку или другие операции, значения, полученные на этом графике, помогут вам определить силы, необходимые для пластической деформации.
Инженер конструктор также должен учитывать соотношение механических свойств материала при создании концепции дизайна продукта. Например, при посадке подшипника и вала подшипник должен быть более мягким, потому что их легче заменить. При постоянном движении одна деталь должна изнашиваться, и выбор остается за инженером.
Существуют разновидности термической обработки, результаты проведения которой контролю не подвергаются (таковой, к примеру, является отжиг). Кроме того, технологический процесс изготовления деталей нередко предполагает проведения только одного вида обработки, гарантирующего достижения всех требуемых свойств материала и долговечности изготавливаемой детали.
Если всю деталь подвергают термообработке одного вида, то в технических требованиях чертежа приводят требуемые показатели свойств материала; запись типа:
а) НВ235. 265 или НВ250+/-15;
б) HRC44. 50 или HRC47+/-3;
в) ТВЧ h1,6. 2,0, HRC50. 56 или ТВЧ h1,8.+/-0,2, HRC53+/-3;
г) Цементировать h 0,8. 1,2 или h1,0+/-0,2 или h = 0,8. 1,2; HRC56. 62 или HRC5+/-3
Если термообработке подвергают отдельный участок детали, то его обводят на чертеже утолщенной штриховой пунктирной линией, а на полке линии выноски наносят показатели свойств материала. При этом используется та проекция изделия, на которой такое обозначение будет ясно определено.
Если всю деталь подвергают одному виду термообработки, а некоторые ее части другому или оставляют без обработки, в технических требованиях делают запись по типу:
а) «HRC 51..56, кроме места, обозначенного особо».
б) «HRC 65..70, кроме поверхности А».
В тех случаях, когда симметричные поверхности или участки деталей обрабатываются одинаково, все они отмечаются утолщенной штрихпунктирной линией. Указание свойств материала делается только один раз.
Место испытания твердости
В случае если это необходимо, место проверки показателя твердости обозначают на чертеже в зоне требуемой твердости.
К термообработке можно привести массу положительных показателей, самыми основными преимуществами проведения подобных процессов являются:
Если вам сложно подобрать требуемые свойства материала и назначить термообработку, вы можете обратиться ко мне. Все, что вам нужно сделать, это отправить мне файл с вашим дизайном, и я пришлю предложение в течение 12 часов. Также предлагаю проверку возможности изготовления вашей детали / конструкции (при желании).



