Материалы
Обзор всех типов материалов из которых изготавливается наша продукция.
Материал
Сокращенное название
Качество материала
Травление и пассивация (сварные изделия)
Разные виды стали в зависимости от толщины материала*
Горячеоцинкованная сталь (HDG), предварительно оцинкованная сталь (PG), грунтованная сталь (PR), магнезиум (ZM)
5052 H22, 6062 и 5754 H22
Смотрите иформацию по полимерным материалам ниже.
* Выбранные старт-кронштейны выполнены из стали S355J2-Y05 (одобрено NORSOK).
Материал, сертифицированный для поставляемой продукции, может быть предоставлен по запросу, но эти требования должны быть известны нам до формирования заказа.
Нержавеющая сталь

Нержавеющая сталь (SS)
Нержавеющая сталь образует защитный слой оксида хрома, когда сплав подвергается воздействию воздуха, препятствуя прямому контакту между сплавом и агрессивной средой. Если компонент из нержавеющей стали поврежден, образуется новый слой оксида хрома, который эффективно запечатывает поврежденную область.
Травление и пассивация
Большая часть сварных изделий компании Оглаенд Систем проходит процесс «травления и пассивации». Это процесс удаления цвета побежалости, который образуется во время сварки. Цвет побежалости образуется за счет увеличения плотности хрома на поверхности и ее соответствующего уменьшения в более нижнем слое. В результате затронутая область подвержена коррозии и менее эстетична на вид. Обе проблемы эффективно решаются путем «травления и пассивации», что позволяет создать новый защитный слой оксида хрома. У Оглаенд Систем большой опыт работы в Северном море и наша компания весьма успешно использует эти методы.
Углеродистая сталь

Горячеоцинкованная сталь (HDG)
Горячеоцинкованная сталь покрыта защитным слоем цинка. Слой цинка обеспечивает надежную защиту от большинства агрессивных сред. Это связано с его низким электродным потенциалом, что позволяет ему действовать в качестве протекторного анода. Цинк корродирует медленнее, чем материал, который он защищает. Стальные компоненты HDG компании Оглаенд Систем производятся в соответствии с европейским стандартом EN ISO 1461. Придерживаясь этого стандарта, компоненты с толщиной материала от 1,5 до 3,0 мм получают покрытие толщиной не менее 45 мкм. Согласно EN ISO 12944-2, цинковое покрытие толщиной 45 мкм обеспечивает защиту от коррозии в течение порядка 21-64 лет в среде с классом коррозии C3. Для менее агрессивных сред использование предварительно оцинкованной стали (PG) часто является предпочтительной альтернативой.
Магнезиум (ZM)
Предварительно оцинкованная сталь (PG)
Предварительно оцинкованная сталь подвергается процессу, при котором листовая сталь покрывается тонким слоем цинка, что придает ей яркий внешний вид. Этот слой цинка толщиной 20 мкм в соответствии с EN 10346 обеспечивает защиту благодаря низкому потенциалу электродов и низкой скорости коррозии. Поскольку процесс выполняется на сырье до резки и гибки, использование PG является экономически выгодным. Продукты из PG подходят для установки в средах с низкой скоростью коррозии.
Окрашенные/грунтованные продукты (PR)
Некоторые изделия поставляются с заводской грунтовкой, которая служит защитным покрытием при транспортировке и хранении, предотвращая тем самым коррозию. Когда изделия подвергаются воздействию агрессивных сред, необходимо нанести вторичное покрытие для обеспечения оптимального срока службы. Грунтовка обладает хорошей адгезией и обеспечивает идеальные условия для максимально равномерного покрытие верхним слоем.
Изделия с покрытием (WE)
Там, где значение имеют внешний вид или дополнительная защита поверхности, некоторые изделия могут поставляться с поверхностной обработкой, такой как эпоксидное порошковое покрытие. Такие покрытия доступны в широком спектре цветов по запросу. Изделия с покрытием могут потребовать дополнительного заземления.
Алюминий (AL)
Алюминий обычно используется в проектах, где ключевым фактором является минимальный вес. Под воздействием воды образуется слой оксида алюминия, предотвращающий коррозию алюминия. Алюминиевые компоненты Оглаенд Систем изготавливаются по стандартам качества 5052 H22, 6062 и 5754 H22.
Композитные материалы
Выбор полимерного материала
Оглаенд Систем предлагает широкий ассортимент полимерных материалов для соответствия даже самым жёстким требованиям наших клиентов. Начиная с нашей стандартного полиэстера, заканчивая нашей высокоэффективным полиэстером Оlstar мы можем выполнить все ваши химические, пожарные, дымовые и токсические требования. Чтобы указать желаемый тип полимерного материала, к стандартным номерам артикулов FRP добавляется код полиэстера, указанный ниже.
GRP / FRP: Обратите внимание, что пултрузионный процесс производства означает, что нет никакой разницы между материалами GRP и FRP.
Полиэстер армированный стекловолокном (FRP)
Обозначение: N/A (стандартный артикул)
Этот материал является нашим наиболее широко используемым полимерным материалом. Его можно использовать в разных погодных условиях, он устойчив к ультрафиолету и обладает хорошей коррозионной стойкостью. Он также может быть выполнен в соответствии с определенными стандартами по огнезащите и дымовыделению и быть снабжен проводящими свойствами. Наша стандартная номенклатура изделий из полиэстера одобрена UL.
Полиэстер с антистатическими свойствами
Обозначение: ’A’ для FOE. ’C1A’ для FTE.
Полиэстеру могут быть добавлены антистатические свойства в соответствии с требованиями проекта. Антистатический полиэстер содержит углеродный порошок, который увеличивает проводимость материала, в следствие чего этот материал требует заземления.
Vinyl Ester
Обозначение: ‘VE’
Vinyl Ester обладает лучшей коррозионной стойкостью и термостойкостью по сравнению с другими полимерными материалами. Подходит для промышленности, где используются химические и едкие материалы.
Olstar
Обозначение: ‘AC’
Oglaend Low Smoke & Toxicity Acrylic Resin (Акриловый полиэстер Оглаенд с низким выделением дыма и низкой токсичностью) идеально подходит для использования в закрытых помещениях, в общих помещениях и в туннелях. Этот полиэстер превосходит другие по низким показателям выделения дыма и низкой токсичностью при сохранении хорошей огнестойкости.
Olstar ABS
Обозначение: ‘ABS’
Это наш акриловый полиэстер с антистатическими свойствами (должен быть заземлен). Этот полиэстер используется для проектов, которые требуют сертификации ABS или BV.
Уважаемые Партнеры!
Информируем Вас о снижении тарифных цен с 10.08.2020г. на товары производства OSTEC серий ЛПМЗТ, ЛНМЗТ, УЛ.
Снижение цен на металл позволило заводу «ОСТЕК» скорректировать цены в меньшую сторону.
Запрашивайте уточненный прайс у отдела продаж по email: zakaz@mwtct.ru




Методы цинкования
Сравнительный анализ методов цинкования металлических лотков
Наибольшее распространение в практике защиты от коррозии нашли:
• гальваническое цинкование,
• «горячее» цинкование из расплава цинка,
• газо-термическое цинкование напылением,
• «холодное» цинкование путем окраски металлоизделий цинконаполненными лакокрасочными материалами,
• термодиффузионное цинкование.
Гальваническое цинкование
Гальваническое цинкование осуществляется за счет анодного растворения цинковых электродов, в результате пропускания через электролит электрического тока с катодной плотностью от 1 до 5 А/дм2 и последующего осаждения растворенного цинка на заземленное покрываемое изделие.
При этом методе цинкования получают точного размера равномерные, блестящие, декоративного вида покрытия. Толщина гальванических покрытий обычно не превышает 20-30 мкм.
Недостатки: слабая адгезия и пористость цинковых гальванических покрытий приводят к их малой долговечности, которая не превышает 2-3 лет.
Использование электролитов, содержащих кислоты, цианидов и других, химически активных соединений, заставляют применять методы нейтрализации и глубокой очистки отходов экологически опасного гальванического производства, строить дорогостоящие очистные сооружения, что, в конечно счете, нивелирует положительные качества этого высокопроизводительного технологически процесса.
Так же стоит отметить, что гальванические цинковые покрытия на крепежных изделия имеют
значительно меньший срок службы, в виду стирания покрытия при свинчивании резьбового соединения.
Горячецинковые покрытия по праву занимают второе место в объеме цинковальных производств, а по качеству и долговечности этому виду покрытия в настоящее время принадлежит пальма первенстве.
Недостатки: Данный метод имеет ряд ограничений к его применению на изделиях, имеющих скрытые полости, «карманы», замкнутые полости и элементы резьбы. Для обеспечения свободного входа и выхода расплава цинка, а также подготовительных растворов для обезжиривания, травления, флюсования и промывки, приходиться предусматривать на металлоизделиях технологические отверстия, что ведет к усложнению технологии изготовления изделий и их удорожанию.
Горячее цинкование по технологическим причинам образует так называемые наплывы, заливающие резьбовые соединения, что предопределяет необходимость последующей их механической калибровки, сводящей на нет их защитные свойства. Также имеется ограничение к марке стали, подлежащей горячему цинкованию, т.е. принимаются металлоконструкции, изготовленные только из стали, содержащей углерод не более 0,24%.
Газотермическое напыление цинка
Газотермическое напыление цинка наиболее подходит для защиты от коррозии крупногабаритных металлоконструкций, которые невозможно поместить в ванну с расплавом цинка или гальваническую ванну. Покрытия формируются путем газопламенного распыления порошка цинка или цинковой проволоки, а также путем электродуговой металлизации. Газотермические покрытия в силу своей природы являются пористыми.
Для снижения скорости их электрохимического растворения они пропитываются порозаполнителями в виде лакокрасочных покрытий. Такие комбинированные покрытия могут обладать долговременной защитной способностью, достигающей 30 и более лет. Однако, они весьма чувствительны к механическим воздействиям и требуют восстановления свойств лакокрасочных покрытий через каждые 5-7 дет.
Нанесение газотермического покрытия может производиться как на месте монтажа, так и в производственных условиях.
В последние годы широкое распространение получил метод, так называемого «холодного» цинкования путем окраски металлоизделий цинконаполненными красками. Метод подкупает своей простой, а фанфары рекламы превозносят его как панацею от всех коррозионных бед. Следует отметить высокие технологические показатели этого метода.
Недостатки: В тоже время цинконаполненные покрытия в еще большей степени, чем газо-термические, чувствительны к механическим воздействиям. Восстановление их не всегда возможно в силу условий эксплуатации (например, мостовых конструкций), финансовыми ограничениями и т.п. Поэтому долговечность противокоррозионной защиты «холодным» методом в реальной практике не велика и исчисляется 5-6 годами эксплуатации.
Термодиффузионное цинкование
Отмеченные выше негативные стороны других способов цинкования заставили научно-техническую общественность обратить более пристальное внимание на ТЕРМОДИФФУЗИОННОЕ ЦИНКОВАНИЕ.
К достоинствам этого метода можно отнести следующее:
• Детали цинкуются в герметически закрытых ретортах, поэтому процесс диффузионного цинкования экологически безопасен и не требует создания очистных сооружений;
• Получаемое покрытие не имеет пор и за счет диффузионного слоя имеет прочную адгезионную связь с подложкой;
• Толщина покрытия может быть любой;
• Диффузионный цинк покрывает детали равномерным слоем без наплывов, точно повторяет профиль цинкуемой поверхности, включая глухие отверстия, элементы сложной конфигурации, щели, полости, резьбу;
• Метод позволяет в отличие от других, цинковать длинномерные трубы с обеих сторон, а при необходимости, цинковать только внутреннюю или только наружную поверхность труб, в зависимости от расположения порошковых цинкосодержащих смесей – снаружи или внутри.
• Покрытие имеет высокую твердость (в 3-4 раза выше, чем у горячего цинкового покрытия) и обладает высоким сопротивлением абразивному износу, что позволяет использовать периодически разбираемые трубные соединения в нефтегазовой отрасли до 10-15 лет без замены;
• При сварке металлоизделий с термодиффузионным покрытием цинковое покрытие повреждается только в «ванночке сварного шва, при этом в околошовной зоне сохраняется слой покрытия, который протекторно защищает сварной шов;
• Отходы от производства не требуют захоронения и могут быть использованы в качестве наполнителей строительных бетонных смесей;
• Диффузионное цинковое покрытие сертификатом Госсанэпидемнадзора № 78.1.3.315.II.17512.9.99 от 06.09.99г. допущено к контакту с водой питьевого и бытового водоснабжения. Покрытие соответствует требованиям ГОСТ 28426-90, ГОСТ Р51163-98, СНИП 2.03.11-85 изд.2002г., Инструкции № К-106 от 30.12.2003г. Департамента электрификации и электроснабжения ОАО «РЖД», а также требованиям зарубежных стандартов АST MB 633, AST MB 695;
• Нет ограничения по химическому составу общераспространенных машиностроительных сталей и чугунов.
Среди недостатков метода следует отметить:
• отсутствие декоративных свойств у диффузионного цинкования (глухие тона, отсутствие блеска)
• а также, при малых толщинах покрытия (до 30 мкм), появление бурого налета, обусловленного выходом из покрытия ионов железа.
Данные недостатки могут устраняться нанесением декоративно-защитных слоев лакокрасочных покрытий.
Полотна для экрановот компании Draper
Содержание
Введение
Мы продолжаем серию статей про материалы, используемые при изготовлении рабочих поверхностей проекционных экранов. В предыдущих статьях мы рассмотрели материалы компаний Projecta [1] и Stewart Filmscreen [2]. Героями данной статьи стали пять материалов от компании Draper [3].
Обзор литературы
Приведем заявляемые производителем характеристики материалов [4, 5, 6, 7] (с минимальной редакцией):
Fiberglass Matt White, AT1200, High Contrast Grey — отражающая поверхность на тканной текстильной основе. Материал удобно подвешивается, его поверхность выглядит абсолютно плоской благодаря жесткой, прочной и утяжеленной основе.
HiDef Grey и Cineflex — эти экранные материалы состоят из винила без основы, которую требуется натянуть, чтобы обеспечить необходимую плоскость.
Подробнее про каждый материал в отдельности (в скобках приведены используемые в дальнейшем сокращения):
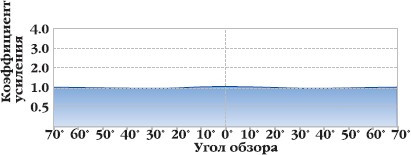 Fiberglass Matt White (FMW) — виниловая матово-белая поверхность с основой из переплетенного стекловолокна. Рассеивает свет от проектора по всем направлениям, поэтому допускает просмотр под любым углом. Рекомендуется использовать с любыми яркими проекторами. Не рекомендуется использовать в условиях внешней засветки. Коэффициент усиления равен 1.
Fiberglass Matt White (FMW) — виниловая матово-белая поверхность с основой из переплетенного стекловолокна. Рассеивает свет от проектора по всем направлениям, поэтому допускает просмотр под любым углом. Рекомендуется использовать с любыми яркими проекторами. Не рекомендуется использовать в условиях внешней засветки. Коэффициент усиления равен 1.
AT1200 (AT) — инновационный универсальный акустически прозрачный материал. Он плетеный, а не перфорированный, за счет чего уменьшаются потери света и четкости изображения. Это революционное достижение позволяет зрителю (и слушателю) располагать центральный громкоговоритель прямо за экраном, что является оптимальным местом для наиболее адекватного воспроизведения звука. Имея более 76 тысяч микропор на квадратный фут, этот материал обладает теми же характеристиками звуковой прозрачности, что и высококачественный материал, применяемый в грилях акустических систем. Отражающие свойства аналогичны материалу Fiberglass Matt White. Возможные размеры — до 6 на 8 футов или 10 футов по диагонали. Не рекомендуется для экранов шириной менее 80 дюймов (203 см), если используется LCD- или DLP-проектор (видимо, чтобы не было интерференции с пиксельной структурой — комментарий наш).
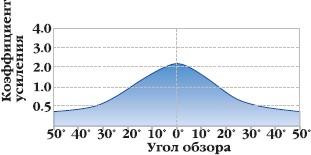
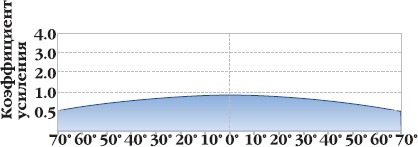 HiDef Grey (HDG) — материал серого цвета для фронтальной проекции, который обеспечивает более высокую контрастность и глубину черного, чем обычные материалы. Пониженный коэффициент усиления позволяет использовать совместно с современными яркими проекторами. Серый цвет поверхности допускает больший уровень внешней освещенности в аудитории, чем обычные покрытия.
HiDef Grey (HDG) — материал серого цвета для фронтальной проекции, который обеспечивает более высокую контрастность и глубину черного, чем обычные материалы. Пониженный коэффициент усиления позволяет использовать совместно с современными яркими проекторами. Серый цвет поверхности допускает больший уровень внешней освещенности в аудитории, чем обычные покрытия.
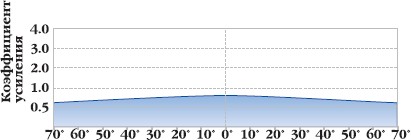 High Contrast Grey (HCG) — материал с серой поверхностью обеспечивает высокую четкость, улучшает глубину черного без ущерба для отображения белого и светлых оттенков изображения. Серый цвет поверхности допускает больший уровень внешней освещенности в аудитории, чем обычные покрытия. Имеет коэффициент усиления 0,8, что позволяет использовать его совместно с современными яркими проекторами.
High Contrast Grey (HCG) — материал с серой поверхностью обеспечивает высокую четкость, улучшает глубину черного без ущерба для отображения белого и светлых оттенков изображения. Серый цвет поверхности допускает больший уровень внешней освещенности в аудитории, чем обычные покрытия. Имеет коэффициент усиления 0,8, что позволяет использовать его совместно с современными яркими проекторами.
 Cineflex (CF) — виниловый материал для обратной проекции нейтрально-серого цвета. Обеспечивает высокое разрешение и отличную контрастность изображения даже в освещенном помещении. Совместим с любыми типами проекторов.
Cineflex (CF) — виниловый материал для обратной проекции нейтрально-серого цвета. Обеспечивает высокое разрешение и отличную контрастность изображения даже в освещенном помещении. Совместим с любыми типами проекторов.
Для очистки всех перечисленных материалов производитель рекомендует использовать мягкую жидкость для мытья посуды, разбавленную теплой водой. В завершении необходимо промыть поверхность чистой водой и тщательно вытереть насухо, удалив все следы моющего средства.
Экспериментальная часть
Образцы материалов были предоставлены в виде кусков полотен размером примерно 20 на 25 см. Образец материала AT1200 был вклеен в черную картонную рамку. К сожалению, из-за разницы в размерах образцы полотен от Draper не удалось корректно сравнить с образцами от Projecta и Stewart Filmscreen, но в некоторых тестах для сравнения присутствует образец High Contrast S (HCS) [1] и просто листок офисной бумаги формата А4 (A4). В ходе тестирования образцы полотен попеременно закреплялись на плоской поверхности, после чего проводилась визуальная и аппаратная оценка характеристик.
При визуальном сравнении образцов определялось насколько бликует материал, а также заметность микроскопической неравномерности отражения (в отличие от материалов Stewart Filmscreen [2] в этих материалах не было яркоотражающих микровключений). Обе характеристики определяют минимальную дистанцию, на которой может располагаться зритель и проектор. В случае материалов с выраженным бликом проектор и зритель при заданном размере экрана должны располагаться достаточно далеко от экрана и в определенном секторе, чтобы с места просмотра блик (т.е. зона хорошего отражения) занимал всю или большую часть области проекции. В случае материалов с заметной микроскопической неравномерностью отражения зрителю желательно размещаться на таком расстоянии, с которого неравномерность не будет заметна.
Материал размещался вертикально, а с расстояния примерно 1,2 м на него проецировалось поочередно белое и черное поле, для которых замерялась яркость. Использовался проектор Sanyo PLV-Z3 [8]. Центр проекции совмещался с центром экрана, экран был установлен перпендикулярно оси проекции. При выводе белого поля освещенность на плоскости материала составляла примерно 1600 люкс. Датчик направлялся в центр экрана примерно перпендикулярно его поверхности. Помещение, где проводилось тестирование, имело черные, не пропускающие свет шторы, вдоль одной стены, одну черную стену и две серых (одна — за проектором), черный пол и серый потолок. В первом тесте (хорошее затемнение) посторонний свет на образец мог попадать только из-за переотражения от стен и окружающих предметов. Во втором тесте (наличие посторонней засветки, примерно 16,5 люкс на плоскости материала) была включена половина люминесцентных светильников, расположенных на потолке.
В третьем тесте стенд с закрепленным датчиком и образцом материала поворачивали вокруг вертикальной оси так, что направление проекции составляло угол от 10 до 60 градусов с шагом 10 градусов от перпендикуляра к экрану, при этом датчик располагался на том же расстоянии, что и в двух предыдущих тестах и так же перпендикулярно поверхности экрана. Целью этого теста была задача определить, как материал подавляет боковую засветку.
Кроме того, каждый образец фотографировался при освещении вспышкой с фиксированной мощностью импульса с расстояния примерно 750 мм. Из центра фотографии вырезался сначала фрагмент 2500 на 2500 пикселей, а из его центра — фрагмент 300 на 300 пикселей. Для второго фрагмента рассчитывалась средняя яркость и стандартное отклонение. Первый параметр использовался для альтернативной оценки коэффициента отражения, второй — для оценки разброса яркости, возникающего при отражении света от мелких неравномерностей (микроблик). Кроме того, для оценки степени бликования рассчитывалось стандартное отклонение по площади первого фрагмента после его уменьшения до 300 на 300 пикселей. Разумеется, в рассчитываемом таким образом стандартном отклонении присутствует вклад неравномерности пропускания объектива и освещения вспышкой. Все измерения проводились с трехкратной повторностью. Приведенные ниже данные получены в результате усреднения.
Обсуждение результатов
Образец FMW представляет собой относительно толстый, плотный, жесткий и не тянущийся материал. С обратной стороны он черного цвета с проступающей фактурой переплетенной основы. Фронтальная сторона молочно белая с фактурой, напоминающей хаотично разбросанный волокна длиной 2-3 мм покрытые белым составом (может так оно и есть). Само покрытие не является матовым и имеет выраженный блик, видимая матовость формируется за счет микрорельефа поверхности.
AT — материал тоньше, чем FMW, но плотный, относительно жесткий и слабо тянущийся. Он сформирован переплетением крест-накрест по две нитки с промежутками примерно в нитку. Промежутки собственно и формируют акустическую прозрачность, это отличает данный материал от тех, в которых акустическая прозрачность достигается с помощью микроперфорации. Основа покрыта молочно-белым составом с обеих сторон. Видимых отличий между сторонами не выявлено.
HDG — тонкий, гибкий тянущийся материал с обоих сторон и на разрезе светло-серого цвета. Фронтальная поверхность гладкая, но не зеркально гладкая — сглаженный микрорельеф присутствует.
HCG — по механическим свойствам и строению материал напоминает FMW, только чуть тоньше и менее жесткий. С обратной стороны также черного цвета. Фронтальная сторона матовая светло-серая с неопределенным хаотичным микрорельефом дополненным диагональными микроканавками.
CF — тонкий гибкий тянущийся полупрозрачный материал светло-серого оттенка. Фронтальная сторона (обращенная к зрителю) матовая с едва выраженным микрорельефом. Обращенная к проектору сторона чуть менее матовая и на ней проступают блестящие микровключения.
В порядке увеличения степени бликования материалы можно расположить в следующий ряд:
Hdg покрытие что это
Цинк — самое распространенное антикоррозийное покрытие. Широкое применение для защиты стальных и чугунных изделий обусловлено 2 причинами:
Защитные свойства цинковых покрытий определяются как их толщиной, так и методом их нанесения.
Методы нанесения цинка:
Электролитический (гальванический) метод нанесения цинка (холодное оцинкование)
Холодное оцинкование — это нанесение на подготовленную поверхность приемами, используемыми в работе с обычными красками, специального цинксодержащего состава, в результате чего образуется покрытие, обладающее теми же антикоррозийными свойствами, что и полученное методом горячего оцинкования.
Преимуществами данного метода оцинкования по сравнению с горячим оцинкованием являются:
Недостатки метода холодного оцинкования:
А. По сравнению с методом горячего оцинкования и термодиффузионным оцинкованием, низкая толщина покрытия (5-35мкм), что снижает коррозийную устойчивость покрытия, полученного электролитическим методом.
Б. По сравнению с термодиффузным оцинкованием, существует возможность наводораживания и как следствие охрупчивание основного защищаемого материала (водородное охрупчивание)
Горячий метод оцинкования
Горячий способ оцинкования заключается в погружении предварительно подготовленных изделий, после обезжиривания, промывки, травления, в расплавленный цинк при температуре 450 – 480۫C. Образование покрытия основано на хорошем смачивании железа и его сплавов цинком.
Основным преимуществом данного метода оцинкования по сравнению с электролитическим заключается в более высокой коррозийной устойчивости покрытия, поскольку горячий способ позволяет получить покрытие большой толщины (от 40 – 150 мкм).
Недостатки метода горячего оцинкования:
А. По сравнению с методом электролитического оцинкования и термодиффузионным оцинкованием, толщина покрытия на отдельных участках из-за наплывов колеблется в значительных пределах (40 – 150 мкм) и точная регулировка толщины этого покрытия невозможна. Горячий способ не может быть применен для покрытия изделий с точными допусками и в тех случаях, когда высокая температура может изменить свойства крепежа.
Б. По сравнению с термодиффузным оцинкованием, существует возможность наводораживания и как следствие охрупчивание основного защищаемого материала (водородное охрупчивание).
В. Низкая адгезия горячеоцинкованного покрытия с ЛКМ, в т. ч. с порошковыми красками.
Водородное охрупчивание
Как горячее оцинкование, так и электролитическое оцинкование может привести к значительному снижению прочности креплений. Такая ситуация получается при проникновении водорода в металл, что и приводит к водородному охрупчиванию. Это проявляется в образовании внутри стали растрескивания и пористости. Вследствие опасности водородного охрупчивания крепления класса прочности 10.9 и выше не рекомендуется подвергать электролитическому оцинкованию. Прочные крепления следует подвергать температурной обработке сразу же после электролитического оцинкования с целью удаления водорода.
Тем не менее, гарантировать полное удаление водорода с помощью температурной обработки нельзя.
Травление, выполняемое перед горячим оцинкованием, также может привести к проникновению в сталь водорода.
Метод термодиффузионного оцинкования
Термодиффузионное цинковое покрытие является анодным по отношению к стали, обеспечивая электрохимическую защиту стали. Покрытию подвергаются изделия из углеродистой стали стандартного качества, качественной конструкционной углеродистой, низколегированной стали и чугуна.
Суть технологии термодиффузионного оцинкования состоит в том, что антикоррозийное покрытие формируется в результате насыщения цинком поверхности металлических изделий в порошковой среде при температуре 290-450 o C, причем выбор температурного режима зависит от типа стальных изделий от типа стальных изделий и марки стали. Такая технология позволяет получить любую толщину покрытия в диапазоне от 6 до 110 микрон по требованию заказчика без изменения технологического процесса. Процесс происходит в закрытом контейнере с добавлением к обрабатываемым деталям специальной насыщающей смеси. Пассивация (финишная обработка деталей) является обязательной частью процесса термодиффузионного оцинкования. Пассивация предназначена для предотвращения образования белых продуктов коррозии на поверхностях, подвергаемым воздействию атмосфер с высокой влажностью, соленой воды, морских атмосфер или циклам конденсации и высыхания.
Преимущества метода термодиффузионного оцинкования по сравнению с методом горячего оцинкования:
Преимущества метода термодиффузионного оцинкования по сравнению с электролитическим (гальваническим) методом:
Другие методы оцинкования
DACROMET 320 («Dacral», «Geomet»)
Цинконаполненные покрытия под названием «Dacromet 320» (Дакромет 320) были разработаны фирмой «Diamond Shamrock Corp.» (США). Покрытие наносится методом погружения деталей в суспензию цинковых частиц в водном растворе органических и неорганических компонентов. После удаления излишков суспензии центрифугированием для окончательного формирования покрытия детали подвергаются ступенчатому нагреву, начиная с 80 o С и до завершающей температуры 300°С.
Особенность покрытия «Дакромет 320» заключается в наличии цинковых частичек микронных размеров в виде хлопьев, предварительно обработанных в хроматном растворе и плотно связанных между собой неорганическим связующим. Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане, что незначительно превышает антикоррозийную устойчивость изделий, полученных электролитическим способом.
Преимущества метода относительно методов электролитического и горячего оцинкования заключается в отсутствие водородного охрупчивания. Данный метод не обладает преимуществами относительно термодиффузионного оцинкования.
Цинкламельные покрытия
Система ламельного цинкового покрытия включает в себя базовый слой, состоящий из тонких алюминиевых и цинковых чешуек (ламелей) и, при необходимости, один или несколько дополнительных слоев, придающих покрытию специальные свойства: фрикционные, коррозионную и химическую стойкость, цвет и другие.
Цинкламельное покрытие наносят на предварительно подготовленную поверхность деталей путем окунания в высокодисперсную суспензию цинкового и алюминиевого порошков, имеющих форму чешуек, в связующем материале или ее напыления с последующим нагревом деталей до 240°С для сушки и отверждения. Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане, что незначительно превышает антикоррозийную устойчивость изделий, полученных электролитическим способом.
Цинкламельное покрытие
(тип 1)
Цинкламельное покрытие
(тип 2)
Электролитическое оцинкование + пассивирование



