Секретный Нейлон для 3D печати. PA66 GF30
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Я всех приветствую, дорогие друзья! С вами я, Юнах Анатолий, а это мастерская “Прожектор 8 кВт”.
Ни для кого не секрет, что я на короткой ноге с производителем пластиков “Filamentarno”. Не побоюсь этого слова, мы дружим. Руслан и Татьяна, привет! И воспользовавшись служебным положением, мне предоставили пластик для обзора, тот, который даже ещё не выпустили в серию. А мы с вами уже будем его тестировать. И вот он на фото.

Это у нас “PA66-GF30”, то есть “Полиамид 66 GF 30”. Мне кажется, Руслан настолько суровый мужик знает, что все остальные мужики едят макароны по-флотски, а он, Руслан Молчанов, ест макароны GF30, наполненные стекловолокном. Вот насколько он суров. Ну что тянуть, приступим.
Промышленный, но я, например, первый раз вижу этот полимер в виде филамента. Какие же особенности у этого полимера по сравнению с тем же Нейлоном 6? Это улучшенная износостойкость, улучшенная прочность при сжатии или растяжении, повышенная стойкость к температуре и много-много-много чего на самом деле. Вкратце, он лучше во всём.
 Кстати о преисподней, в отличие от того же Нейлона 6 пластик обладает чуть меньшей гигроскопичностью. Но вот проблема, влагу то он впитывает чуть хуже, но, если уж он напитался, пластик может потерять до 50% своей прочности. Поэтому нам нужна сушка, сушка и ещё раз сушка. Боюсь, что тут сушилкой для овощей не обойтись.
Кстати о преисподней, в отличие от того же Нейлона 6 пластик обладает чуть меньшей гигроскопичностью. Но вот проблема, влагу то он впитывает чуть хуже, но, если уж он напитался, пластик может потерять до 50% своей прочности. Поэтому нам нужна сушка, сушка и ещё раз сушка. Боюсь, что тут сушилкой для овощей не обойтись.
 Температура сушки 120, в идеале 130 градусов, но тут может не выдержать сама катушка. Время сушки производитель рекомендует 3 часа при 120 градусах, рекомендую не меньше 5 часов. Я, например, клал на стол принтера, выставлял температуру стола 120 градусов и накрывал катушку пледом.
Температура сушки 120, в идеале 130 градусов, но тут может не выдержать сама катушка. Время сушки производитель рекомендует 3 часа при 120 градусах, рекомендую не меньше 5 часов. Я, например, клал на стол принтера, выставлял температуру стола 120 градусов и накрывал катушку пледом.
 Жена, когда эту картину увидела сказала: “Ой, какой ты заботливый”. И мало того, что напитавшийся влаги пластик теряет прочность, так ещё и печать, в принципе, становится невозможна. Вы видите на фото детали, напечатанные сырым пластиком.
Жена, когда эту картину увидела сказала: “Ой, какой ты заботливый”. И мало того, что напитавшийся влаги пластик теряет прочность, так ещё и печать, в принципе, становится невозможна. Вы видите на фото детали, напечатанные сырым пластиком.

И это учитывая высокие, даже не так, очень высокие температуры печати для этого типа Нейлона, да и, в принципе, 3D принтеров.
 Печатать я буду на единственном 3D принтере в моём загоне, который способен развивать такие высокие температуры, Picaso Designer X, но к принтеру мы вернемся чуть позже.
Печатать я буду на единственном 3D принтере в моём загоне, который способен развивать такие высокие температуры, Picaso Designer X, но к принтеру мы вернемся чуть позже.
 Создаем новый профиль пластика.
Создаем новый профиль пластика.
Температуру для печати выставляем 305 градусов. Температура радиатора 90, но можете смело ставить 110. Да, у Пикасо также надо выставлять температуру радиатора для равномерного прогрева пластика перед тем как он попадет в термоблок. Температура стола минимум 130.
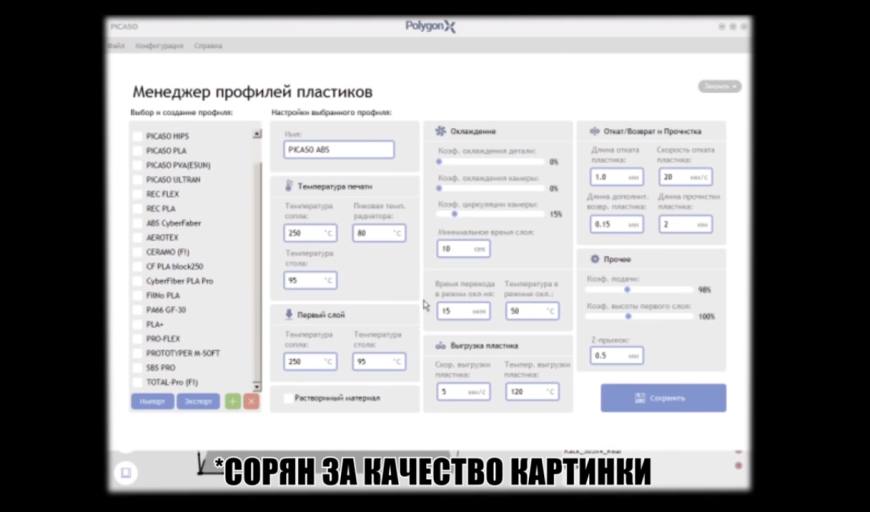 Печатать я буду на профиле «Быстро». Как адгезит к столу я выбрал 3D клей, очень рекомендую, если что, он также есть у меня в интернет-магазине. Ссылка на интернет-магазин.
Печатать я буду на профиле «Быстро». Как адгезит к столу я выбрал 3D клей, очень рекомендую, если что, он также есть у меня в интернет-магазине. Ссылка на интернет-магазин.

Температура в камере принтера надо держать в районе 75 градусов, чтобы деталь просто не оторвалась.
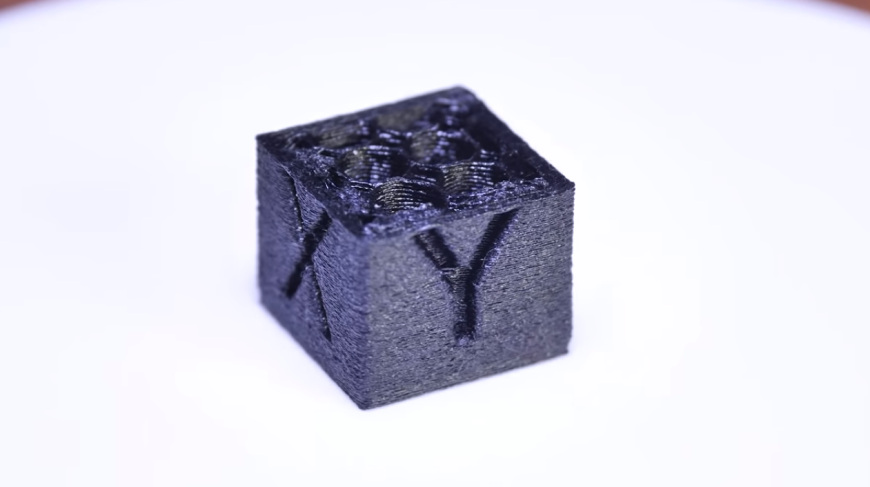
Вот фактура уже из напечатанного сухого пластика. Этот кубик оторвало, и я решил вам показать заполнение.
 Кстати, как я говорил, сушить, сушить, и ещё раз сушить. И после сушки сразу начинаем печатать.
Кстати, как я говорил, сушить, сушить, и ещё раз сушить. И после сушки сразу начинаем печатать.
Сейчас читатель вполне законно спросит: “Столько геморроя, столько заморочек, такой требовательный пластик к принтеру. А оно, вообще, того стоит?” Честно, не знаю, давайте протестируем.
Снимаем подложку (лучше печатать сразу с подложкой, чтобы детали не покоробило).
 Я аккуратно срезаю детали с подложки заточенным шпателем, отходит относительно хорошо. Самое время перейти к тестам.
Я аккуратно срезаю детали с подложки заточенным шпателем, отходит относительно хорошо. Самое время перейти к тестам.
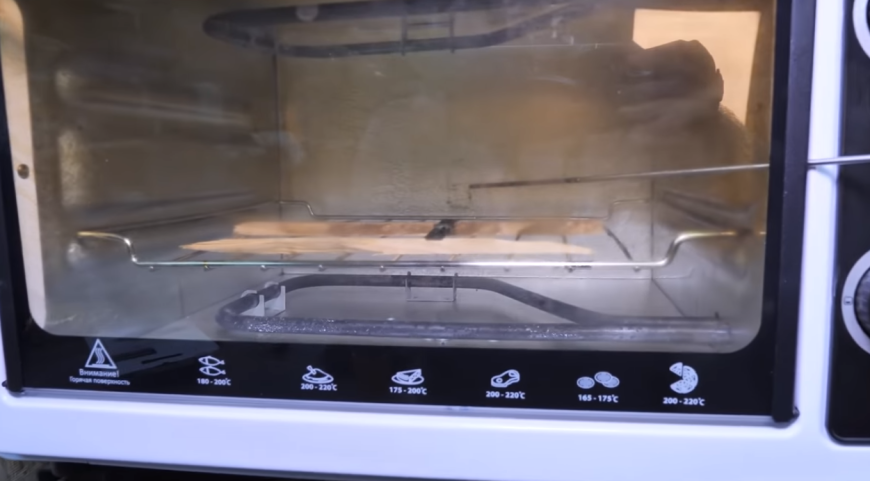
Следующий тест на теплостойкость.
Мы печатаем пластину 100х10х1 мм, после чего ставим его в духовку мостиком. В центр мы кладем небольшой груз, у меня груз, это обычная шайба М6.
 И, думаю, вместо таблицы, она тоже будет, но чуточку позже, вам будут предоставлены более интересные вести с полей. Прошло полтора часа, температура 150-160, примерно в этих пределах, умоляю, все держать путем регулировки ручки.
И, думаю, вместо таблицы, она тоже будет, но чуточку позже, вам будут предоставлены более интересные вести с полей. Прошло полтора часа, температура 150-160, примерно в этих пределах, умоляю, все держать путем регулировки ручки.
 Образец наш даже и не думает прогибаться, то есть он и держит, не размягчается. Крутота!
Образец наш даже и не думает прогибаться, то есть он и держит, не размягчается. Крутота!
 Уже 163, 165, 166. 170 градусов, а еще он даже не прогибается.
Уже 163, 165, 166. 170 градусов, а еще он даже не прогибается.
Повысим. Кто думает, что 200 градусов, это мелочи жизни, засуньте руку печку в 200 градусов, после этого я готов к дискуссии, что 200 это мало. После того как засунете руку в печку и подержите ее там.
Мы кипятим калибровочный кубик и смотрим деформируется ли он.
 Как видите, никаких изменений.
Как видите, никаких изменений.
Я строительным феном нагреваю образец до, примерно, 400 градусов. Смотрим, что же получилось.
 Пластик не растекся, и как бы собрался наоборот в кучку, немного коптит, но не загорелся, вони практически не было.
Пластик не растекся, и как бы собрался наоборот в кучку, немного коптит, но не загорелся, вони практически не было.
Мы печатаем леску с квадратным сечением 1,2 на 1,2 мм. Результаты очень хорошие, плавающие в диапазоне от 18 до 20 кг.
Перед тем как перейти к следующему тесту, ещё раз хочу проверить прочность этого пластика. Это ниточка, которая получается из 0.5 сопла.
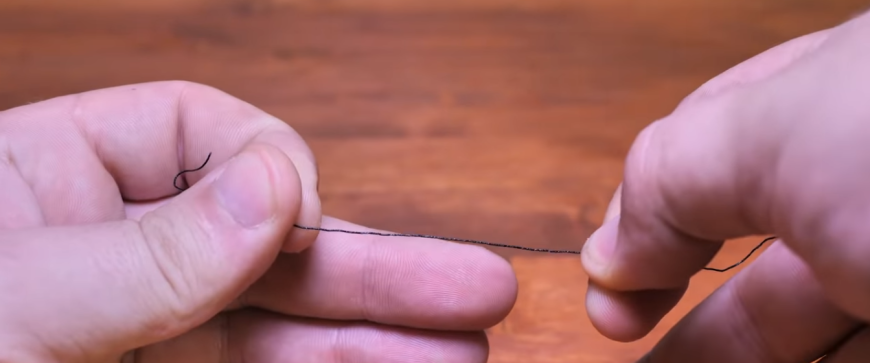 К примеру, ее физически больно порвать.
К примеру, ее физически больно порвать.
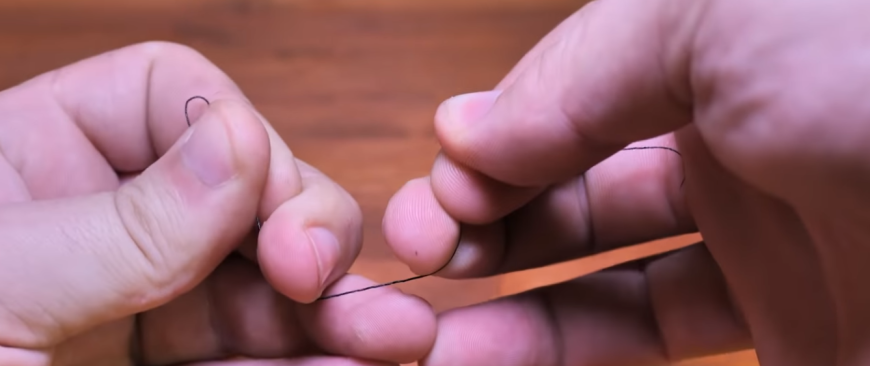 Следы на пальцах остались.
Следы на пальцах остались.

Мы охлаждаем образцы до минус 21 градуса, после чего ломаем пластик. Знаю, вы обожаете это тест. Прослушать и увидеть этот тест можно будет, пройдясь по ссылке, она будет в конце статьи.
Далее тест на износ.
Мы устанавливаем на гриндер шкурку 36-й зернистости и ролик диаметром 25 мм пускаем по движущейся ленте. Смотрим сколько пластика потеряет ролик на диаметр. Потерял ролик, из нашего сатанистского Нейлона, 0,05 мм. И тут я больше уверен, что стекловолокно, торчащее, придавилось, нежели стёрся пластик. Теперь черед токарного станка, дело в том, что стекловолокно торчит, а пластик очень жёсткий, поэтому посадочные под подшипники пришлось дополнительно протачивать.
 Ну что, пора подводить итоги. Ссылка на таблицу будет в конце статьи.
Ну что, пора подводить итоги. Ссылка на таблицу будет в конце статьи.
Смотрите, по моей внутренней классификации, которую я сам себе выдумал, её вы нигде не найдете, это так называемый подкапотный пластик. То есть, напечатанные из этого пластика детали должны быть высоконагруженные и при высоких температурах. Неестественно для домашней печати. Этот пластик нецелесообразен. Банально, опять же, ну не у каждого есть дома а-ля дизайнер Х, чтобы печатать просто по приколу всякие там игрушки из него. Тем более, довольно таки, привередливый в подготовке к печати. То есть, мы сразу после сушки его только печатаем. Причём сушка не час, не два, а часов минимум шесть, в идеале 10-12 часов, тогда он выдаёт достойные результаты. Но опять же, PA66 GF30 стеклонаполненный только для того, чтобы им вообще физически возможно было печатать, потому что даже с GF30, он довольно-таки капризен, на самом деле, во время печати. Поэтому, учитывая, что стол 140, плюс камера обязательно около 70 должна быть, температура печати заоблачная. На домашних принтерах таким не попечатаешь, а готовые изделия, из него напечатанные, будут стоить очень дорого. Поэтому, это именно коммерческий пластик, очень узкоспециализированный. Крупной студии могу порекомендовать его. Только крупным студиям, которые плотно занимаются именно коммерческой печатью, если есть заказы на подобные, так сказать, технические свойства пластика. Ну, а держать хотя бы катушку у себя про запас можно опять же. Какие у нас есть альтернативы? В принципе, и нет их, по крайней мере из бюджетных. Я так предполагаю, вангую, ценник будет в районе 4.000 руб за катушку, 3500-4000 руб., может чуть больше. Это я вангую, вообще, так пальцем в небо тыкаю. Поэтому, опять же, держать катушку одну можно будет, именно в студиях 3D печати. Для домашней печати этот пластик абсолютно не приспособлен.
Ну и все, мои дорогие друзья. Надеюсь эта информация была для вас полезной. С вами был Юнах Анатолий.
Futaba pa66 mitsubishi что это
Условия процесса литья под давлением:
Сушка: PA6 очень легко впитывает влагу, поэтому сухой до обработки с особым вниманием. Если материал снабжен водостойким материалом, контейнер следует держать закрытым. Если влажность превышает 0,2%, рекомендуется сушить в горячем воздухе выше 80 ° C в течение 16 часов. Если материал подвергается воздействию воздуха более 8 часов, рекомендуется проводить вакуумную сушку при температуре 105 ° C более 8 часов.
Температура плавления: 230
280 ° C, для улучшенных сортов 250
Температура пресс-формы: 80
90 ° C. Температура пресс-формы значительно влияет на степень кристалличности, которая, в свою очередь, влияет на механические свойства детали.
Кристалличность важна для структурных компонентов, поэтому рекомендуется температура формы 80-90 ° C. Для тонкостенных, дальних пластмассовых деталей также рекомендуется применять более высокую температуру пресс-формы. Увеличение температуры формы может увеличить прочность и жесткость пластиковых деталей, но снижает вязкость. Если толщина стенки больше 3 мм, рекомендуется использовать низкотемпературную формуту 20
40C. Для стеклянной арматуры температура пресс-формы должна быть больше 80 ° C.
Давление впрыска: обычно от 750 до 1250 бар (в зависимости от материала и конструкции изделия).
Скорость впрыска: высокая скорость (немного ниже для армированных материалов).
Бегуны и ворота: из-за короткого времени установки PA6 положение ворот очень важно. Апертура ворот не менее 0,5 * т
Для улучшения механических свойств PA66 часто добавляют различные модификаторы. Стекло является наиболее распространенной добавкой и иногда добавляется к эластомерам, таким как EPDM и SBR, для повышения ударной вязкости.
PA66 имеет низкую вязкость и, следовательно, хорошую текучесть (но не так хорош, как PA6). Это свойство можно использовать для обработки очень тонких компонентов.
Его вязкость чувствительна к изменениям температуры. Усадка PA66 составляет от 1% до 2%. Добавление добавок из стекловолокна может уменьшить усадку до 0,2%
1%. Усадка в направлении потока и направление потока вертикальной разницы больше.
PA66 устойчив к многим растворителям, но менее устойчив к кислотам и некоторым другим хлорирующим агентам.
Условия процесса литья под давлением:
Сушка: если материал перед печатью запечатан, то нет необходимости высыхать. Однако, если контейнер для хранения открыт, рекомендуется высушить его в горячем воздухе 85C. Если влажность больше 0,2%, также необходимо до 105 ° C, 12 часов вакуумной сушки.
Температура плавления: 260
290 ° С. Продукт стеклянных добавок для 275
280C. Температура плавления следует избегать выше 300 ° C.
Температура пресс-формы: рекомендуется 80 ° C. Температура пресс-формы влияет на степень кристалличности, и кристалличность будет влиять на физические свойства продукта. Для тонкостенных пластмассовых деталей, если вы используете температуру формы менее 40 ° C, пластичность пластиковых деталей со временем изменится, чтобы сохранить геометрическую стабильность пластиковых деталей, необходимость отжига.
Давление впрыска: обычно 750
1250 бар, в зависимости от конструкции материала и изделия.
Скорость впрыска: высокая скорость (для армированных материалов должно быть несколько ниже).
Pa6 gf30 что это такое

Recommendations
Comments 22

А что с ними не так?
Подозреваю что им трындец
Клапанам или трубкам? Эти клапана редко выходят из строя
Трубки все новые, проблема в том что не поворачивается флейта, один из патрубков идет к ней. Вот и думаю то ли клапан умер то ли подключили неправильно. Мембрана на флейте кстати целая, вакуум держит проверял ротом. Все втягивается
Подать 12 вольт на клапан и проверить
Это ронятно, а какие штуцера должны продуваться а какие нет? У меня один заглушен

Какой заглушен, тот что под разъемом?
Да, на колхозное исполнение не похоже
Это соединение исполнительного механизма с атмосферой, когда клапан не работает
Т.е. он должен продуваться. А с каким?
В разных схемах управления по разному. Шевелиться флейта должна при резкой прогазовке
Да как только не газовал… раз 5 все снял и поставил… механизм смазал, все легко ходит. Но не двигается от вакуума.
Это как-то мешает машине ездить?
Я бы не трогал

Да как только не газовал… раз 5 все снял и поставил… механизм смазал, все легко ходит. Но не двигается от вакуума.
Флейта срабатывает начиная с 4500-4700 оборотов.
Это я в курсе) но ничего непроисходит к сожалению
Проверяй распиновку трубок на клапанах, проверяй клапана подачей питания и продувания.
А n75 эт на что напомни?
По моему на насос вторички.
Не, на насос вторички там ничего не идёт, насос вторички электрический, к нему только +/- подходит запитка и трубка воздуховодная, а над дросселем там 2 клапана, один на пневмопривод флейты, а второй открывает клапана СВВ на задних торцах ГБЦ.
N75 это вообще по моему на турбированном 2.7,пневмоклапан байпаса если не ошибаюсь(сбрасывает излишки буста).
Вобщем узнал у ребят, N75 это на 2.7Т вестгейтный клапан, на атмо нет турбин и нет N75.
В общем у меня не работает ни один из этих клапанов, питалово на обе фишки идет. Буду все подключать по той схеме которую ты мне скинул как найду другой.Спасибо большое!
Все, что вы хотите знать о Форд Фьюжн, но не знали где спросить


Вы тоже можете стать нашим партнером
Процесс ремонта
Используемый инструмент и материалы:
Паяльники 100Вт и 40Вт
Фен строительный с узким соплом
Гравер с насадками
Нарезанные электроды из пластика от передней панели (телевизор, тот-же углепластик)
Армировочная сетка от воздушного фильтра Камаза
Наждачная бумага
Вот так выглядит коллектор после аварии, отмытый и обезжиреный.





Для удобства и лучшего доступа к повреждениям отрезал площадку коллектора.
На фото уже видно приваренные по месту не достающие детали.
Почти все осколки коллектора были собраны, не хватало двух, размером
2х2см.
Использовать стеклоткань, или эпоксидную смолу исключил сразу, т.к. будет неоднородность материалов.
Недостающие кусочки формовал так — вплавлял сетку от фильтра (латунную сетку нашел позже и переделывать уже не стал), феном разогревал электрод и наплавлял на «скелет», далее контур заплатки доводился паяльником.
Участок разогревался до сметанообразного состояния постоянным перемешиванием пластика с формироваием плоскости.









На коллекторе есть треугольный значок со стрелками, но надписи ABS в нем нет.

Далее Dima! дал информацию по типу пластика:
Думал, как спаять вместе отрезаные детали корпуса коллектора и «пластины» воздуховодов, мыслей было много:
1. Хотел нарезать перфорированных медных пластин по размерам чуть меньше воздуховодов, проложить их между двух деталей и стянуть струбцинами.
Пластинки подключить к ЛАТРу и таким образом спаять вместе.
Но показалось, что будет малая площадь склеиваемого пластика.
2. Пластины заменить нихромом, но тоже геморно, при нагреве нить может уйти в тело пластика не расплавив вторую половину.
Решено и сделано по другому.
Жало 100Вт паяльника сточил с двух сторон до толщины
1см, как у шлицевой отвертки.
Стянул струбцинами коллектор и разрез шва плавил с добавлением электрода этим паяльником.
Cетку впаивать не стал, паял узким жалом заточеным под шлицевую отвертку, стягивал струбцинами.
А там вообщем то и уходить не чему, две детальки соединил болтом стянул и паял.
Крепление на «банке» под болт по месту на блоке приваривал, там вообще куска не было.
Сначала намастырил потом сеточку впаял, а доводил уже на снятом.

Заделал все стыки откуда при тесте на герметичность капиллярно текла вода.
Последние испытания диз. топливом прошли на ура, почти сутки стоял под соляркой, течи не выявлено.
Заморачиваться с испытаниями на прочность давлением, не стал, много гемороя.
Для придания эстетического вида, часть коллектора была зашпатлевана, обработана и по технологии покраски: заматована, загрунтована и окрашена (все материалы по пластику), держится хорошо.




Над задней поверхностью не заморачивался, т.к. её не видно.
«Вылизыванием» заниматься тоже не стал, считаю и так не плохо сделал, а точнее устал от ремонта.
На фото все видно.

Описание
Полиамид — европейское название конструкционного пластика, известного в России под названием «Капролон»
Мы поставляем полиамид от нескольких европейских производителей. Каждый производитель производит полиамид под своей торговой маркой:
Из полимера полиамид производят несколько разновидностей марок. Подробнее ознакомиться с каждой маркой вы сможете здесь:
PA 6 — Полиамид 6 (Polyamide 6)
Полиамид, капролон, нейлон (PA 6) является самым известным экструдированным полиамидом и обладает набором всех типичных свойств классического полиамида. Однако по сравнению с литыми полиамидами, данный вид материала обладает более высоким водопоглощением, меньшей износоустойчивостью и меньшей стабильностью. Кроме того, из-за специфического производственного процесса возможно получать только ограниченный диапазон размеров полуфабрикатов, что накладывает некоторые ограничения на применение метода экструдирования в производстве полуфабрикатов.
Основные свойства полиамида PA 6:
Технические характеристики Полиамида PA6:
PA 12 — Полиамид 12 (Polyamide 12)
PA 12 E имеет очень хорошую ударопрочность. Данный материал имеет высокую жёсткость, поэтому он обладает очень малым водопоглощением и высокой стабильностью размеров. Как полуфабрикат, материал имеет ограниченное использование из-за его высокой стоимости (в 3-4 раза дороже PA 6).
PA 46 — Полиамид 46 (Polyamide 46)
Полиамид 46 разрабатывался как экономичная альтернатива жидкокристаллическим полимерам. Текучесть данного материала, по сравнению с аналогами, утроена, что отражается на экономических показателях использования сырья. По сравнению с другими полиамидами, характеризован его высокой точкой плавления 295°C и высокой кристалличностью. Кроме того, он содержит стабилизатор высокой температуры и может использоваться в непрерывных температурах обслуживания до 130°C. Лучший материал для деталей работающих при больших температурах и высоком трении. Устойчив к маслам и грязи и обеспечивает формоустойчивость детали.
Очень большое водопоглощение. Не рекомендуется для изготовления частей и деталей, работающих при постоянном контакте с водой.
Свойства Полиамида 46:
Основные характеристики:
Механические характеристики:
Температурные характеристики:
Электрические характеристики:
PA 66 — Полиамид 66 (Polyamide 66)
PA-66 — полиамид, сочетающий высокую механическую прочность с эластичностью в широком диапазоне температур, антифирикционные свойства, высокое усталостное сопротивление и небольшую ползучесть. Материал имеет отличную масло-бензостойкость и стойкость к углеводородным продуктам.
Как в случае c PA 6, процесс изготовления экструзионным методом ограничивает диапазон получаемых размеров, поэтому PA 66 обычно заменяют на более эконочный PA 6G, который, в добавок, может быть произведен почти неограниченных размеров.
Основные свойства PA 66:
PA 66 GF 30 — Полиамид 66 + 30% стекловолокна
Модификация ПА-66 путем введения в него стекловолокна, минеральных наполнителей и других модифицирующих добавок позволяет существенно изменить свойства базового материала, придать композициям на основе еще более высокую теплостойкость, существенно повысить его жесткость и прочность, стойкость материала к воздействию атмосферных факторов, придать материалу свойства не горючести и т.д.



