Расширенные настройки печати на принтере Epson Stylus Pro 7800/9800
Расширенные настройки
Расширенные настройки позволяет полностью управлять условиями печати. Используйте эти параметры для эксперимента с новыми идеями печати либо для тонкой настройки параметров печати в соответствии с вашими потребностями. Задав нужные значения параметров, им можно присвоить имя и добавить в список Custom Settings (Пользовательские настройки).
Для выполнения расширенных настроек сделайте следующее. 1. В диалоговом окне Print (Печать) выберите Custom (Пользовательский) и щелкните Advanced (Расширенные). Откроется диалоговое окно Advanced (Расширенные).

2. Убедитесь, что выбран тип носителя, загруженного в принтер.
3. Настройте параметр Color (Цвет).
Выберите Color/B&W Photo (Цветное/Ч/б фото) для печати цветных или черно*белых фотографий или Black (Черный) для печати в черновом качестве или черного текста.
Выберите Color (Цветное) для печати цветных или черно-белых фотографий или Black (Черный) для печати в черновом качестве или черного текста.
Для печати улучшенных черно*белых фотографий выберите Advanced B&W Photo (Улучшенное ч/б фото).
При печати на любом носителе, кроме кальки, рекомендуется выбирать режим Color (Цветное) или Color/B&W Photo (Цветное/Ч/б фото), даже если нужно напечатать черное изображение.
4. Задайте параметр Качество печати (Print Quality) (у кого где купить со скидкой картриджи к принтеру epson 7800 (купить для принтеров epson 7800 картриджи со скидками до 28%, к принтерам epson 7800 картриджей со скидкой в Москве).
5. При печати на специальных носителях, не произведенных Epson, щелкните Paper Config (Настройка бумаги) и задайте необходимые параметры.
6. Настройте параметры в группе Printer Color Management (Управление цветом).
Некоторые параметры доступны или не доступны в зависимости от значений параметров Media Type (Тип носителя), Color (Цвет) и Print Quality (Качество печати).
7. При необходимости настройте другие параметры.
8. Щелкните OK, чтобы применить значения параметров и вернуться к диалоговому окну Print (Печать). Если хотите вернуться к предыдущему экрану без применения параметров, щелкните Cancel (Отмена ). Paper Configuration (Настройка бумаги).

Следующие параметры в окне Paper Configuration (Настройка бумаги) позволяют подробно описать параметры конкретного типа бумаги.
Color Density (Интенсивность цвета)
Применяйте эту функцию при печати на специальных носителях, не произведенных Epson.
При печати на специальных носителях производства Epson установите ползунок в положение 0.
Настройка глубины цвета отпечатка может быть невозможна в зависимости от режима печати
Drying Time per Print Head Pass (Время сушки после каждого прохода печатающей головки)
Заставляет принтер ждать после каждого прохода печатающей головки.
Задайте значение ползунком или введите в текстовом поле. Чтобы улучшить качество печати, увеличьте значение этого параметра.
Время сушки после прохода печатающей головки можно установить в диапазоне 0-5 секунд с шагом 0,1 секунды.
Примечание: При включении этой функции печать замедляется
Paper Feed Adjustment (Регулировка подачи бумаги)
Управляет подачей бумаги с шагом 0,01%. Если это значение слишком велико, на отпечатке могут появиться белые горизонтальные полосы. Если это значение слишком мало, на отпечатке могут появиться темные горизонтальные полосы
Paper Suction (Втягивание бумаги)
Ослабление всасывания воздуха на валике может предотвратить замятие или завивку тонкой или пропитанной бумаги и позволяет устранить вертикальные полосы. Соотношение между значением параметра и мощностью всасывания:
Standard (Стандартно): 100% 81:84% 82:66% 83:50% 84:34%
Paper Thickness (Толщина бумаги)
Это значение устанавливается автоматически согласно параметру Media Type (Тип носителя). При использовании носителей других производителей настройте значение этого параметра под конкретный носитель. Чтобы узнать толщину, посмотрите характеристики бумаги или распечатайте шаблон подбора толщины — «Thickness Pattern»
Cut Method (Метод обреза)
Выбирает метод обреза, подходящий для бумаги данной толщины.
Standard (Стандартно):обычная скорость и обычное давление обреза Thin Paper (Тонкая бумага):низкое давление обреза Thick Paper, Fast (Плотная бумага, быстро):высокая скорость и высокое давление обреза Thick Paper, Slow (Плотная бумага, медленно):малая скорость и высокое давление обреза
Зазор — это расстояние между носителем, загруженным в принтер, и печатающей головкой. Регулируя значение этого параметра, можно добиться лучшего качества печати. Это значение устанавливается автоматически согласно заданному значению параметра Paper Thickness (Толщина бумаги).
Примечание: Устанавливая значение зазора Narrow (Узкий), можно добиться лучшего качества печати, но убедитесь, что в этом случае бумага не будет измята и не будет касаться печатающей головки; иначе отпечаток или сама печатающая головка могут быть повреждены. В таком случае используйте значения Wider (Шире) или Widest (Самый широкий)
Настройка параметров 3D-печати фотополимерами
В сравнении с другими видами 3D-печати, фотополимерная печать обладает рядом преимуществ, из которых наиболее существенное — сочетание высокой скорости и высокого качества печати, а также широкий выбор материалов, обладающих очень разными свойствами.
Кроме того, благодаря стремительному прогрессу оптоэлектроники, в последние два-три года стоимость оборудования резко снизилась, а новые модели 3D-принтеров стали печатать еще точнее. Результатом стал рост интереса к фотополимерным принтерам, в связи с которым появилась необходимость уделить особое внимание вопросу настроек параметров печати.
Содержание
Фотополимерные 3D-принтеры
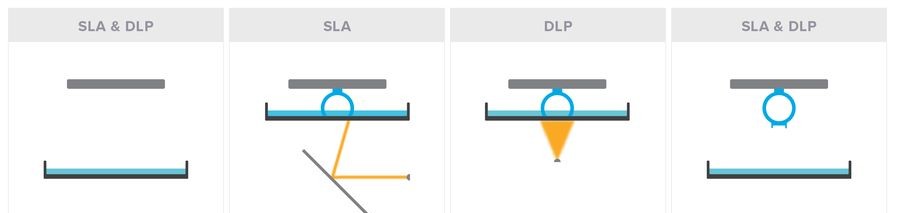
На сегодняшний день наиболее распространённые распространённые технологии фотополимерной печати ⎯ это SLA, DLP и LCD. На рисунке выше показан поэтапный пример печати кольца по технологиям SLA и DLP.
В ванночку с прозрачным дном заливается фотоотверждаемый полимер ⎯ жидкая смола, которая затвердевает под воздействием ультрафиолетового излучения. В смолу погружается платформа, на которой, посредством послойной засветки полимера, формируется модель.
В рамках технологии SLA (Stereolithography Laser Apparating) засветка осуществляется лучом лазера, который отклоняется с помощью системы зеркал или призм, засвечивая области, которые должны быть полимеризованы.
Технология DLP (Digital Light Processing) использует для засветки ультрафиолетовый проектор, который экспонирует весь слой сразу.
В технологии LCD (Liquid Crystal Display) вместо проектора используется оптическая система, где свет от светодиодов проходит сквозь жидкокристаллическую матрицу, аналогичную той, что используется в дисплее смартфона или планшета.
Дальнейшие процедуры одинаковы для всех трёх технологий. По окончании формирования слоя платформа поднимается, чтобы впустить в рабочую область очередную порцию фотополимера, и опускается вновь так, чтобы расстояние между формирующейся моделью и дном ванночки было равно толщине слоя. После этого происходит засветка следующего слоя, и процесс повторяется. Таким образом, перечисленные технологии различаются лишь источником света.
Опыт показывает, что
Речь о настольных принтерах, используемых в медицине, в первую очередь — в стоматологии и зубном протезировании, а также для обучения, прототипирования и/или штучного изготовления уникальных объектов. Не менее эффективно они могут быть использованы для 3D-печати в ювелирном деле.
Учитывая вышеизложенное, рассмотрим вопрос выбора настроек на примере LCD-принтера Phrozen Sonic mini.
Phrozen Sonic mini, краткое описание
Настольный 3D-принтер Phrozen Sonic mini ⎯ компактное и недорогое устройство, которое отлично подходит для обучения начинающих пользователей, а также для решения задач, требующих штучного изготовления уникальных объектов с высокой точностью. Широко используется в ювелирной промышленности, в стоматологии и ортодонтии, а также повсюду, где требуется печать миниатюрных высокоточных моделей и прототипов.

Phrozen Sonic mini работает по технологии LCD, отличаясь от старших моделей монохромной матрицей. Принтер использует любые смолы для LCD, DLP и SLA-принтеров, затвердевающие при облучении ультрафиолетом с длиной волны 405 нм.
Программное обеспечение
На всех принтерах бренда установлена фирменная операционная система Phrozen OS. Интерфейс ОС интуитивно понятный, меню не перегружено пунктами.
Расходные материалы

3D-принтер Phrozen Sonic mini поддерживает фотополимеры различных брендов, в том числе доступные и качественные смолы Harz Labs. Они многочисленны, разнообразны и подходят для решения широкого спектра задач. Кроме того, производитель фотополимеров обеспечивает качественную информационно-консультационную поддержку, в том числе по части настроек принтера.
В случае, если вы не можете найти настроек для используемой вами смолы и/или принтера, следует взять за основу параметры печати для аналогичного принтера и смолы того же цвета. Разумеется, такой выбор требует проверки тестовой печатью. Следует помнить, что подбор и тестирование настроек необходимы в любом случае, даже при наличии актуальных рекомендаций производителя.
Помните, что, непосредственно перед заливкой в ванночку, любой полимер необходимо тщательно взбалтывать не менее пяти минут.
Калибровка принтера
Перед первым включением принтер Phrozen Sonic mini необходимо откалибровать. Сперва следует снять ванночку для полимера и положить на печатный стол лист бумаги. После этого ослабить четыре винта на рабочей площадке. Обязательно убедиться, что платформа может свободно двигаться, и через меню запустить процесс калибровки. Рабочая площадка принтера автоматически опустится в нижнее положение, после чего следует закрутить винты, аккуратно прижимая к листу платформу, чтобы она не зафиксировалась под углом к матрице.
Настройка параметров
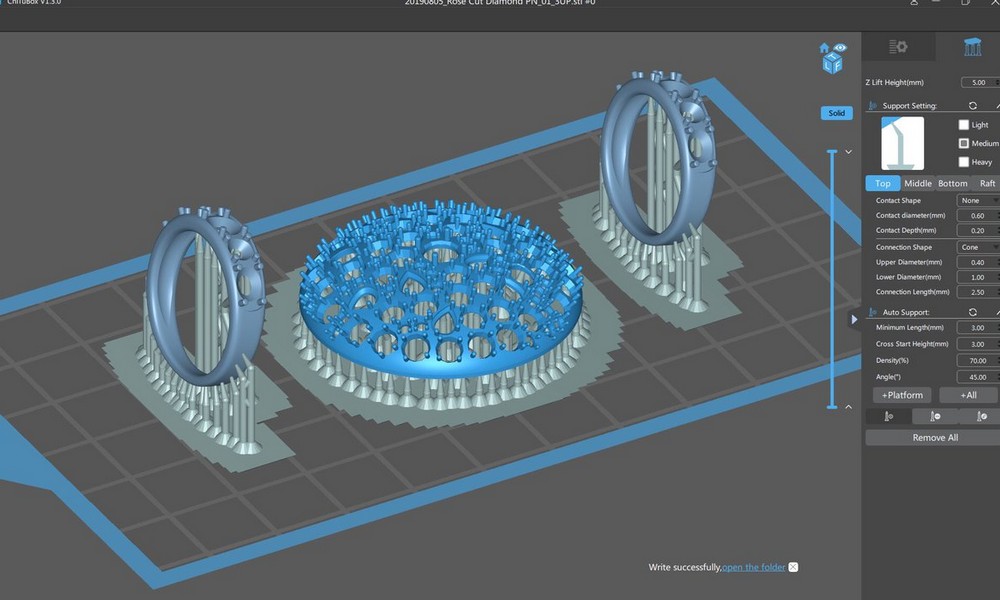
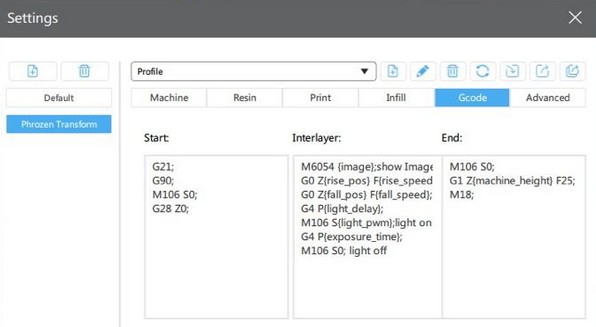
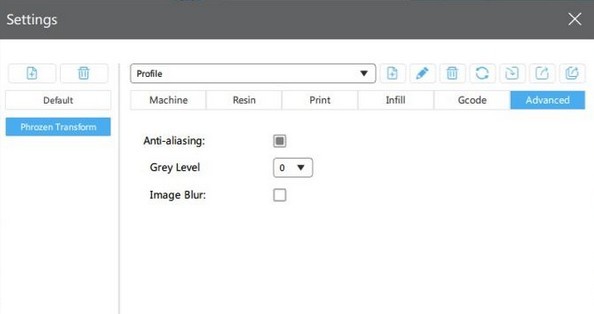
Для большинства принтеров выбор параметров печати осуществляется на компьютере, после подготовки 3D-модели. Но в 3D-принтерах Phrozen профиль печати хранится в самом принтере. При чтении файла из родного слайсера (Phrozen 3D или PZslicer) принтер считывает параметры из файла. При чтении файла из стороннего слайсера (СhiTu Box) принтер берет параметры из сохраненного в самом принтере профиля печати.
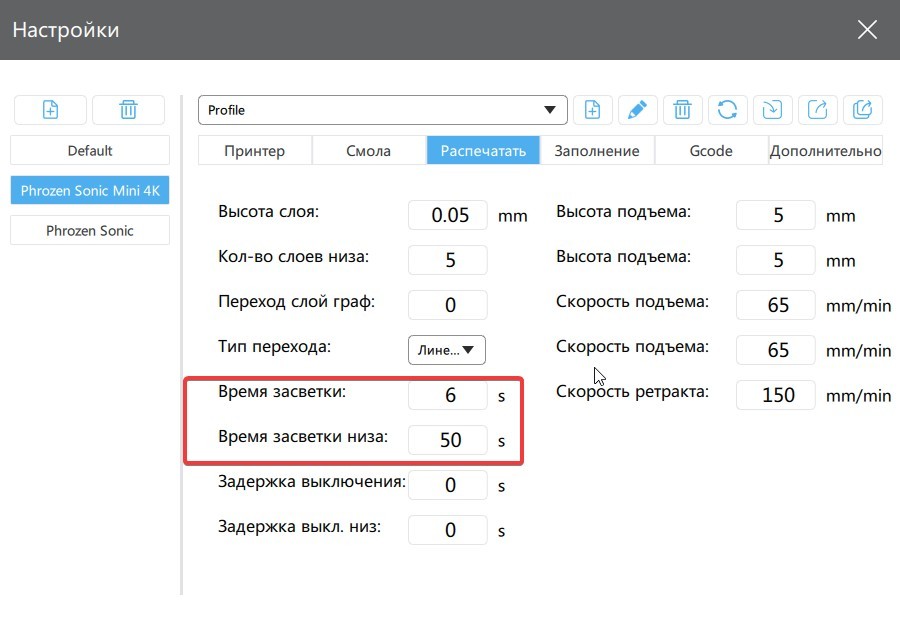
Главное — необходимо подобрать “время засветки” и “время засветки низа” при заданной высоте слоя, остальные параметры носят второстепенный характер.
Сначала выбираете высоту слоя, на которой планируете работать. Для первой печати рекомендуем 0,05 мм (50 мкм). Для очень вязких полимеров такая толщина слоя может быть недоступна, тогда выбирайте 0,10 мм (100 мкм). Если потом потребуется печатать на другой толщине слоя, то и параметры придется подрегулировать.
Чем меньше высота слоя, тем выше качество печати и тем больше времени она требует. Поэтому данный параметр следует выбирать, исходя из допустимого соотношения качества и времени печати.
Время засветки (Exposure Time)
Это время, которое требуется для затвердевания обычного, то есть не находящегося в основании слоя фотополимера обычно — от 3 до 20 секунд.
В качестве отправной точки следует использовать величины, указываемые в инструкциях для смол и конкретных моделей принтеров, но надо быть готовым к тому, что понадобятся корректировки. Конкретное значение зависит от состава смолы и мощности светового потока данного экземпляра принтера.
Например, для одного и того же полимера ⎯ Harz labs Dental Clear, ⎯ для Phrozen Sonic Mini 4K время засветки составит от 4,3 до 5,0 секунд, а для принтера Phrozen Shuffle 2019 ⎯ от 7,7 до 9,0 секунд.
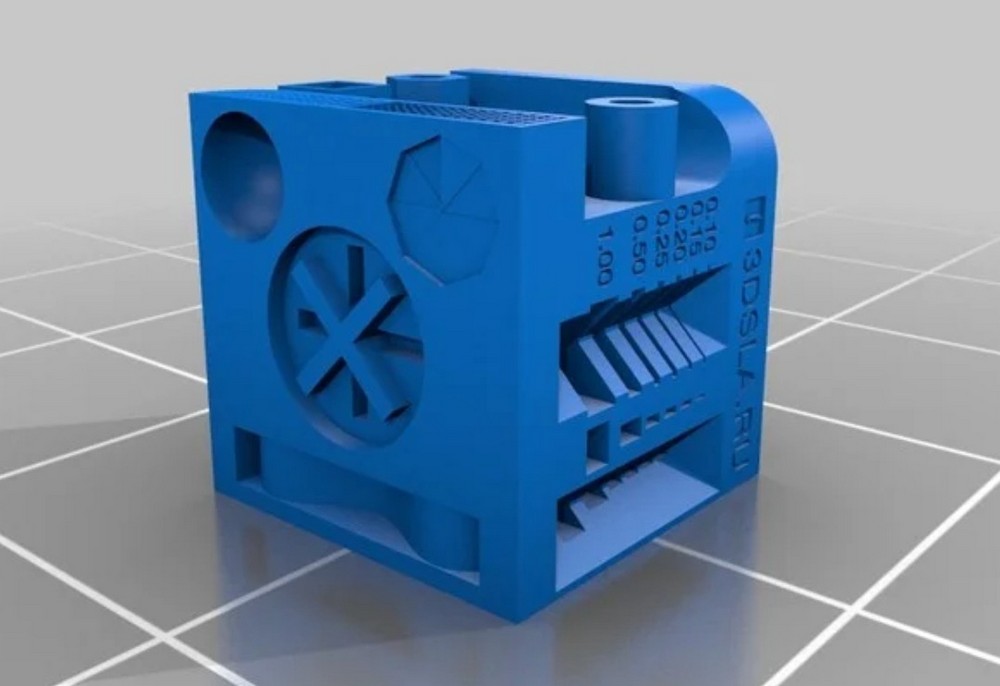
Если время засветки слишком большое, то модель получается более широкой, так как, из-за краевых эффектов, полимер отвердевает и в соседних областях. Это проще всего увидеть при печати гребенки со щелями (На фото ниже: область 1). Если время засветки слишком мало, то модель получается более узкой. Это можно увидеть при печати тонких стенок (область 2). Подбор времени засветки ⎯ это всегда поиск компромисса между требованиями к качеству выполнения щелей и тонких стенок.
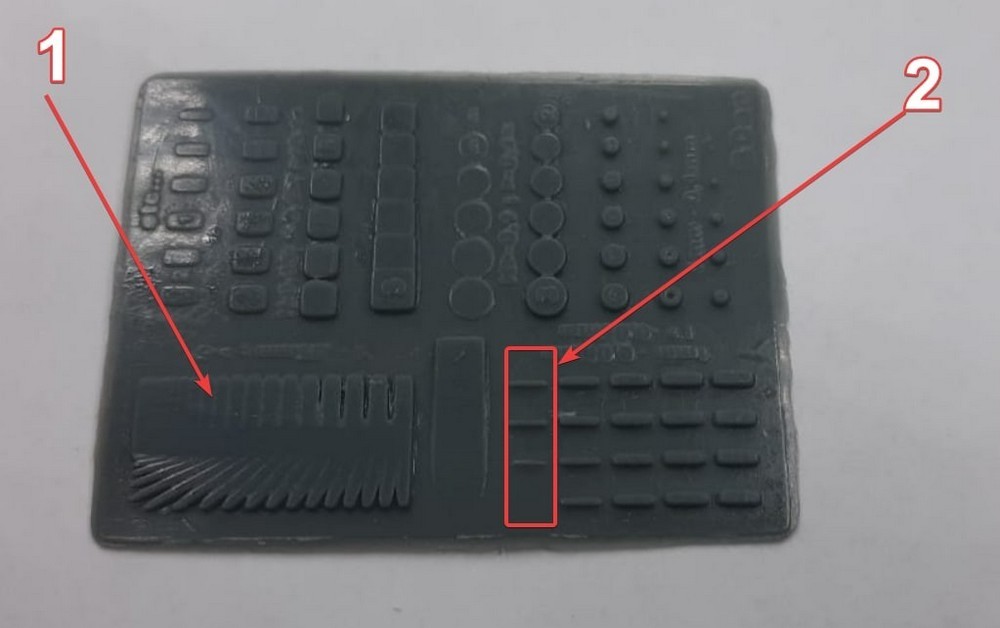
На фото ⎯ пример печати тестовой модели Harz labs model grey.
В области 1 щели пропечатались очень плохо ⎯ все залиты. Значит нужно значительно (на 20-50%) уменьшать время засветки.
В области 2 пропечатались 3 из 4 параллелепипедов. Это хороший результат, так как вполне приемлемым может быть случай, когда не пропечатается ни один (щели более приоритетны).
Надо понимать, что в процессе печати модель засвечивается не на 100, а на 75-90%. Поэтому, после промывки модели в спирте, необходима дополнительная обработка в специальной полимеризационной камере.

Результат уменьшения времени засветки на 25%.
Время засветки низа (Bottom exposure time)
Это время засветки первых нескольких слоев основания. Время засветки низа превышает время засветки остальных слоев в 5-10 раз, а иногда и более, так как необходимо, чтобы модель хорошо прилипла к платформе.
Начальное значение, как и в предыдущем пункте, берем из рекомендаций производителя смолы. Если модель отлипает от платформы, значит нужно существенно (на 10-50%) увеличить этот параметр. Чрезмерное увеличение этого параметра приведёт к большим затратам времени. Кроме того, при слишком большом времени засветки нижние слои окажутся намного шире, чем задано (пресловутый “эффект слоновьей ноги”). Во избежание этого, в большинстве случаев модели печатаются целиком на поддержках.
Обычно, правильно подобрать параметры, указанные выше, вполне достаточно для настройки. Процесс строится так: печатается тестовая модель, если результат оказывается неудовлетворительным — вводятся корректировки, и снова печатается тест. Процесс повторяется до тех пор, пока не будет получен приемлемый результат.
Скажем несколько слов про остальные параметры, хотя, в подавляющем большинстве случаев, нет необходимости их менять.
Количество слоев низа (Bottom Layer Count)
Это количество слоев, печатающихся с параметром “время засветки низа”, обычно 3-8 слоев.
Достаточно один раз поставить цифру 5 и забыть про неё. В подавляющем большинстве случаев этого достаточно.
Время задержки в верхнем положении (Light off delay).
Это время, необходимое для того, чтобы вязкий полимер успел затечь под модель. Обычно — 1 секунда.
Время задержки в нижнем положении (Bottom light off delay)
Это время между окончанием движения платформы вниз и моментом начала засветки. Данный временной интервал необходим, чтобы исключить влияние движения полимера в ванне на целостность модели. Можно оставить “заводскую” настройку и забыть про неё.
Высота, на которую поднимается платформа. Обычно — 4-6мм. Если меньше, то модель может не отлипнуть от дна ванны.
Скорость, с которой платформа движется вверх и вниз. Можно пробовать увеличивать скорость, если позволяет механика принтера, но лучше обойтись без экспериментов.
Прочие настройки оставляем без изменений
Корректировки
1. Если модель постоянно отрывается от платформы
В этом случае bottom exposure time следует увеличить на 30-50 %. Это ничего не испортит, но гарантированно избавит от беспокойства за прочность крепления модели к платформе.
2. Если модель отрывается от поддержек или рвётся сама
Такое бывает при недостаточном времени засветки. Рекомендуется постепенно увеличивать его, с интервалом в 2 секунды, фиксируя результаты. Принтеру это не повредит. Следует иметь в виду, что при завышенных значениях этого параметра деталь будет становиться толще, из-за того, что смола вокруг неё тоже начнёт твердеть. Опыт показывает, что время засветки может превышать величину, указанную в спецификации для конкретной смолы, не более чем на 10 секунд.
3. Если площадь печати очень велика
У оператора может не хватить терпения на то, чтобы печатать с толщиной слоя 50 мкм, и он перейдёт на 100 мкм. В этом случае ему наверняка придется увеличить время засветки ⎯ хотя бы на 2-3 секунды.
Кроме того, возможны деформации и даже разрушение принта, если он массивен, а поддержки слишком тонки. В данном случае положение следует исправлять не настройками печати, а правильной подготовкой цифровой модели.
Первая печать
При любых работах со смолами и растворителями необходимо тщательное соблюдение правил техники безопасности.
Каждый раз, при использовании нового полимера, следует производить печать одной или нескольких тестовых моделей, чтобы определиться с наиболее подходящими параметрами.
Модель 1
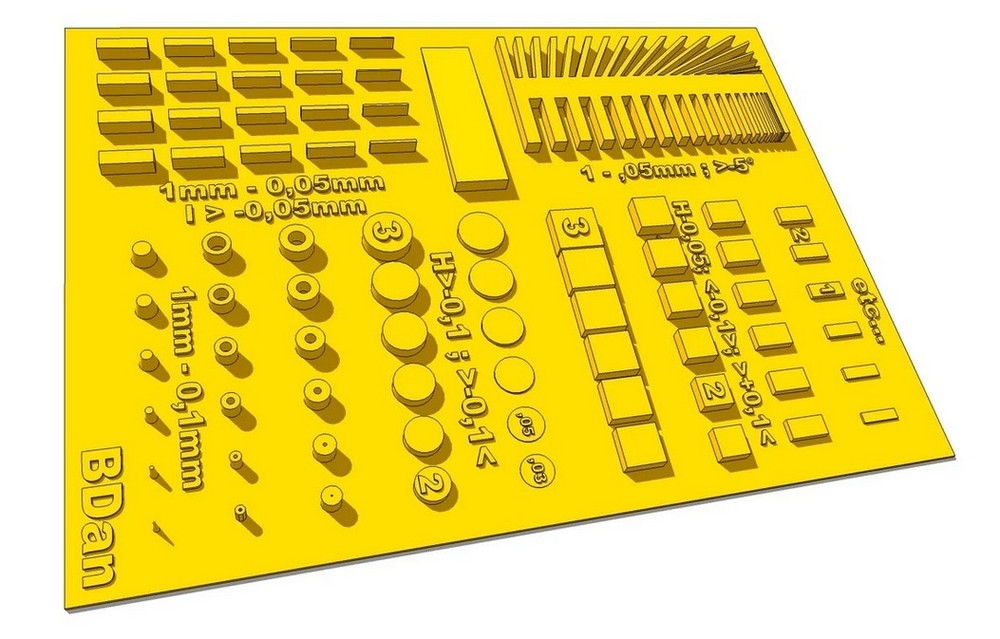
Высота модели — 1,4мм, время печати составляет от 5 до 25 минут, в зависимости от настроек. Она помогает оценить качество печати и внести корректировки в случае необходимости:
Обычно качество щелей превалирует над возможностью печатать тонкие стенки, и это всегда некий компромисс.
Модель 2
Печать данной модели позволяет оценить не только правильность выбранных настроек, но и качество калибровки, пригодность полимера к печати тех или иных форм, а также многое другое. Подробности ⎯ в описании модели.
Заключение
Следует помнить, что, при всей кажущейся простоте, 3D-печать требует опыта. Уделяйте внимание тщательному выбору настроек и печати тестовых моделей, будьте готовы к разнообразным ошибкам, сбоям и прочим неожиданностям — это обычная часть отладки технического процесса. Но, результат того стоит.
Купите фотополимерные 3D-принтеры и смолы в Top 3D Shop — пользуйтесь качественным оборудованием и материалами для лучшего результата.
Влияние Transparent Huge Pages на производительность системы
Статья публикуется от имени Ахальцева Иоанна, Jiga
Tinkoff.ru сегодня — это не просто банк, это IT-компания. Она предоставляет не только банковские услуги, но ещё выстраивает экосистему вокруг них.
Мы в Tinkoff.ru заключаем партнерство с различными сервисами для повышения качества обслуживания своих клиентов, и помогаем становиться этим сервисам лучше. Например, мы проводили нагрузочное тестирование и анализ производительности одного из таких сервисов, которые помогли найти узкие места в системе — включенные Transparent Huge Pages в конфигах ОС.
Если вы хотите узнать каким способом провести анализ производительности системы и что из этого получилось у нас, то добро пожаловать под кат.
Описание проблемы
На текущий момент архитектура сервиса представляет собой:
Основная проблема, которую мы обнаружили во время очередной распродажи под высокой нагрузкой — высокая утилизация cpu, при том что время работы процессора в режиме ядра (system time) росло и было больше, чем время работы в пользовательском режиме (user time).
Определение первичных характеристик системы
Для начала мы собрали нагрузочный контур с ресурсами близкими к продуктивным, и составили профиль нагрузки, соответствующий нормальной нагрузке в обычный день.
При определении первичных характеристик системы подходит сценарий с линейно-возрастающей нагрузкой с http конфигурацией:
На данном этапе реализовали сценарий открытия главной страницы и скачивание всех ресурсов

Результаты данного теста показали максимальную производительность в 1500 rps, дальнейшее увеличение интенсивности нагрузки привело к деградации системы, связанной с увеличивающимся softirq time.
Softirq представляет собой механизм отложенных прерываний и описан в файле kernel/softirq.с. При этом они забивают очередь команд к процессору, не давая делать полезные вычисления в пользовательском режиме. Обработчики прерываний также могут откладывать дополнительную работу с сетевыми пакетами в потоках ОС (system time). Кратко о работе сетевого стека и оптимизациях можно почитать в отдельной статье.
Подозрение на основную проблему не подтвердилось, потому что на проде при меньшей сетевой активности был куда больший system time.
Пользовательские сценарии
Следующим шагом было решено развивать пользовательские сценарии и добавить, что-то большее, чем простое открытие страницы с картинками. В профиль вошли тяжелые операции, которые задействовали в полной мере код сайта и базы данных, а не веб-сервер отдающий статические ресурсы.
Тест со стабильной нагрузкой запущен на меньшей интенсивности от максимальной, в конфигурацию добавлен переход по редиректам:
Наиболее полное задействование систем показало увеличение метрики system time, а также её рост во время теста стабильности. Проблема с продуктивной среды была воспроизведена
Сетевое взаимодействие с Redis
При анализе проблем очень важно иметь мониторинг всех компонентов системы, чтобы понимать как она работает и какое влияние на неё оказывает подаваемая нагрузка.
При появлении мониторинга Redis, стало возможно смотреть не на общие метрики системы, а на её конкретные компоненты. Также был изменён сценарий на стресс-тестирование, что совместно с дополнительным мониторингом помогло приблизиться к локализации проблемы.
В мониторинге Redis увидели аналогичную картину с утилизацией cpu, а точнее system time значительно больше user time, при том что основная утилизация cpu приходилась на операцию SET, то есть выделение оперативной памяти для хранения значения.
Для исключения влияния сетевого взаимодействия с Redis было решено проверить гипотезу и переключить Redis на UNIX сокет, вместо tcp сокета. Сделано это было прямо во фреймворке, через который php-fpm подключается к БД. В файле /yiisoft/yii/framework/caching/CRedisCache.php заменили строчку с host:port на хардкодный redis.sock. Подробнее про быстродействие сокетов можно почитать в статье.
К сожалению, большого эффекта это не возымело. Утилизация CPU немного стабилизировалась, но не решило нашей проблемы — большая часть утилизации CPU приходилась на вычисления в режиме ядра.
Бенчмарк с помощью stress и выявление проблемы THP
Для локализации проблемы помогла утилита stress — простой генератор рабочей нагрузки для POSIX-систем, которая может нагрузить отдельные компоненты системы, например, CPU, Memory, IO.
Тестирование предполагается на оборудовании и версии ОС:
Установка утилиты выполняется с помощью команды:
Смотрим как утилизируется CPU под нагрузкой, запускаем тест, который создаёт воркеров для расчёта квадратных корней с продолжительностью в 300 сек:
На графике видно полную утилизацию в пользовательском режиме — это значит, что загружены все ядра процессора и выполняются полезные вычисления, а не системные обслуживающие вызовы.
Следующим шагом рассмотрим использование ресурсов при интенсивной работе с io. Запускаем тест на 300 сек с созданием 12 воркеров, которые выполняют sync(). Команда sync записывает данные, буферизованные в памяти, на диск. Ядро хранит данные в памяти во избежание частых (обычно медленных) дисковых операций чтения и записи. Команда sync() гарантирует, что все, что хранилось в памяти, будет записано на диск.
Видим, что процессор в основном занимается обработкой вызовов в режиме ядра и немного в iowait, также видно >35k ops записи на диск. Такое поведение похоже на проблему с высоким system time, причины которой мы анализируем. Но здесь присутствует несколько отличий: это iowait и iops больший, чем на продуктивном контуре, соответственно это не подходит под наш случай.
Настало время для проверки памяти. Запускаем 20 воркеров, которые будут выделять и освобождать память 300 сек, с помощью команды:
Сразу видим высокую утилизацию CPU в системном режиме и немного в пользовательском режиме, а также использование оперативной памяти больше 2 Гб.
Данный случай очень похож на проблему с продом, которая подтверждается большим использованием памяти на нагрузочных тестах. Следовательно проблему необходимо искать в работе памяти. Выделение и освобождение памяти происходит с помощью вызовов malloc и free соответственно, которые в итоге будут обработаны системными вызовами ядра, а значит отобразятся в утилизации CPU как системное время.
В большинстве современных операционных систем виртуальная память организуется с помощью страничной адресации, при таком подходе вся область памяти делится на страницы фиксированной длины, например 4096 байт (является дефолтом для многих платформ), и при выделении, например, 2 Гб памяти, менеджеру памяти придётся оперировать более чем 500000 страниц. В таком подходе появляются большие накладные расходы на управление и для их уменьшения были придуманы технологии Huge pages и Transparent Huge Pages, с их помощью можно увеличить размер страницы, например до 2МБ, что существенно сократит количество страниц в куче памяти. Разница технологий заключается лишь в том, что для Huge pages мы должны явно настроить окружение и научить программу с ними работать, в то время как Transparent Huge Pages работает «прозрачно» для программ.
THP и решение проблемы
Если погуглить информацию о Transparent Huge Pages, то можно увидеть в результатах поиска множество страниц с вопросами «Как выключить THP».
Как оказалось эту «крутую» фичу внесла в ядро Linux корпорация Red Hat, суть фичи, в том что приложения могут прозрачно работать с памятью, как будто они работают с настоящими Huge Page. Согласно бенчмаркам THP на 10% ускоряют абстрактное приложение, подробнее можно посмотреть в презентации, но на деле всё по другому. В некоторых случаях THP вызывает ничем не мотивированное увеличение потребления CPU в систем. Подробнее можно ознакомиться с рекомендациями от Oracle.
Идём и проверяем наш параметр. Как и оказалось THP включен по умолчанию, — выключаем с помощью команды:
Подтверждаем с помощью теста перед выключением THP и после, на профиле нагрузки:
Такую картину мы наблюдали до выключения THP
После выключения THP мы можем наблюдать уже уменьшенную утилизацию ресурсов.
Основная проблема была локализована. Причиной являлся включенный по умолчанию в ОС
механизм прозрачных больших страниц. После выключения опции THP утилизация cpu в системном режиме снизилась не менее чем в 2 раза, что освободило ресурсы для пользовательского режима. Во время анализа основной проблемы, также были найдены «узкие места» взаимодействия с сетевым стеком ОС и Redis, что является поводом для более глубокого исследования. Но это уже совсем другая история.
Заключение
В заключение хотелось бы дать несколько советов, для успешного поиска проблем с производительностью:



