Что такое плазменная резка CUT?
Данная технология возникла несколько десятилетий лет назад, но широкодоступной стала совсем недавно. Металл до начала распространения плазменной резки повсеместно разрезали с помощью автогена. Но качество работ после него оставляло желать лучшего. Плазморез совершил долгожданный прорыв. Он не только многократно повысил качество, но и позволил добиваться результатов более экономично, как по затратам времени, так и расходным материалам.
Читайте также про основные сведения по плазменной резке металлов по ссылке.
Плазменная резка металла
Большой выбор современного оборудования для плазменной резки металла позволяет найти подходящую под свои нужды аппаратуру. Рядовым потребителям лучше купить плазменную резку инверторного типа: компактную, с небольшим весом и экономичным энергопотреблением.
Правда, максимальная мощность таких аппаратов не больше 70 ампер, а значит, разрезать им под силу только металл толщиной до двух сантиметров. Также у них невысокая продолжительность включения. Они чувствительны к перепадам подачи электрического тока. Однако более мощные устройства выпускаются только для использования на промышленных предприятиях.
Плазменно-дуговая резка металла
 Аппараты плазменно-дуговой резки металла отличаются не только малыми габаритами, но и малоразмерными катодами, соплами и другими элементами, которые занимают небольшую сумку, зато хватает их на два месяца энергичной работы. То есть вместе с общими удобствами подобное оборудование предоставляет ещё и существенную экономию в расходных материалах.
Аппараты плазменно-дуговой резки металла отличаются не только малыми габаритами, но и малоразмерными катодами, соплами и другими элементами, которые занимают небольшую сумку, зато хватает их на два месяца энергичной работы. То есть вместе с общими удобствами подобное оборудование предоставляет ещё и существенную экономию в расходных материалах.
Преимуществами плазморезов инверторного типа являются:
Плазменная резка и сварка
Эти устройства гарантируют наименьшую ширину реза, после которого кромки металла не требуют добавочной обработки.
Полностью свои преимущества перед иными способами плазморез способен ярко продемонстрировать при больших объёмах работы. Но нужно учитывать и трудоёмкость операции. К примеру, разрезать толстый металл можно и автогеном, однако после него требуется долгая шлифовка металлических краев.
Плазморезами возможна плазменная резка и сварка обрабатываемых металлов. Так им лёгко, без каких-либо обработок, соединять отрезанные кромки детали.
Широко применяется плазменная сварка стали на производственных предприятиях. Аппараты здесь представляют собой тяжёлые установки, которые работают с габаритными деталями. К примеру, удобно ими работать с объёмными трубами.
Цена плазменного аппарата
Детальную информацию по моделям, а также рекомендации при выборе нужного варианта оборудования предоставят наши квалифицированные специалисты. Это значительно облегчит Вам выбор и позволит купить плазменный аппарат по цене, выгодно отличающейся от других интернет-магазинов.
Плазменный сварочный аппарат
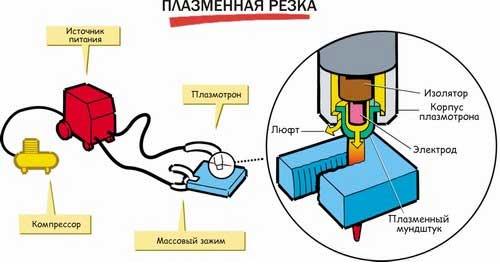
Плазменный сварочный аппарат включает в себя следующие составные части:
Главное отличие инвертора плазменной резки в том, что на нём электрическая дуга достигает 14-16 тысяч градусов, тогда как для разрезания деталей из самых тугоплавких металлов достаточно 5-8 тысяч. Существенно ускоряет резку, одновременно делая разрез стабильным, использование компрессора, который в процессе работы моментально выдувает образовавшийся слой расплавленного металла.
Инверторный аппарат с относительно небольшой мощностью и такими малыми показателями по энергопотреблению отлично подходит для демонтажных работ, потому что ему практически под силу операции с любым металлом по типу и толщине.
Он очень удобен в эксплуатации, так как компактен и лёгок по весу. Не нужны для воздушно-плазменной резки газовые баллоны или иное дополнительное оборудование.
Купить инвертор плазменной резки
Ещё одним аргументом в пользу того, чтобы купить инвертор плазменной резки, является низкий уровень пожарной опасности прибора. Поэтому его, не опасаясь, применяют при работах в закрытых помещениях строители, рабочие крупных металлообрабатывающих предприятий.
Хорошо зарекомендовали себя инверторные плазморезы и в цехах, где серийно производятся изделия из крупных металлических листов. Не редкость теперь приобретение таких агрегатов и для использования в быту.
Сварочный инвертор для плазменной резки
 Рекомендуется выбирать сварочные инверторы для плазменной резки с максимальной силой тока. От данного показателя в полной мере зависит скорость обработки материала и толщина изделия, которую может разрезать аппарат. Эти сведения предоставляются большинством производителей сварочного оборудования.
Рекомендуется выбирать сварочные инверторы для плазменной резки с максимальной силой тока. От данного показателя в полной мере зависит скорость обработки материала и толщина изделия, которую может разрезать аппарат. Эти сведения предоставляются большинством производителей сварочного оборудования.
Вместе с тем, из большой силы тока вытекает немалая мощность, а значит, и большее энергопотребление. Естественно, его уровень меньше, чем у традиционных аппаратов. Однако при покупке следует обращать на это внимание, чтобы он не перегрузил имеющуюся сеть электропитания.
На энергопотреблении плазмореза влияют и параметры воздушного компрессора, которые представляются максимальным давлением и потоковой производительностью. Чем выше данные показатели, тем больше скорость резки металла. Не стоит забывать, что это влечёт параллельный рост потребления электричества.
Цена инвертора плазменной резки
За счёт широкого распространения плазморезов цена инвертора плазменной резки металла стала доступной даже для частников. Использование данного инструмента в бытовых целях оправдывается преимуществами, недостижимыми для классических сварочных аппаратов:
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:

Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы

Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется

В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Приборы (аппараты) для сварки

Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.

Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы

Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.

Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.

К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей

В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Сварочные аппараты MMA MIG TIG CUT SAW
Электродуговые сварочные аппараты сегодня активно используются как в промышленных, так и бытовых условиях. Ведь именно такой метод соединения металлических деталей является наиболее надежным и быстрым. Существует несколько основных типов сварочных аппаратов, использующих различные технологии.
Сварка MMA
Ручная дуговая сварка с применением покрытых электродов (или просто MMA — Manual Metal Arc) — один из наиболее простых и распространенных методов сварки стальных изделий, а так же деталей из нержавеющей стали и чугуна. Сварка MMA заключается в следующем — электрическая дуга между электродом и краями детали расплавляет их, при этом материал электрода так же является присадочным и образует шов, а его обмазка обеспечивает стабильность горения дуги и образует защитное шлаковое покрытие, которое легко удаляется после остывания детали.
Сварка TIG
Сварка MIG
Полуавтоматическая сварка MIG так еж использует в качестве присадки проволоку, которая так же является и электродом. Такой тип сварки позволяет гибко настраивать многочисленные параметры: тип защитной газовой смеси, скорость подачи присадочной проволоки, рабочий ток и т.д. Наиболее широко сварка MIG применяется для кузовных работ, где демонстрирует прекрасные результаты.
Сварка SAW
Сварка погруженной дугой или сварка SAW (Submerged Arc Welding) обеспечивает высокую производительность по сравнению с аппаратами с открытой дугой. Это удобный и полностью автоматизированный процесс с высоким качеством шва и экономичным использованием присадочной проволоки. горение дуги происходит под толстым слоем сыпучего порошка — флюса, что позволяет сварщику не использовать защитной маски или очков.
Резка CUT
Воздушно-пламенная резка или резка CUT при работе с изделиями небольшой толщины (5–20 мм) позволяет добиваться лучших результатов, чем газовые резаки. С учетом компактности инверторов для воздушно-пламенной резки этот способ является одним из наиболее распространенных в быту и промышленности.
Блоки охлаждения
Жидкостные блоки охлаждения широко применяются для работы совместно с плазменными резаками и сварочными аппаратами в условиях их интенсивного промышленного использования, и надежно защищают оборудование от перегрева.
Cut сварка что это такое


Напряжение питания 230 В Потребляемая мощность 0,3 кВт Температура нагрева 150 °С

Напряжение сети, В: 380±15% Частота сети, Гц: 50 Сварочный тока, А: 40—300

Напряжение питающей сети, В: 220 Объём, л: 9

Напряжение питающей сети (В) 220 Потребляемая мощность (Вт) 60 Скорость вращения (об/мин) 5000

Асботкани марок АТ представляют собой полотно, изготовленное путем переплетения асбестовых нитей на ткацком станке. Асбестовое полотно (асбополотно, кошма противопожарная) изготавливается в соответствии с ГОСТ 6102-94.

Напряжение сети: 380 В (323-437) Диаметр проволоки (min-max) 4-6 мм Сварочное напряжение: 44 В Напряжение хол. хода: 90 В

Напряжение сети, В: 380±15% Потребляемая мощность, кВт: 8.2 Диапазон регулировки сварочного тока, А: 40—250 Диаметр сварочной проволоки, мм: 0.8—1.0 Габаритные размеры аппарата, мм: 610х415х540 Вес аппарата, кг.
Мы в сетях
Последние новости


Широкий спектр применения. Большинство инверторных CUT-аппаратов предусматривают работу и по черному металлу, и по нержавейке, и по алюминию и меди. Причем настройка при смене разрезаемого металла делается буквально несколькими переключениями тумблеров, и дополнительные материалы не нужны (присадочные и адгезионные порошки и т.п.)
Мобильность и компактность оборудования. Неповоротливые телеги с кислородными, ацетиленовыми и пропановыми баллонами можно забыть, как кошмарный сон. Малые габариты катодов, сопел и других элементов плазменной резки действительно впечатляет – их запас на пару месяцев активной работы умещается в небольшой сумке! Кроме эргономических удобств, компактность компонентов для воздушно-плазменной резки обеспечивает примерно двукратную экономию по сравнению с газовой резкой металлов.
Качество среза. Оно складывается сразу из нескольких факторов:
Отсутствие деформации (коробление), т.к. прогревать металл пред плазменной резкой не требуется.
Минимальная ширина шва (особенно ощутима при сравнении с газовым методом).
Отсутствие наплывов и облоя при воздушно-плазменной резке приходит с мастерством, но при оптимально выбранных режимах достигается за кратчайшие сроки.
Возможна последующая сварка по отрезанным кромкам без их промежуточной обработки.
Повышенная производительность труда. Для инверторных плазменных аппаратов она определяется скоростью резки и способна в 2 – 3 раза превосходить самые «быстрые» газовые резаки. Скоростные качества плазменной резки в сочетании с отличным качеством кромок многократно снижают расходы на сварочные работы. На современном этапе развития сварочных технологий максимальная скорость резки достигается только использованием высокотехнологичного инверторного оборудования.
На нашем сайте в разделе «Воздушно плазменная резка» представлен большой выбор аппаратов воздушно плазменной резки CUT от проверенных производителей. На все представленное оборудование действует гарантия заводов изготовителей. Вы всегда можете получить квалифицированную помощь наших экспертов по выбору необходимого Вам оборудования.



