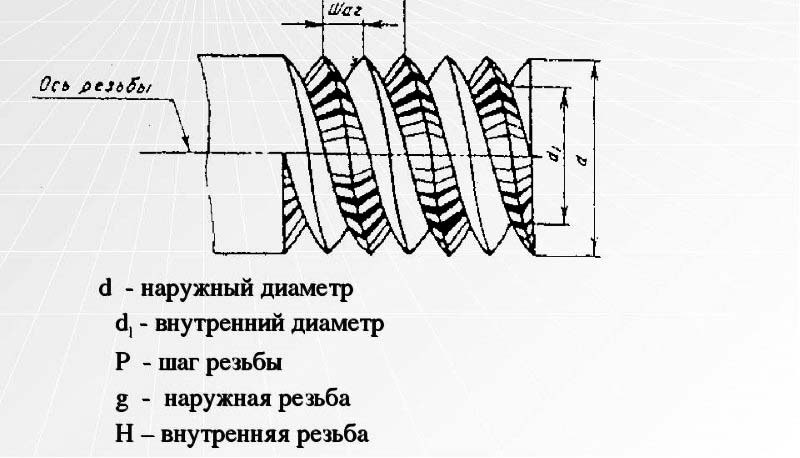
Шаг резьбы
Человек начал использовать винт в античности. Изобретение винта приписывают Архиту Тарентскому, (VI –V век до новой эры). Другой известный изобретатель, Архимед, усовершенствовал винт и применил его для подачи воды и сыпучих материалов.

В Древнем Египте винт широко применяли для подъема воды в трубах для орошения полей. Первые резьбовые соединения были применены древнеримскими механиками на рубеже новой эры. Однако ввиду большой стоимости и трудоемкости изготовления область их применения ограничивалась ювелирным делом, медицинскими инструментами и предметами роскоши. Массовое использование резьбовых соединений началось в Средние века. Болты уже походили на современные, хотя и могли иметь переменный шаг, а вот гайка представляла собой втулку с несколькими выступающими внутрь штифтами, отстоящими друг от друга на размер шага, поскольку инструментов для нарезания внутренней резьбы еще не изобрели. Этот шаг был сделан в эпоху Возрождения, в XV- XVI столетиях. Однако каждое резьбовое соединение делалось и подгонялось индивидуально, вручную, и каждому болту требовалась своя гайка. Другая, даже сделанная тем же мастером, не подходила.
В 1800 году англичанин Генри Модсли изобрел токарно — винторезный станок, сделавший доступной нарезку точной резьбы. Еще через 40 лет его соотечественник Джозеф Уитворт сделал следующий шаг к стандартизации и предложил первую в мире систему типоразмеров резьбовых соединений. Эта система была взята на вооружение большинством британских железных дорог и стала национальным стандартом. На Британском Стандарте Уитворта (BSW)основаны большинство современных национальных стандартов, а также международные стандарты. ISO и EN.
В России стандартизация резьбовых соединений началась в 20-е годы XX века решительными шагами правительства по введению норм резьбы для железных дорог и завершилась принятием серии ГОСТов.
Какой шаг резьбы стандартный?
Очень часто к нам поступают вопросы на одну и ту же тему: «у вас крепёж со стандартным шагом резьбы?»
И, действительно, какой шаг резьбы можно назвать «стандартным»? И, вообще, что такое шаг резьбы, где он задан?
Давайте разберём вместе.
Термины и определения основных понятий в области цилиндрической и конической резьб, применяемые в науке, технике и производстве, устанавливает ГОСТ 11708-82:

Номинальный диаметр резьбы:
диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
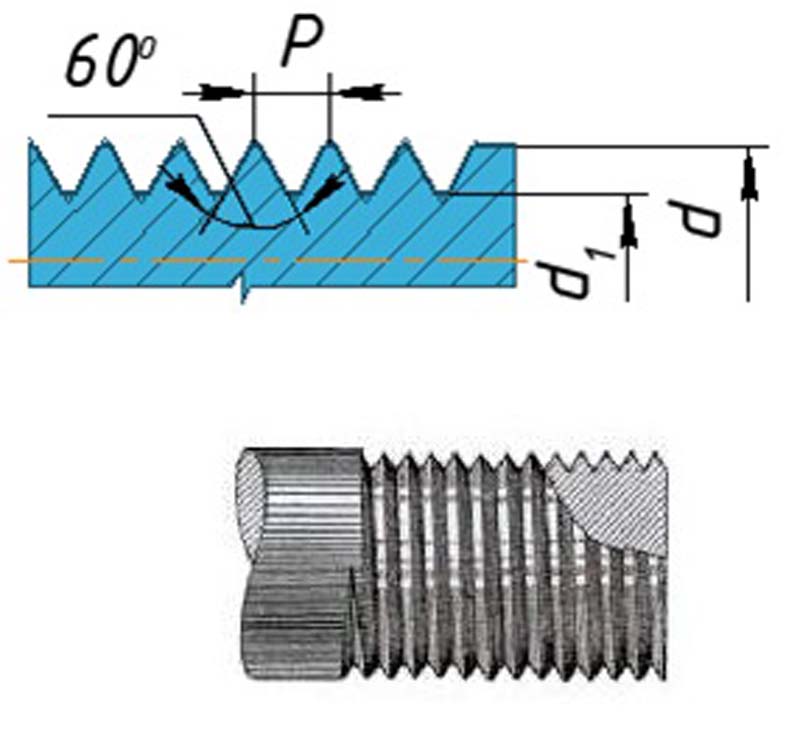
Шаг резьбы (P):
расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
Какой шаг резьбы можно назвать «стандартным»?
Стандартным можно назвать только тот шаг, значения которого заданы государственным стандартом. Очевидно, что геометрия резьбы болта/винта/шпильки должна полностью совпадать с ответной резьбой условной гайки. В рамках одного значения номинального диаметра резьбы должен совпадать и её шаг, иначе гайка попросту не накрутится на резьбовую шпильку. Для этого ГОСТ 8724-2002* задаёт на государственном уровне соответствие шагов для каждого диаметра метрической резьбы:
* в международном нормативно-правовом поле это стандарт соответствует ИСО 261-98






Согласно требованиям ГОСТа 8724-2002 в условное обозначение размера резьбы должны входить: буква М, номинальный диаметр резьбы и шаг резьбы, выраженные в миллиметрах и разделённые знаком «х». Например, для резьбы М8:
При этом ГОСТ 8724-2002 допускает не указывать крупный шаг в обозначении резьбы, например:
Именно поэтому среди специалистов крепёжного рынка крупный шаг, который, как правило, не указывается при обозначении резьбы, принято называть «стандартным».
Хотя это не совсем правильно. И крупные, и мелкие шаги для своего диаметра резьбы заданы ГОСТом – отечественным стандартом. А значит и крупные, и мелкие шаги резьбы по ГОСТ 8724-2002 являются стандартными.
Зачем нужны крепёжные изделия с мелким шагом.
Уменьшение шага резьбы при неизменных наружном диаметре и высоте гайки снижает прочность соединения, так как для мелкой резьбы труднее в пределах одного класса точности обеспечить перекрытие витков, одинаковое с крупной резьбой. Между тем, в авиа- и автостроении применение резьбы с мелким шагом целесообразно, так как при больших отношениях диаметра резьбы к шагу площадь стержня болта увеличивается и, как следствие, возрастает его прочность.
Резьба с мелким шагом предпочтительна к применению для тонкостенных деталей, при короткой длине свинчивания, равной высоте гайки, при работе в условиях вибрационных нагрузок.
В дополнение к этому, резьба с мелким шагом применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
По умолчанию компания BEST-Крепёж поставляет крепёжные изделия с метрической резьбой из коррозионно-стойких сталей с крупным шагом по ГОСТ 8724-2002.
Кроме этого, мы предлагаем нашим клиентам стандартный крепёж с мелким шагом метрической резьбы.
Размеры и шаг резьбы самонарезающих винтов (винтов для листового металла) с резьбой ST регламентирует ГОСТ ISO 1478-2015:

Остались вопросы?
Задайте их нашему техническому специалисту, мы ответим на них в течение 1-2 рабочих дней!
Что значит шаг резьбы
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
 Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы. Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении. Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы. Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы. Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии. Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Соотношение шага и хода резьбы в зависимости от числа заходов Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.
Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек. Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ). Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения: М18х0,5-6g то же, шаг мелкий Р=0,5; М18LH-6g то же, но левая; В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
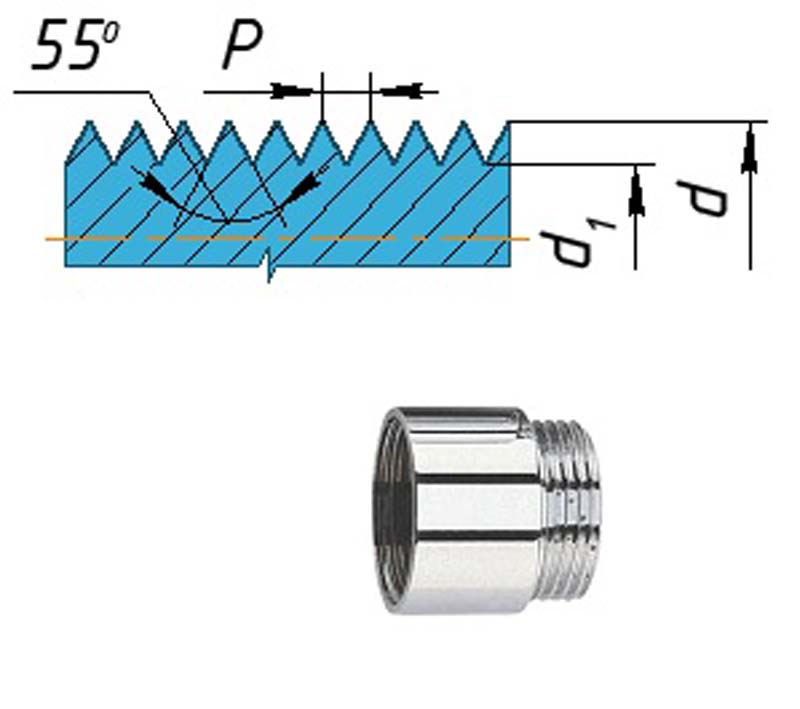
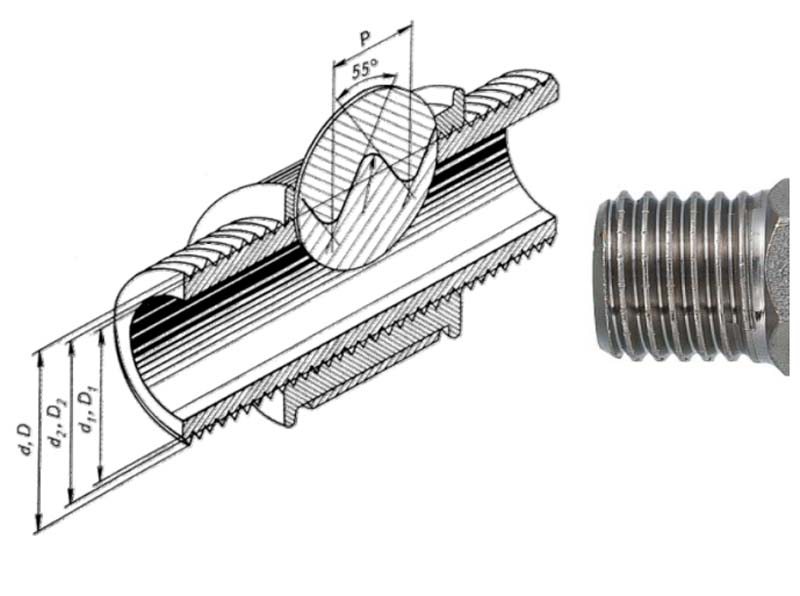
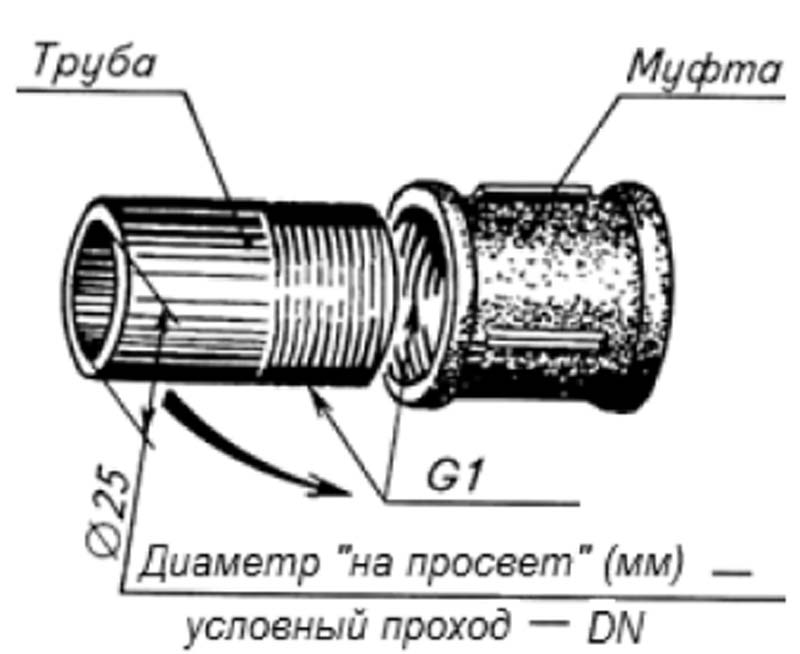
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°. Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм. Примеры условного обозначения: G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А; G1 1 /2LH-B-40 то же, но левая, класс точности В, длина свинчивания 40 мм.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||